
Tailoring Mechanical and Electrochemical Properties of the Cr15Fe20Co35Ni20Mo10 High-Entropy Alloy via the Competition between Recrystallization and Precipitation Processes



Abstract
1. Introduction
2. Materials and Methods
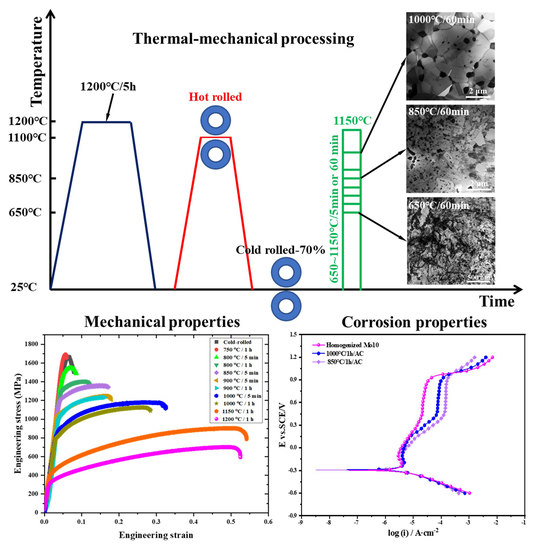
2.1. Alloy Processing
2.2. Microstructure Characterization and Mechanical Properties Testing
2.3. Electrochemical Measurement
3. Results
3.1. Tailoring the Characteristics of μ-Phase via the Competition between Recrystallization and Precipitation Processes
3.2. Mechanical Properties and Deformation Mechanisms
3.3. Electrochemical Properties and Corrosion Morphology
4. Conclusions
- Single-phase Mo10 HEA can be transformed into a dual-phase structure containing a Mo-rich μ-phase and fcc matrix phase through thermal-mechanical processing. The μ-phase is uniformly distributed at the grain boundaries and within the grain, and its size, distribution, and fraction can be controlled by adjusting the thermal-mechanical treatment conditions. The precipitation of the μ-phase delays the recrystallization and subsequent grain growth process, resulting in grain refinement and the formation of a heterogeneous microstructure in the Mo10 HEA. After 900 °C, the heterogeneous microstructure transformed into a fully recrystallized structure. After 1000 °C, the inhibitory effect of the μ-phase on grain growth was severely reduced due to the accelerated decomposition of the μ-phase at high temperatures. At the same time, the recrystallization process also optimized the distribution of the μ-phase in the matrix and inhibited its growth.
- The homogenized Mo10 HEA had a low σY but an EL over 50%. The comprehensive mechanical properties of the Mo10 HEA could be improved by introducing an appropriate fraction of the μ-phase. For example, when the fraction of the μ-phase in the sample annealed at 1000 °C for 60 min was 8.07%, its σUTS could reach up to 1.1 GPa, with the EL over 27%. The TEM observations revealed that the combination of various strengthening mechanisms such as ultra-fine grains, high density μ-phase and dislocations, SFs, deformation twins, and heterogeneous microstructure resulted in an exceptional room-temperature tensile property in the Mo10 HEA.
- The precipitation of the μ-phase impaired the corrosion resistance of the Mo10 HEA. However, by adjusting the distribution and fraction of the μ-phase, the consumption of the corrosion-beneficial elements in the matrix could be reduced, thereby improving the electrochemical properties of the Mo10 HEA.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yeh, J.W.; Chen, S.K.; Lin, S.J.; Gan, J.Y.; Chin, T.S.; Shun, T.T.; Tsau, C.H.; Chang, S.Y. Nanostructured high-entropy alloys with multiple principal elements: Novel alloy design concepts and outcomes. Adv. Eng. Mater. 2004, 6, 299–303. [Google Scholar] [CrossRef]
- Cantor, B.; Chang, I.T.H.; Knight, P.; Vincent, A.J.B. Microstructural development in equiatomic multicomponent alloys. Mater. Sci. Eng. A 2004, 375–377, 213–218. [Google Scholar] [CrossRef]
- Zhang, Y.; Zuo, T.T.; Tang, Z.; Gao, M.C.; Dahmen, K.A.; Liaw, P.K.; Lu, Z.P. Microstructures and properties of high-entropy alloys. Prog. Mater. Sci. 2014, 61, 1–93. [Google Scholar] [CrossRef]
- Miracle, D.B.; Senkov, O.N. A critical review of high entropy alloys and related concepts. Acta Mater. 2017, 122, 448–511. [Google Scholar] [CrossRef]
- Gludovatz, B.; Hohenwarter, A.; Catoor, D.; Chang, E.H.; George, E.P.; Ritchie, R.O. A fracture-resistant high-entropy alloy for cryogenic applications. Science 2014, 345, 1153–1158. [Google Scholar] [CrossRef]
- Ye, Q.; Feng, K.; Li, Z.; Lu, F.; Li, R.; Huang, J.; Wu, Y. Microstructure and corrosion properties of CrMnFeCoNi high entropy alloy coating. Appl. Surf. Sci. 2017, 396, 1420–1426. [Google Scholar] [CrossRef]
- Luo, H.; Li, Z.; Mingers, A.M.; Raabe, D. Corrosion behavior of an equiatomic CoCrFeMnNi high-entropy alloy compared with 304 stainless steel in sulfuric acid solution. Corros. Sci. 2018, 134, 131–139. [Google Scholar] [CrossRef]
- Li, Z.; Zhao, S.; Ritchie, R.O.; Meyers, M.A. Mechanical properties of high-entropy alloys with emphasis on face-centered cubic alloys. Prog. Mater. Sci. 2019, 102, 296–345. [Google Scholar] [CrossRef]
- George, E.P.; Curtin, W.A.; Tasan, C.C. High entropy alloys: A focused review of mechanical properties and deformation mechanisms. Acta Mater. 2020, 188, 435–474. [Google Scholar] [CrossRef]
- Ming, K.; Li, B.; Bai, L.; Jiang, P.; Wu, X.; Zheng, S.; Wang, J. Dynamically reversible shear transformations in a CrMnFeCoNi high-entropy alloy at cryogenic temperature. Acta Mater. 2022, 232, 117937. [Google Scholar] [CrossRef]
- Komarasamy, M.; Kumar, N.; Tang, Z.; Mishra, R.S.; Liaw, P.K. Effect of Microstructure on the Deformation Mechanism of Friction Stir-Processed Al0.1CoCrFeNi High Entropy Alloy. Mater. Res. Lett. 2014, 3, 30–34. [Google Scholar] [CrossRef]
- Liu, W.H.; He, J.Y.; Huang, H.L.; Wang, H.; Lu, Z.P.; Liu, C.T. Effects of Nb additions on the microstructure and mechanical property of CoCrFeNi high-entropy alloys. Intermetallics 2015, 60, 1–8. [Google Scholar] [CrossRef]
- Otto, F.; Dlouhý, A.; Pradeep, K.G.; Kuběnová, M.; Raabe, D.; Eggeler, G.; George, E.P. Decomposition of the single-phase high-entropy alloy CrMnFeCoNi after prolonged anneals at intermediate temperatures. Acta Mater. 2016, 112, 40–52. [Google Scholar] [CrossRef]
- He, F.; Wang, Z.; Wu, Q.; Li, J.; Wang, J.; Liu, C.T. Phase separation of metastable CoCrFeNi high entropy alloy at intermediate temperatures. Scr. Mater. 2017, 126, 15–19. [Google Scholar] [CrossRef]
- Wu, X.; Wang, B.; Rehm, C.; He, H.; Naeem, M.; Lan, S.; Wu, Z.; Wang, X.-L. Ultra-small-angle neutron scattering study on temperature-dependent precipitate evolution in CoCrFeNiMo0.3 high entropy alloy. Acta Mater. 2022, 222, 117446. [Google Scholar] [CrossRef]
- He, J.Y.; Wang, H.; Huang, H.L.; Xu, X.D.; Chen, M.W.; Wu, Y.; Liu, X.J.; Nieh, T.G.; An, K.; Lu, Z.P. A precipitation-hardened high-entropy alloy with outstanding tensile properties. Acta Mater. 2016, 102, 187–196. [Google Scholar] [CrossRef]
- Liu, W.H.; Lu, Z.P.; He, J.Y.; Luan, J.H.; Wang, Z.J.; Liu, B.; Liu, Y.; Chen, M.W.; Liu, C.T. Ductile CoCrFeNiMox high entropy alloys strengthened by hard intermetallic phases. Acta Mater. 2016, 116, 332–342. [Google Scholar] [CrossRef]
- Liang, Y.J.; Wang, L.; Wen, Y.; Cheng, B.; Wu, Q.; Cao, T.; Xiao, Q.; Xue, Y.; Sha, G.; Wang, Y.; et al. High-content ductile coherent nanoprecipitates achieve ultrastrong high-entropy alloys. Nat. Commun. 2018, 9, 4063. [Google Scholar] [CrossRef]
- Yang, T.; Zhao, Y.L.; Tong, Y.; Jiao, Z.B.; Wei, J.; Cai, J.X.; Han, X.D.; Chen, D.; Hu, A.; Kai, J.J.; et al. Multicomponent intermetallic nanoparticles and superb mechanical behaviors of complex alloys. Science 2018, 362, 933–937. [Google Scholar] [CrossRef]
- Ming, K.; Bi, X.; Wang, J. Strength and ductility of CrFeCoNiMo alloy with hierarchical microstructures. Int. J. Plast. 2019, 113, 255–268. [Google Scholar] [CrossRef]
- Liu, L.; Zhang, Y.; Han, J.; Wang, X.; Jiang, W.; Liu, C.T.; Zhang, Z.; Liaw, P.K. Nanoprecipitate-Strengthened High-Entropy Alloys. Adv. Sci. 2021, 8, 2100870. [Google Scholar] [CrossRef]
- Fu, X.; Wu, X.; Yu, Q. Dislocation plasticity reigns in a traditional twinning-induced plasticity steel by in situ observation. Mater. Today Nano 2018, 3, 48–53. [Google Scholar] [CrossRef]
- Roy, U.; Roy, H.; Daoud, H.; Glatzel, U.; Ray, K.K. Fracture toughness and fracture micromechanism in a cast AlCoCrCuFeNi high entropy alloy system. Mater. Lett. 2014, 132, 186–189. [Google Scholar] [CrossRef]
- Li, W.P.; Wang, X.G.; Liu, B.; Fang, Q.H.; Jiang, C. Fracture mechanisms of a Mo alloyed CoCrFeNi high entropy alloy: In-situ SEM investigation. Mater. Sci. Eng. A 2018, 723, 79–88. [Google Scholar] [CrossRef]
- Kim, S.H.; Kim, H.; Kim, N.J. Brittle intermetallic compound makes ultrastrong low-density steel with large ductility. Nature 2015, 518, 77–79. [Google Scholar] [CrossRef] [PubMed]
- Moon, J.; Tabachnikova, E.; Shumilin, S.; Hryhorova, T.; Estrin, Y.; Brechtl, J.; Liaw, P.K.; Wang, W.; Dahmen, K.A.; Zargaran, A.; et al. Deformation behavior of a Co-Cr-Fe-Ni-Mo medium-entropy alloy at extremely low temperatures. Mater. Today 2021, 50, 55–68. [Google Scholar] [CrossRef]
- He, J.Y.; Liu, W.H.; Wang, H.; Wu, Y.; Liu, X.J.; Nieh, T.G.; Lu, Z.P. Effects of Al addition on structural evolution and tensile properties of the FeCoNiCrMn high-entropy alloy system. Acta Mater. 2014, 62, 105–113. [Google Scholar] [CrossRef]
- Ming, K.; Bi, X.; Wang, J. Precipitation strengthening of ductile Cr15Fe20Co35Ni20Mo10 alloys. Scr. Mater. 2017, 137, 88–93. [Google Scholar] [CrossRef]
- Gao, X.; Liu, T.; Zhang, X.; Fang, H.; Qin, G.; Chen, R. Precipitation phase and twins strengthening behaviors of as-cast non-equiatomic CoCrFeNiMo high entropy alloys. J. Alloys Compd. 2022, 918, 165584. [Google Scholar] [CrossRef]
- Kang, K.B.; Kwon, O.; Lee, W.B.; Park, C.G. Effect of precipitation on the recrystallization behavior of a Nb containing steel. Scr. Mater. 1997, 36, 1303–1308. [Google Scholar] [CrossRef]
- Zhao, Y.; Wang, X.; Cao, T.; Han, J.-K.; Kawasaki, M.; Jang, J.-i.; Han, H.N.; Ramamurty, U.; Wang, L.; Xue, Y. Effect of grain size on the strain rate sensitivity of CoCrFeNi high-entropy alloy. Mater. Sci. Eng. A 2020, 782, 139281. [Google Scholar] [CrossRef]
- Shi, Y.; Collins, L.; Feng, R.; Zhang, C.; Balke, N.; Liaw, P.K.; Yang, B. Homogenization of AlCoCrFeNi high-entropy alloys with improved corrosion resistance. Corros. Sci. 2018, 133, 120–131. [Google Scholar] [CrossRef]
- Zhu, Y.; Sun, K.; Garves, J.; Bland, L.G.; Locke, J.; Allison, J.; Frankel, G.S. Micro- and nano-scale intermetallic phases in AA2070-T8 and their corrosion behavior. Electrochim. Acta 2019, 319, 634–648. [Google Scholar] [CrossRef]
- Dai, C.; Zhao, T.; Du, C.; Liu, Z.; Zhang, D. Effect of molybdenum content on the microstructure and corrosion behavior of FeCoCrNiMox high-entropy alloys. J. Mater. Sci. Technol. 2020, 46, 64–73. [Google Scholar] [CrossRef]
- Fu, Y.; Li, J.; Luo, H.; Du, C.; Li, X. Recent advances on environmental corrosion behavior and mechanism of high-entropy alloys. J. Mater. Sci. Technol. 2021, 80, 217–233. [Google Scholar] [CrossRef]
- He, J.Y.; Wang, H.; Wu, Y.; Liu, X.J.; Mao, H.H.; Nieh, T.G.; Lu, Z.P. Precipitation behavior and its effects on tensile properties of FeCoNiCr high-entropy alloys. Intermetallics 2016, 79, 41–52. [Google Scholar] [CrossRef]
- Wu, W.; Guo, L.; Guo, B.; Liu, Y.; Song, M. Altered microstructural evolution and mechanical properties of CoCrFeNiMo0.15 high-entropy alloy by cryogenic rolling. Mater. Sci. Eng. A 2019, 759, 574–582. [Google Scholar] [CrossRef]
- Bae, J.W.; Park, J.M.; Moon, J.; Choi, W.M.; Lee, B.-J.; Kim, H.S. Effect of μ-precipitates on the microstructure and mechanical properties of non-equiatomic CoCrFeNiMo medium-entropy alloys. J. Alloys Compd. 2019, 781, 75–83. [Google Scholar] [CrossRef]
- Niu, Z.; Wang, Y.; Geng, C.; Xu, J.; Wang, Y. Microstructural evolution, mechanical and corrosion behaviors of as-annealed CoCrFeNiMox (x = 0, 0.2, 0.5, 0.8, 1) high entropy alloys. J. Alloys Compd. 2020, 820, 153273. [Google Scholar] [CrossRef]
- Dai, C.; Fu, Y.; Pan, Y.; Yin, Y.; Du, C.; Liu, Z. Microstructure and mechanical properties of FeCoCrNiMo0.1 high-entropy alloy with various annealing treatments. Mater. Char. 2021, 179, 111313. [Google Scholar] [CrossRef]
- Yang, W.; Ni, R.C.; Hua, H.Z.; Pourbaix, A. The behavior of chromium and molybdenum in the propagation process of localized corrosion of steels. Corros. Sci. 1984, 24, 691–707. [Google Scholar] [CrossRef]
- Leonard, F.; Desai, R.C. Spinodal decomposition and dislocation lines in thin films and bulk materials. Phys. Rev. B 1998, 58, 8277–8288. [Google Scholar] [CrossRef]
- Massih, A.R. Second-phase nucleation on an edge dislocation. Philos. Mag. 2011, 91, 3961–3980. [Google Scholar] [CrossRef][Green Version]
- Purja Pun, G.P.; Mishin, Y. A molecular dynamics study of self-diffusion in the cores of screw and edge dislocations in aluminum. Acta Mater. 2009, 57, 5531–5542. [Google Scholar] [CrossRef]
- Schuh, B.; Mendez-Martin, F.; Völker, B.; George, E.P.; Clemens, H.; Pippan, R.; Hohenwarter, A. Mechanical properties, microstructure and thermal stability of a nanocrystalline CoCrFeMnNi high-entropy alloy after severe plastic deformation. Acta Mater. 2015, 96, 258–268. [Google Scholar] [CrossRef]
- Nes, E.; Ryum, N.; Hunderi, O. On the Zener drag. Acta Metall. 1985, 33, 11–22. [Google Scholar] [CrossRef]
- Moelans, N.; Blanpain, B.; Wollants, P. Pinning effect of second-phase particles on grain growth in polycrystalline films studied by 3-D phase field simulations. Acta Mater. 2007, 55, 2173–2182. [Google Scholar] [CrossRef]
- Liu, W.H.; Wu, Y.; He, J.Y.; Nieh, T.G.; Lu, Z.P. Grain growth and the Hall–Petch relationship in a high-entropy FeCrNiCoMn alloy. Scr. Mater. 2013, 68, 526–529. [Google Scholar] [CrossRef]
- Gwalani, B.; Soni, V.; Lee, M.; Mantri, S.A.; Ren, Y.; Banerjee, R. Optimizing the coupled effects of Hall-Petch and precipitation strengthening in a Al0.3CoCrFeNi high entropy alloy. Mater. Des. 2017, 121, 254–260. [Google Scholar] [CrossRef]
- Kwon, H.; Asghari-Rad, P.; Park, J.M.; Sathiyamoorthi, P.; Bae, J.W.; Moon, J.; Zargaran, A.; Choi, Y.T.; Son, S.; Kim, H.S. Synergetic strengthening from grain refinement and nano-scale precipitates in non-equiatomic CoCrFeNiMo medium-entropy alloy. Intermetallics 2021, 135, 107212. [Google Scholar] [CrossRef]
- Liu, D.; Pons, D. Crack Propagation Mechanisms for Creep Fatigue: A Consolidated Explanation of Fundamental Behaviours from Initiation to Failure. Metals 2018, 8, 623. [Google Scholar] [CrossRef]
- Yao, K.; Min, X. Static and dynamic Hall—Petch relations in {332}<113> TWIP Ti–15Mo alloy. Mater. Sci. Eng. A 2021, 827, 142044. [Google Scholar] [CrossRef]
- Wang, Z.; Feng, Z.; Fan, X.-H.; Zhang, L. Pseudo-passivation mechanism of CoCrFeNiMo0.01 high-entropy alloy in H2S-containing acid solutions. Corros. Sci. 2021, 179, 109146. [Google Scholar] [CrossRef]
- Della Rovere, C.A.; Alano, J.H.; Silva, R.; Nascente, P.A.P.; Otubo, J.; Kuri, S.E. Characterization of passive films on shape memory stainless steels. Corros. Sci. 2012, 57, 154–161. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test Technique | Phase | Fe | Co | Cr | Ni | Mo |
|---|---|---|---|---|---|---|
| SEM-EDS | fcc matrix | 20.05 ± 0.05 | 35.44 ± 0.17 | 15.28 ± 0.33 | 18.64 ± 0.33 | 10.59 ± 0.22 |
| μ-phase | 13.54 ± 0.64 | 27.91 ± 0.83 | 13.33 ± 0.48 | 9.63 ± 0.83 | 35.59 ± 2.27 | |
| STEM-EDS | fcc matrix | 20.18 ± 0.05 | 34.90 ± 0.30 | 16.26 ± 0.30 | 19.89 ± 0.50 | 8.75 ± 0.40 |
| μ-phase | 12.25 ± 0.45 | 27.58 ± 0.35 | 12.71 ± 0.25 | 8.35 ± 0.45 | 39.16 ± 1.45 |
| Sample | σY (MPa) | σUTS (MPa) | EL (%) |
|---|---|---|---|
| CR | 1619 | 1674 | 7.8 |
| 800 °C−5 min | 1473 | 1548 | 8.5 |
| 850 °C−5 min | 1189 | 1347 | 17.5 |
| 900 °C−5 min | 1044 | 1240 | 18.2 |
| 1000 °C−5 min | 822 | 1175 | 32.6 |
| 750 °C−60 min | 1625 | 1691 | 6.7 |
| 800 °C−60 min | 1276 | 1396 | 12.3 |
| 900 °C−60 min | 1037 | 1216 | 16.3 |
| 1000 °C−60 min | 783 | 1124 | 27.3 |
| 1150 °C−60 min | 385 | 897 | 54.2 |
| 1200 °C−60 min | 305 | 691 | 52.5 |
| Conditions | Ecorr/VSCE | icorr/A·cm−2 | ipass/A·cm−2 | Eb/VSCE |
|---|---|---|---|---|
| 850 °C−60 min | −0.294 | 2.097 × 10−6 | 1.152 × 10−4 | 0.922 |
| 1000 °C−60 min | −0.289 | 1.983 × 10−6 | 6.375 × 10−5 | 0.926 |
| Homogenized Mo10 HEA | −0.297 | 2.246 × 10−6 | 1.262 × 10−5 | 0.934 |
| Conditions | Rs/Ω·cm2 | R1/Ω·cm2 | Q1/Ω−1·cm−2·sn | R2/Ω·cm2 | Q2/Ω−1·cm−2·sn | ∑χ2/10−3 |
|---|---|---|---|---|---|---|
| 850 °C−60 min | 4.127 | 1.982 × 104 | 3.465 × 10−5 | 6.145 × 103 | 1.568 × 10−4 | 1.324 × 10−3 |
| 1000 °C−60 min | 8.161 | 2.479 × 104 | 3.273 × 10−5 | 9.667 × 103 | 9.865 × 10−5 | 1.686 × 10−4 |
| Homogenized Mo10 HEA | 5.739 | 4.567 × 104 | 4.783 × 10−5 | 6.286 × 103 | 1.030 × 10−3 | 7.553 × 10−4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, B.; Ming, K.; Bai, L.; Wang, J.; Zheng, S. Tailoring Mechanical and Electrochemical Properties of the Cr15Fe20Co35Ni20Mo10 High-Entropy Alloy via the Competition between Recrystallization and Precipitation Processes. Coatings 2022, 12, 1032. https://doi.org/10.3390/coatings12071032
Li B, Ming K, Bai L, Wang J, Zheng S. Tailoring Mechanical and Electrochemical Properties of the Cr15Fe20Co35Ni20Mo10 High-Entropy Alloy via the Competition between Recrystallization and Precipitation Processes. Coatings. 2022; 12(7):1032. https://doi.org/10.3390/coatings12071032
Chicago/Turabian StyleLi, Bo, Kaisheng Ming, Lichen Bai, Jing Wang, and Shijian Zheng. 2022. "Tailoring Mechanical and Electrochemical Properties of the Cr15Fe20Co35Ni20Mo10 High-Entropy Alloy via the Competition between Recrystallization and Precipitation Processes" Coatings 12, no. 7: 1032. https://doi.org/10.3390/coatings12071032
APA StyleLi, B., Ming, K., Bai, L., Wang, J., & Zheng, S. (2022). Tailoring Mechanical and Electrochemical Properties of the Cr15Fe20Co35Ni20Mo10 High-Entropy Alloy via the Competition between Recrystallization and Precipitation Processes. Coatings, 12(7), 1032. https://doi.org/10.3390/coatings12071032