
Effect of Negative Bias of HiPIMS and AIP Hybrid Deposition on Microstructure, Mechanical and Anti-Corrosive Properties of Cr2N/TiN Multilayer Coatings

 ,
, 
 and
and
Abstract
:1. Introduction
2. Materials and Methods
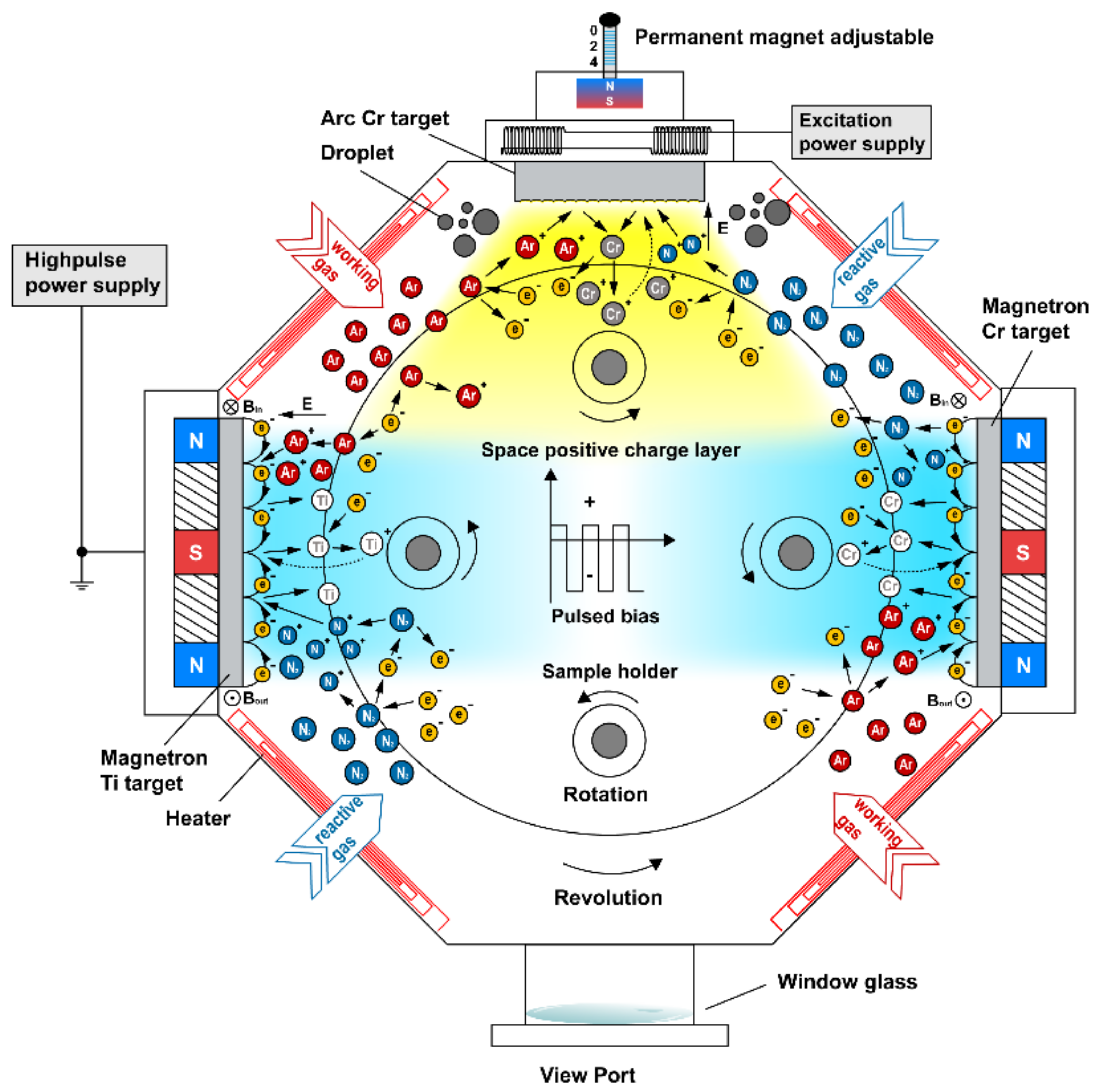
2.1. Preparation of Cr2N/TiN Multilayer Coatings
2.2. Characterization of Coatings
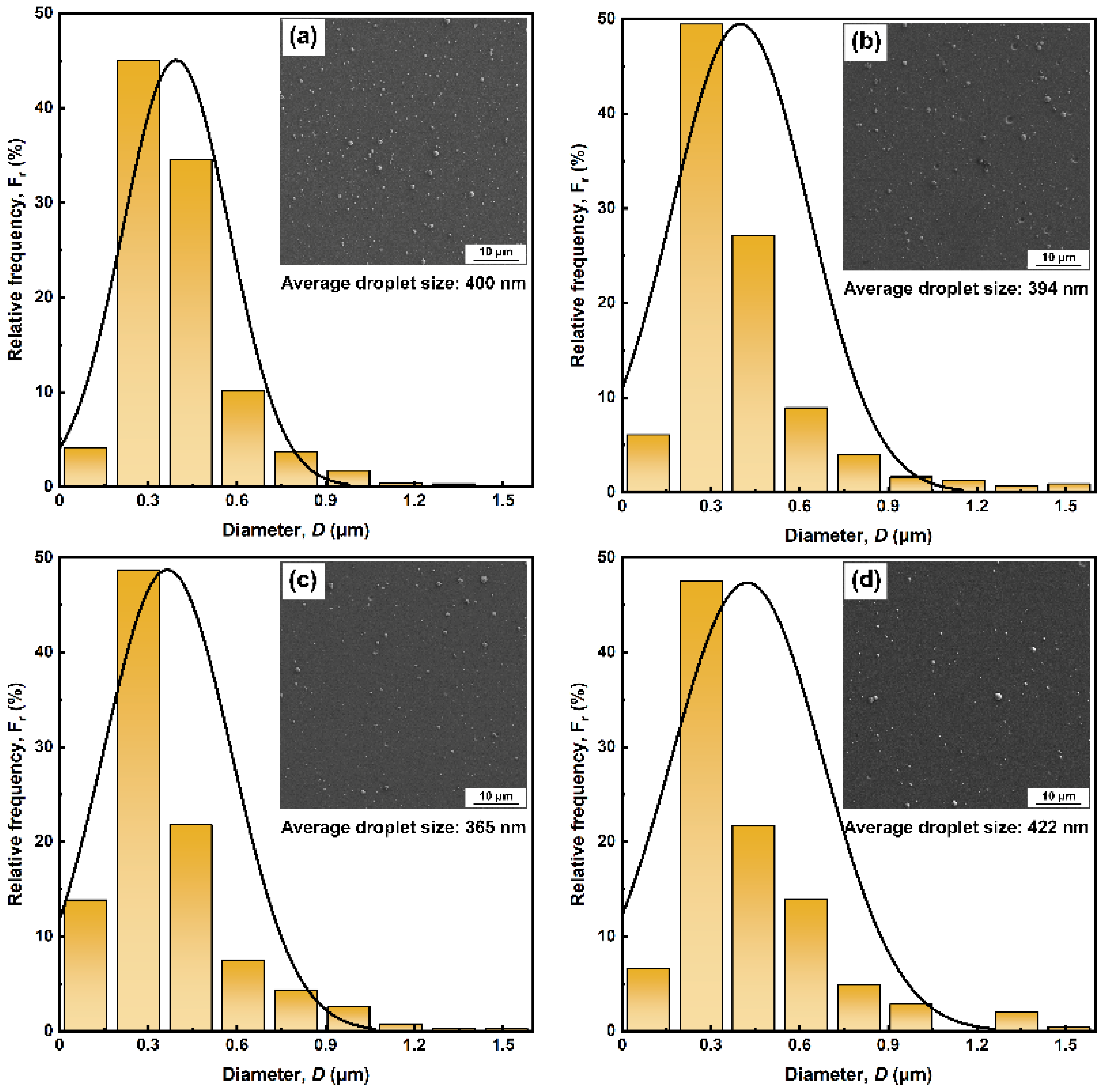
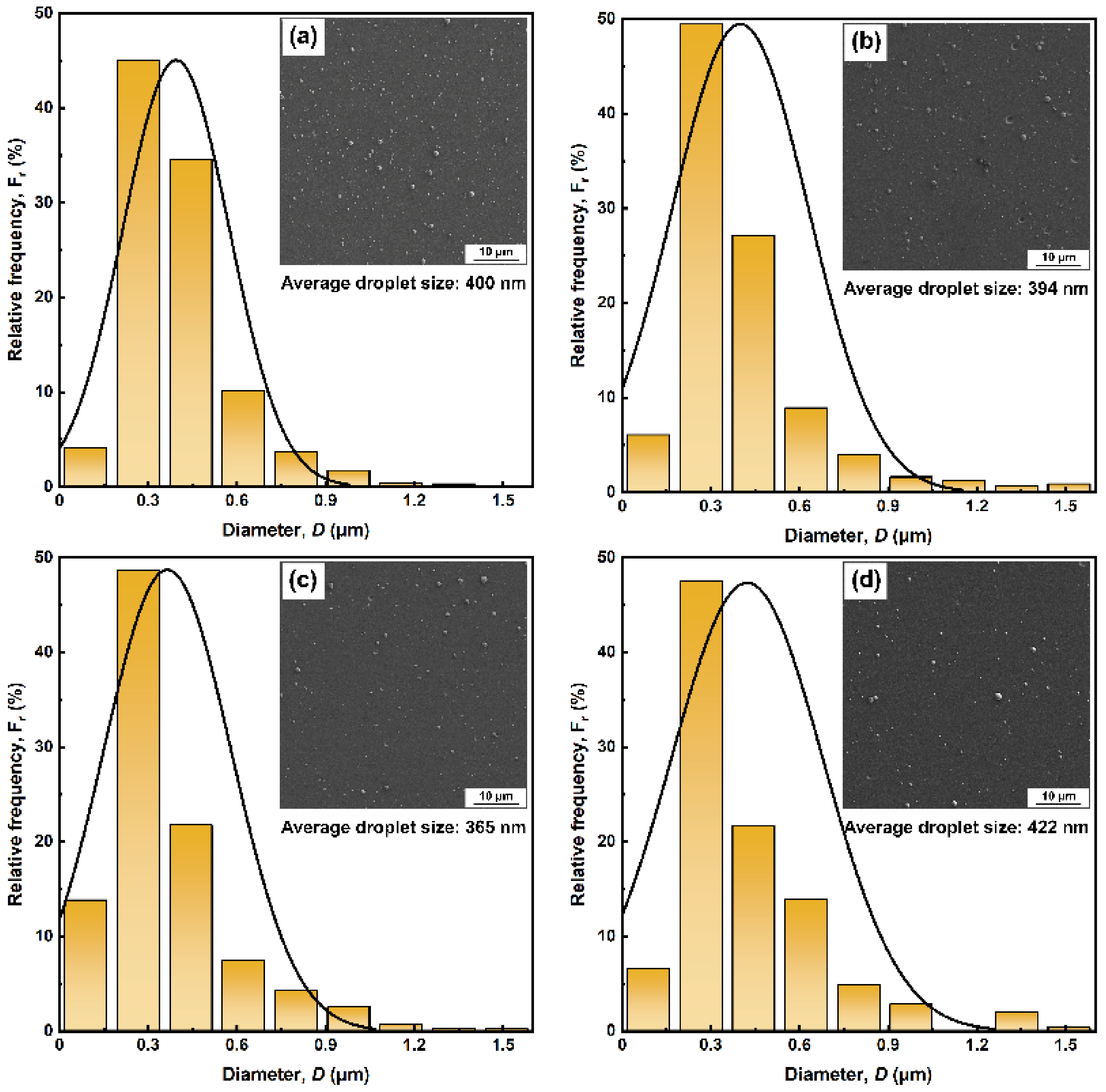
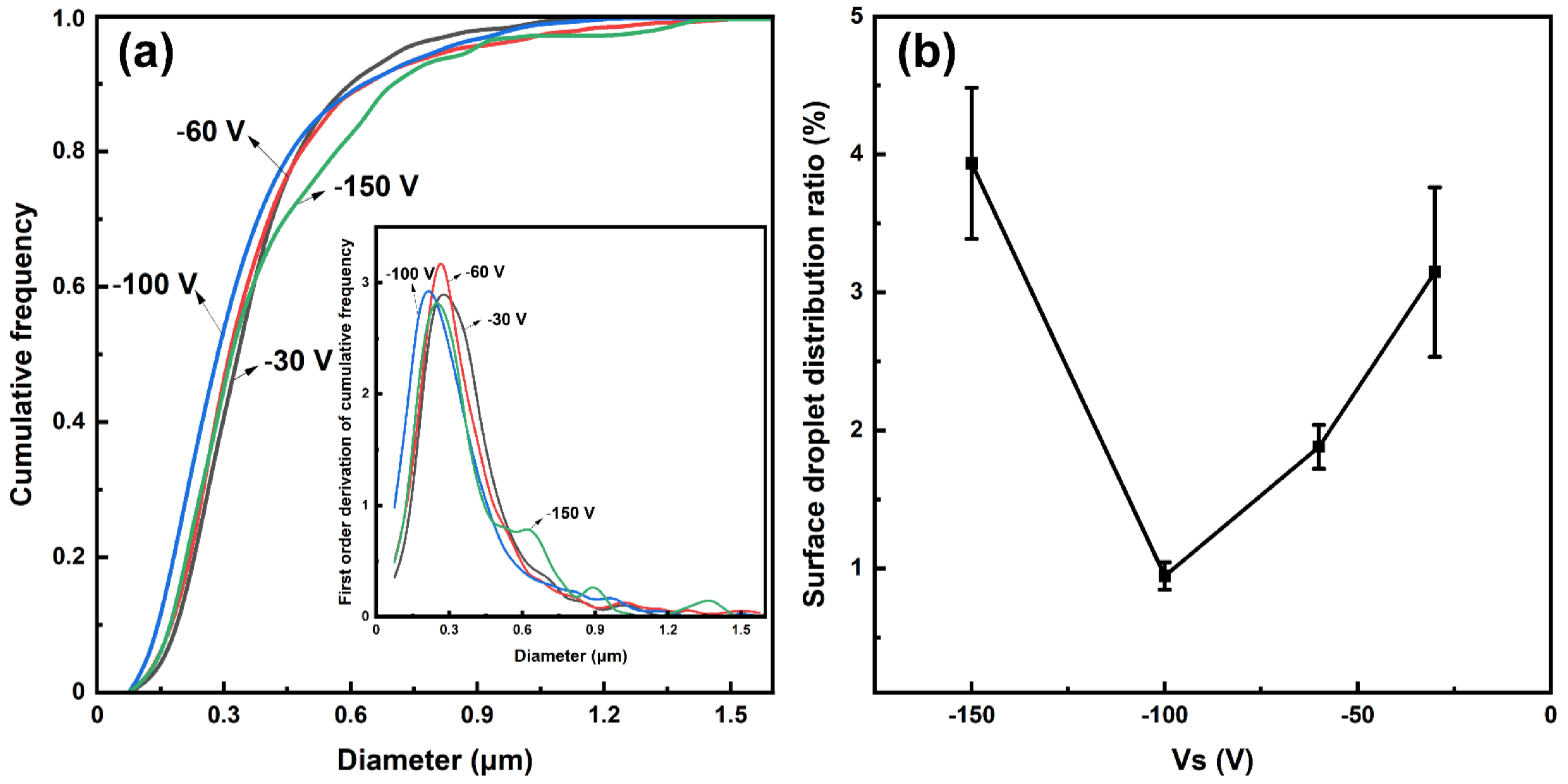
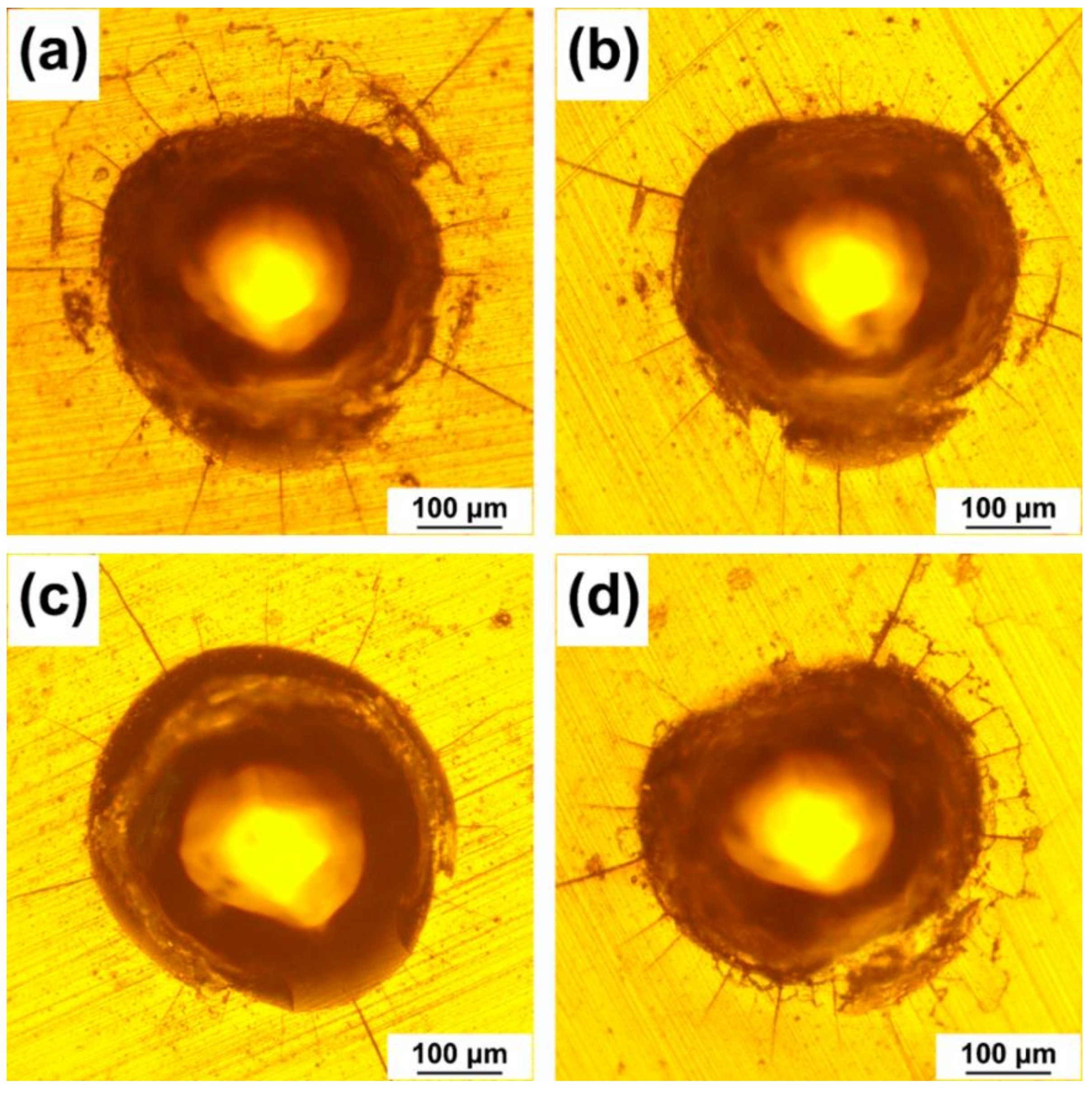
2.2.1. Morphological Characterization
2.2.2. Mechanical Properties
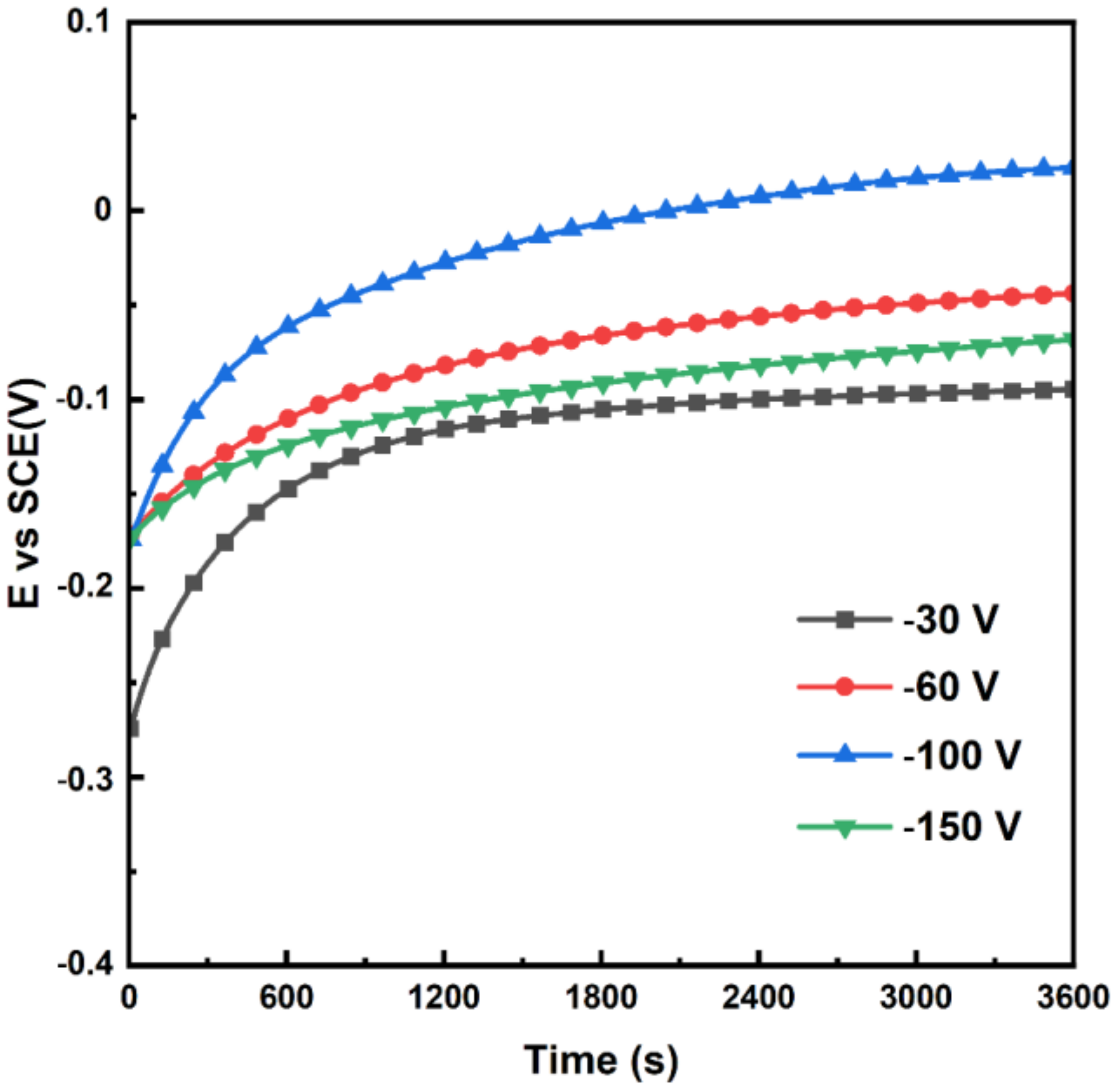
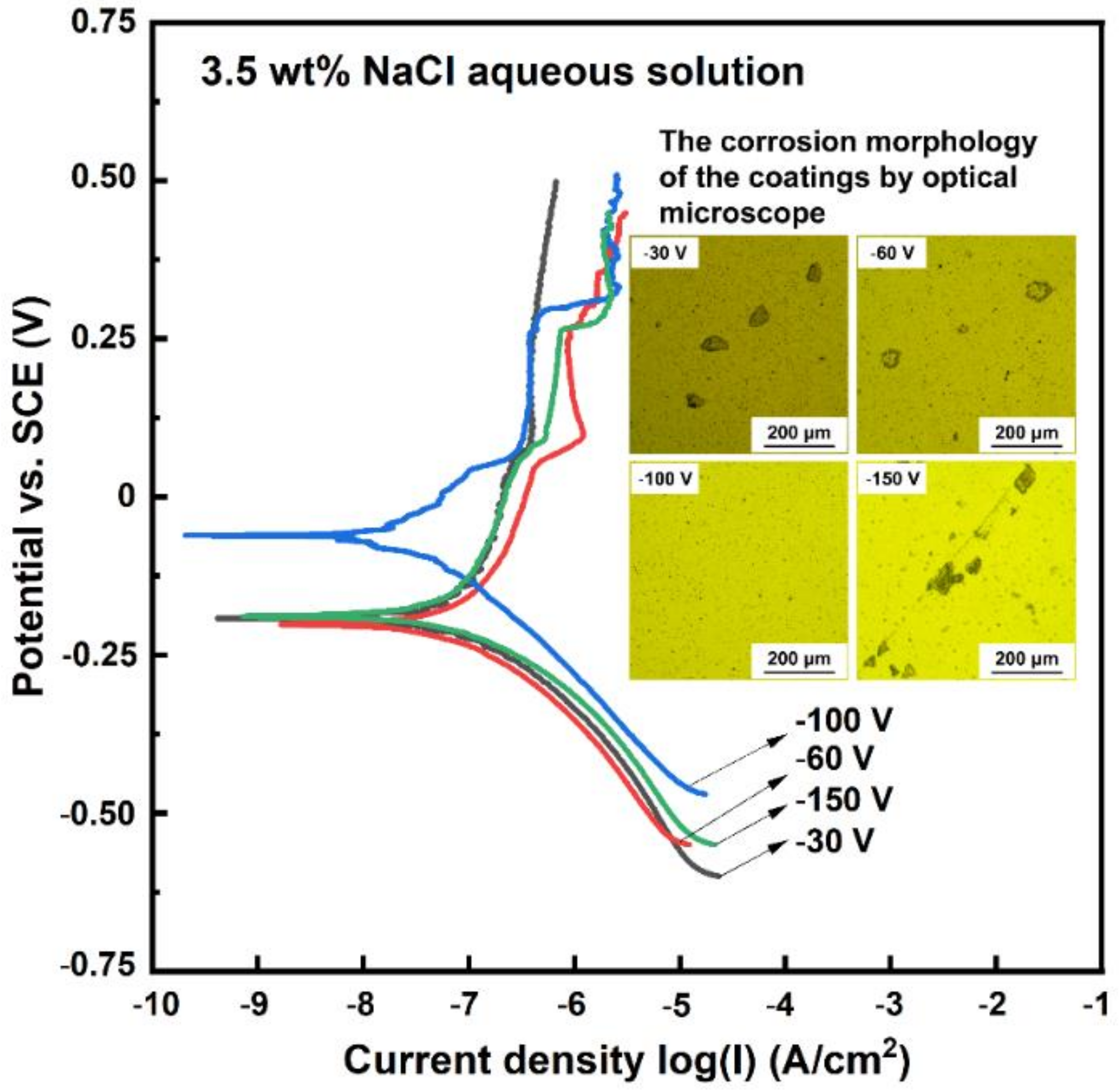
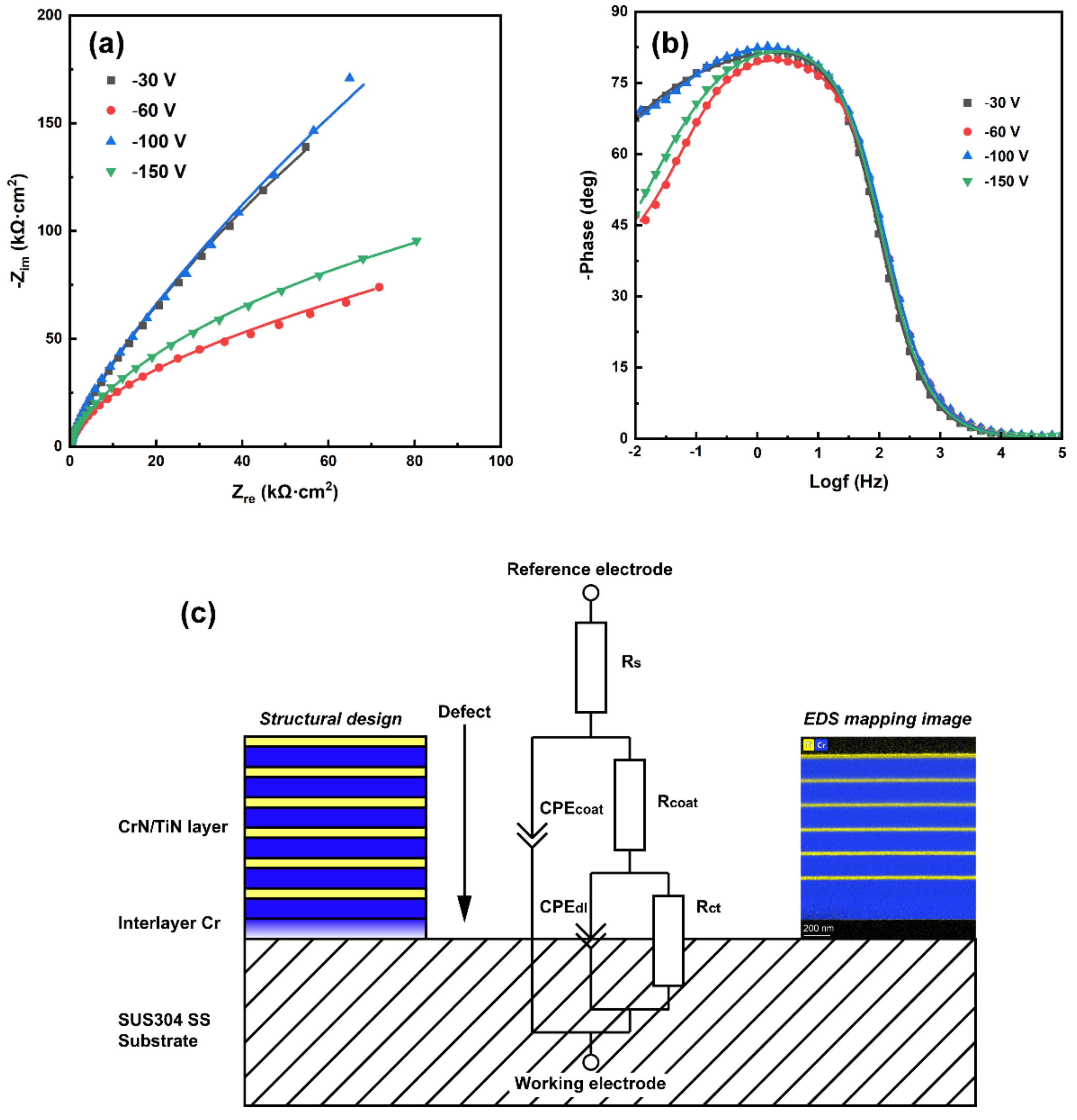
2.2.3. Anti-Corrosive Properties
3. Results and Discussion
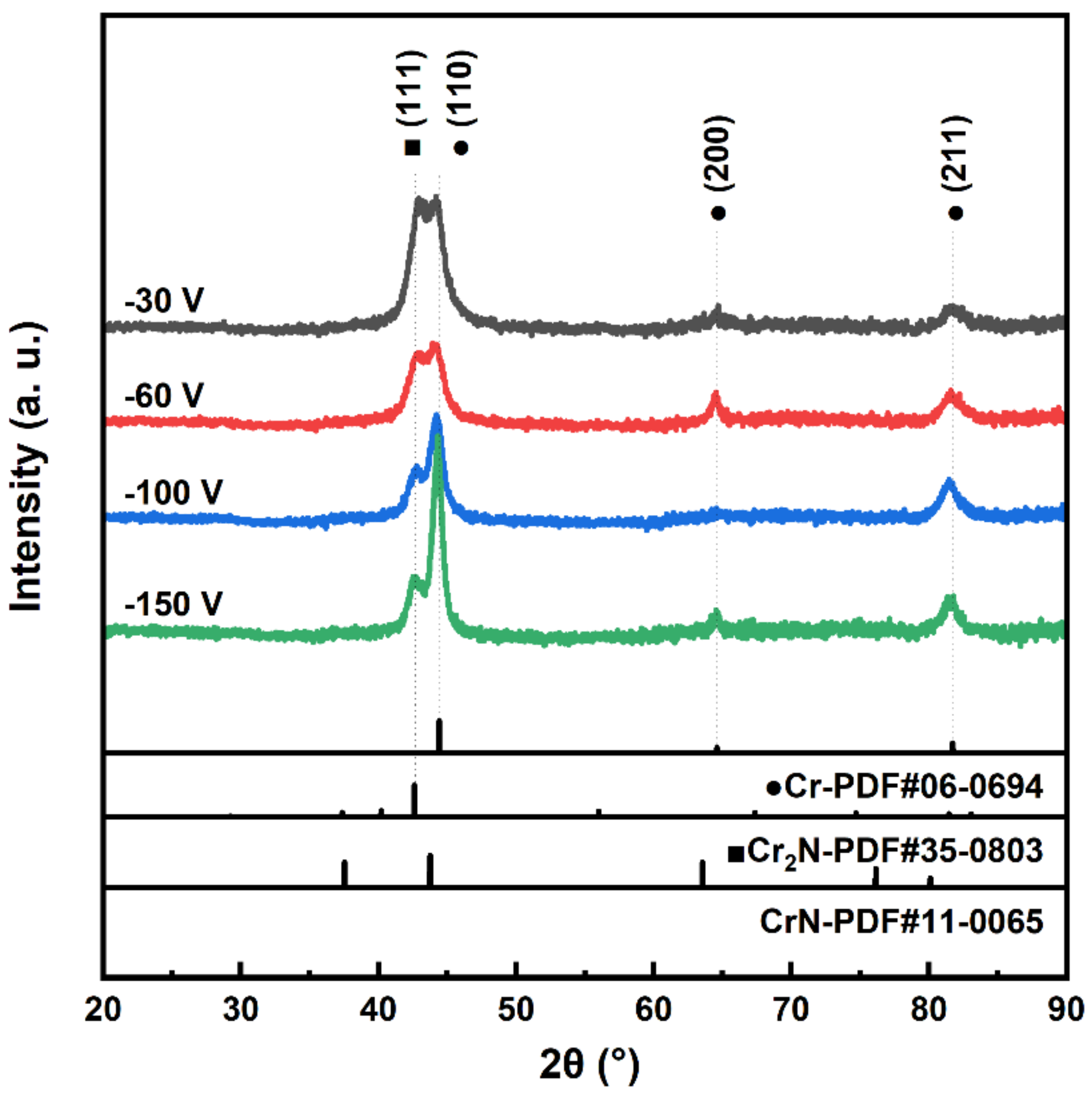
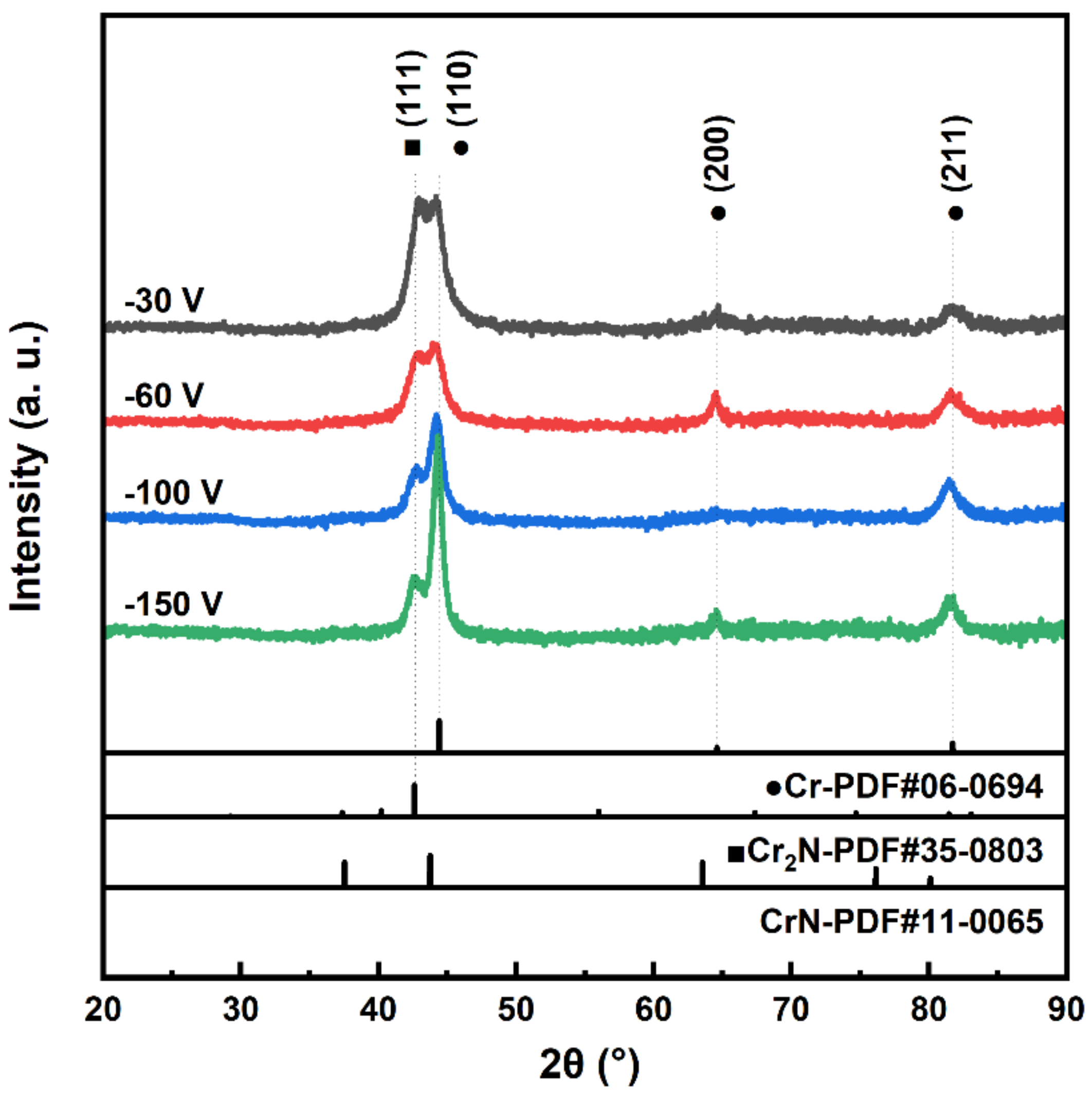
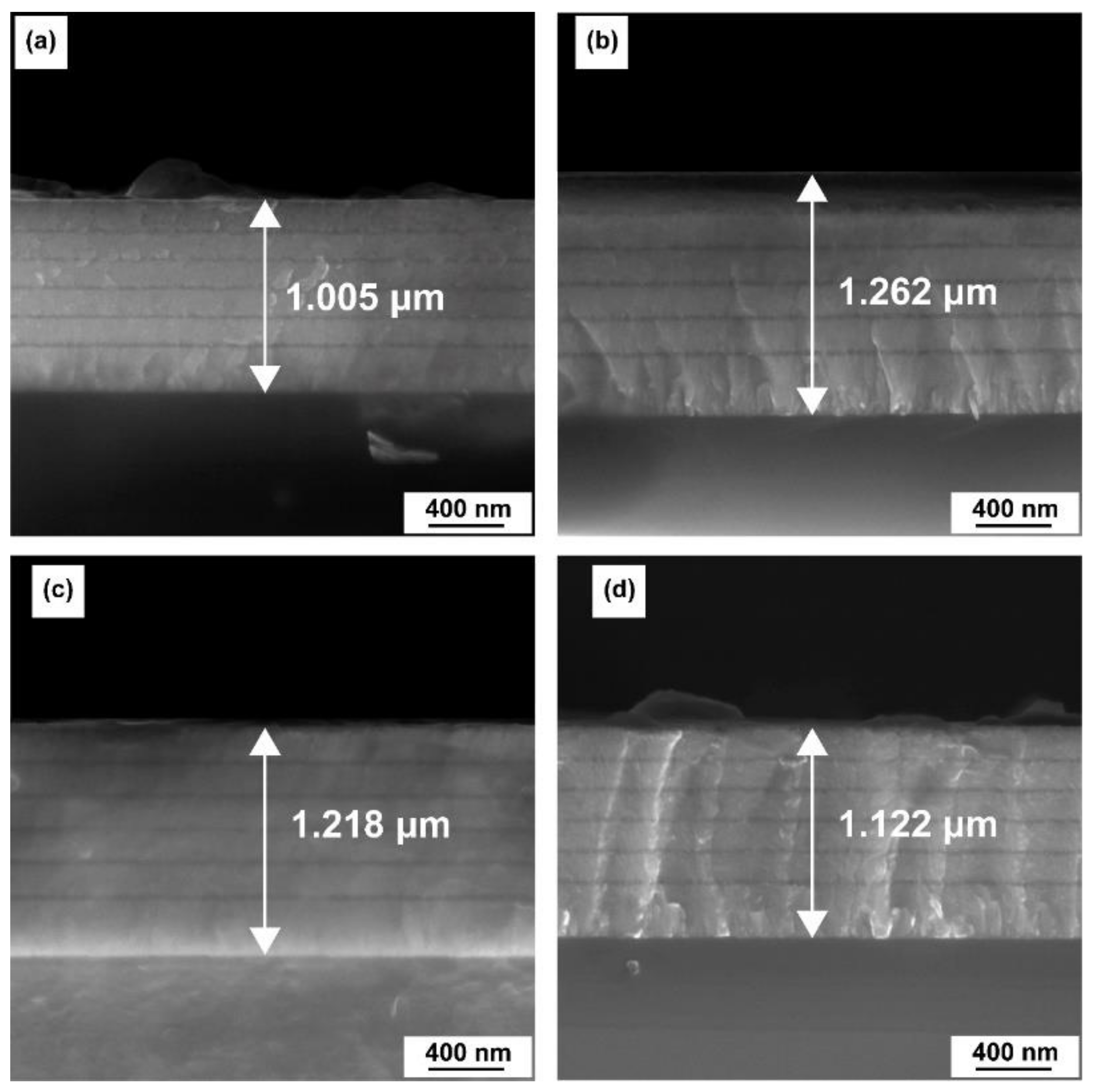
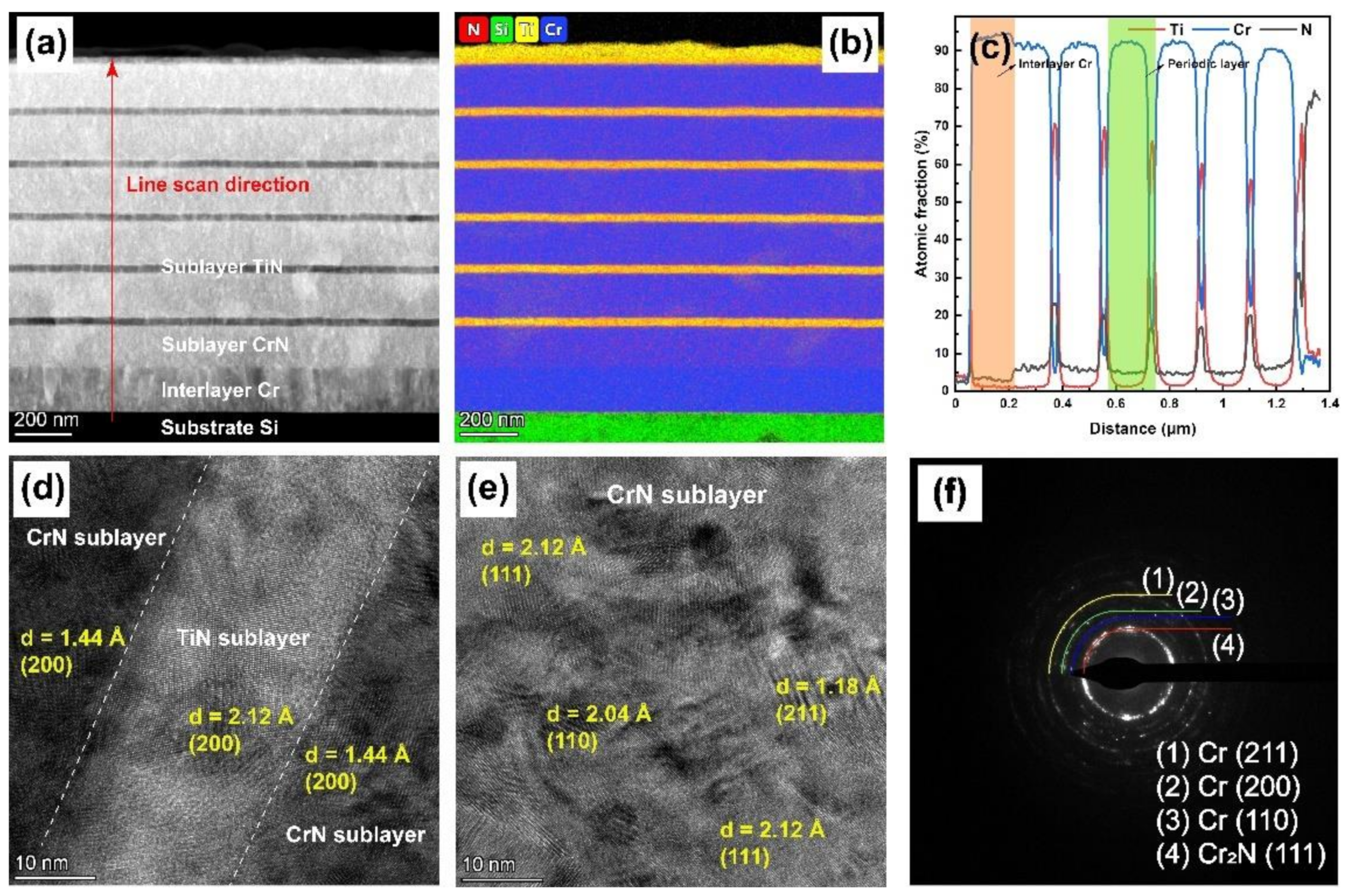
3.1. Crystalline Structure and Microstructure of Coatings
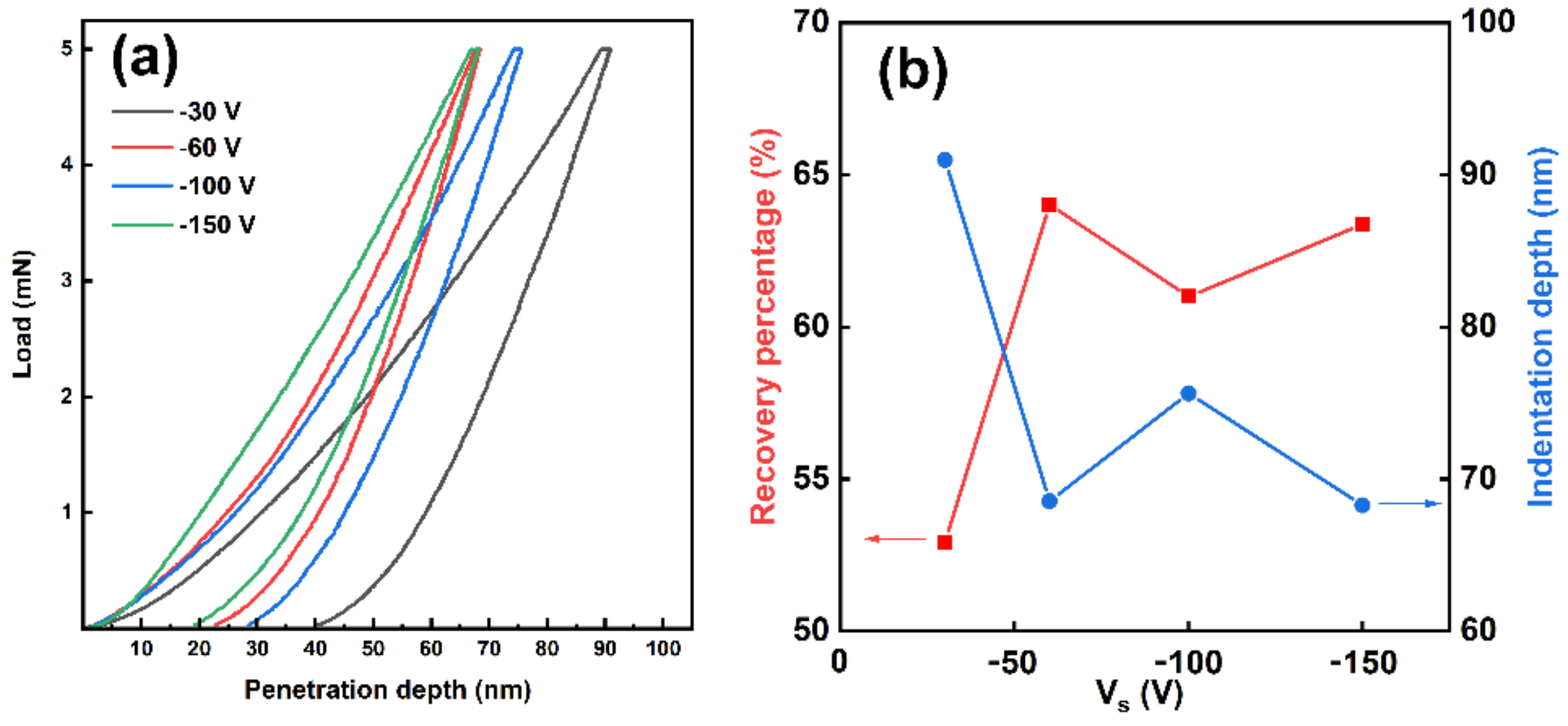
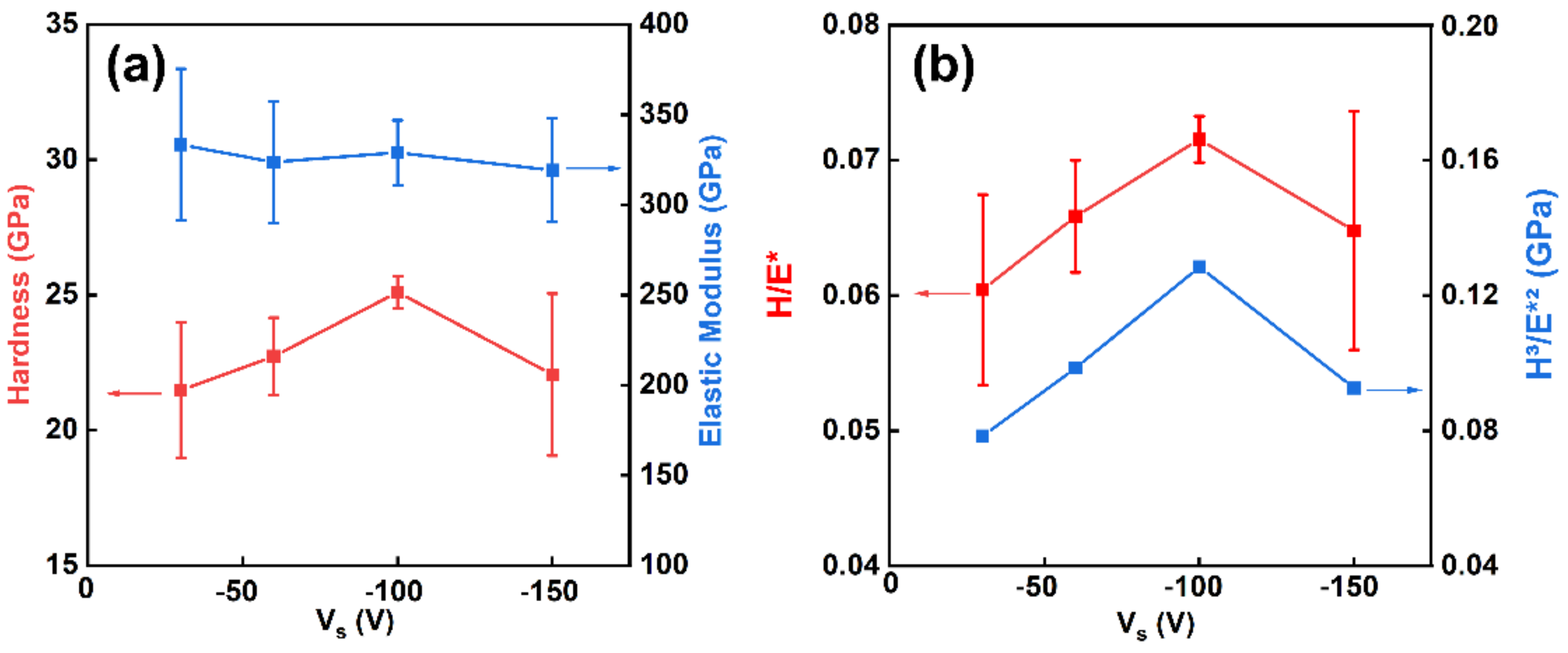
3.2. Mechanical Properties of Coatings
3.3. Anti-Corrosive Properties of Coatings
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Awan, A.; Pasha, R.A.; Butt, M.S.; Malik, R.A.; Alarifi, I.M.; Alzaid, M.; Latif, M.; Naseer, A.; Saleem, M.; Alrobei, H. Corrosion and wear behavior of TiN PVD coated 304 stainless-steel. J. Mech. Sci. Technol. 2020, 34, 3227–3232. [Google Scholar] [CrossRef]
- Kong, J.-Z.; Xu, P.; Cao, Y.-Q.; Li, A.-D.; Wang, Q.-Z.; Zhou, F. Improved corrosion protection of CrN hard coating on steel sealed with TiOxNy-TiN composite layers. Surf. Coat. Technol. 2020, 381, 125108. [Google Scholar] [CrossRef]
- Davara, F.; Salavati-Niasari, M.; Fereshteha, Z. Synthesis and characterization of SnO2 nanoparticles by thermal decomposition of new inorganic precursor. J. Alloys Compd. 2010, 496, 638–643. [Google Scholar] [CrossRef]
- Ghiyasiyan-Arani, M.; Salavati-Niasari, M.; Naseh, S. Enhanced photodegradation of dye in waste water using iron vanadate nanocomposite; ultrasound-assisted preparation and characterization. Ultrason. Sonochem. 2017, 39, 494–503. [Google Scholar] [CrossRef] [PubMed]
- Hassanpour, M.; Safardoust-Hojaghan, H.; Salavati-Niasari, M. Degradation ofmethylene blue and Rhodamine B as water pollutants via green synthesized Co3O4/ZnO nanocomposite. J. Mol. Liq. 2017, 229, 293–299. [Google Scholar] [CrossRef]
- Monsef, R.; Ghiyasiyan-Arani, M.; Salavati-Niasari, M. Design of Magnetically Recyclable Ternary Fe2O3/EuVO4/g-C3N4 Nanocomposites for Photocatalytic and Electrochemical Hydrogen Storage. ACS Appl. Energy Mater. 2021, 4, 680–695. [Google Scholar] [CrossRef]
- Zinatloo-Ajabshir, S.; Salavati-Niasari, M. Preparation of magnetically retrievable CoFe2O4@SiO2@Dy2Ce2O7 nanocomposites as novel photocatalyst for highly efficient degradation of organic contaminants. Compos. Part B Eng. 2019, 174, 106930. [Google Scholar] [CrossRef]
- Zinatloo-Ajabshira, S.; Mortazavi-Derazkola, S. Masoud Salavati-Niasarib,. Nd2O3-SiO2 nanocomposites: A simple sonochemical preparation, characterization and photocatalytic activity. Ultrason. Sonochem. 2018, 42, 171–182. [Google Scholar] [CrossRef] [PubMed]
- Mansoor, N.S.; Fattah-Alhosseini, A.; Elmkhah, H.; Shishehian, A. Assessment of Ion Release for Ni-Cr Dental Alloy with Monolithic and Multilayer Coatings in Different pH Level. Surf. Interfaces 2021, 22, 100904. [Google Scholar] [CrossRef]
- Mansoor, N.S.; Fattah-Alhosseini, A.; Elmkhah, H.; Shishehian, A. Comparison of the mechanical properties and electrochemical behavior of TiN and CrN single-layer and CrN/TiN multi-layer coatings deposited by PVD method on a dental alloy. Mater. Res. Express 2019, 6, 126433. [Google Scholar] [CrossRef]
- Lotfi-Khojasteh, E.; Sahebazamani, M.; Elmkhah, H.; Nouri, M.; Fattah-Alhosseini, A. A study of the electrochemical and tribological properties of TiN/CrN nano-layer coating deposited on carburized-H13 hot-work steel by Arc-PVD technique. J. Asian Ceram. Soc. 2020, 9, 1–13. [Google Scholar] [CrossRef]
- Fazel, Z.A.; Elmkhah, H.; Fattah-Alhosseini, A.; Babaei, K.; Meghdari, M. Comparing electrochemical behavior of applied CrN/TiN nanoscale multilayer and TiN single-layer coatings deposited by CAE-PVD method. J. Asian Ceram. Soc. 2020, 8, 510–518. [Google Scholar] [CrossRef]
- Samim, P.M.; Fattah-Alhosseini, A.; Elmkhah, H.; Imantalab, O. A study on the corrosion resistance of ZrN/CrN multilayer nanostructured coating applied on AISI 304 stainless steel using Arc-PVD method in 3.5 wt.% NaCl solution. Mater. Res. Express 2019, 6, 126426. [Google Scholar] [CrossRef]
- Samim, P.M.; Fattah-Alhosseini, A.; Elmkhah, H.; Imantalab, O. Structure and corrosion behavior of ZrN/CrN nano-multilayer coating deposited on AISI 304 stainless steel by CAE-PVD technique. J. Asian Ceram. Soc. 2020, 8, 460–469. [Google Scholar] [CrossRef]
- Vengesa, Y.; Fattah-alhosseini, A.; Elmkhah, H.; Imantalab, O. Influence of post-deposition annealing temperature on morphological, mechanical and electrochemical properties of CrN/CrAlN multilayer coating deposited by cathodic arc evaporation- physical vapor deposition process. Surf. Coat. Technol. 2022, 432, 128090. [Google Scholar] [CrossRef]
- Guan, X.; Lu, Z.; Wang, L. Achieving High Tribological Performance of Graphite-like Carbon Coatings on Ti6Al4V in Aqueous Environments by Gradient Interface Design. Tribol. Lett. 2011, 44, 315–325. [Google Scholar] [CrossRef]
- Wei, G.; Scharf, T.W.; Zhou, J.N.; Huang, F.; Weaver, M.L.; Barnard, J.A. Nanotribology studies of Cr, Cr2N and CrN thin films using constant and ramped load nanoscratch techniques. Surf. Coat. Technol. 2001, 146, 357–362. [Google Scholar] [CrossRef]
- Zhang, Z.G.; Rapaud, O.; Bonasso, N.; Mercs, D.; Coddet, C. Control of microstructures and properties of dc magnetron sputtering deposited chromium nitride films. Vacuum 2008, 82, 501–509. [Google Scholar] [CrossRef]
- Shan, L.; Wang, Y.; Li, J.; Chen, J. Effect of N2 flow rate on microstructure and mechanical properties of PVD CrNx coatings for tribological application in seawater. Surf. Coat. Technol. 2014, 242, 74–82. [Google Scholar] [CrossRef]
- Wiecinski, P.; Smolik, J.; Garbacz, H.; Kurzydlowski, K.J. Microstructure and mechanical properties of nanostructure multilayer CrN/Cr coatings on titanium alloy. Thin Solid Film. 2011, 519, 4069–4073. [Google Scholar] [CrossRef]
- Bull, S.J.; Rickerby, D.S. The inter-relationship between coating microstructure and the tribological performance of pvd coatings. Tribol. Ser. 1990, 17, 337–349. [Google Scholar] [CrossRef]
- Sproul, W.D. Multilayer, multicomponent, and multiphase physical vapor deposition coatings for enhanced performance. J. Vac. Sci. Technol. A 1994, 12, 1595–1601. [Google Scholar] [CrossRef]
- Hovsepian, P.E.; Ehiasarian, A.P.; Deeming, A.; Schimpf, C. Novel TiAlCN/VCN nanoscale multilayer PVD coatings deposited by the combined high-power impulse magnetron sputtering/unbalanced magnetron sputtering (HIPIMS/UBM) technology. Vacuum 2008, 82, 1312–1317. [Google Scholar] [CrossRef]
- Kouznetsov, V.; Macak, K.; Schneider, J.; Helmersson, U.; Petrov, I. A novel pulsed magnetron sputter technique utilizing very high target power densities. Surf. Coat. Technol. 1999, 122, 290–293. [Google Scholar] [CrossRef]
- Elmkhah, H.; Attarzadeh, F.; Fattah-Alhosseini, A.; Kim, K.H. Microstructural and electrochemical comparison between TiN coatings deposited through HIPIMS and DCMS techniques. J. Alloys Compd. 2017, 735, 422–429. [Google Scholar] [CrossRef]
- Kato, M.; Mori, T.; Schwartz, L.H. Hardening by Spinodal Modulated Structure. Acta Metall. 1980, 28, 285–290. [Google Scholar] [CrossRef]
- Lin, G.; Zhao, Y.; Dong, C.; Wen, L. Factors Affecting Microhardness of Ti/TiN Multilayer Films Deposited by Pulsed Bias Arc Ion Plating. Plasma Processes Polym. 2007, 4, S120–S123. [Google Scholar] [CrossRef]
- Devia, D.M.; Restrepo-Parra, E.; Arango, P.J.; Tschiptschin, A.P.; Velez, J.M. TiAlN coatings deposited by triode magnetron sputtering varying the bias voltage. Appl. Surf. Sci. 2011, 257, 6181–6185. [Google Scholar] [CrossRef]
- Lv, Y.; Ji, L.; Liu, X.; Li, H.; Zhou, H.; Chen, J. Influence of substrate bias voltage on structure and properties of the CrAlN films deposited by unbalanced magnetron sputtering. Appl. Surf. Sci. 2012, 258, 3864–3870. [Google Scholar] [CrossRef]
- Ma, Q.; Li, L.; Xu, Y.; Gu, J.; Wang, L.; Xu, Y. Effect of bias voltage on TiAlSiN nanocomposite coatings deposited by HiPIMS. Appl. Surf. Sci. 2017, 392, 826–833. [Google Scholar] [CrossRef]
- Shi, Y.; Long, S.; Yang, S.; Pan, F. Deposition of nano-scaled CrTiAlN multilayer coatings with different negative bias voltage on Mg alloy by unbalanced magnetron sputtering. Vacuum 2010, 84, 962–968. [Google Scholar] [CrossRef]
- Perry, A.J.; Sue, J.A.; Martin, P.J. Practical measurement of the residual stress in coatings. Surf. Coat. Technol. 1996, 81, 17–28. [Google Scholar] [CrossRef]
- Matthews, A.; Franklin, S.; Holmberg, K. Tribological coatings: Contact mechanisms and selection. J. Phys. D Appl. Phys. 2007, 40, 5463–5475. [Google Scholar] [CrossRef]
- Guan, X.; Wang, Y.; Xue, Q.; Wang, L. Toward high load bearing capacity and corrosion resistance Cr/Cr2N nano-multilayer coatings against seawater attack. Surf. Coat. Technol. 2015, 282, 78–85. [Google Scholar] [CrossRef]
- Elo, R.; Jacobson, S.; Kubart, T. Tailoring residual stresses in CrNx films on alumina and silicon deposited by high-power impulse magnetron sputtering. Surf. Coat. Technol. 2020, 397, 125990. [Google Scholar] [CrossRef]
- Guan, X.; Wang, Y.; Xue, Q. Effects of constituent layers and interfaces on the mechanical and tribological properties of metal (Cr, Zr)/ceramic (CrN, ZrN) multilayer systems. Appl. Surf. Sci. 2020, 502, 144305. [Google Scholar] [CrossRef]
- Wang, M. Wear Resistant Coatings Prepared by a Combined Cathodic Arc-Magnetron Sputtering Technique; Dalian University of Technology: Dalian, China, 2015. [Google Scholar]
- Panjan, M.; Šturm, S.; Panjan, P.; Čekada, M. The influence of rotation during sputtering on the stoichiometry of TiAlN/CrNx multilayer coating. Surf. Coat. Technol. 2008, 203, 554–557. [Google Scholar] [CrossRef]
- Liu, J.; Cui, Z.; Ma, D.; Lu, J.; Cui, Y.; Li, C.; Liu, W.; Hao, Z.; Hu, P.; Yao, M.; et al. Investigation of oxidation behaviors of coated Zircaloy as accident-tolerant fuel with CrAlN and CrAlSiN coatings in high-temperature steam. Corros. Sci. 2020, 175, 108896. [Google Scholar] [CrossRef]
- Musil, J.; Kunc, F.; Zeman, H.; Poláková, H. Relationships between hardness, Young’s modulus and elastic recovery in hard nanocomposite coatings. Surf. Coat. Technol. 2002, 154, 304–313. [Google Scholar] [CrossRef]
- Leyland, A.; Matthews, A. On the significance of the H/E ratio in wear control: A nanocomposite coating approach to optimised tribological behaviour. Wear 2000, 246, 1–11. [Google Scholar] [CrossRef]
- Lei, M.K.; Ou, Y.X.; Wang, K.S.; Chen, L. Wear and corrosion properties of plasma-based low-energy nitrogen ion implanted titanium. Surf. Coat. Technol. 2011, 205, 4602–4607. [Google Scholar] [CrossRef]
- Omakli, O.; Yazici, M.; Yetim, T.; Yetim, A.F.; Elik, A. The Effects of Aging Time on the Structural and Electrochemical Properties of Composite Coatings on CP-Ti Substrate. J. Bionic Eng. 2017, 14, 532–539. [Google Scholar] [CrossRef]
- Kong, J.-Z.; Li, C.; Sun, X.-Y.; Xuan, Y.; Zhai, H.-F.; Li, A.-D.; Wang, Q.-Z.; Zhou, F. Improved tribological properties and corrosion protection of CrN coating by ultrathin composite oxide interlayer. Appl. Surf. Sci. 2021, 541, 148606. [Google Scholar] [CrossRef]
- Tan, C.; Kuang, T.; Zhou, K.; Zhu, H.; Deng, Y.; Li, X.; Cai, P.; Liu, Z. Fabrication and characterization of in-situ duplex plasma-treated nanocrystalline Ti/AlTiN coatings. Ceram. Int. 2016, 42, 10793–10800. [Google Scholar] [CrossRef]
- Wan, Z.; Zhang, T.F.; Lee, H.B.; Yang, J.H.; Choi, W.C.; Han, B.; Kim, K.H.; Kwon, S.H. Improved Corrosion Resistance and Mechanical Properties of CrN Hard Coatings with an Atomic Layer Deposited Al2O3 Interlayer. ACS Appl. Mater. Interfaces 2015, 7, 26716–26725. [Google Scholar] [CrossRef]
- Kayali, Y. The corrosion and wear behavior of TiN and TiAlN coated AISI 316 L stainless steel. Prot. Met. Phys. Chem. Surf. 2014, 50, 412–419. [Google Scholar] [CrossRef]
- Sun Gang, M.G. Corrosion Resistance of Single Layer and Multilayer TaN Coatings. Rare Met. Mater. Eng. 2011, 40, 203–205. [Google Scholar] [CrossRef]
- Wang, L.; Wang, M.; Chen, H. Corrosion mechanism investigation of TiAlN/CrN superlattice coating by multi-arc ion plating in 3.5 wt.% NaCl solution. Surf. Coat. Technol. 2020, 391, 125660. [Google Scholar] [CrossRef]
- Samim, P.M.; Fattah-alhosseini, A.; Elmkhah, H.; Imantalab, O.; Nouri, M. A study on comparing surface characterization and electrochemical properties of single-layer CrN coating with nanostructured multilayer ZrN/CrN coating in 3.5 wt.% NaCl solution. Surf. Interfaces 2020, 21, 100721. [Google Scholar] [CrossRef]
- Ma, F.; Li, J.; Zeng, Z.; Gao, Y. Structural, mechanical and tribocorrosion behaviour in artificial seawater of CrN/AlN nano-multilayer coatings on F690 steel substrates. Appl. Surf. Sci. 2018, 428, 404–414. [Google Scholar] [CrossRef]
- Xueli Huang, J.T. Deposition and Anti-Wear /Corrosion Properties of Nano-multilayer TiN /CrN Films on Titanium Alloy. Mater. Rep. 2021, 35, 04139–04143. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Values |
|---|---|
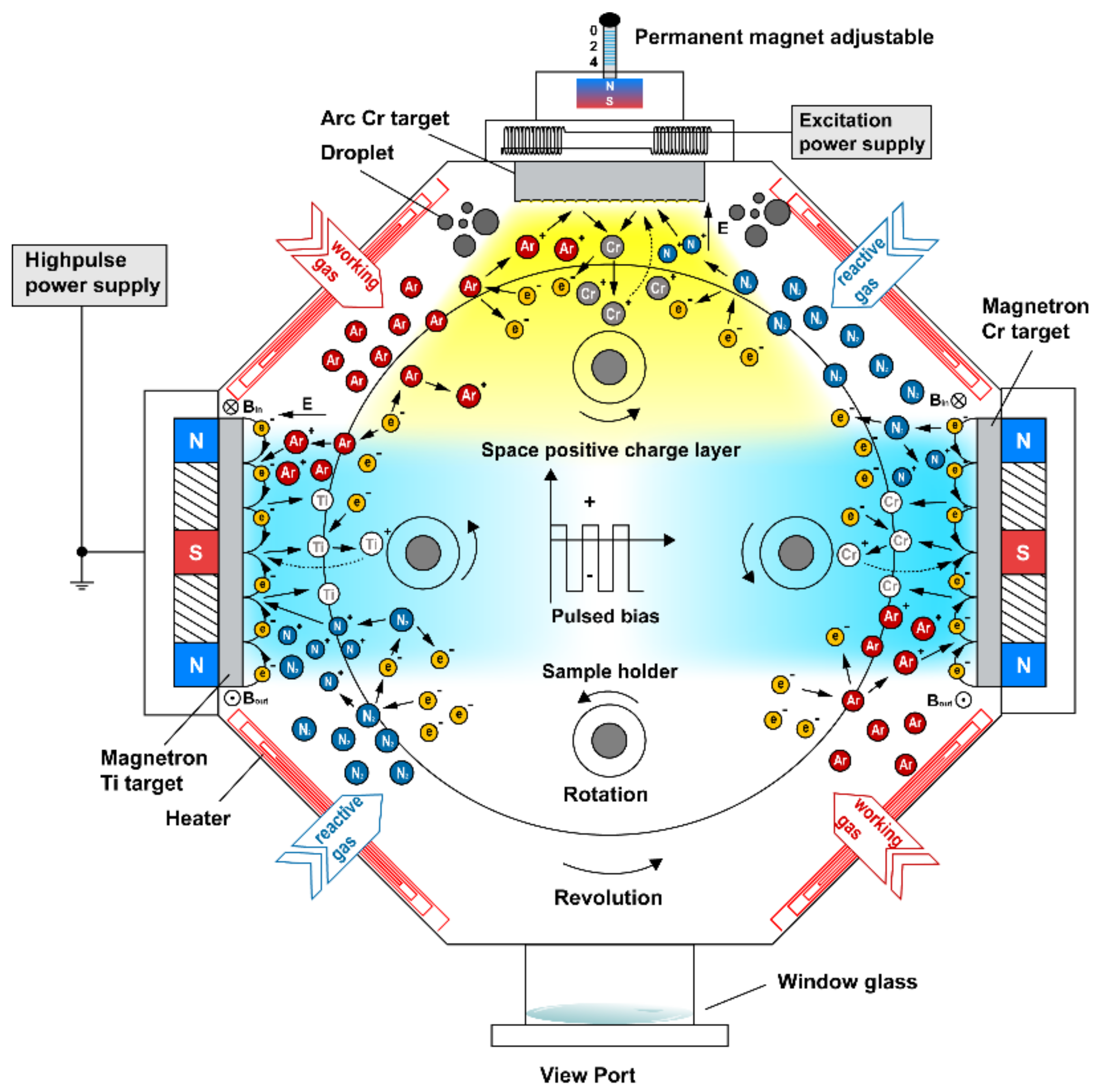
| Target materials (99.9 at.%) | Cr, Ti |
| Target-substrate distance of HiPIMS (mm) | 160 |
| Target-substrate distance of AIP (mm) | 250 |
| Operating pressure (Pa) | 0.5 |
| Process temperature (°C) | 350 |
| Nitrogen partial pressure (Pa) | 0.15 |
| Depositing time of CrN/TiN multilayer (min) | 120 |
| Depositing time of CrN and TiN sublayers (min) | 5/15 |
| Duty cycle (%) | 3 |
| DC bias voltage, Vs (V) | −30, −60, −100, −150 |
| Pulse frequency (Hz) | 300 |
| Pulse on-time/off-time (μs) | 100/3233 |
| Substrate rotation (rpm) | 3.0 |
| Vs (V) | Ecorr (V) | βa (V/Decade) | βc (V/Decade) | Icorr (nA·cm−2) | Rp (kΩ·cm2) |
|---|---|---|---|---|---|
| −30 | −0.19 | 0.33 | 0.12 | 72.76 | 525.17 |
| −60 | −0.20 | 0.24 | 0.12 | 94.51 | 367.55 |
| −100 | −0.06 | 0.11 | 0.13 | 35.73 | 724.10 |
| −150 | −0.19 | 0.30 | 0.11 | 84.65 | 412.87 |
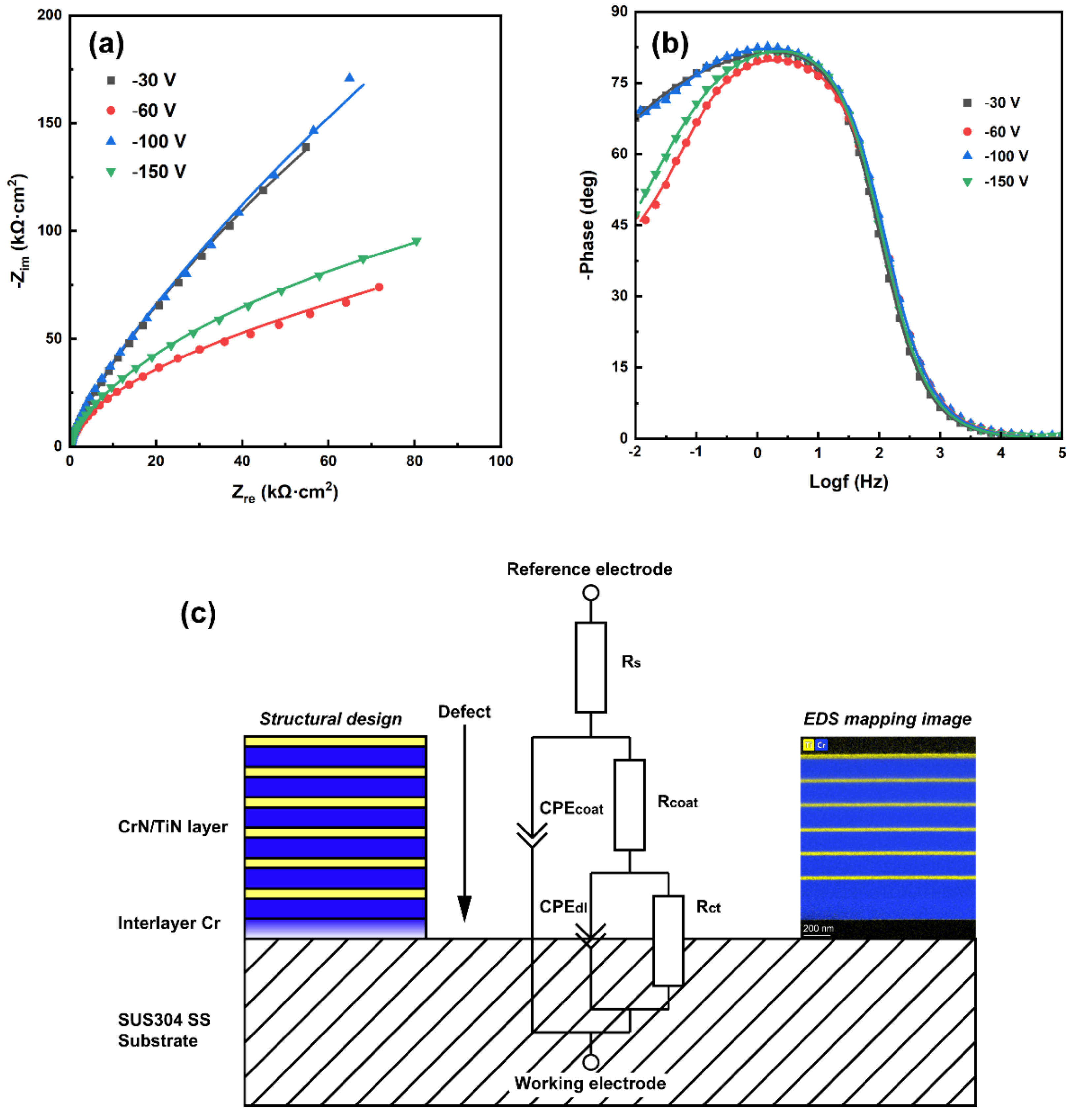
| Vs (V) | Rs (Ω·cm2) | CPEcoat | - | Rcoat (kΩ·cm2) | CPEdl | - | Rct (MΩ·cm2) |
|---|---|---|---|---|---|---|---|
| - | - | Yo/S·cm−2·sn | n | - | Yo/S·cm−2·sn | n | - |
| −30 | 43.68 | 5.09 × 10–5 | 0.94 | 26.67 | 1.09 × 10–5 | 0.56 | 2.18 |
| −60 | 45.38 | 4.79 × 10–5 | 0.92 | 81.08 | 5.62 × 10–5 | 0.64 | 0.32 |
| −100 | 43.96 | 4.39 × 10–5 | 0.93 | 158.82 | 1.36 × 10–5 | 0.68 | 1.55 |
| −150 | 45.75 | 4.48 × 10–5 | 0.94 | 47.66 | 1.81 × 10–5 | 0.47 | 0.57 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tu, R.; Yuan, Y.; Yang, M.; Min, R.; Jiao, J.; Li, Q.; Yang, M.; Ji, B.; Zhang, S. Effect of Negative Bias of HiPIMS and AIP Hybrid Deposition on Microstructure, Mechanical and Anti-Corrosive Properties of Cr2N/TiN Multilayer Coatings. Coatings 2022, 12, 845. https://doi.org/10.3390/coatings12060845
Tu R, Yuan Y, Yang M, Min R, Jiao J, Li Q, Yang M, Ji B, Zhang S. Effect of Negative Bias of HiPIMS and AIP Hybrid Deposition on Microstructure, Mechanical and Anti-Corrosive Properties of Cr2N/TiN Multilayer Coatings. Coatings. 2022; 12(6):845. https://doi.org/10.3390/coatings12060845
Chicago/Turabian StyleTu, Rong, Yang Yuan, Mai Yang, Rui Min, Jiao Jiao, Qizhong Li, Meijun Yang, Baifeng Ji, and Song Zhang. 2022. "Effect of Negative Bias of HiPIMS and AIP Hybrid Deposition on Microstructure, Mechanical and Anti-Corrosive Properties of Cr2N/TiN Multilayer Coatings" Coatings 12, no. 6: 845. https://doi.org/10.3390/coatings12060845
APA StyleTu, R., Yuan, Y., Yang, M., Min, R., Jiao, J., Li, Q., Yang, M., Ji, B., & Zhang, S. (2022). Effect of Negative Bias of HiPIMS and AIP Hybrid Deposition on Microstructure, Mechanical and Anti-Corrosive Properties of Cr2N/TiN Multilayer Coatings. Coatings, 12(6), 845. https://doi.org/10.3390/coatings12060845