
Comparative Study of Corrosion Behavior of LPCVD-Ti0.17Al0.83N and PVD-Ti1−xAlxN Coatings

Abstract
:1. Introduction
2. Experimental Details
2.1. Deposition Process
2.2. Characterization Methods
3. Results and Discussions
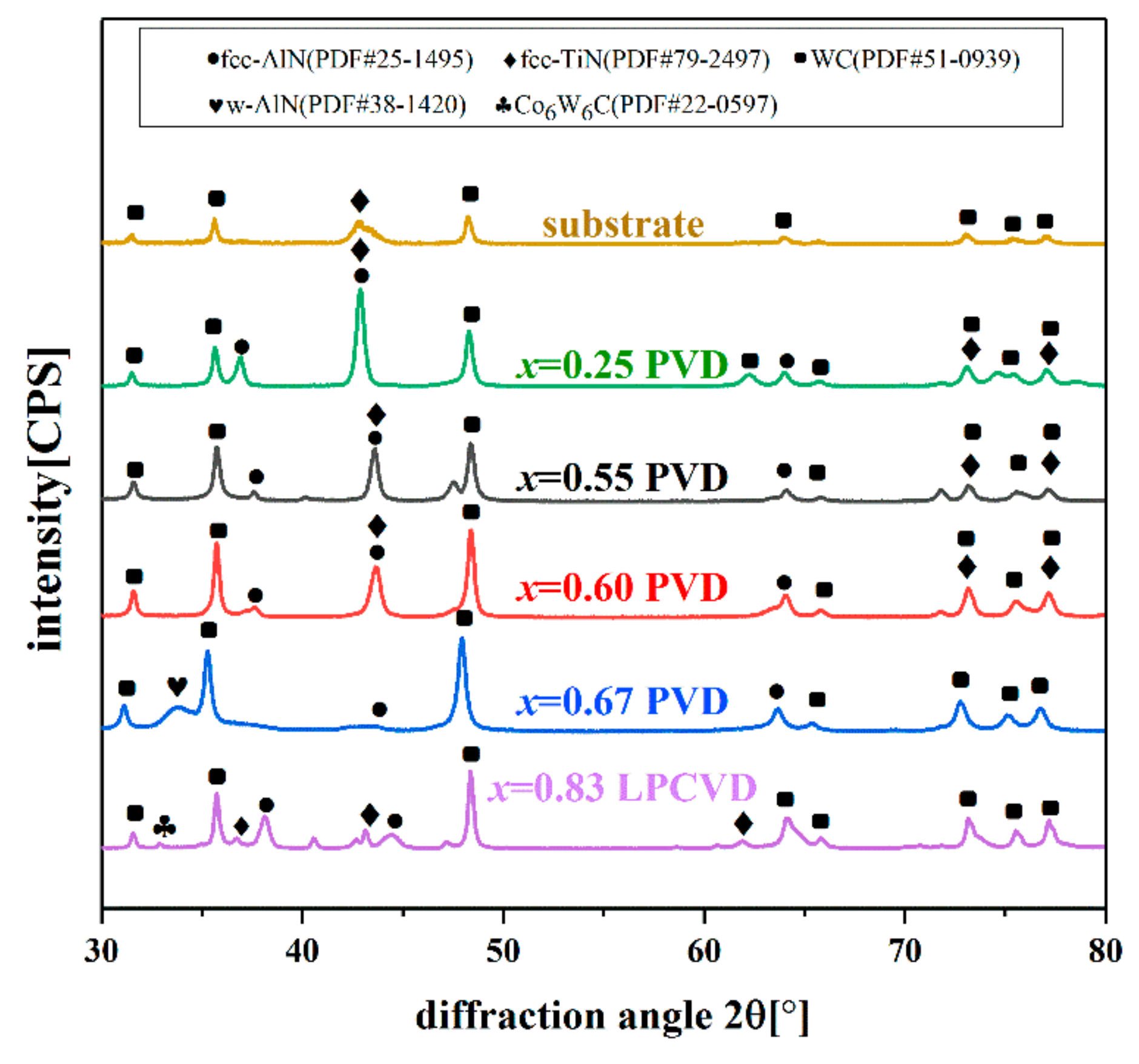
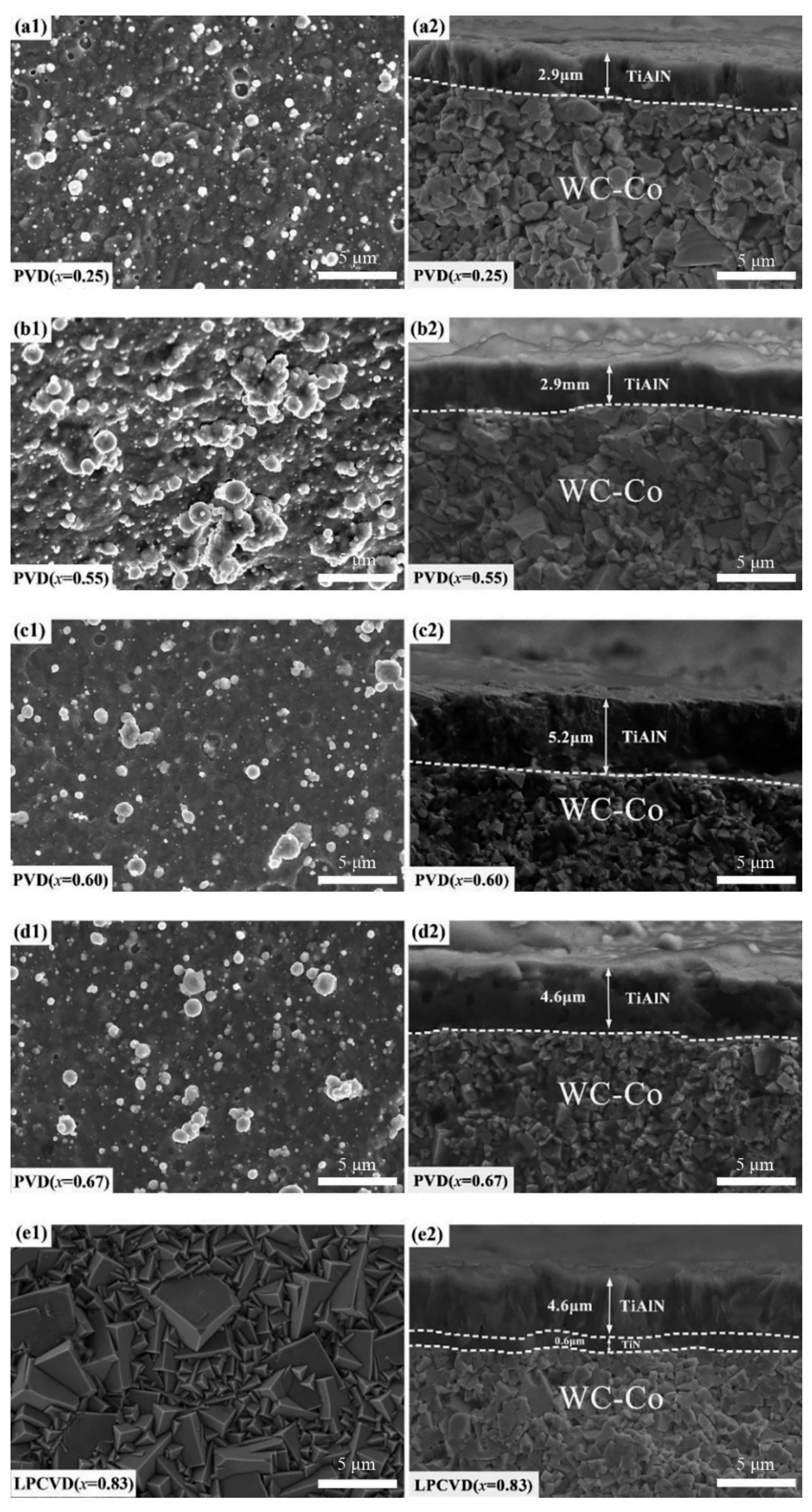
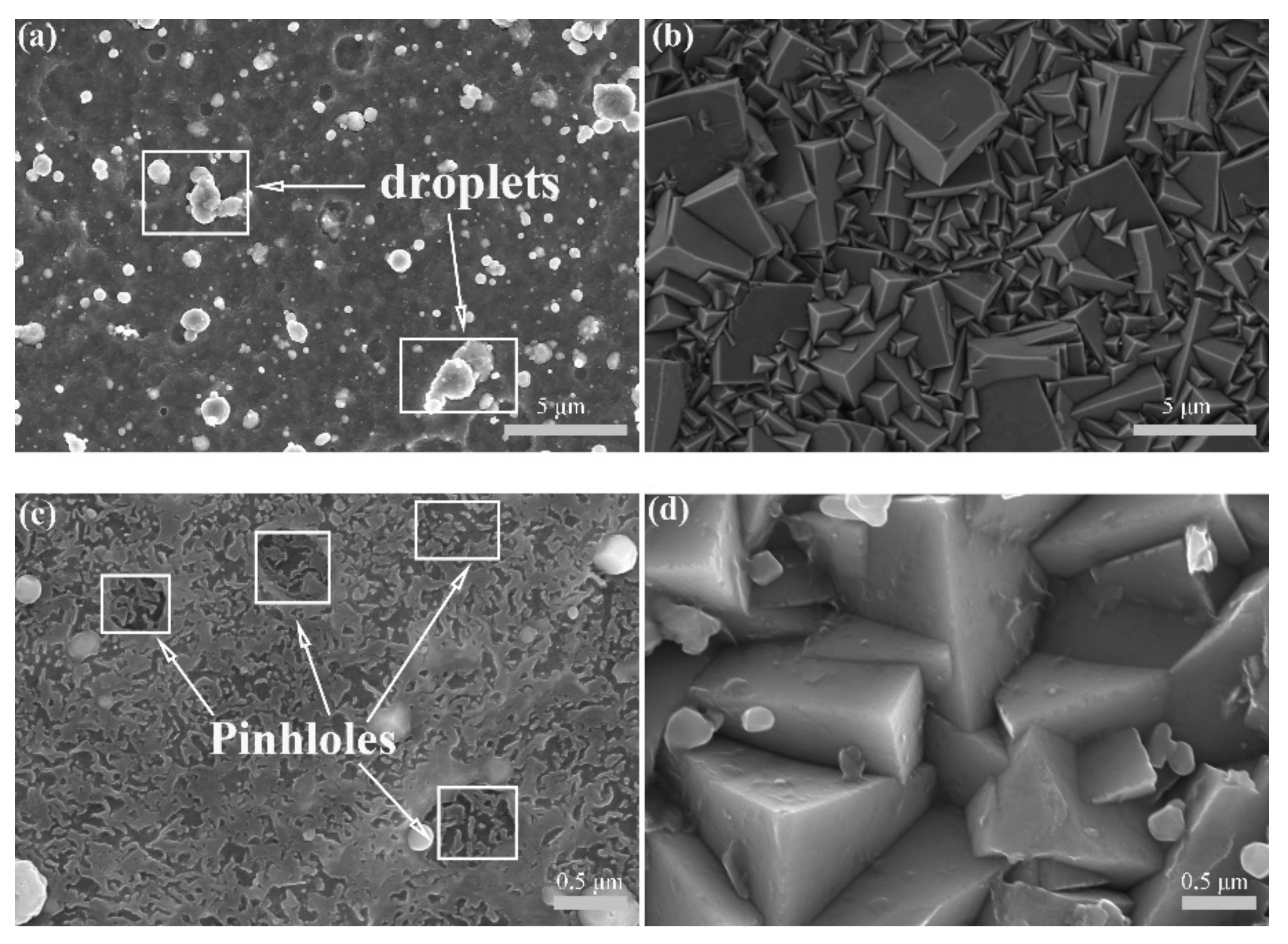
3.1. Phase and Microstructure Analysis
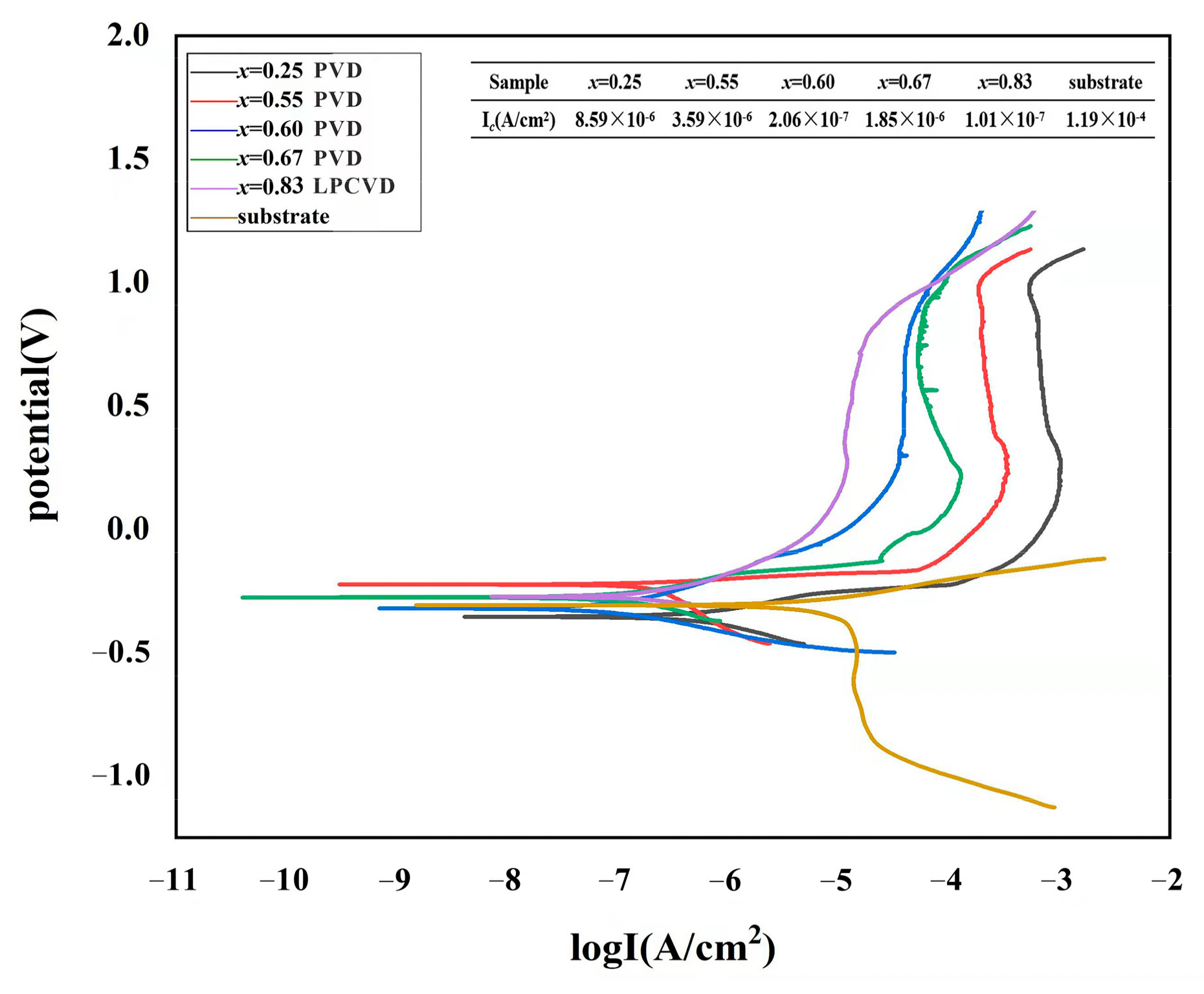
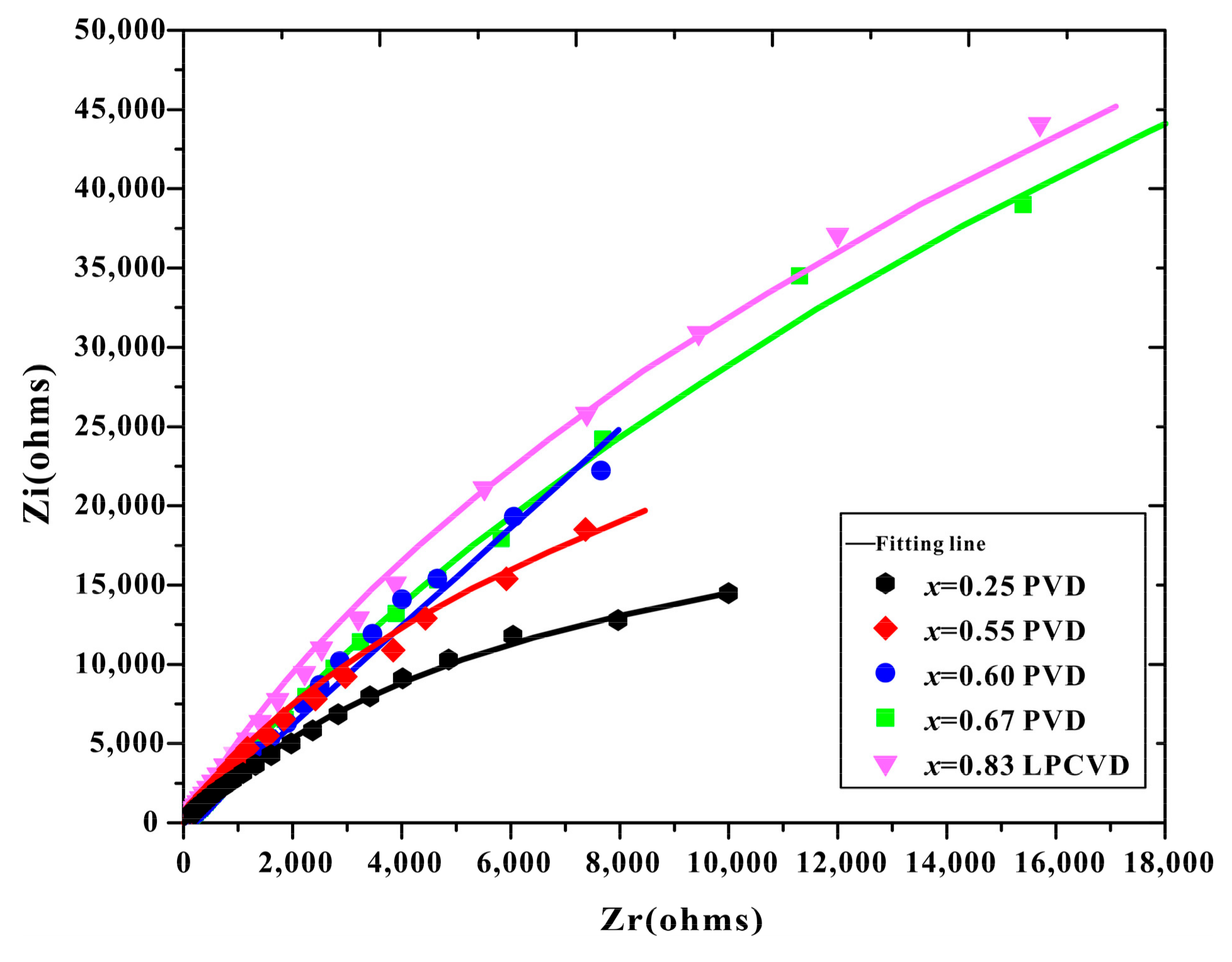
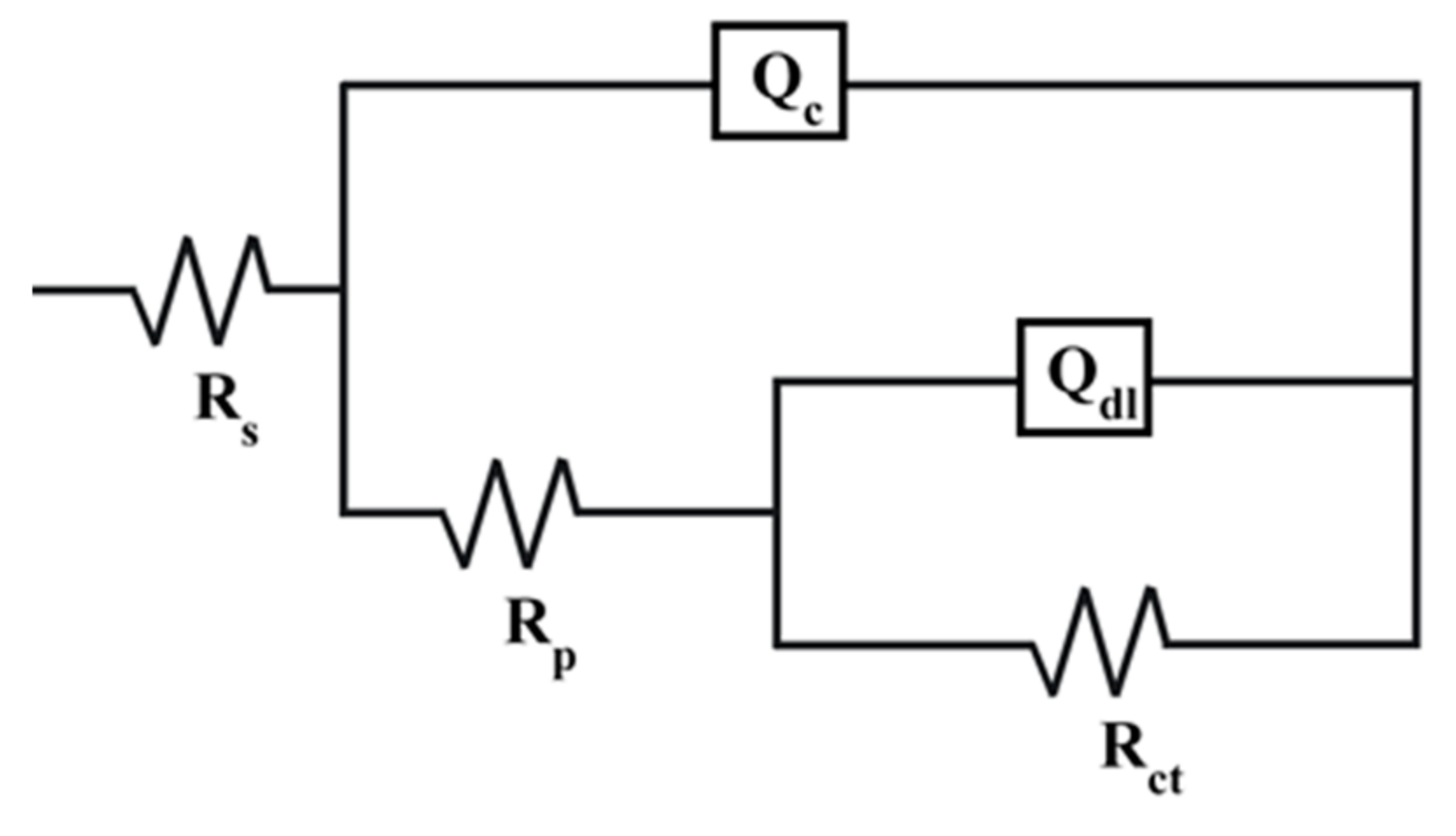
3.2. Electrochemical Measurements
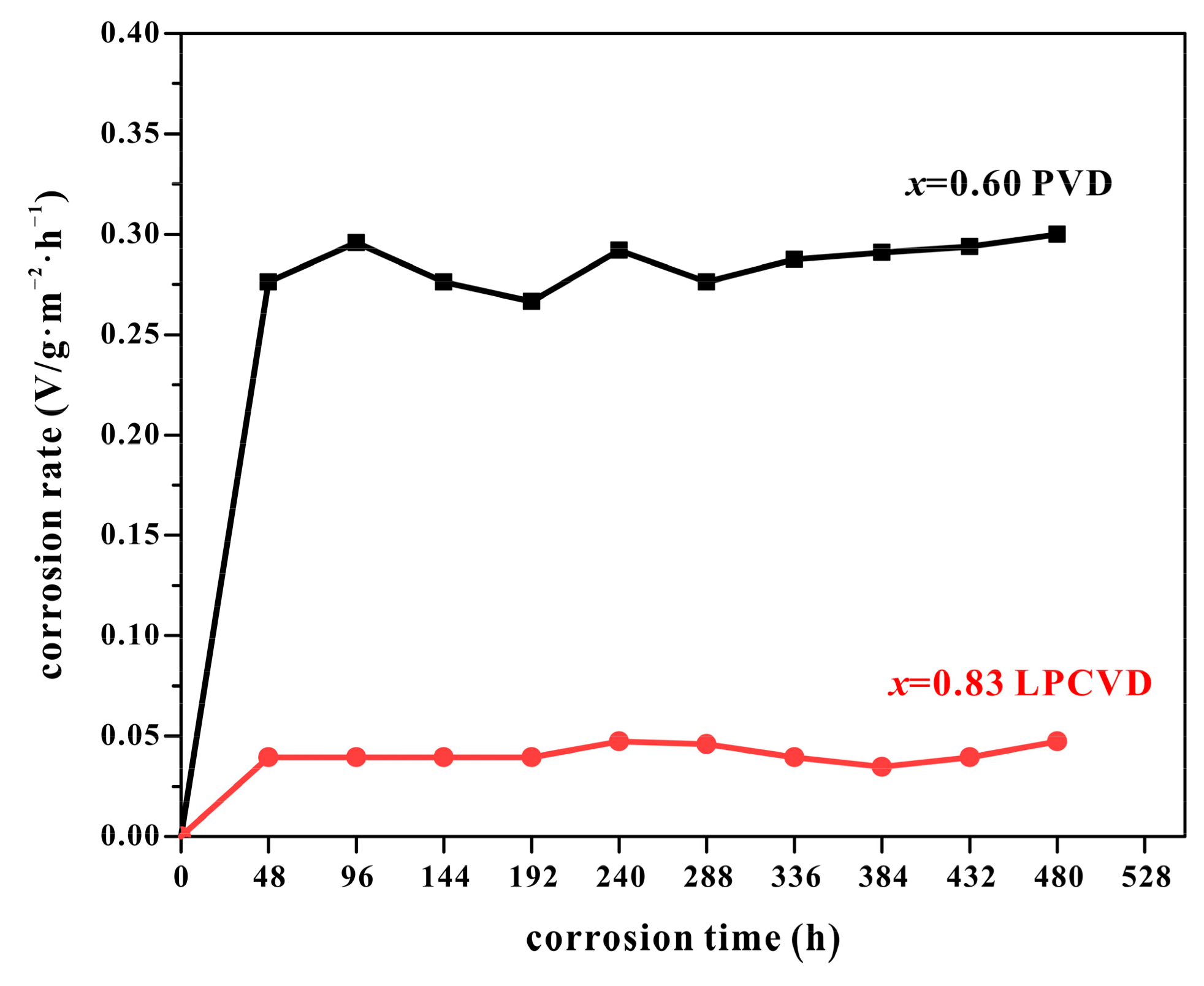
3.3. Immersion Corrosion Test
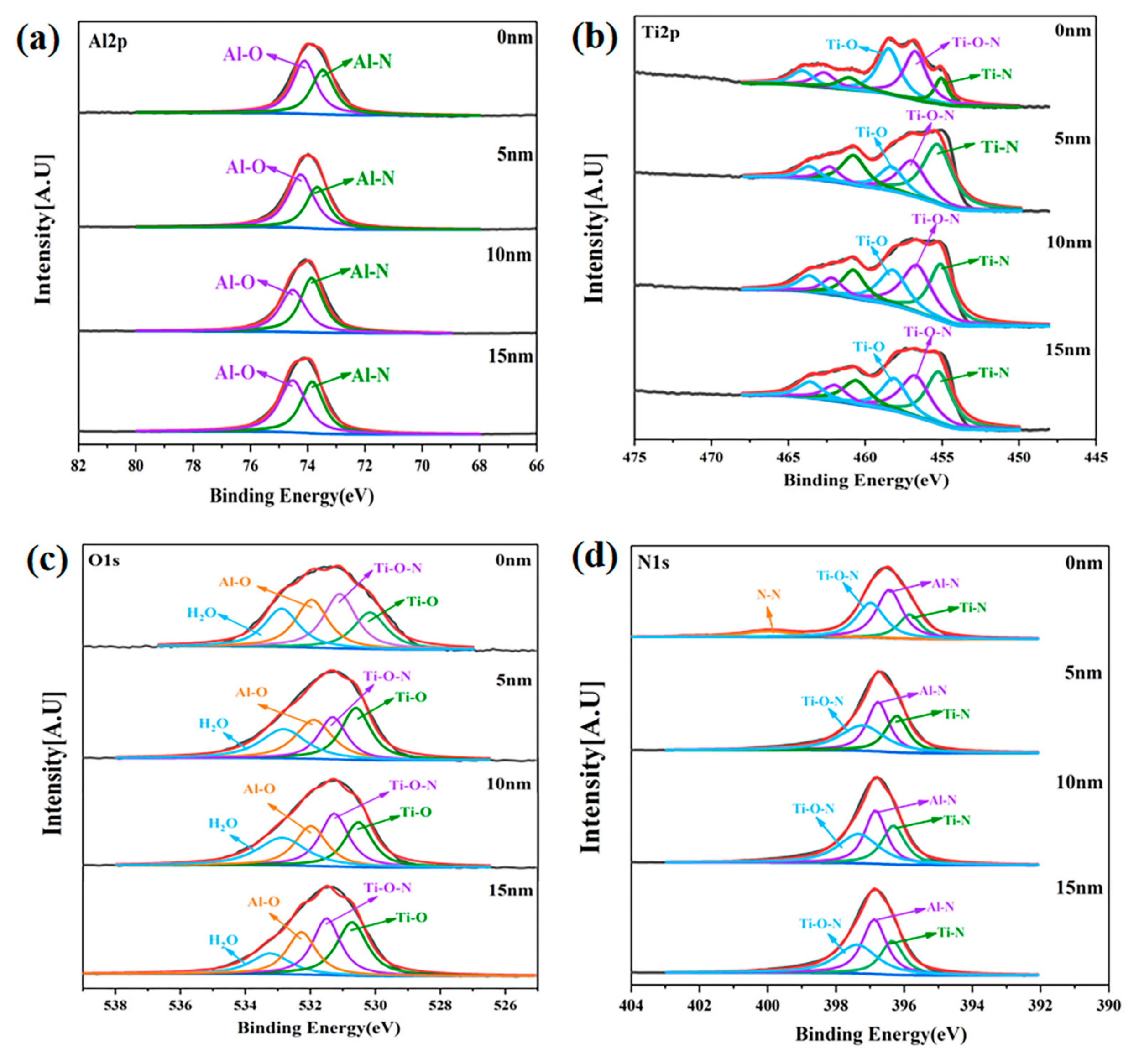
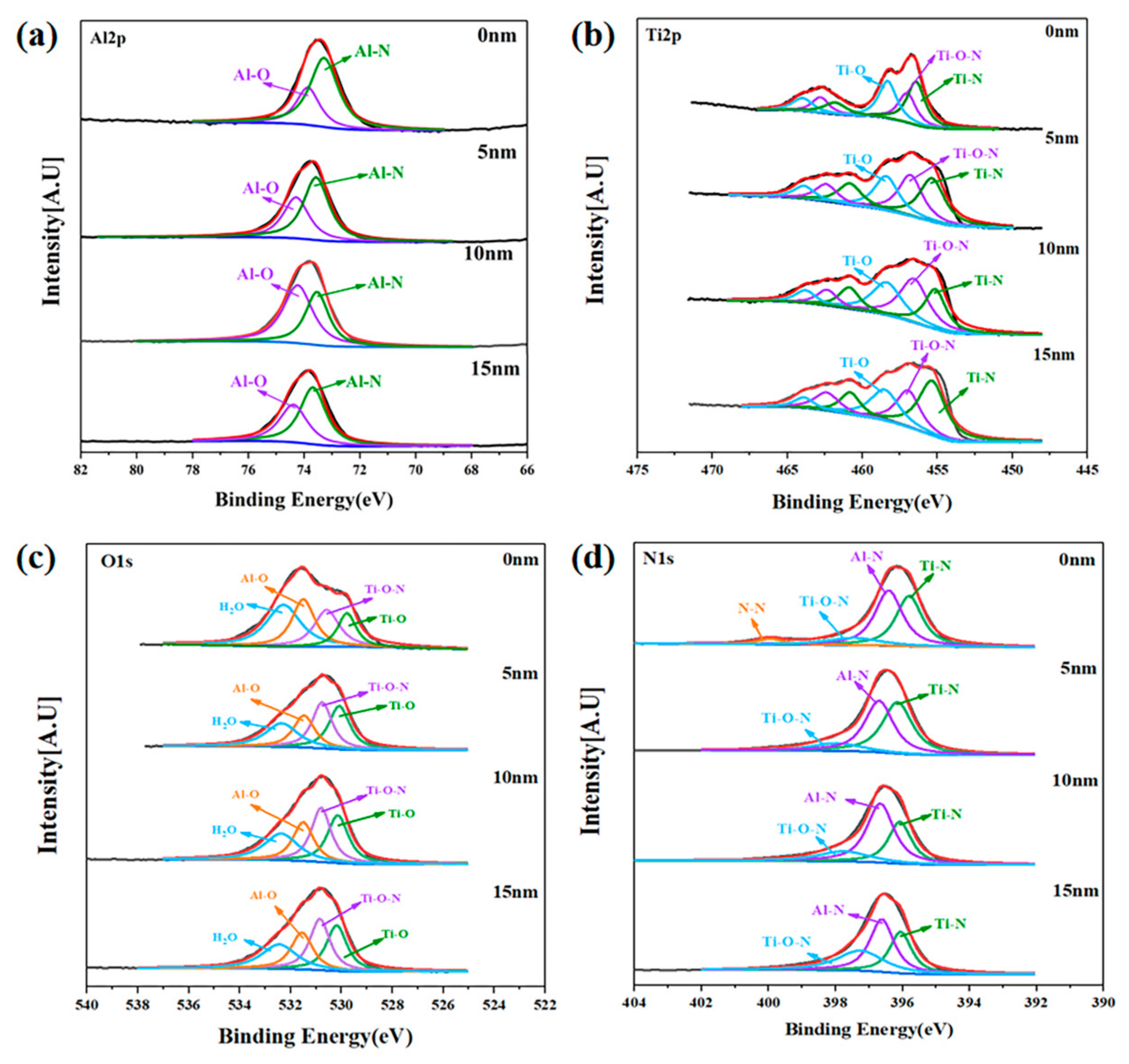
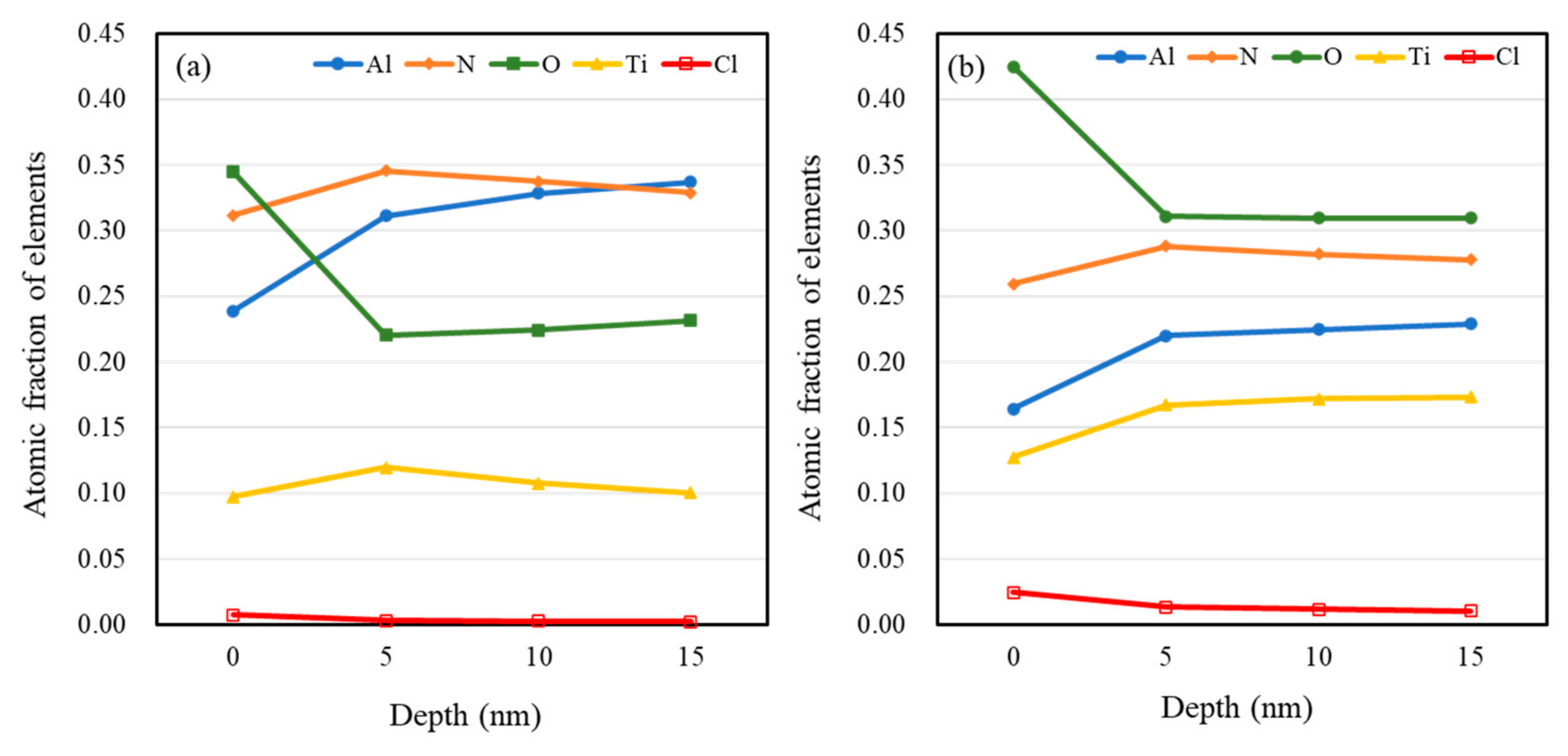
3.4. XPS Depth Investigation of Corroded Surface
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ostrovskaya, O.; Badini, C.; Deambrosis, S.; Miorin, E.; Biamino, S.; Padovano, E. Protection from oxidation of second and third generation TiAl intermetallic alloys by magnetron sputtering deposition of a TiAl/TiAlN coating. Mater. Des. 2021, 208, 109905. [Google Scholar] [CrossRef]
- Li, W.; Liu, P.; Wang, J.; Ma, F.; Liu, X.; Chen, X.; Yang, L. Microstructure and mechanical properties of TiAlN/SiO2 nanomultilayers synthesized by reactive magnetron sputtering. Mater. Lett. 2011, 65, 636–638. [Google Scholar] [CrossRef]
- Park, J.-K.; Baik, Y.-J. Thermal stability of nano-layered structure and hardness of TiAlN/Si3N4 nanoscale multilayered coating. Mater. Lett. 2009, 63, 1674–1676. [Google Scholar] [CrossRef]
- Hassine, M.; Andrén, H.-O.; Iyer, A.H.; Lotsari, A.; Bäcke, O.; Stiens, D.; Janssen, W.; Manns, T.; Kümmel, J.; Halvarsson, M. Growth model for high-Al containing CVD TiAlN coatings on cemented carbides using intermediate layers of TiN. Surf. Coat. Technol. 2021, 421, 127361. [Google Scholar] [CrossRef]
- Hemmati, A.; Paiva, J.; Veldhuis, S.C. Thermal stability and machining performance of arc evaporated Ti1−xAlxN hard PVD coatings with x = 0.5–0.73 ratios using an integrative approach. Materialia 2021, 17, 101132. [Google Scholar] [CrossRef]
- Salamania, J.; Johnson, L.; Schramm, I.; Calamba, K.; Boyd, R.; Bakhit, B.; Rogström, L.; Odén, M. Influence of pulsed-substrate bias duty cycle on the microstructure and defects of cathodic arc-deposited Ti1−xAlxN coatings. Surf. Coat. Technol. 2021, 419, 127295. [Google Scholar] [CrossRef]
- Kameneva, A.; Antonova, N.; Pesin, M.; Makarov, V.; Nikitin, S.; Bublik, N. Structural and phase transformations control in Ti and Al cathode materials, WC-Co substrate, and Ti1−xAlxN coating to improve their physico-mechanical and wear properties. Int. J. Refract. Met. Hard Mater. 2021, 102, 105726. [Google Scholar] [CrossRef]
- Mayrhofer, P.H.; Hörling, A.; Karlsson, L.; Sjölén, J.; Larsson, T.; Mitterer, C.; Hultman, L. Hultman Self-organized nanostructures in the Ti–Al–N system. Appl. Phys. Lett. 2003, 83, 2049–2051. [Google Scholar] [CrossRef]
- Vogiatzis, S.; Papageorgiou, V.; Strakov, H. CVD TiAlN technology–coating properties and applications. In Proceedings of the 19th Plansee Seminar, Reutte, Austria, 29 May–2 June 2017. [Google Scholar]
- Paseuth, A.; Miura, A.; Tadanaga, K.; Kido, Y.; Imamura, S.; Yamagata, K. Thermal stability of Al-rich c-AlxTi1−xN coatings prepared by LP-CVD. In Proceedings of the 19th Plansee Seminar, Reutte, Austria, 29 May–2 June 2017. [Google Scholar]
- Pitonak, R.; Köpf, A.; Lessiak, M.; Keckes, J.; Todt, J.; Zalesak, J.; Meindlhumer, M. Self-organized TiAlN HR-CVD coatings with functionalized nanolamellar microstructures. In Proceedings of the 19th Plansee Seminar, Reutte, Austria, 29 May–2 June 2017. [Google Scholar]
- Zalesak, J.; Holec, D.; Matko, I.; Petrenec, M.; Sartory, B.; Koutná, N.; Daniel, R.; Pitonak, R.; Keckes, J. Peculiarity of self-assembled cubic nanolamellae in the TiN/AlN system: Epitaxial self-stabilization by element deficiency/excess. Acta Mater. 2017, 131, 391–399. [Google Scholar] [CrossRef]
- Qiu, R.; Forslund, A.; Bäcke, O.; Iyer, A.; Sattari, M.; Janssen, W.; Manns, T.; Kümmel, J.; Ruban, A.; Stiens, D.; et al. Effects of gas flow on detailed microstructure inhomogeneities in LPCVD TiAlN nanolamella coatings. Materialia 2019, 9, 100546. [Google Scholar] [CrossRef]
- Deura, M.; Sato, H.; Yamaguchi, J.; Hirabaru, T.; Kubo, H.; Momose, T.; Tanibuchi, T.; Shimogaki, Y. Kinetic analysis of face-centered-cubic Ti1−xAlxN film deposition by chemical vapor deposition. Mater. Sci. Eng. B 2020, 264, 114992. [Google Scholar] [CrossRef]
- Todt, J.; Zalesak, J.; Daniel, R.; Pitonak, R.; Köpf, A.; Weißenbacher, R.; Sartory, B.; Mitterer, C.; Keckes, J. Al-rich cubic Al0.8Ti0.2N coating with self-organized nano-lamellar microstructure: Thermal and mechanical properties. Surf. Coat. Technol. 2016, 291, 89–93. [Google Scholar] [CrossRef]
- Cunha, L.; Andritschky, M.; Rebouta, L.; Pischow, K. Corrosion of CrN and TiAlN coatings in chloride-containing atmospheres. Surf. Coat. Technol. 1999, 116–119, 1152–1160. [Google Scholar] [CrossRef]
- Wu, X.; Ranglack-Klemm, Y.; Hubálková, J.; Solarek, J.; Aneziris, C.G.; Weidner, A.; Biermann, H. Impact of high temperature on the compression behavior of carbon-bonded alumina filters with functionalized coatings. Ceram. Int. 2020, 47, 3920–3927. [Google Scholar] [CrossRef]
- Caicedo, J.; Cabrera, G.; Caicedo, H.; Amaya, C.; Aperador, W. Nature in corrosion–erosion surface for [TiN/TiAlN]n nanometric multilayers growth on AISI 1045 steel. Thin Solid Films 2012, 520, 4350–4361. [Google Scholar] [CrossRef]
- Li, G.; Zhang, L.; Cai, F.; Yang, Y.; Wang, Q.; Zhang, S. Characterization and corrosion behaviors of TiN/TiAlN multilayer coatings by ion source enhanced hybrid arc ion plating. Surf. Coat. Technol. 2019, 366, 355–365. [Google Scholar] [CrossRef]
- Matei, A.; Pencea, I.; Branzei, M.; Trancă, D.; Ţepeş, G.; Sfăt, C.; Coman, E.C.; Gherghilescu, A.; Stanciu, G. Corrosion resistance appraisal of TiN, TiCN and TiAlN coatings deposited by CAE-PVD method on WC–Co cutting tools exposed to artificial sea water. Appl. Surf. Sci. 2015, 358, 572–578. [Google Scholar] [CrossRef]
- Greczynski, G.; Hultman, L.; Odén, M. X-ray photoelectron spectroscopy studies of Ti1−xAlxN (0 ≤ x ≤ 0.83) high temperature oxidation: The crucial role of Al concentration. Surf. Coat. Technol. 2019, 374, 923–934. [Google Scholar] [CrossRef]
- Ding, X.-Z.; Tan, A.; Zeng, X.; Wang, C.; Yue, T.; Sun, C. Corrosion resistance of CrAlN and TiAlN coatings deposited by lateral rotating cathode arc. Thin Solid Films 2008, 516, 5716–5720. [Google Scholar] [CrossRef]
- Chang, C.L.; Yang, F.C. Reprint of “Effect of target composition on the microstructural, mechanical, and corrosion properties of TiAlN thin films deposited by high-power impulse magnetron sputtering”. Surf. Coat. Technol. 2019, 376, 124784. [Google Scholar] [CrossRef]
- Panjan, P.; Drnovšek, A.; Gselman, P.; Čekada, M.; Panjan, M. Review of growth defects in thin films prepared by PVD techniques. Coatings 2020, 10, 447. [Google Scholar] [CrossRef]
- Panjan, P.; Drnovšek, A.; Gselman, P.; Čekada, M.; Bončina, T.; Merl, D.K. Influence of growth defects on the corrosion resistance of sputter-deposited TiAlN hard coatings. Coatings 2019, 9, 511. [Google Scholar] [CrossRef] [Green Version]
- Andersson, J.; Vetter, J.; Müller, J.; Sjölén, J. Structural effects of energy input during growth of Ti1−xAlxN (0.55 ≤ x ≤ 0.66) coatings by cathodic arc evaporation. Surf. Coat. Technol. 2014, 240, 211–220. [Google Scholar] [CrossRef]
- Jehn, H.A. Improvement of the corrosion resistance of PVD hard coating–substrate systems. Surf. Coat. Technol. 2000, 125, 212–217. [Google Scholar] [CrossRef]
- Chou, W.-J.; Yu, G.-P.; Huang, J.-H. Corrosion behavior of TiN-coated 304 stainless steel. Corros. Sci. 2001, 43, 2023–2035. [Google Scholar] [CrossRef]
- Yin, Z.; He, R.; Chen, Y.; Yin, Z.; Yan, K.; Wang, K.; Yan, H.; Song, H.; Yin, C.; Guan, H.; et al. Effects of surface micro–galvanic corrosion and corrosive film on the corrosion resistance of AZ91–xNd alloys. Appl. Surf. Sci. 2020, 536, 147761. [Google Scholar] [CrossRef]
- Du, L.; Zhang, G.; Wei, L.; Xing, J.; Jiang, Y.; Li, Q.; Gu, H. Inhomogeneous phases in Cu-Zn-Al-Fe-Mn and the micro-galvanic coupling in 3.5 wt% NaCl solutions at different pH. Corros. Sci. 2021, 195, 110005. [Google Scholar] [CrossRef]
- Grips, V.W.; Selvi, V.E.; Barshilia, H.; Rajam, K. Effect of electroless nickel interlayer on the electrochemical behavior of single layer CrN, TiN, TiAlN coatings and nanolayered TiAlN/CrN multilayer coatings prepared by reactive dc magnetron sputtering. Electrochim. Acta 2006, 51, 3461–3468. [Google Scholar] [CrossRef]
- Liu, C.; Bi, Q.; Matthews, A. EIS comparison on corrosion performance of PVD TiN and CrN coated mild steel in 0.5 N NaCl aqueous solution. Corros. Sci. 2001, 43, 1953–1961. [Google Scholar] [CrossRef]
- Wang, L.J.; Wang, M.C.; Chen, H. Corrosion mechanism investigation of TiAlN/CrN superlattice coating by multi-arc ion plating in 3.5 wt% NaCl solution. Surf. Coat. Technol. 2020, 391, 125660. [Google Scholar] [CrossRef]
- Chen, H.; Lv, Z.; Lu, L.; Huang, Y.; Li, X. Correlation of micro-galvanic corrosion behavior with corrosion rate in the initial corrosion process of dual phase steel. J. Mater. Res. Technol. 2021, 15, 3310–3320. [Google Scholar] [CrossRef]
- Hostert, L.; de Alvarenga, G.; Vidotti, M.; Marchesi, L.F. Sonoelectrodeposition of poly(pyrrole) films: Electrochemical and morphological effects caused by the ultrasonic amplitude. J. Electroanal. Chem. 2016, 774, 31–35. [Google Scholar] [CrossRef]
- Gonçalves, R.; Pereira, E.C.; Marchesi, L.F. The Overoxidation of poly(3-hexylthiophene) (P3HT) thin film: CV and EIS measurements. Int. J. Electrochem. Sci. 2017, 12, 1983–1991. [Google Scholar] [CrossRef]
- Banerjee, P.C.; Raman, R.S.; Durandet, Y.; McAdam, G. Electrochemical investigation of the influence of laser surface melting on the microstructure and corrosion behaviour of ZE41 magnesium alloy—An EIS based study. Corros. Sci. 2011, 53, 1505–1514. [Google Scholar] [CrossRef]
- Xu, W.; Han, E.-H.; Wang, Z. Effect of tannic acid on corrosion behavior of carbon steel in NaCl solution. J. Mater. Sci. Technol. 2018, 35, 64–75. [Google Scholar] [CrossRef]
- He, B.; Han, P.; Lu, C.; Bai, X. Effect of soil particle size on the corrosion behavior of natural gas pipeline. Eng. Fail. Anal. 2015, 58, 19–30. [Google Scholar] [CrossRef]
- Stylianou, R.; Velic, D.; Daves, W.; Ecker, W.; Stark, A.; Schell, N.; Tkadletz, M.; Schalk, N.; Czettl, C.; Mitterer, C. Stress relaxation through thermal crack formation in CVD TiCN coatings grown on WC-Co with different Co contents. Int. J. Refract. Met. Hard Mater. 2019, 86, 105102. [Google Scholar] [CrossRef]
- Zeng, F.; Qiu, L.; Du, Y.; Wu, L.; Chu, M.; Zhang, S. Effect of annealing on the microstructure and mechanical properties of Ti0.17Al0.83N coating prepared by low pressure chemical vapor deposition. Surf. Coat. Technol. 2021, 412, 127014. [Google Scholar] [CrossRef]
- Todt, J.; Pitonak, R.; Kopf, A.; Weißenbacher, R.; Sartory, B.; Burghammer, M.; Daniel, R.; Schoberl, T.; Keckes, J. Superior oxidation resistance, mechanical properties and residual stresses of an Al-rich nanolamellar Ti0.05Al0.95N coating prepared by CVD. Surf. Coat. Technol. 2014, 258, 1119–1127. [Google Scholar] [CrossRef]
- Endler, I.; Höhn, M.; Herrmann, M.; Pitonak, R.; Ruppi, S.; Schneider, M.; Berg, H.V.D.; Westphal, H. Novel aluminum-rich Ti1−xAlxN coatings by LPCVD. Surf. Coat. Technol. 2008, 203, 530–533. [Google Scholar] [CrossRef]
- Das, S.; Guha, S.; Ghadai, R.; Kumar, D.; Swain, B.P. Morphological and structural properties of CVD deposited titanium aluminium nitride (TiAlN) thin films. IOP Conf. Ser. Mater. Sci. Eng. 2018, 377, 012178. [Google Scholar] [CrossRef] [Green Version]
- Kumar, D.D.; Rani, R.; Kumar, N.; Panda, K.; Kirubaharan, A.K.; Kuppusami, P.; Baskaran, R. Tribochemistry of TaN, TiAlN and TaAlN coatings under ambient atmosphere and high-vacuum sliding conditions. Appl. Surf. Sci. 2019, 499, 143989. [Google Scholar] [CrossRef]
- Rizzo, A.; Mirenghi, L.; Massaro, M.; Galietti, U.; Capodieci, L.; Terzi, R.; Tapfer, L.; Valerini, D. Improved properties of TiAlN coatings through the multilayer structure. Surf. Coat. Technol. 2013, 235, 475–483. [Google Scholar] [CrossRef] [Green Version]
- Greczynski, G.; Hultman, L. Self-consistent modelling of X-ray photoelectron spectra from air-exposed polycrystalline TiN thin films. Appl. Surf. Sci. 2016, 387, 294–300. [Google Scholar] [CrossRef] [Green Version]
- Huang, H.; Bu, F. Correlations between the inhibition performances and the inhibitor structures of some azoles on the galvanic corrosion of copper coupled with silver in artificial seawater. Corros. Sci. 2019, 165, 108413. [Google Scholar] [CrossRef]
- Marco, J.F.; Gancedo, J.R.; Auger, M.A.; Sánchez, O.; Albella, J.M. Chemical stability of TiN, TiAlN and AlN layers in aggressive SO2 environments. Surf. Interface Anal. 2005, 37, 1082–1091. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Qdl (×10−6 Ω−1·cm−2·sn) | ndl | Rct (Ω·cm2) |
|---|---|---|---|
| x = 0.25 | 55.77 | 0.8731 | 1.113 × 105 |
| x = 0.55 | 21.87 | 0.8479 | 3.089 × 105 |
| x = 0.60 | 9.971 | 0.9045 | 2.654 × 106 |
| x = 0.67 | 35.68 | 0.8058 | 5.647 × 105 |
| x = 0.83 | 2.34 | 0.9830 | 9.1455 × 106 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, S.; Ji, W.; Wang, Y.; Wei, J.; Qiu, L.; Chen, C.; Jiang, X.; Ran, Q.; Han, R. Comparative Study of Corrosion Behavior of LPCVD-Ti0.17Al0.83N and PVD-Ti1−xAlxN Coatings. Coatings 2022, 12, 835. https://doi.org/10.3390/coatings12060835
Wang S, Ji W, Wang Y, Wei J, Qiu L, Chen C, Jiang X, Ran Q, Han R. Comparative Study of Corrosion Behavior of LPCVD-Ti0.17Al0.83N and PVD-Ti1−xAlxN Coatings. Coatings. 2022; 12(6):835. https://doi.org/10.3390/coatings12060835
Chicago/Turabian StyleWang, Shaoqing, Wei Ji, Yaru Wang, Jiantao Wei, Lianchang Qiu, Chong Chen, Xiaojun Jiang, Qingxuan Ran, and Rihong Han. 2022. "Comparative Study of Corrosion Behavior of LPCVD-Ti0.17Al0.83N and PVD-Ti1−xAlxN Coatings" Coatings 12, no. 6: 835. https://doi.org/10.3390/coatings12060835
APA StyleWang, S., Ji, W., Wang, Y., Wei, J., Qiu, L., Chen, C., Jiang, X., Ran, Q., & Han, R. (2022). Comparative Study of Corrosion Behavior of LPCVD-Ti0.17Al0.83N and PVD-Ti1−xAlxN Coatings. Coatings, 12(6), 835. https://doi.org/10.3390/coatings12060835