
Effects of Additive and Roasting Processes on Nitrogen Removal from Aluminum Dross

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Material, Reagent and Instrument
- (1)
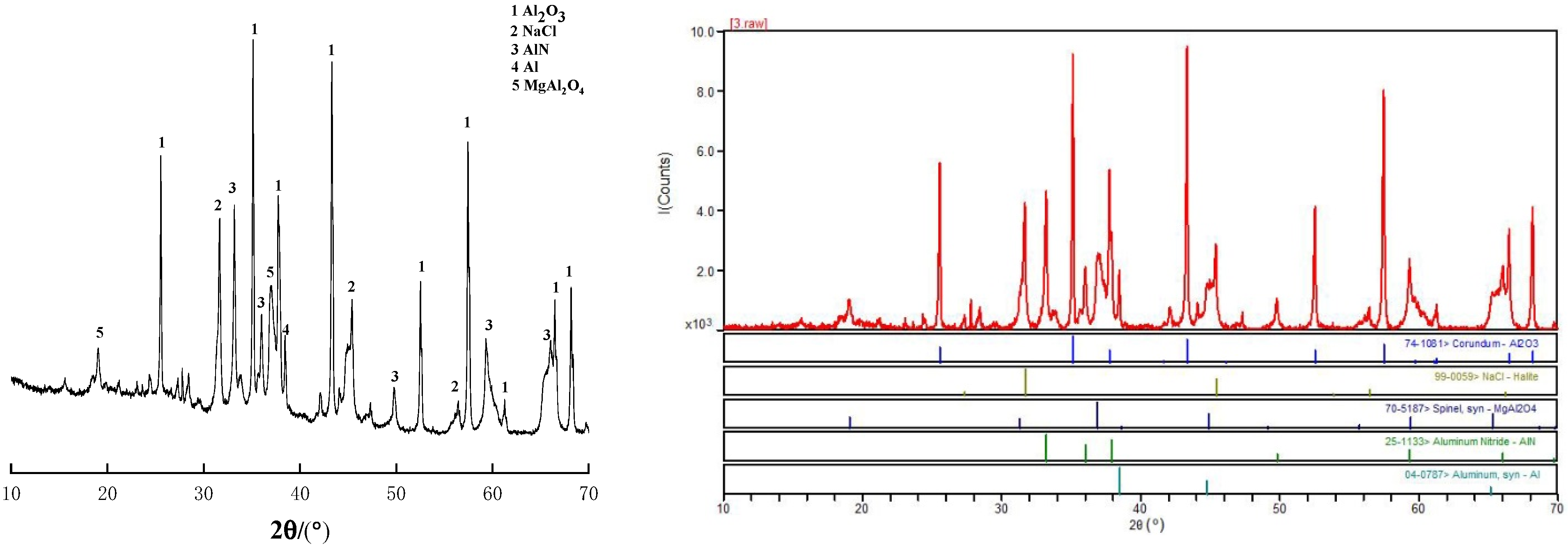
- XRD: the maximum output power was 3 KW, the voltage was 20–60 kV, the current was 2–60 mA, and the radius of the goniometer was 185 mm. MDI jade 9 was used for the XRD analysis. The XRD database was in PDF 2009 format.
- (2)
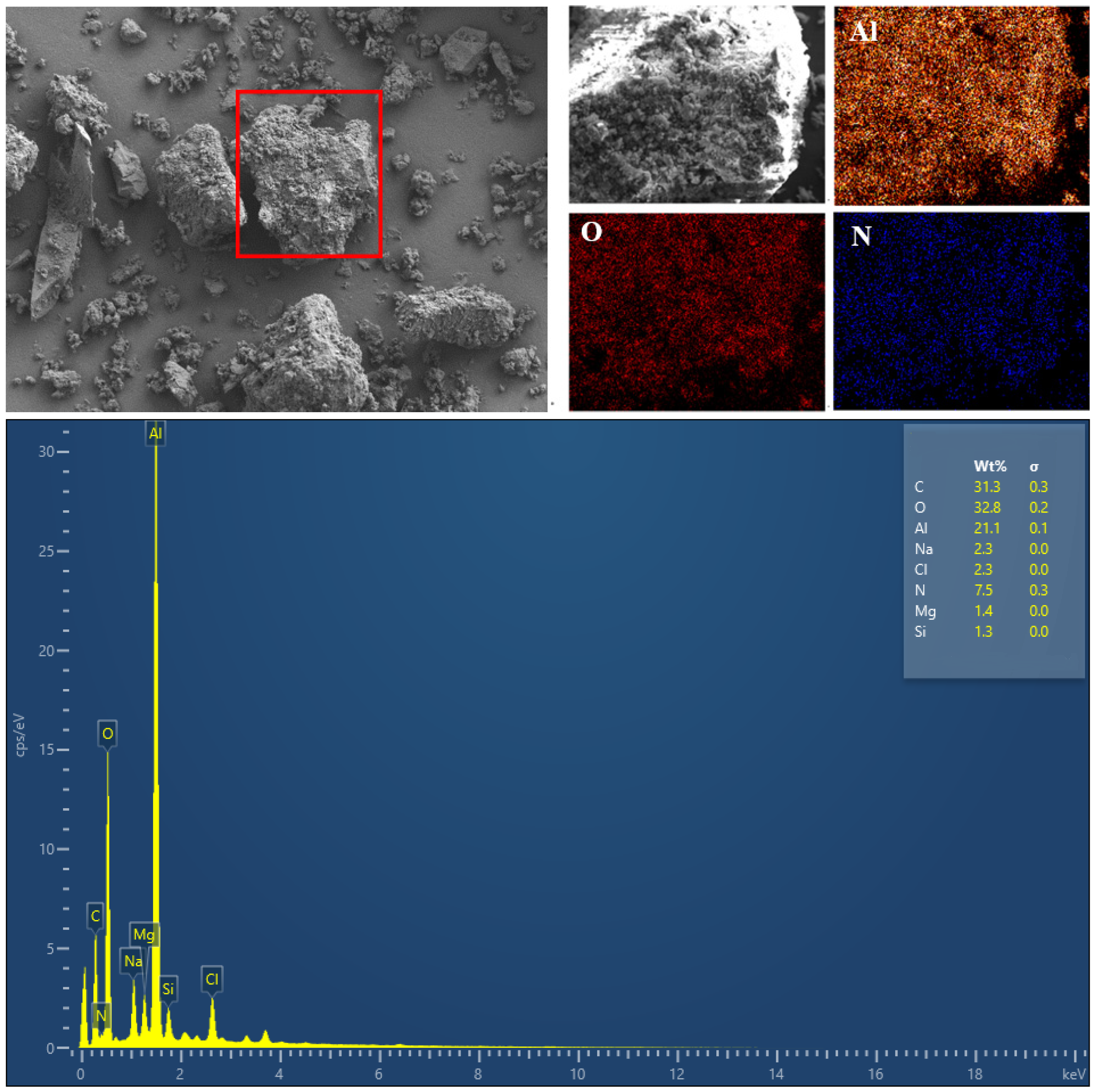
- SEM-EDS: the acceleration voltage was 10 kV, the magnification was 100–200 k, and the secondary electron resolution was 1 nm.
- (3)
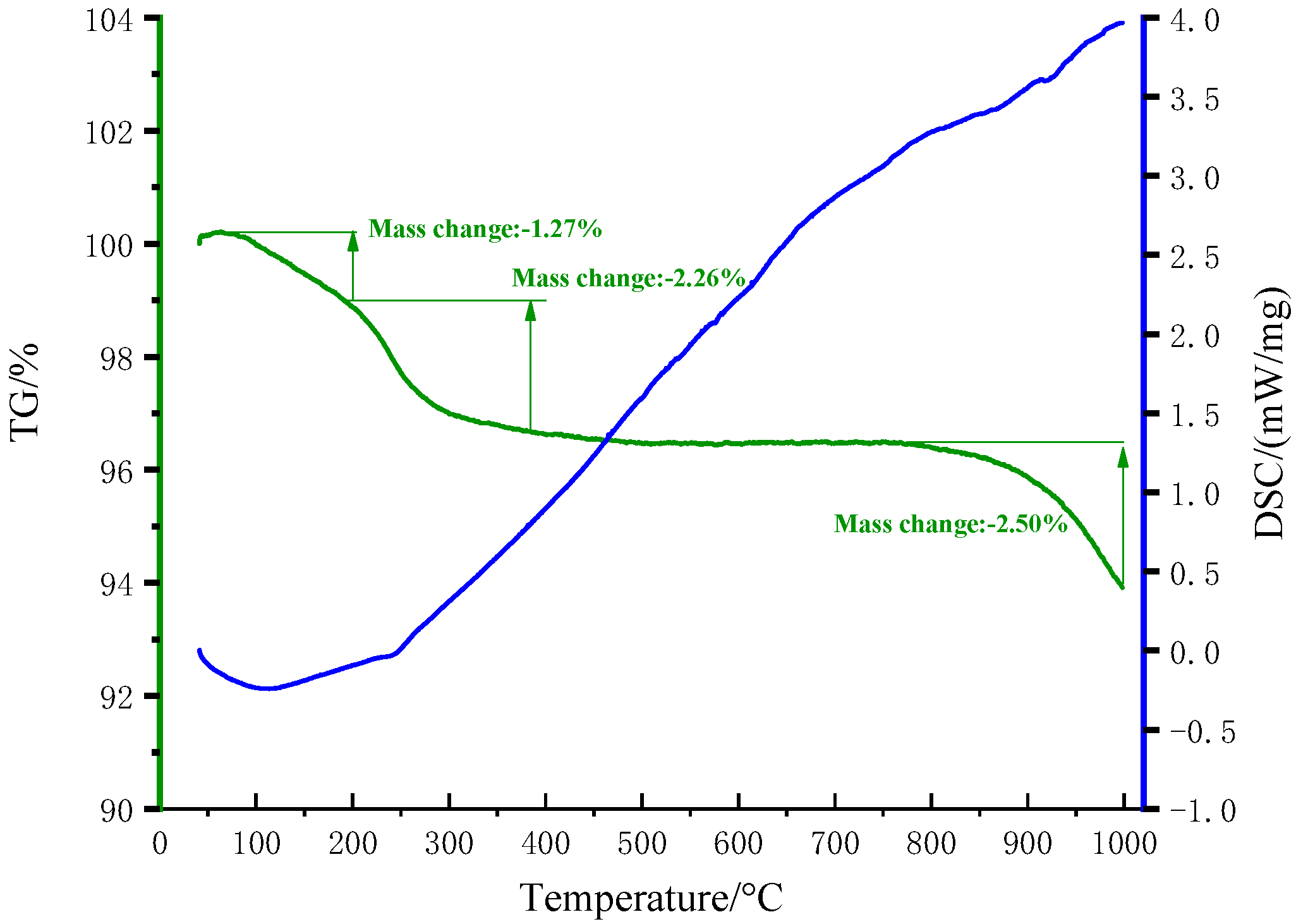
- TG-DSC: the heating rate was 10 °C/min, the weighing resolution was 0.1 μg, and the vacuum degree was 10−4 mbar.
2.2. Experimental Method
3. Results and Discussion
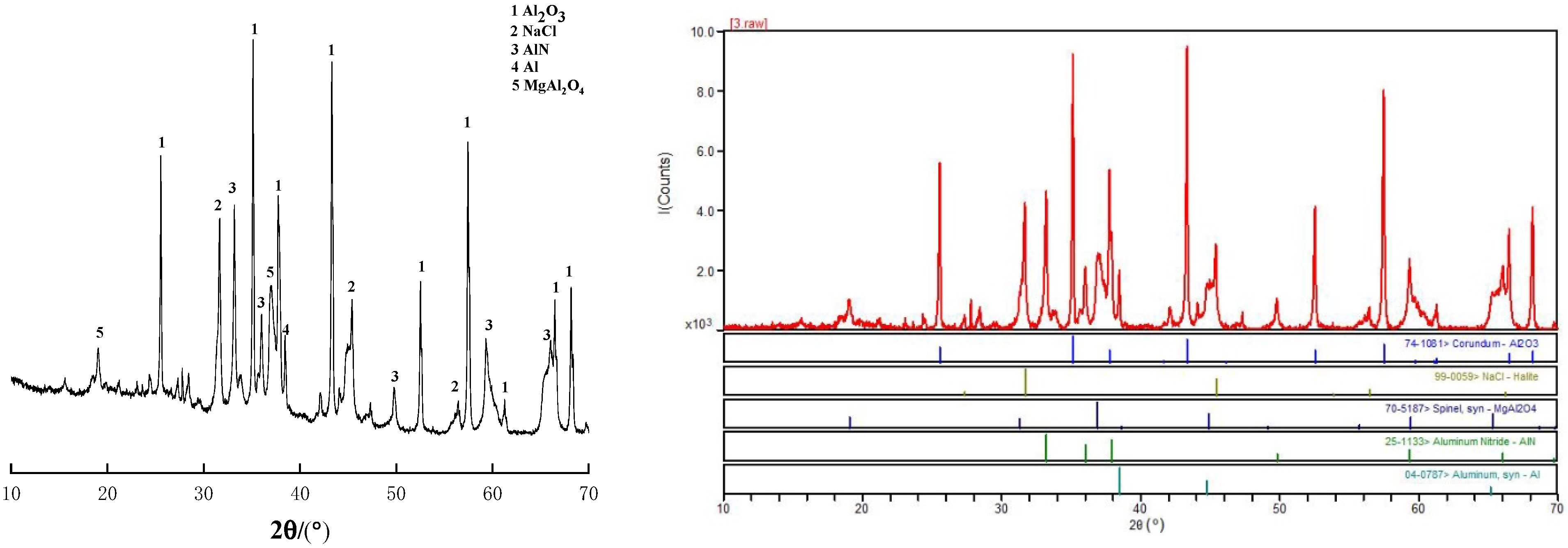
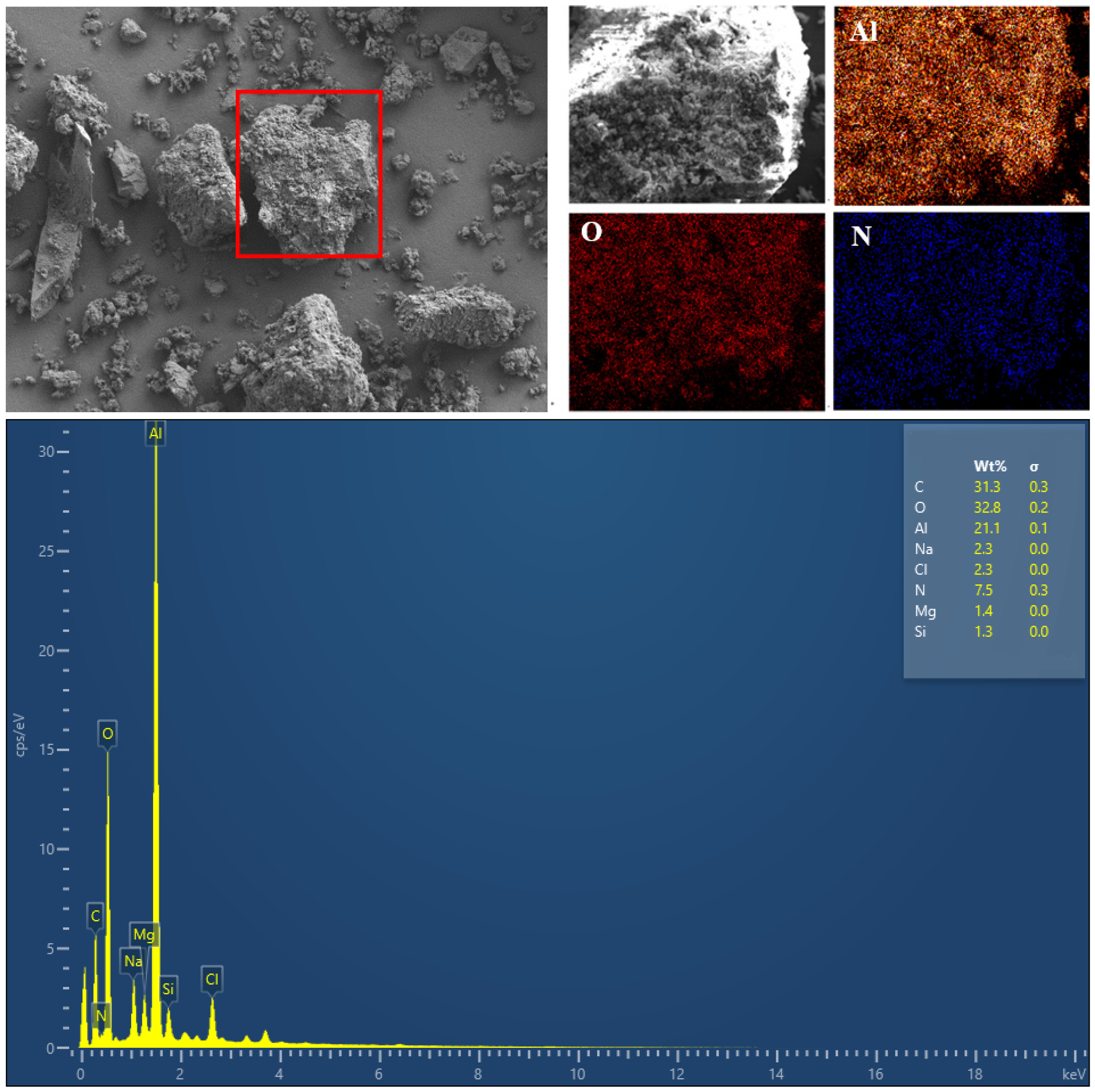
3.1. Nature of the Aluminum Dross
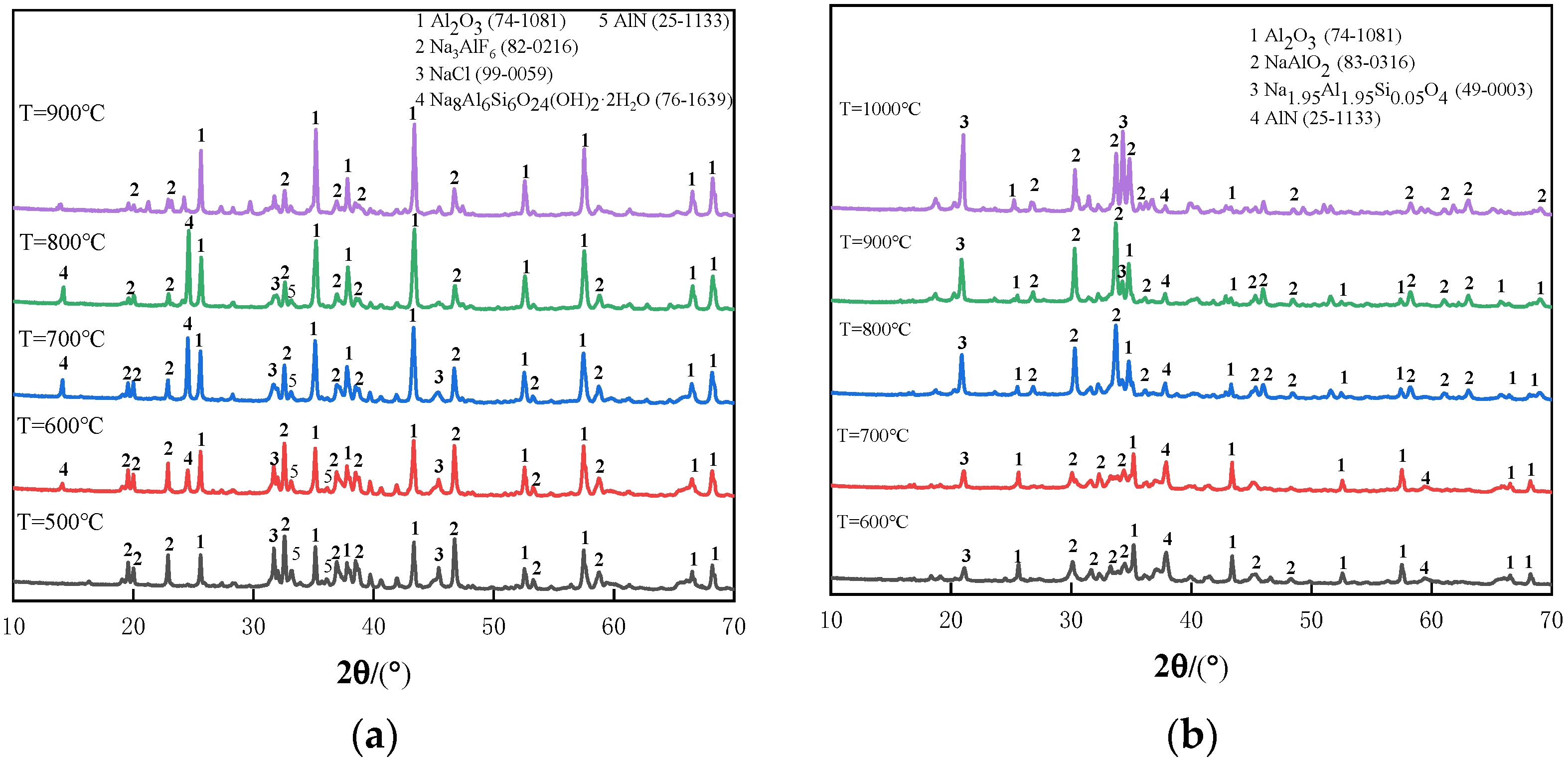
3.2. The Effect of Cryolite and Sodium Carbonate on the Nitrogen Removal of High-Nitrogen Aluminum Dross by Roasting
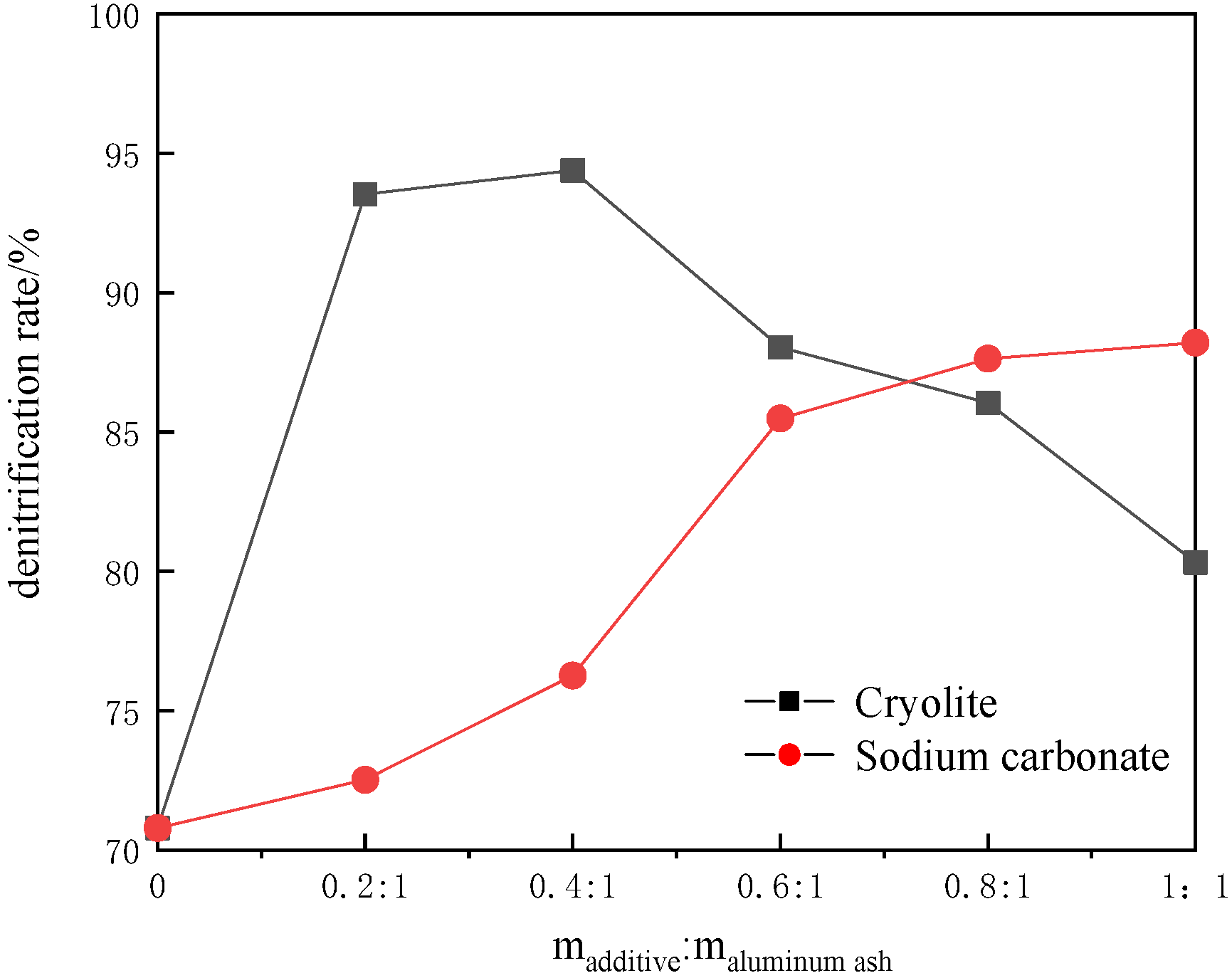
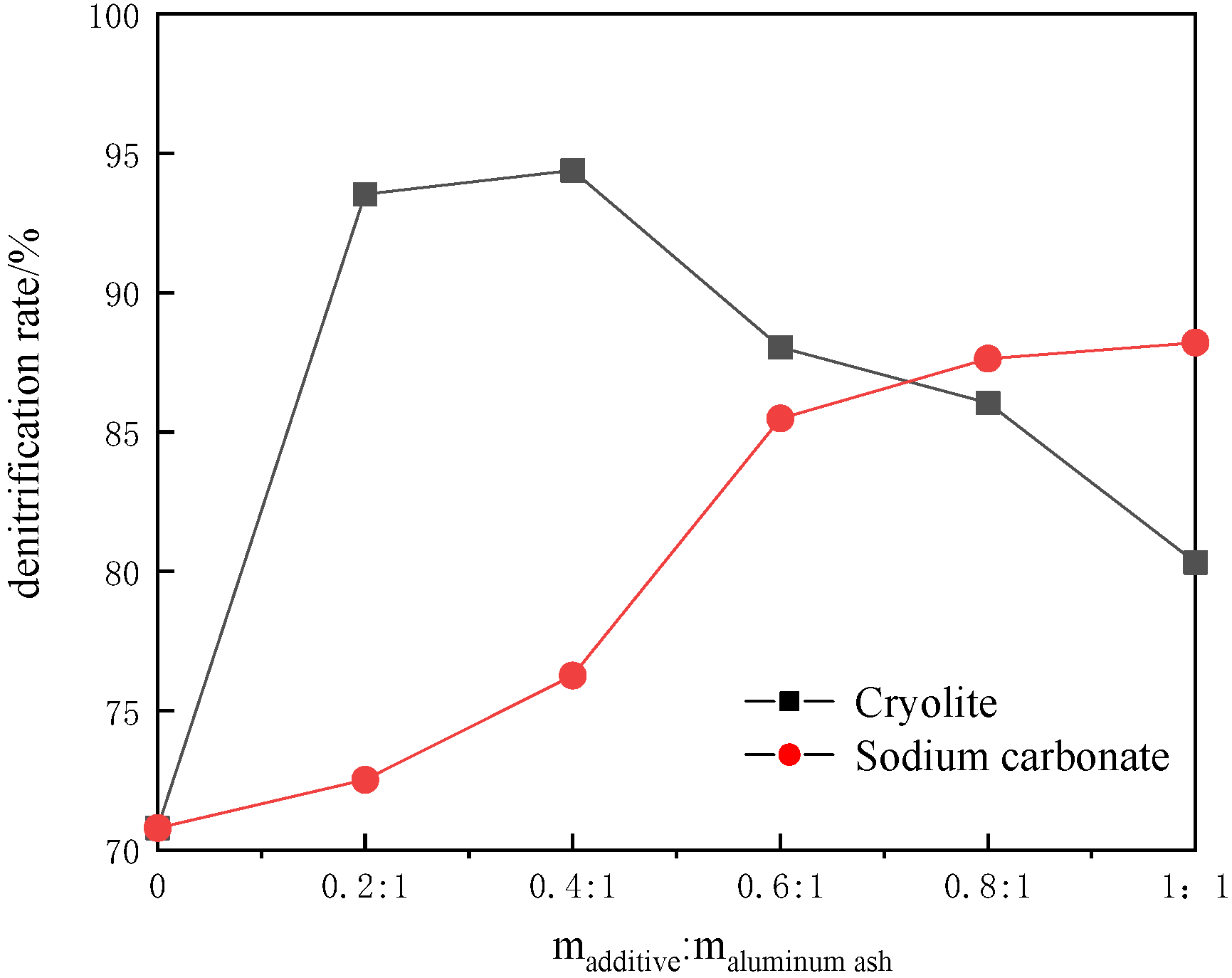
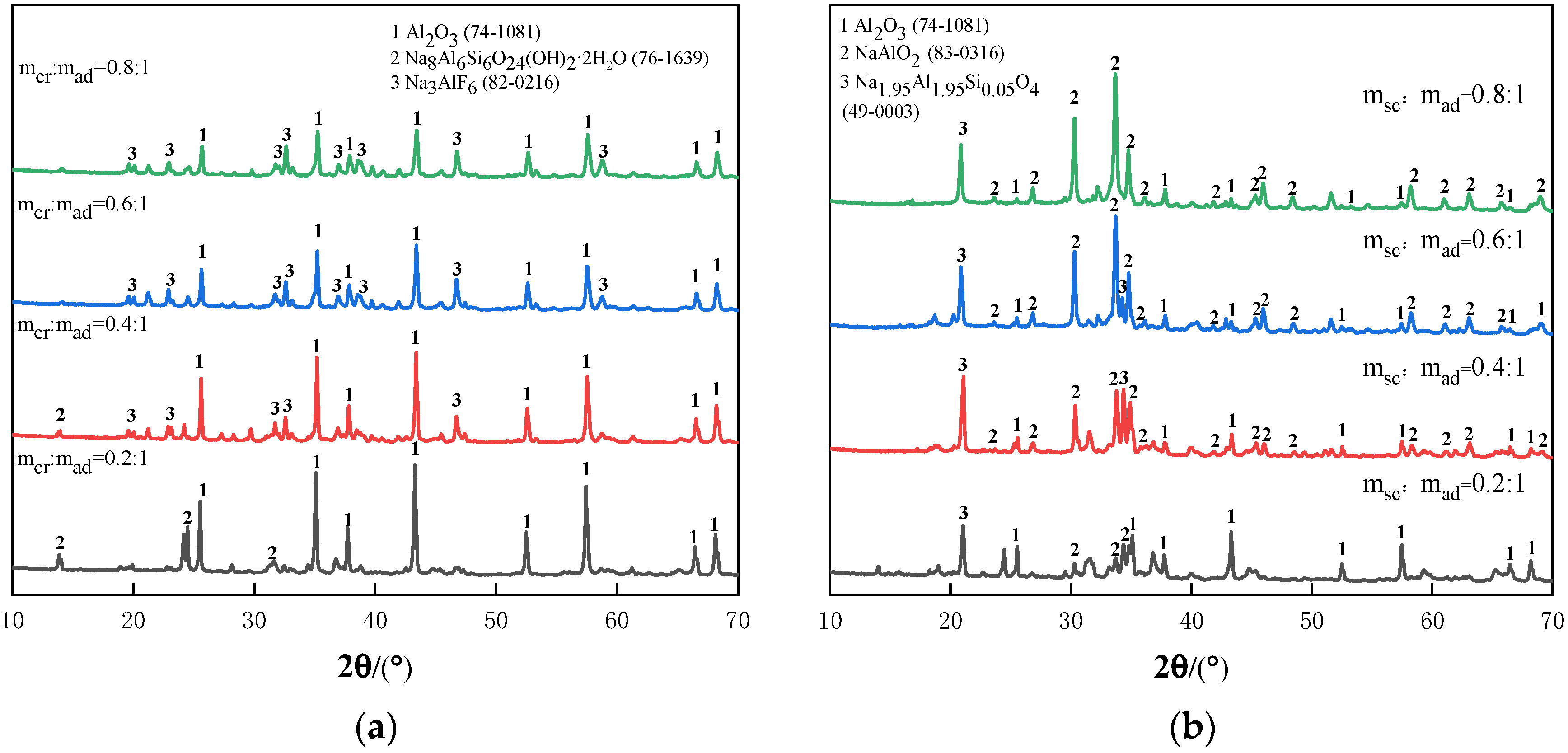
3.2.1. The Effect of the Additive Ratio on the Nitrogen Removal of High-Nitrogen Aluminum Dross by Roasting
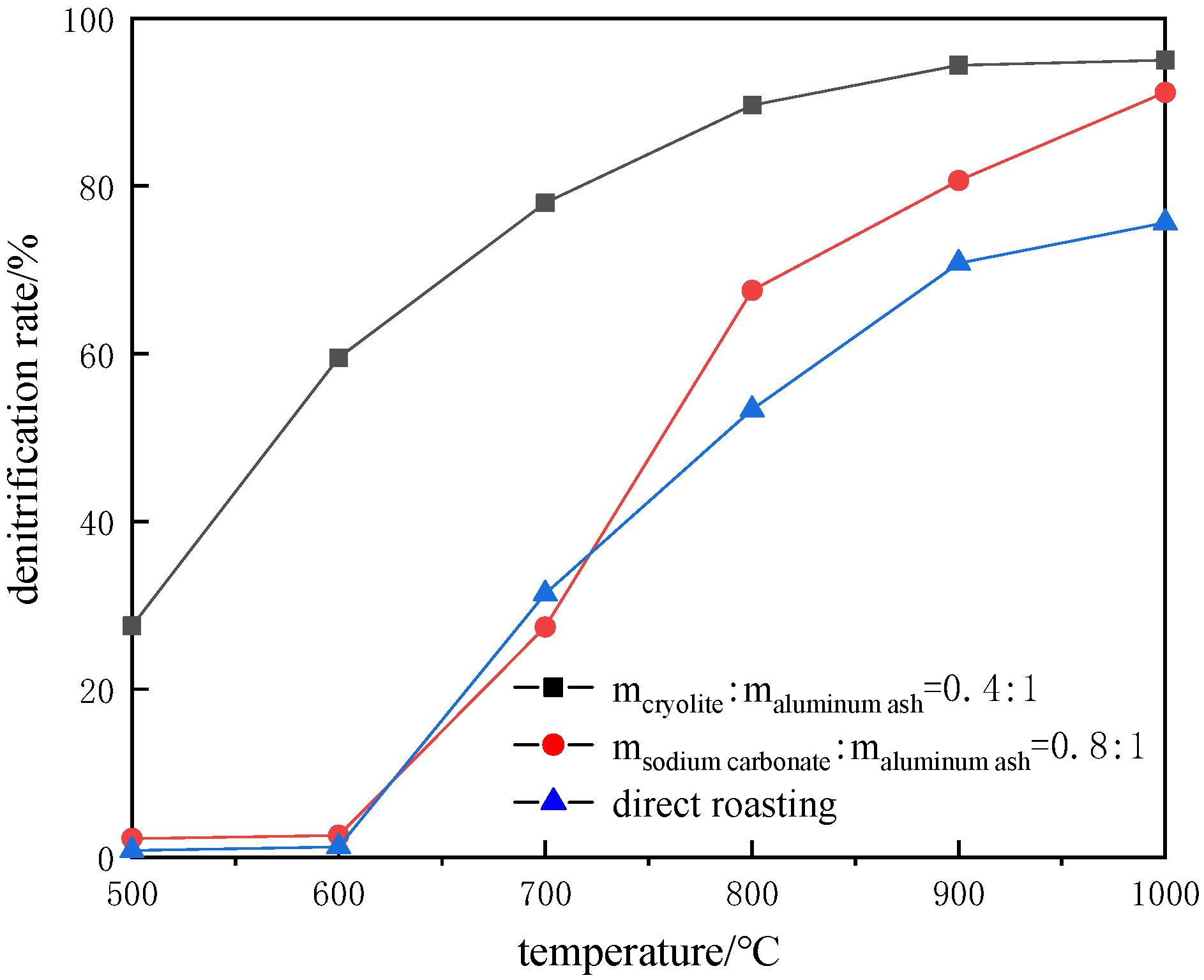
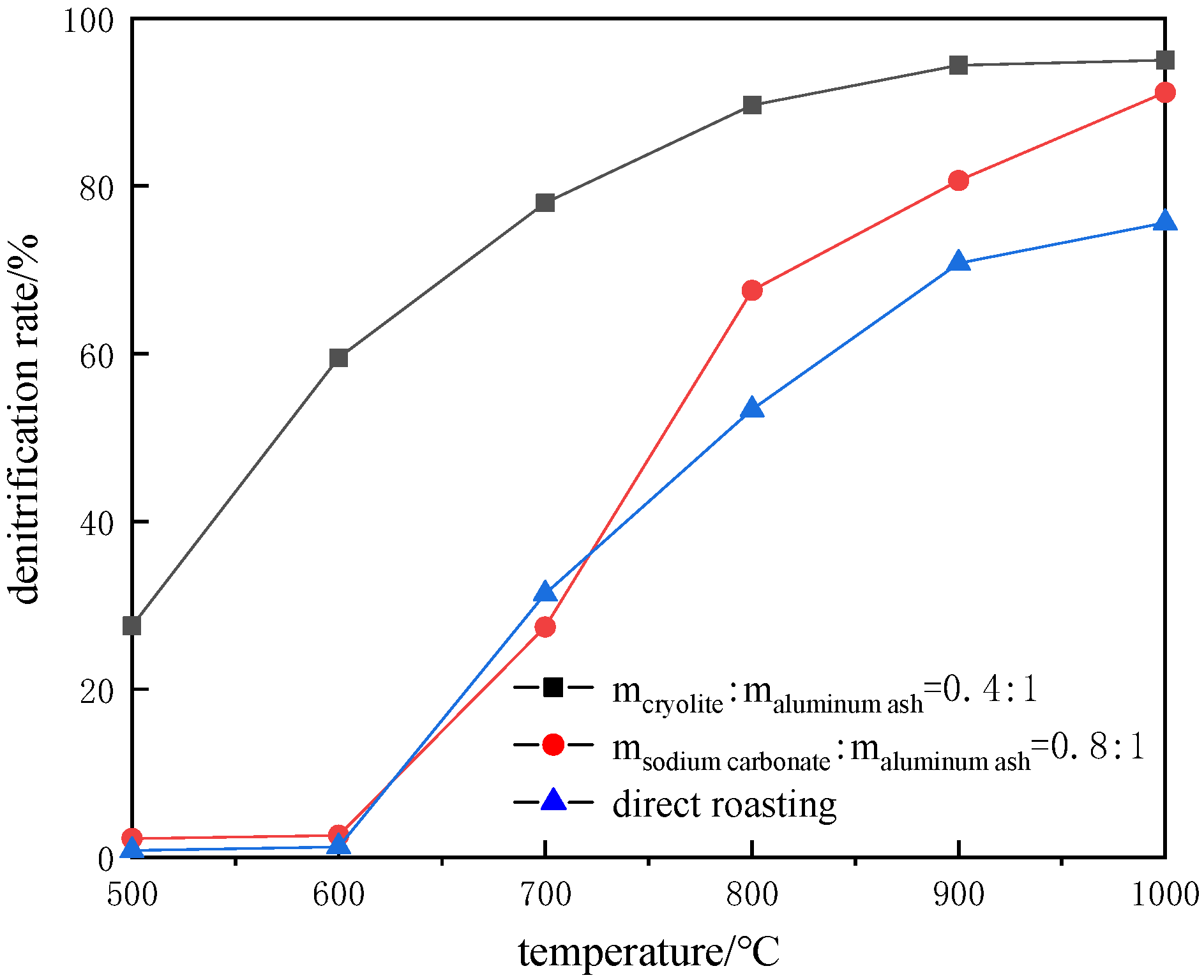
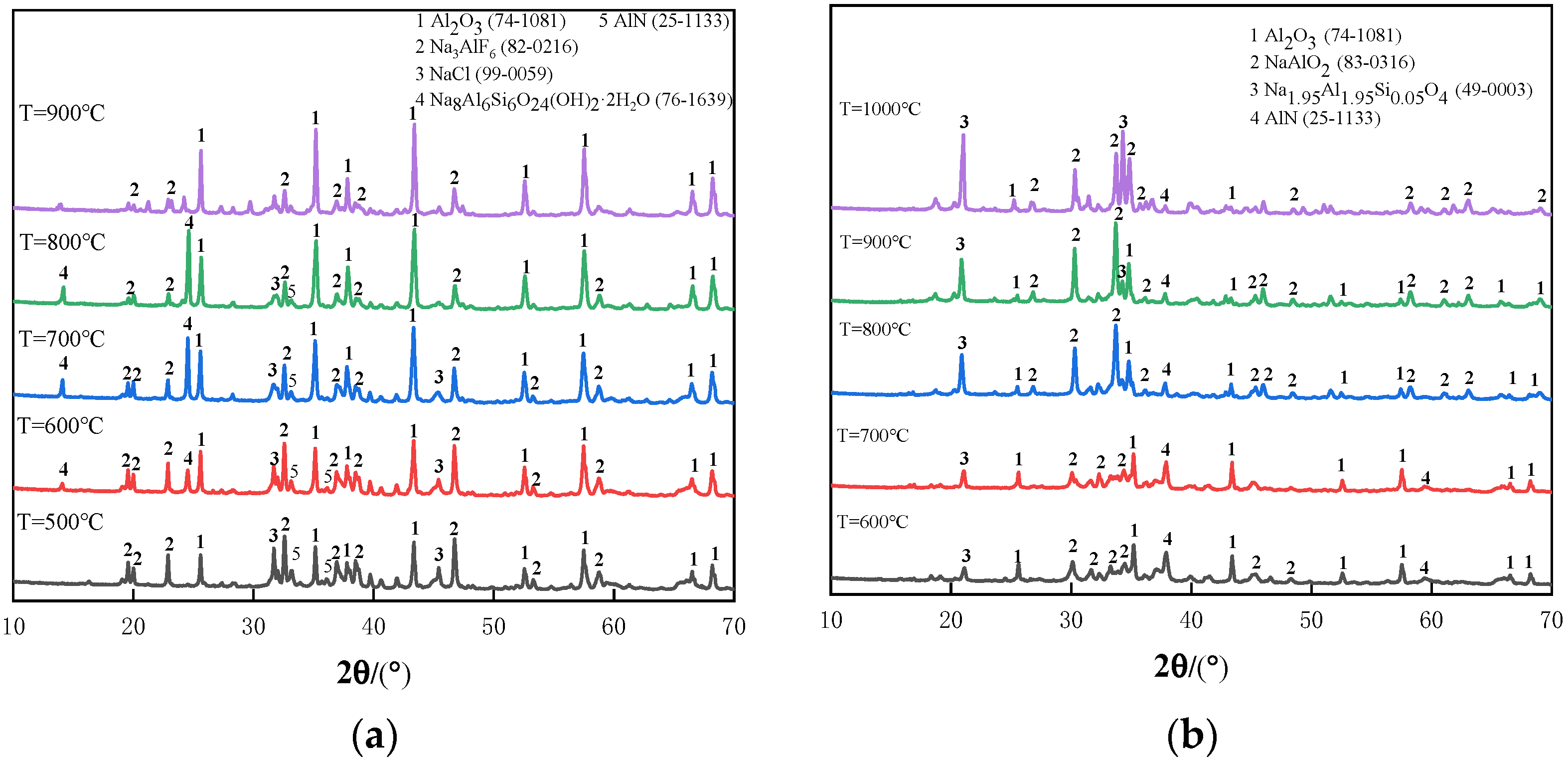
3.2.2. The Effect of Roasting Temperature on the Nitrogen Removal of High-Nitrogen Aluminum Dross by Roasting
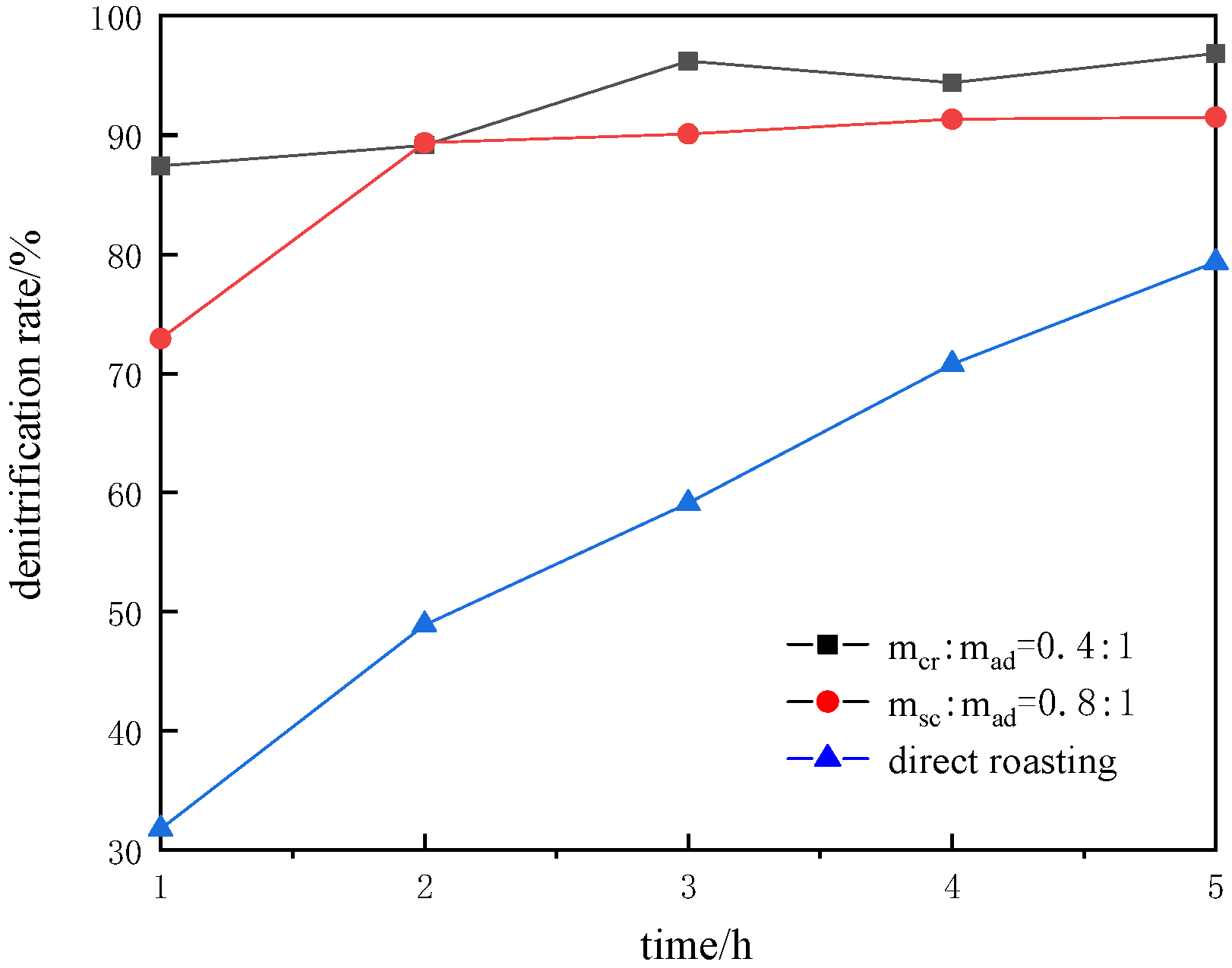
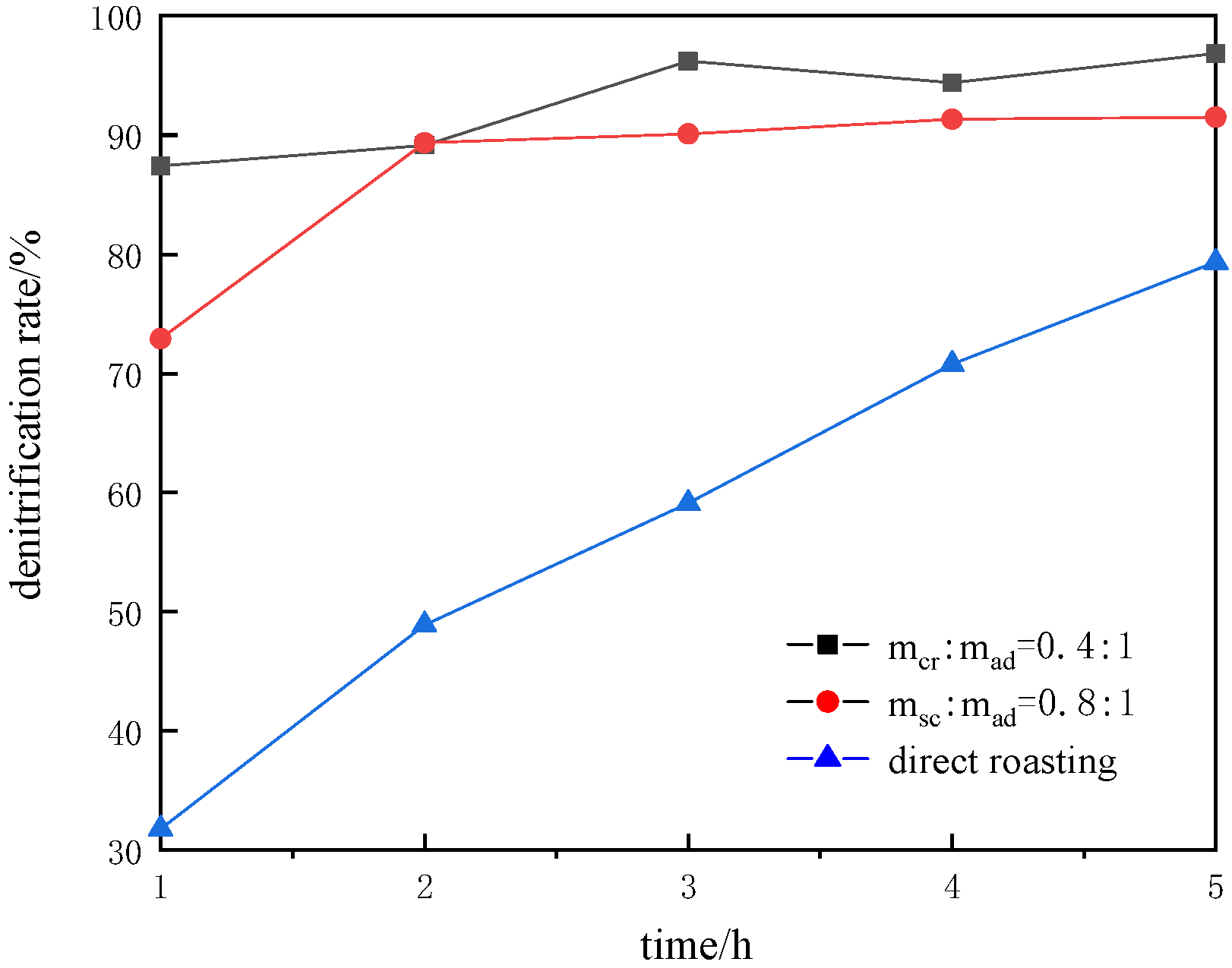
3.2.3. The Effect of Roasting Time on the Nitrogen Removal of High-Nitrogen Aluminum Dross by Roasting
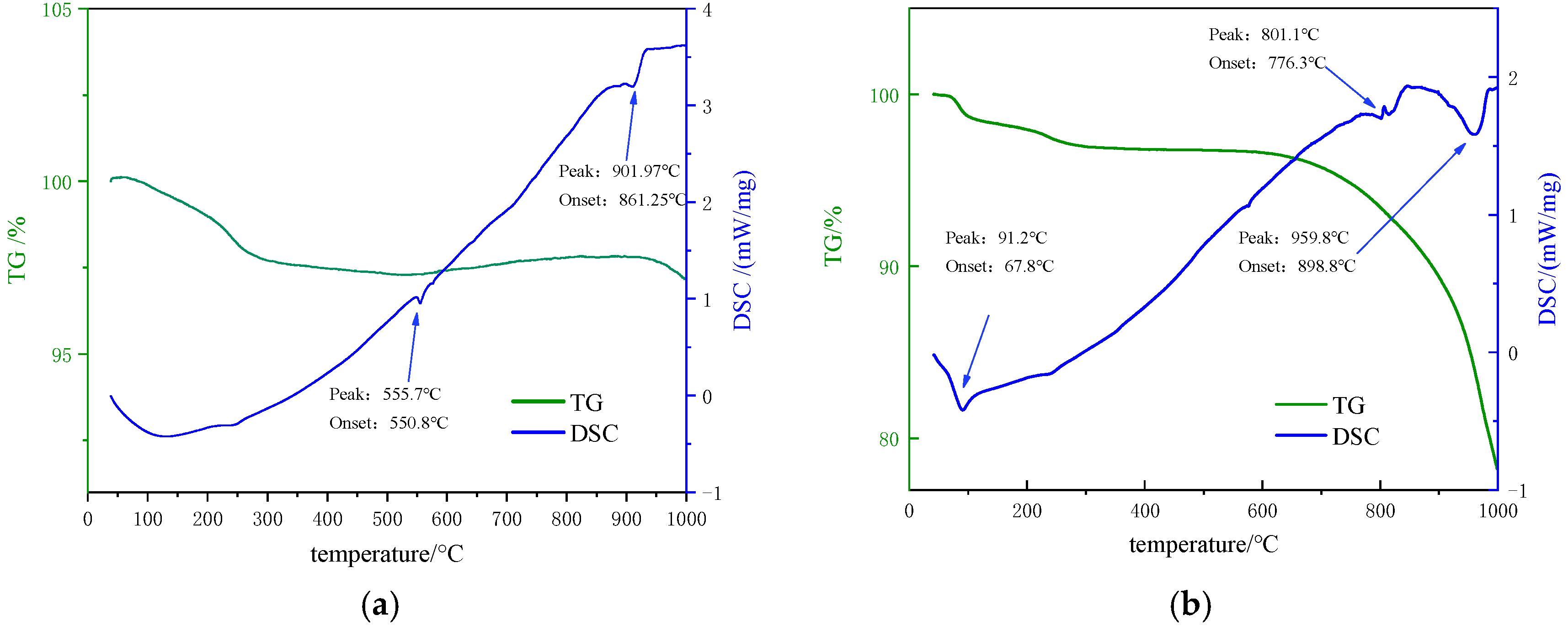
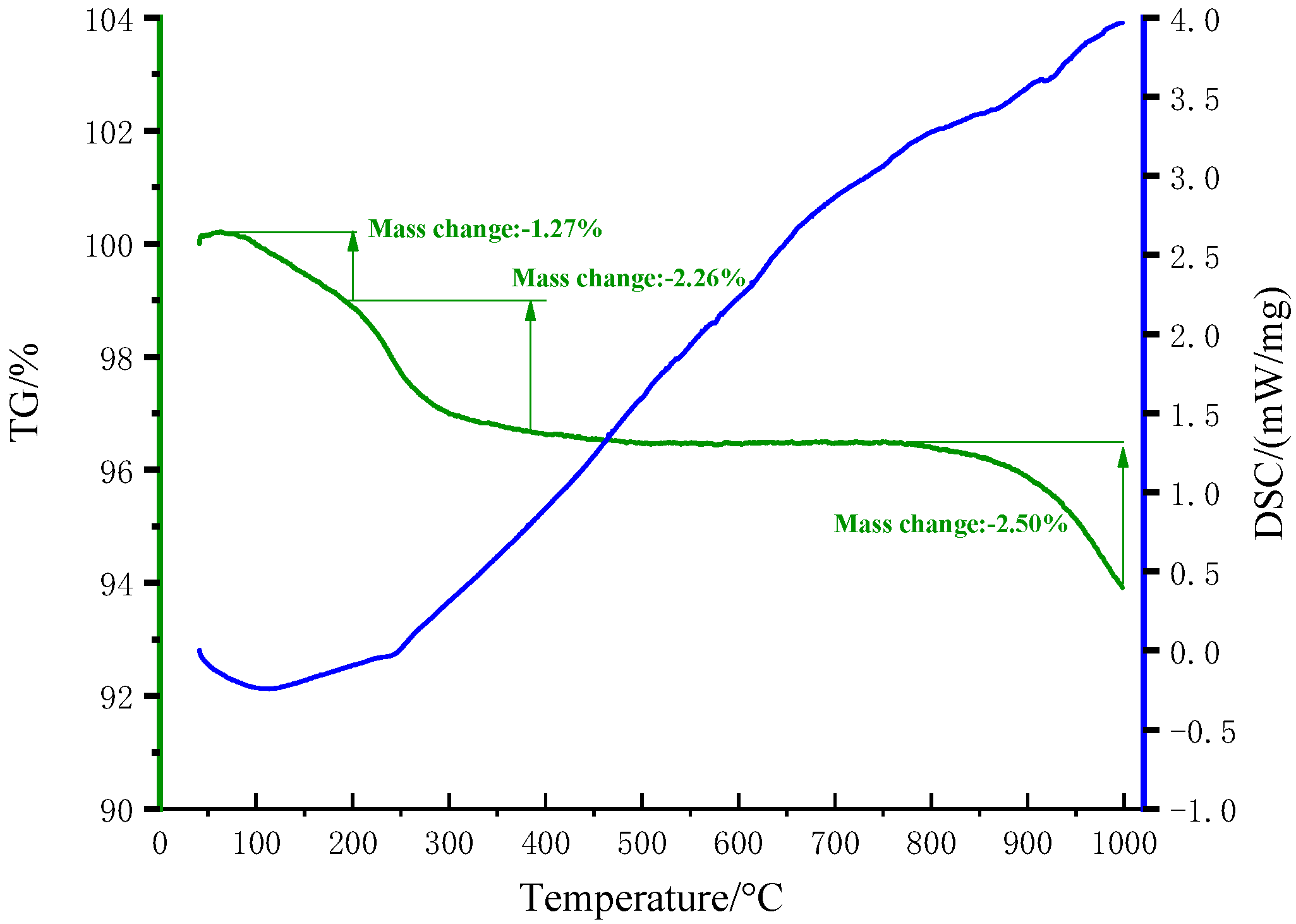
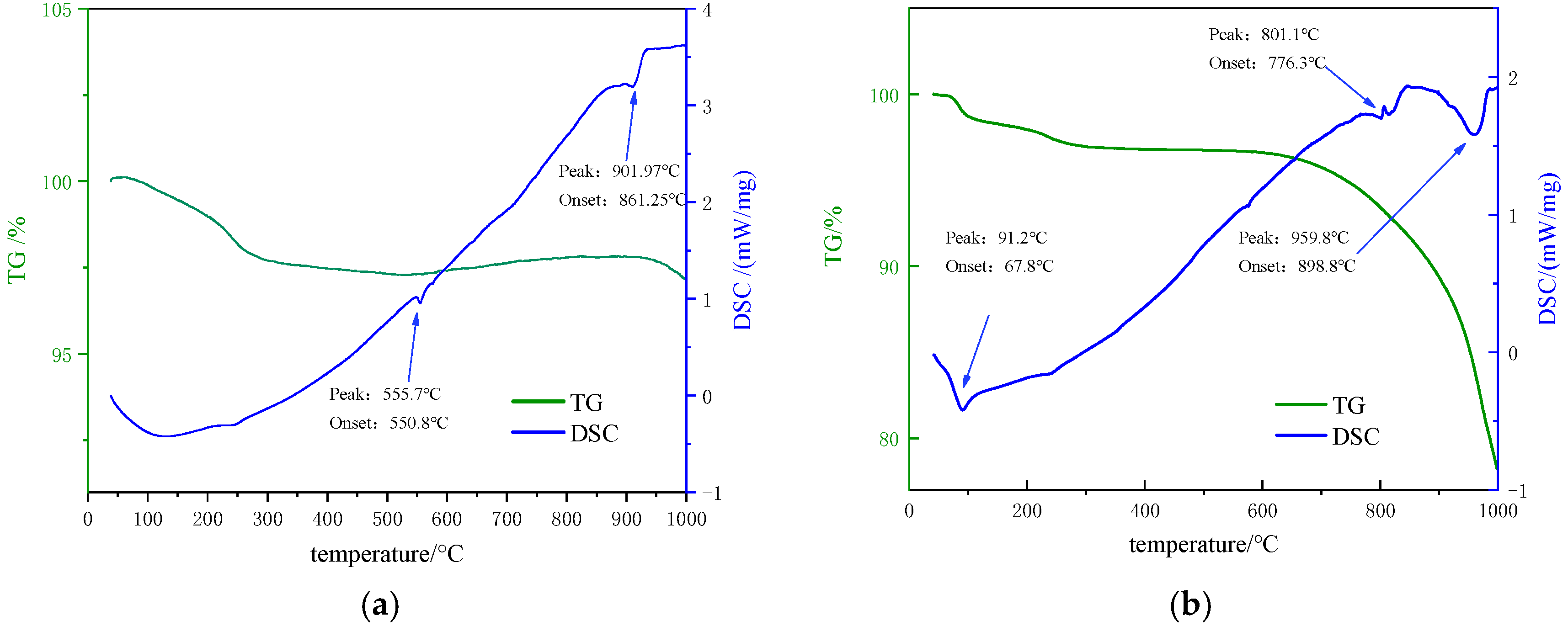
3.3. TG-DSC Analysis
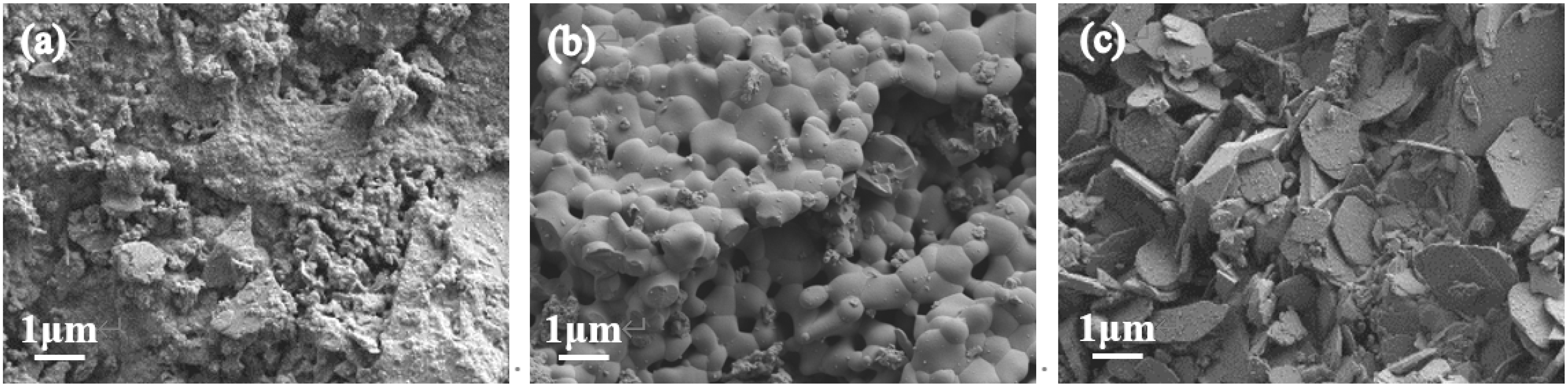
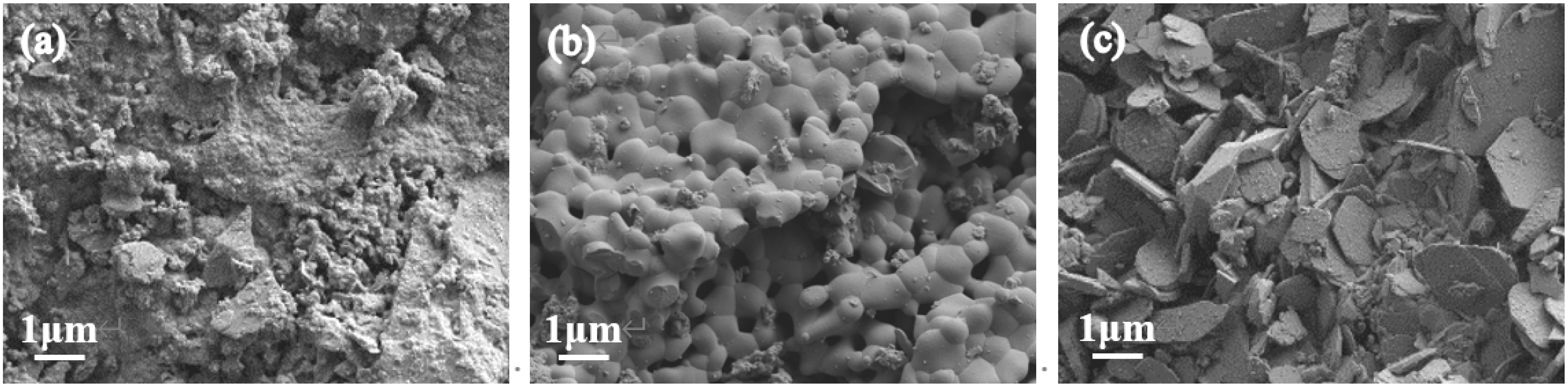
3.4. Morphology of the Samples before and after Roasting
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ministry of Ecology and Environment of the People’s Republic of China. National List of Hazardous Wastes (2021 Edition), Order No. 15 of the Ministry of Ecology and Environment; Ministry of Ecology and Environment of the People’s Republic of China: Beijing, China, 2021.
- Sarker, S.; Alam, Z.; Qadir, R.; Gafur, M.; Moniruzzaman, M. Extraction and characterization of alumina nanopowders from aluminum dross by acid dissolution process. Int. J. Miner. Metall. Mater. 2015, 22, 429–436. [Google Scholar] [CrossRef]
- Lv, S.S.; Zhang, J.Q.; Ni, H.J.; Wang, X.X.; Zhu, Y.; Gu, T. Study on Preparation of Aluminum Ash Coating Based on Plasma Spray. Appl. Sci. 2019, 9, 4980. [Google Scholar] [CrossRef] [Green Version]
- Ni, H.J.; Zhang, J.Q.; Lv, S.S.; Gu, T.; Wang, X.X. Performance Optimization of Original Aluminum Ash Coating. Coatings 2020, 10, 831. [Google Scholar] [CrossRef]
- Tsakiridis, P.; Ouatadakis, P.; Agatzini, L. Aluminium recovery during black dross hydrothermal treatment. J. Environ. Chem. Eng. 2013, 1, 23–32. [Google Scholar] [CrossRef]
- Mahinroosta, M.; Allahverdi, A. Enhanced alumina recovery from secondary aluminum dross for high purity nanostructured γ-alumina powder production: Kinetic study. J. Environ. Manag. 2018, 212, 278–291. [Google Scholar] [CrossRef] [PubMed]
- Mirian, C.S.; Raphael, H. Effect of disposal of aluminum recycling waste in soil and water bodies. Environ. Earth Sci. 2016, 75, 1–10. [Google Scholar]
- Bruckard, W.J.; Woodcock, J.T. Recovery of valuable materials from aluminium salt cakes. Int. J. Miner. Process. 2009, 93, 1–5. [Google Scholar] [CrossRef]
- Wang, J.H.; Zhong, Y.Q.; Tong, Y.; Xu, X.L.; Lin, G.Y. Removal of AlN from secondary aluminum dross by pyrometallurgical treatment. J. Cent. South Univ. 2021, 28, 386–397. [Google Scholar] [CrossRef]
- Li, Y.; Peng, L.; Wang, H.; Qing, Z.; Qu, Y.; Li, Y.; Li, C.; Wang, Y. Experimental study on denitrification and fluorine fixation of secondary aluminum dross by high temperature roasting. Conserv. Util. Miner. Resour. 2020, 40, 133–140. (In Chinese) [Google Scholar]
- Cong, L.L.; Wang, F.; Jin, Y.; Yuan, Y.J. Determination of aluminum nitride in aluminum dross by Kjeldahl method. Chem. Anal. Meterage 2020, 29, 63–66. (In Chinese) [Google Scholar]
- Huang, Y.X.; Sun, W.Z. Common Chemical Element Analysis Methods; Chemical Industry Press: Beijing, China, 2008; pp. 217–220. (In Chinese) [Google Scholar]
- Lv, S.S.; Ni, W.; Ni, H.J.; Wang, X.X. Study on hydrolysis of aluminum dross based on orthogonal experiment and nonlinear regression analysis. Nonferr. Met. Eng. 2019, 9, 52–56. (In Chinese) [Google Scholar]
- Bazhin, V.Y.; Boikov, A.V.; Sman, A.V.; Ivanov, P.V. Optoelectronic method for monitoring the state of the cryolite melt in aluminum electrolyzers. Russ. J. Non-Ferr. Met. 2015, 56, 6–9. [Google Scholar] [CrossRef] [Green Version]
- Jong, W.; Lee, H. Thermal and carbothermic decomposition of Na2CO3 and Li2CO3. Metall. Mater. Trans. B 2001, 32, 17–24. [Google Scholar]
- Guo, H.; Wang, J.; Zhang, X.; Zheng, F.; Li, P. Study on the extraction of aluminum from aluminum dross using alkali roasting and subsequent synthesis of mesoporous γ-alumina. Metall. Mater. Trans. B 2018, 49, 2906–2916. [Google Scholar] [CrossRef]
- Tang, L. Study on Conversion of Aluminum Nitride in Aluminum Dross during Roasting and Hydrolysis; Northeastern University: Boston, MA, USA, 2015. (In Chinese) [Google Scholar]
- Li, Y.; Chen, X.; Liu, B. Experimental Study on Denitrification of Black Aluminum Dross. JOM 2021, 73, 2635–2642. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Additive | Additive Ratio (g/g) | Roasting Temperature (°C) | Roasting Time (h) |
|---|---|---|---|
| Cryolite | Different additive ratio | 900 | 4 |
| 0.4:1 | Different temperature | 4 | |
| 0.4:1 | 900 | Different time | |
| Sodium carbonate | Different additive ratio | 900 | 4 |
| 0.8:1 | Different temperature | 4 | |
| 0.8:1 | 1000 | Different time |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lv, S.-S.; Zhang, Y.; Ni, H.-J.; Wang, X.-X.; Wu, W.-Y.; Lu, C.-Y. Effects of Additive and Roasting Processes on Nitrogen Removal from Aluminum Dross. Coatings 2022, 12, 730. https://doi.org/10.3390/coatings12060730
Lv S-S, Zhang Y, Ni H-J, Wang X-X, Wu W-Y, Lu C-Y. Effects of Additive and Roasting Processes on Nitrogen Removal from Aluminum Dross. Coatings. 2022; 12(6):730. https://doi.org/10.3390/coatings12060730
Chicago/Turabian StyleLv, Shuai-Shuai, Yu Zhang, Hong-Jun Ni, Xing-Xing Wang, Wei-Yang Wu, and Chun-Yu Lu. 2022. "Effects of Additive and Roasting Processes on Nitrogen Removal from Aluminum Dross" Coatings 12, no. 6: 730. https://doi.org/10.3390/coatings12060730
APA StyleLv, S.-S., Zhang, Y., Ni, H.-J., Wang, X.-X., Wu, W.-Y., & Lu, C.-Y. (2022). Effects of Additive and Roasting Processes on Nitrogen Removal from Aluminum Dross. Coatings, 12(6), 730. https://doi.org/10.3390/coatings12060730