Corrosion Behavior of a Cr-Al Coating Deposited on 304 Austenitic Stainless Steel by Multi-Arc Ion Plating in Liquid Lead–Bismuth Eutectic

Abstract
:1. Introduction
2. Materials and Methods
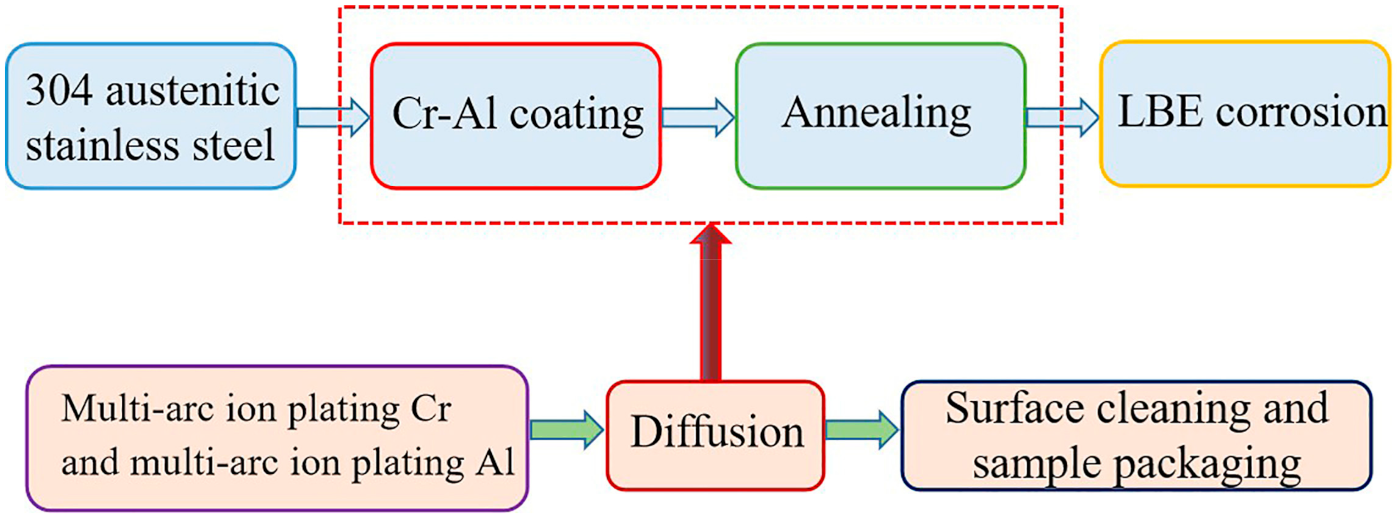
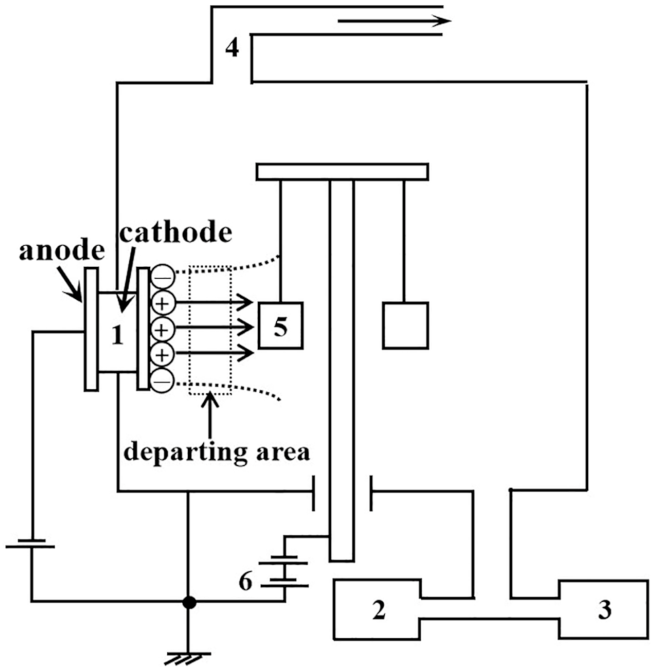
2.1. Coating Preparation
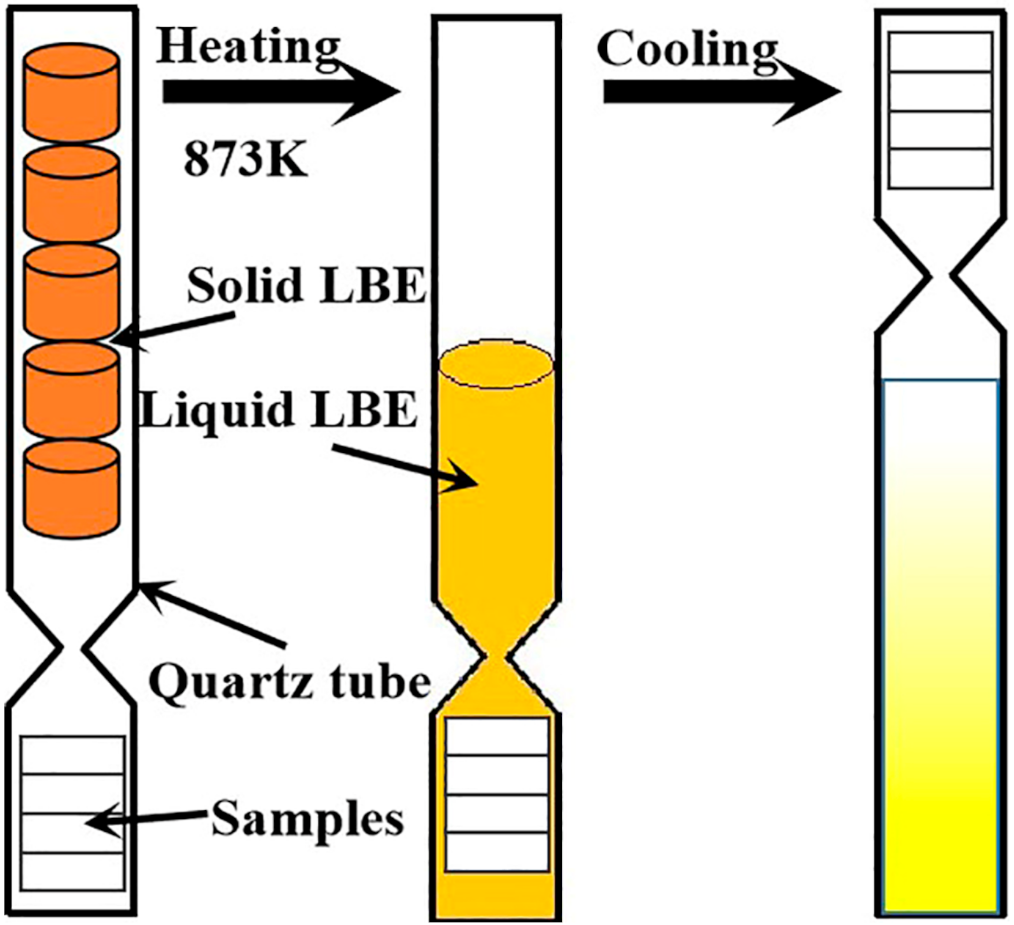
2.2. Corrosion Test
2.3. Coating Characterizations
3. Results and Discussion
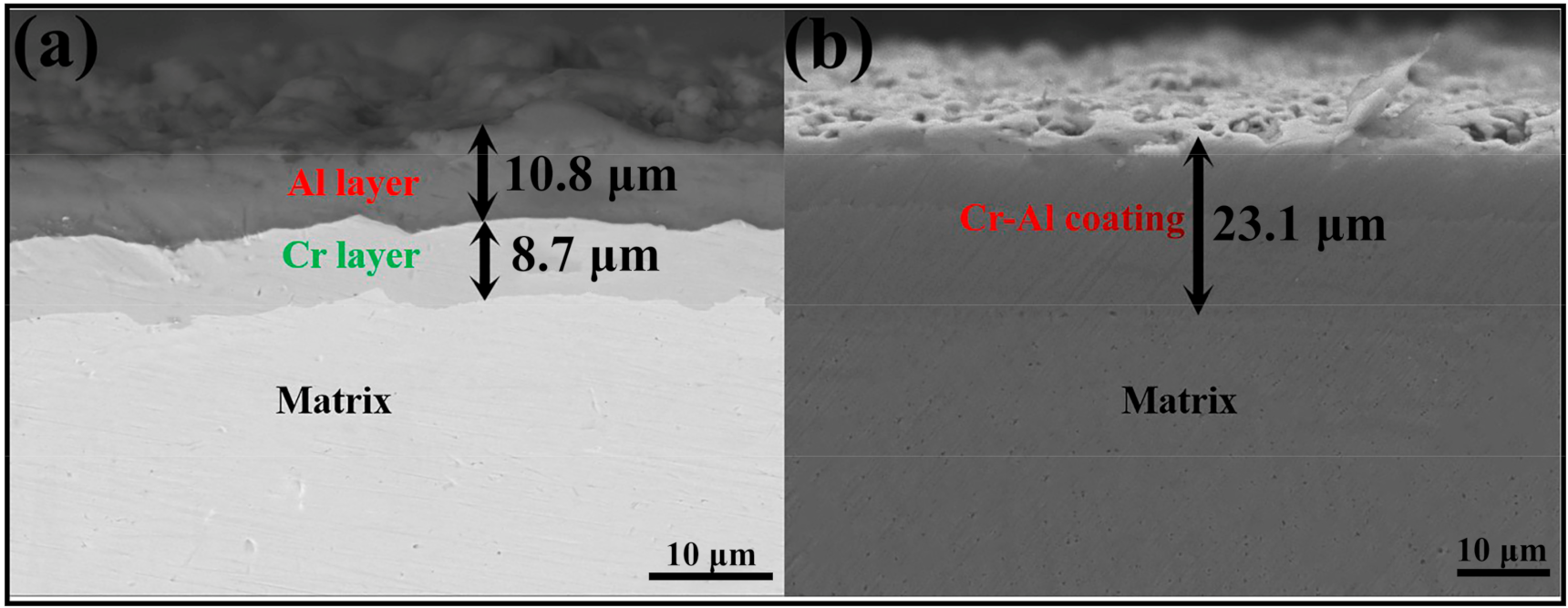
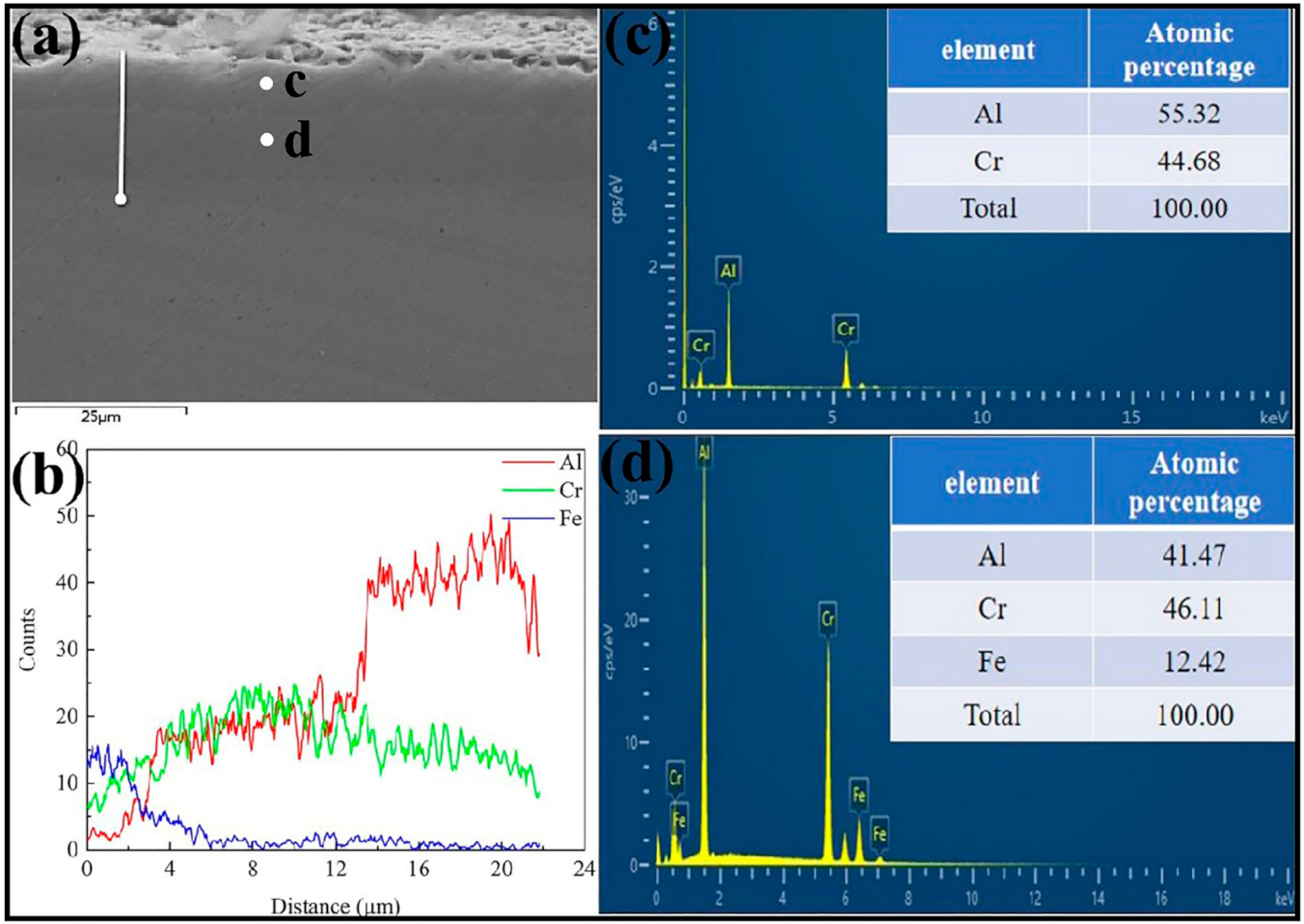
3.1. Microstructure Characterization of the Cr-Al Coating before Corrosion
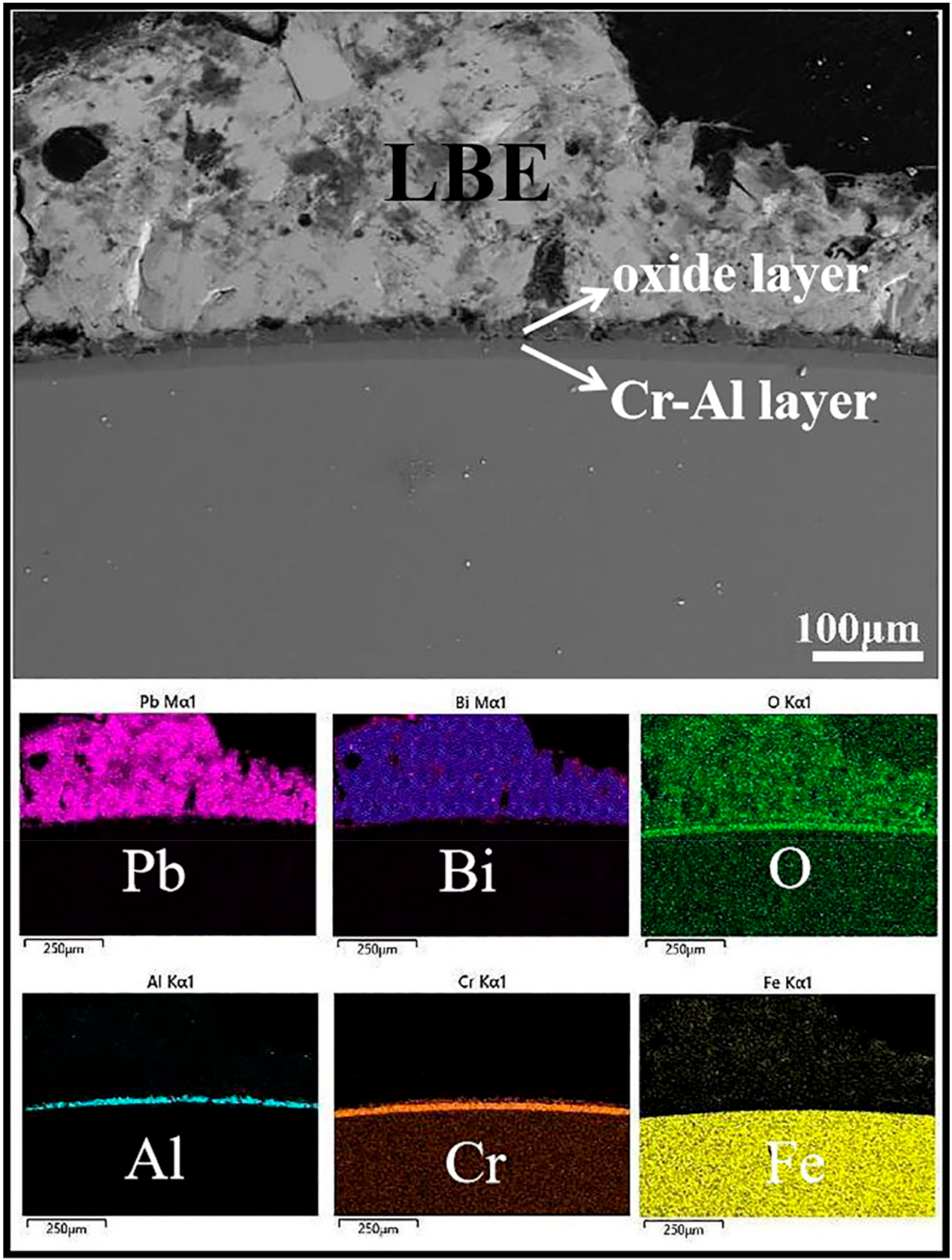
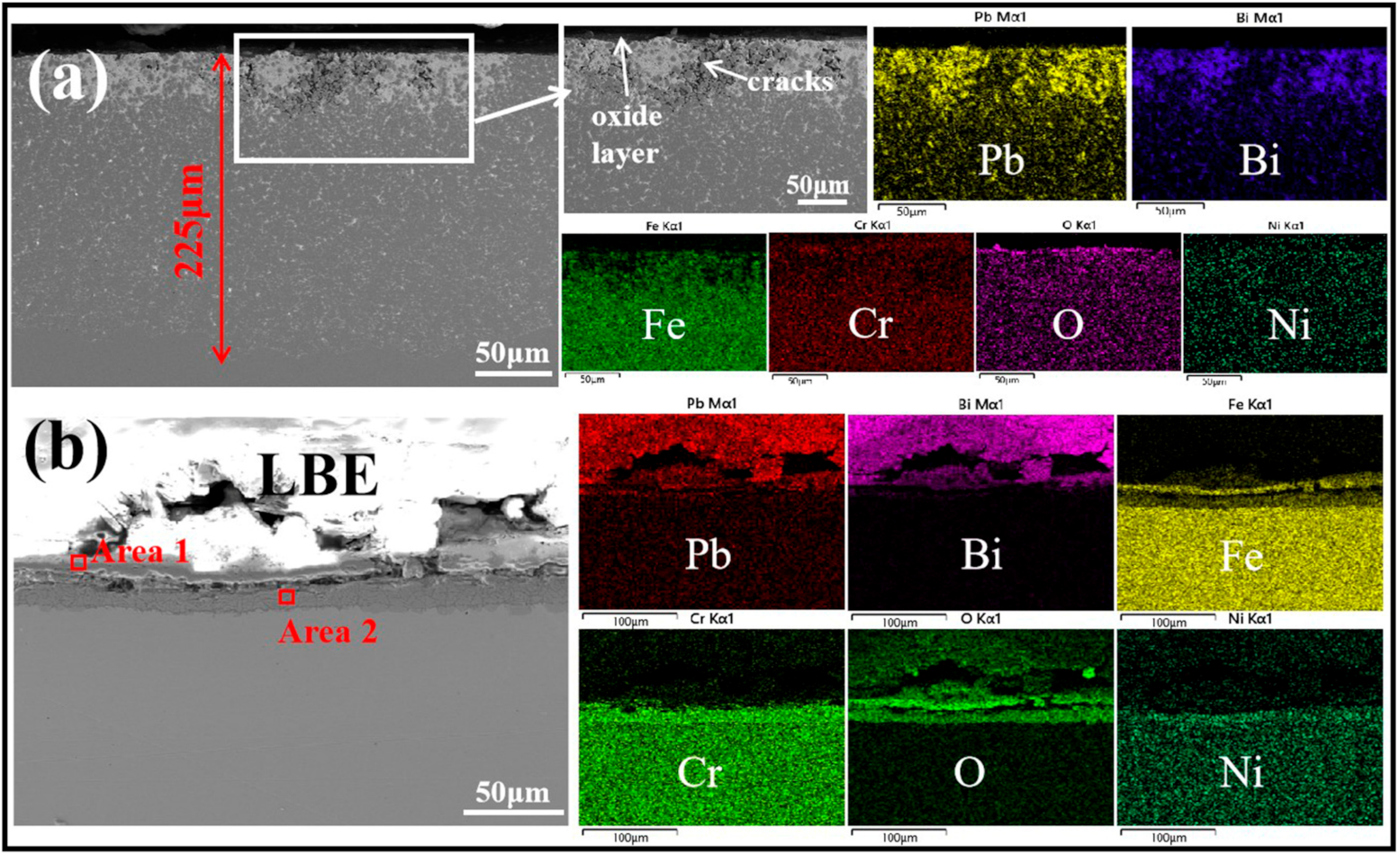
3.2. Cross-Sectional Microstructures after Corrosion
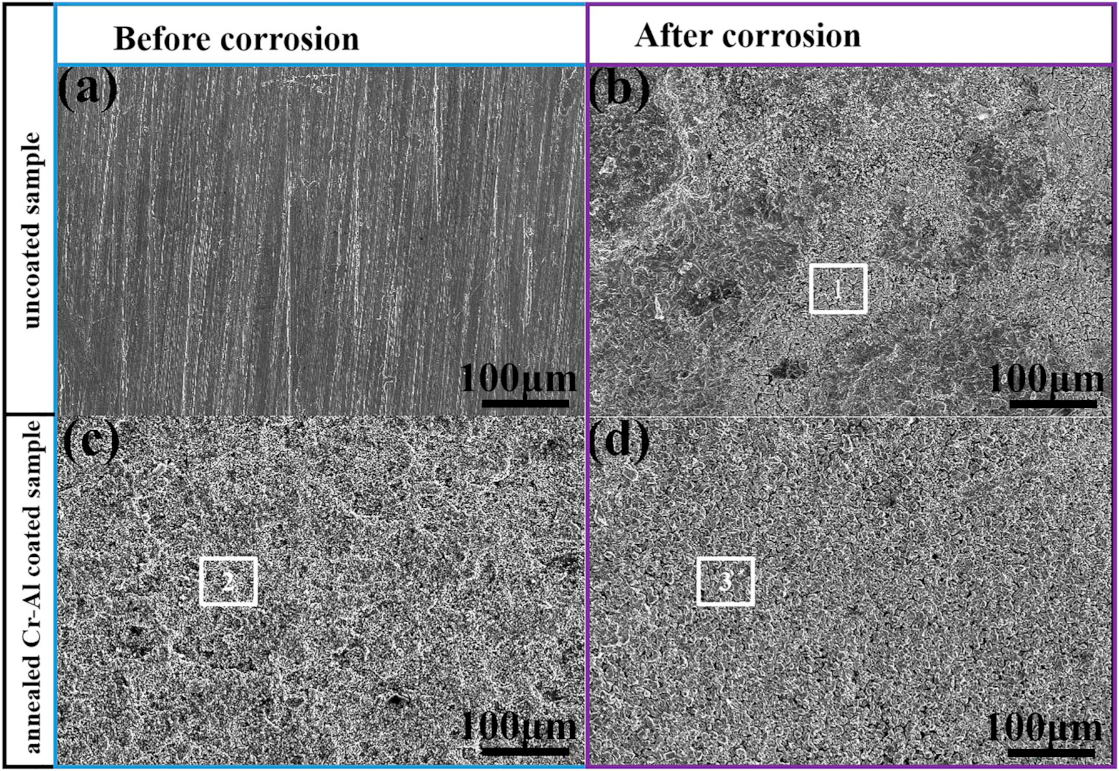
3.3. Surface Microstructures before and after Corrosion
4. Conclusions
- (1)
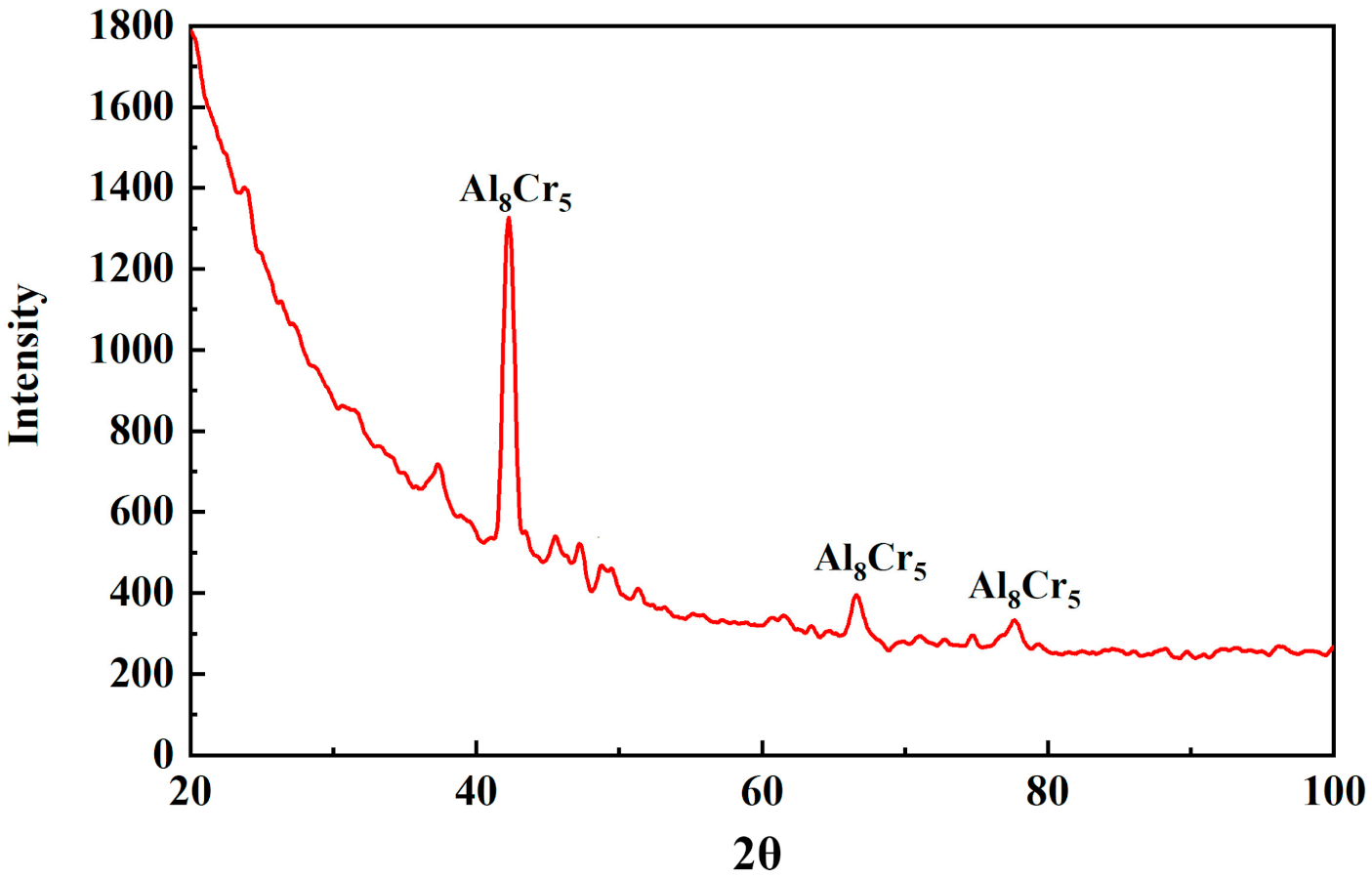
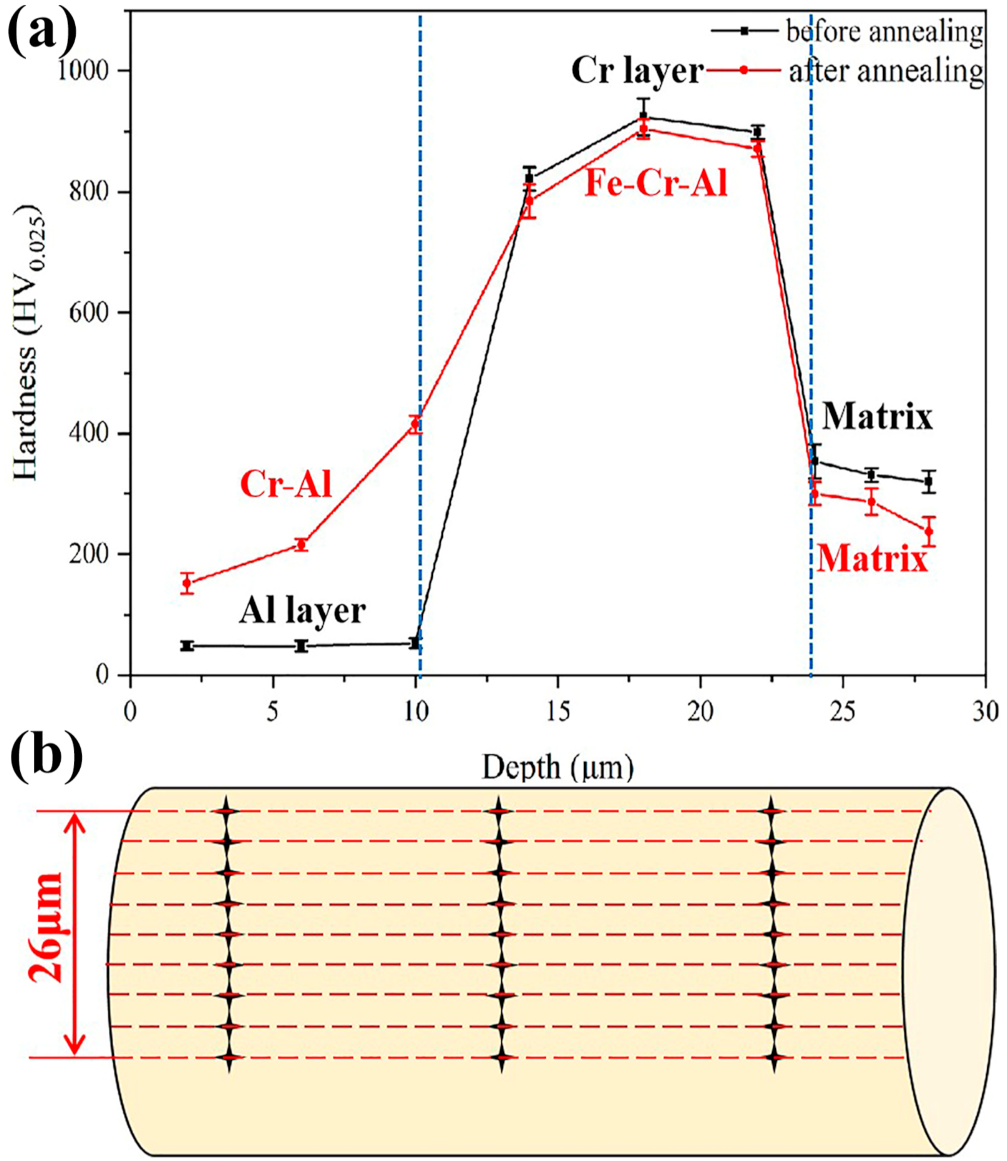
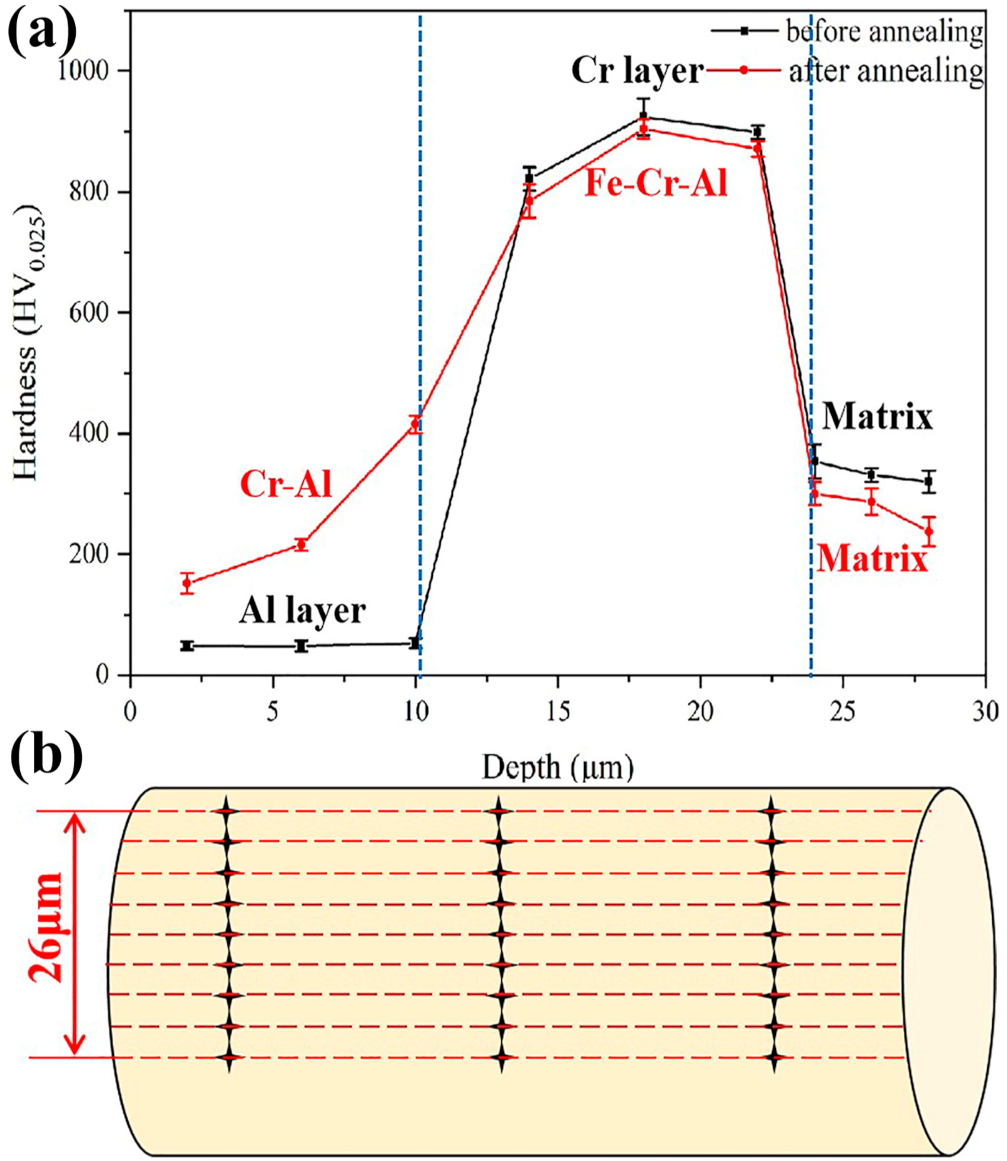
- The main phase for the surface of the Cr-Al coating after annealing was Al8Cr5. The annealed Cr-Al diffusion coating exhibited an average hardness of 260 HV, which is about five times as high as that of the Al coating before annealing, of which the average hardness was 48 HV.
- (2)
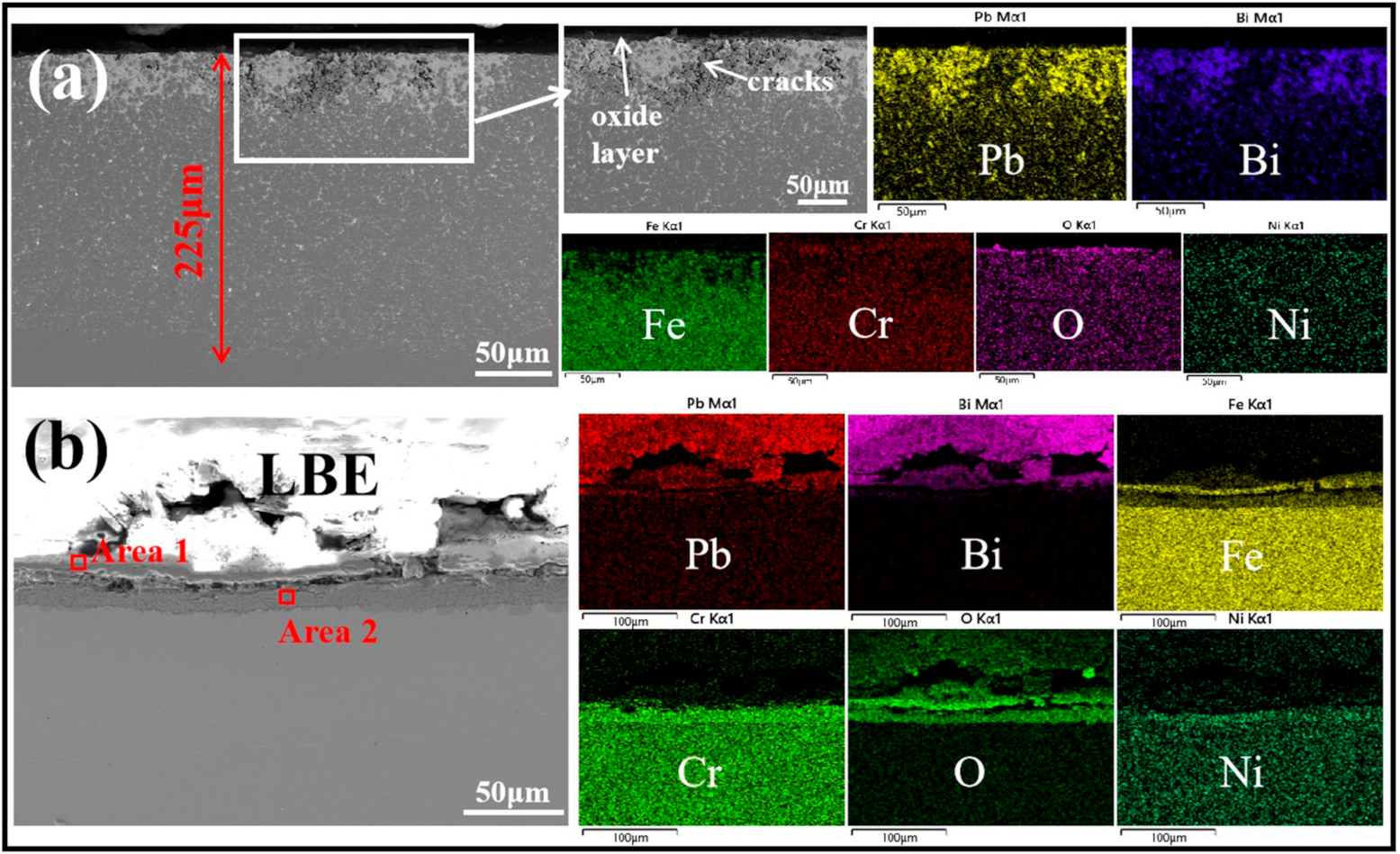
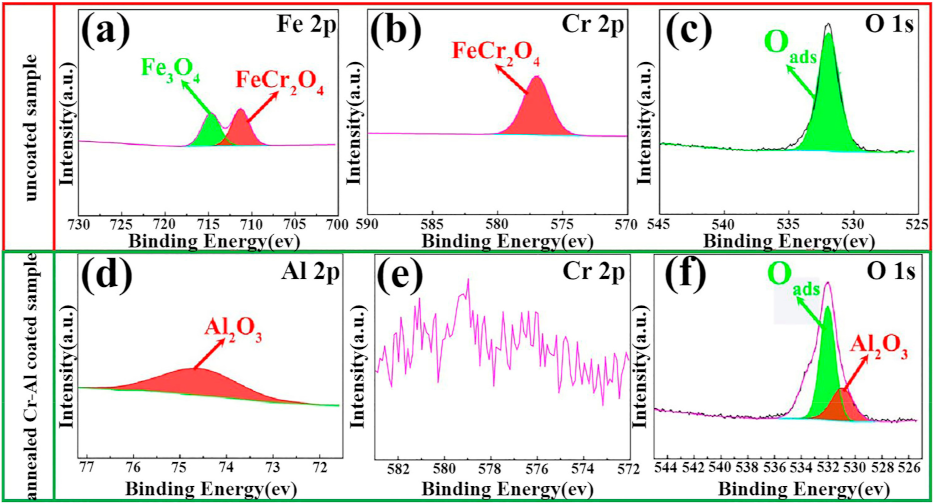
- The uncoated sample was corroded by the dissolution and oxidation of LBE severely. The surface of the 304 stainless steel produced an outer magnetite layer of Fe3O4 and an inner spinel layer of FeCr2O4 after LBE corrosion.
- (3)
- The annealed MAIP Cr-Al coating is being considered as a potential candidate for the improvement of the LBE corrosion resistance of the structural materials in an LBE-cooled nuclear reactor, as it retained its integrity without defects after LBE corrosion.
- (4)
- The favorable corrosion resistance can be attributed to the formation of the oxide layer, which mainly consisted of Al2O3 on the coating surface, as was detected by XPS.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gong, X.; Chen, J.; Hu, F.; Xiang, C.; Yu, Z.; Xiao, J.; Wang, H.; Gong, H.; Wang, H.; Liu, C.; et al. Liquid metal embrittlement of an Fe10Cr4Al ferritic alloy exposed to oxygen-depleted and -saturated lead-bismuth eutectic at 350 °C. Corros. Sci. 2020, 165, 108364. [Google Scholar] [CrossRef]
- Lambrinou, K.; Charalampopoulou, E.; Van der Donck, T.; Delville, R.; Schryvers, D. Dissolution corrosion of 316L austenitic stainless steels in contact with static liquid lead-bismuth eutectic (LBE) at 500 °C. J. Nucl. Mater. 2017, 490, 9–27. [Google Scholar] [CrossRef]
- Yang, J.; Shi, K.; Zhang, W.; Chen, Q.; Ning, Z.; Zhu, C.; Liao, J.; Yang, Y.; Liu, N.; Yang, J. A novel AlCrFeMoTi high-entropy alloy coating with a high corrosion-resistance in lead-bismuth eutectic alloy. Corros. Sci. 2021, 187, 109524. [Google Scholar] [CrossRef]
- Chen, G.; Ju, N.; Lei, Y.; Wang, D.; Zhu, Q.; Li, T. Corrosion behavior of base metal and weld bead of CLAM steel in flowing Pb-Bi at 550 °C. Prog. Nucl. Energy 2020, 118, 103074. [Google Scholar] [CrossRef]
- Yao, C.; Zhang, H.; Chang, H.; Sheng, Y.; Shen, T.; Zhu, Y.; Pang, L.; Cui, M.; Wei, K.; Xu, Y.; et al. Structure of surface oxides on martensitic steel under simultaneous ion irradiation and molten LBE corrosion. Corros. Sci. 2022, 195, 109953. [Google Scholar] [CrossRef]
- Wan, Q.; Wu, Z.; Liu, Y.; Yang, B.; Liu, H.; Ren, F.; Wang, P.; Xiao, Y.; Zhang, J.; Zhang, G. Lead-bismuth eutectic (LBE) corrosion mechanism of nano-amorphous composite TiSiN coatings synthesized by cathodic arc ion plating. Corros. Sci. 2021, 183, 109264. [Google Scholar] [CrossRef]
- Wang, Q.-M.; Cheng, X.-M.; Li, Y.-Y.; Yu, G.-M.; Liu, Z. High-temperature corrosion of Sn–Bi–Zn–Ga alloys as heat transfer fluid. Rare Met. 2020, 40, 2221–2229. [Google Scholar] [CrossRef]
- Stergar, E.; Eremin, S.; Gavrilov, S.; Lambrecht, M.; Makarov, O.; Iakovlev, V. Influence of LBE long term exposure and simultaneous fast neutron irradiation on the mechanical properties of T91 and 316L. J. Nucl. Mater. 2016, 473, 28–34. [Google Scholar] [CrossRef]
- Baker, B.; Brewer, L. Evaluation of liquid metal embrittlement susceptibility of oxide dispersion strengthened steel MA956. J. Nucl. Mater. 2014, 453, 239–246. [Google Scholar] [CrossRef] [Green Version]
- Huang, X.; Gong, X.; Song, M.; Chen, J.; Hu, F.; Yin, Y.; Xiao, J.; Wang, H.; Wang, H.; Gong, H.; et al. Liquid metal embrittlement susceptibility of a high-entropy alloy exposed to oxygen-depleted liquid lead-bismuth eutectic at 250 and 350 °C. J. Nucl. Mater. 2020, 528, 151859. [Google Scholar] [CrossRef]
- Bahrami, A.; Anijdan, S.M.; Taheri, P.; Mehr, M.Y. Failure of AISI 304H stainless steel elbows in a heat exchanger. Eng. Fail. Anal. 2018, 90, 397–403. [Google Scholar] [CrossRef]
- Anijdan, S.M.; Sabzi, M.; Ghobeiti-Hasab, M.; Roshan-Ghiyas, A. Optimization of spot welding process parameters in dissimilar joint of dual phase steel DP600 and AISI 304 stainless steel to achieve the highest level of shear-tensile strength. Mater. Sci. Eng. A 2018, 726, 120–125. [Google Scholar] [CrossRef]
- Saffari, H.; Shamanian, M.; Bahrami, A.; Szpunar, J.A. Effects of ERNiCr-3 butter layer on the microstructure and mechanical properties of API 5L X65/AISI304 dissimilar joint. J. Manuf. Process. 2020, 50, 305–318. [Google Scholar] [CrossRef]
- Ferré, F.G.; Mairov, A.; Iadicicco, D.; Vanazzi, M.; Bassini, S.; Utili, M.; Tarantino, M.; Bragaglia, M.; Lamastra, F.; Nanni, F.; et al. Corrosion and radiation resistant nanoceramic coatings for lead fast reactors. Corros. Sci. 2017, 124, 80–92. [Google Scholar] [CrossRef]
- Chen, Y.; Hu, L.; Qiu, C.; He, B.; Zhou, L.; Zhao, J.; Li, Y. Influence of LBE Temperatures on the Microstructure and Properties of Crystalline and Amorphous Multiphase Ceramic Coatings. Coatings 2019, 9, 543. [Google Scholar] [CrossRef] [Green Version]
- Niu, R.; Li, J.; Wang, Y.; Chen, J.; Xue, Q. Structure and high temperature tribological behavior of TiAlN/nitride duplex treated coatings on Ti6Al4V. Surf. Coat. Technol. 2017, 309, 232–241. [Google Scholar] [CrossRef]
- Ferré, F.G.; Ormellese, M.; Di Fonzo, F.; Beghi, M. Advanced Al2O3 coatings for high temperature operation of steels in heavy liquid metals: A preliminary study. Corros. Sci. 2013, 77, 375–378. [Google Scholar] [CrossRef]
- Miorin, E.; Montagner, F.; Zin, V.; Giuranno, D.; Ricci, E.; Pedroni, M.; Spampinato, V.; Vassallo, E.; Deambrosis, S.M. Al rich PVD protective coatings: A promising approach to prevent T91 steel corrosion in stagnant liquid lead. Surf. Coat. Technol. 2019, 377, 124890. [Google Scholar] [CrossRef]
- Wu, Z.; Zhao, X.; Liu, Y.; Cai, Y.; Li, J.; Chen, H.; Wan, Q.; Yang, D.; Tan, J.; Liu, H.; et al. Lead-bismuth eutectic (LBE) corrosion behavior of AlTiN coatings at 550 and 600 °C. J. Nucl. Mater. 2020, 539, 152280. [Google Scholar] [CrossRef]
- Charalampopoulou, E.; Lambrinou, K.; Van der Donck, T.; Paladino, B.; Di Fonzo, F.; Azina, C.; Eklund, P.; Mráz, S.; Schneider, J.M.; Schryvers, D.; et al. Early stages of dissolution corrosion in 316L and DIN 1.4970 austenitic stainless steels with and without anticorrosion coatings in static liquid lead-bismuth eutectic (LBE) at 500 °C. Mater. Charact. 2021, 178, 111234. [Google Scholar] [CrossRef]
- Daure, J.; Carrington, M.; Shipway, P.; McCartney, D.; Stewart, D. A comparison of the galling wear behaviour of PVD Cr and electroplated hard Cr thin films. Surf. Coat. Technol. 2018, 350, 40–47. [Google Scholar] [CrossRef]
- Liang, A.; Li, Y.; Liang, H.; Ni, L.; Zhang, J. A favorable chromium coating electrodeposited from Cr(III) electrolyte reveals anti-wear performance similar to conventional hard chromium. Mater. Lett. 2017, 189, 221–224. [Google Scholar] [CrossRef]
- Bikulčius, G.; Češunienė, A.; Selskienė, A.; Pakštas, V.; Matijošius, T. Dry sliding tribological behavior of Cr coatings electrodeposited in trivalent chromium sulphate baths. Surf. Coat. Technol. 2017, 315, 130–138. [Google Scholar] [CrossRef]
- Peng, B.; Li, H.; Zhang, Q.; Xu, Y.X.; Wei, T.; Wang, Q.; Zhang, F.; Kim, K.H. High-temperature thermal stability and oxidation resistance of Cr and Ta co-alloyed Ti—Al—N coatings deposited by cathodic arc evaporation. Corros. Sci. 2020, 167, 108490. [Google Scholar] [CrossRef]
- Wulf, S.-E.; Krauss, W.; Konys, J. Long-term corrosion behavior of Al-based coatings in flowing Pb–15.7Li, produced by electrochemical ECX process. Nucl. Mater. Energy 2018, 16, 158–162. [Google Scholar] [CrossRef]
- He, J.; Liao, X.; Lan, X.; Qiu, W.; Yu, H.; Zhang, J.; Fan, W.; Zhong, X.; Liu, Z. Annealed Al-Cr coating: A hard anti-corrosion coating with grain boundary modification effect for Nd-Fe-B magnets. J. Alloys Compd. 2021, 870, 159229. [Google Scholar] [CrossRef]
- Zhou, S.; Kuang, T.; Qiu, Z.; Zeng, D.; Zhou, K. Microstructural origins of high hardness and toughness in cathodic arc evaporated Cr-Al-N coatings. Appl. Surf. Sci. 2019, 493, 1067–1073. [Google Scholar] [CrossRef]
- Sharma, R.K.; Das, R.K.; Kumar, S.R. Effect of chromium content on microstructure, mechanical and erosion properties of Fe-Cr-Ti-Mo-C-Si coating. Surf. Interfaces 2021, 22, 100820. [Google Scholar] [CrossRef]
- Park, J.-H.; Kim, H.-G.; Park, J.-Y.; Jung, Y.-I.; Park, D.-J.; Koo, Y.-H. High temperature steam-oxidation behavior of arc ion plated Cr coatings for accident tolerant fuel claddings. Surf. Coat. Technol. 2015, 280, 256–259. [Google Scholar] [CrossRef]
- Ma, X.-F.; Wu, Y.-W.; Tan, J.; Meng, C.-Y.; Yang, L.; Dang, W.-A.; He, X.-J. Evaluation of corrosion and oxidation behaviors of TiAlCrN coatings for nuclear fuel cladding. Surf. Coat. Technol. 2019, 358, 521–530. [Google Scholar] [CrossRef]
- Chen, G.; Wang, J.; Zhang, H.; Li, L.; Fan, H. Low-temperature oxy-nitriding of 316 L austenitic stainless steel for improved corrosion resistance in liquid lead-bismuth eutectic. Scr. Mater. 2021, 202, 114014. [Google Scholar] [CrossRef]
- Cionea, C.; Abad, M.D.; Aussat, Y.; Frazer, D.; Gubser, A.; Hosemann, P. Oxide scale formation on 316L and FeCrAl steels exposed to oxygen controlled static LBE at temperatures up to 800 °C. Sol. Energy Mater. Sol. Cells 2016, 144, 235–246. [Google Scholar] [CrossRef] [Green Version]
- Sapundjiev, D.; Van Dyck, S.; Bogaerts, W. Liquid metal corrosion of T91 and A316L materials in Pb–Bi eutectic at temperatures 400–600 °C. Corros. Sci. 2006, 48, 577–594. [Google Scholar] [CrossRef]
- Aiello, A.; Azzati, M.; Benamati, G.; Gessi, A.; Long, B.; Scaddozzo, G. Corrosion behaviour of stainless steels in flowing LBE at low and high oxygen concentration. J. Nucl. Mater. 2004, 335, 169–173. [Google Scholar] [CrossRef]
- Müller, G.; Schumacher, G.; Zimmermann, F. Investigation on oxygen controlled liquid lead corrosion of surface treated steels. J. Nucl. Mater. 2000, 278, 85–95. [Google Scholar] [CrossRef]
- Kurata, Y.; Sato, H.; Yokota, H.; Suzuki, T. Applicability of Al-Powder-Alloy Coating to Corrosion Barriers of 316SS in Liquid Lead-Bismuth Eutectic. Mater. Trans. 2011, 52, 1033–1040. [Google Scholar] [CrossRef] [Green Version]
- Biesinger, M.C.; Payne, B.P.; Grosvenor, A.P.; Lau, L.W.M.; Gerson, A.R.; Smart, R.S.C. Resolving surface chemical states in XPS analysis of first row transition metals, oxides and hydroxides: Cr, Mn, Fe, Co and Ni. Appl. Surf. Sci. 2011, 257, 2717–2730. [Google Scholar] [CrossRef]
- Chen, G.; Xue, L.; Wang, J.; Tang, Z.; Li, X.; Dong, H. Investigation of surface modifications for combating the molten aluminum corrosion of AISI H13 steel. Corros. Sci. 2020, 174, 108836. [Google Scholar] [CrossRef]
- Simmons, J.W.; Atteridge, D.G.; Rawers, J.C. Sensitization of High-Nitrogen Austenitic Stainless Steels by Dichromium Nitride Precipitation. Corrosion 1994, 50, 491–501. [Google Scholar] [CrossRef]
- Tago, T.; Kataoka, N.; Tanaka, H.; Kinoshita, K.; Kishida, S. XPS study from a clean surface of Al2O3 single crystals. Procedia Eng. 2017, 216, 175–181. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | S | Si | Mn | Ni | Cr | P | Fe |
|---|---|---|---|---|---|---|---|
| 0.035 | 0.020 | 0.436 | 1.100 | 8.010 | 18.640 | 0.013 | Bal. |
| MAIP Cr | MAIP Al | |
|---|---|---|
| Substrate Bias voltage (V) | 100 | 100 |
| Working gas | Ar | Ar |
| Working pressure (Pa) | 0.8 | 1.0 |
| Substrate temperature (°C) | 300 | 250 |
| Target current (A) | 80 | 60 |
| Deposition time (min) | 240 | 180 |
| Area | O | Fe | Cr | Ni |
|---|---|---|---|---|
| 1 | 55.17 | 41.92 | 2.91 | 0 |
| 2 | 46.41 | 23.32 | 21.20 | 9.07 |
| Area | O | Fe | Cr | Ni | Al |
|---|---|---|---|---|---|
| 1 | 43.69 | 21.95 | 28.44 | 5.92 | 0 |
| 2 | 25.65 | 3.20 | 24.19 | 0.95 | 46.01 |
| 3 | 41.76 | 0.94 | 46.13 | 0 | 11.17 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, W.; Tang, Z.; Wang, J.; Chen, G.; Yang, W.; Zhao, H. Corrosion Behavior of a Cr-Al Coating Deposited on 304 Austenitic Stainless Steel by Multi-Arc Ion Plating in Liquid Lead–Bismuth Eutectic. Coatings 2022, 12, 667. https://doi.org/10.3390/coatings12050667
Sun W, Tang Z, Wang J, Chen G, Yang W, Zhao H. Corrosion Behavior of a Cr-Al Coating Deposited on 304 Austenitic Stainless Steel by Multi-Arc Ion Plating in Liquid Lead–Bismuth Eutectic. Coatings. 2022; 12(5):667. https://doi.org/10.3390/coatings12050667
Chicago/Turabian StyleSun, Weijian, Zhenghua Tang, Jun Wang, Guang Chen, Wen Yang, and Haibo Zhao. 2022. "Corrosion Behavior of a Cr-Al Coating Deposited on 304 Austenitic Stainless Steel by Multi-Arc Ion Plating in Liquid Lead–Bismuth Eutectic" Coatings 12, no. 5: 667. https://doi.org/10.3390/coatings12050667
APA StyleSun, W., Tang, Z., Wang, J., Chen, G., Yang, W., & Zhao, H. (2022). Corrosion Behavior of a Cr-Al Coating Deposited on 304 Austenitic Stainless Steel by Multi-Arc Ion Plating in Liquid Lead–Bismuth Eutectic. Coatings, 12(5), 667. https://doi.org/10.3390/coatings12050667