4.1. Surface Residual Stress Distribution after LSP with Different Laser Power Densities
The stress wave forms a stable residual stress field inside the model after multiple reflections.
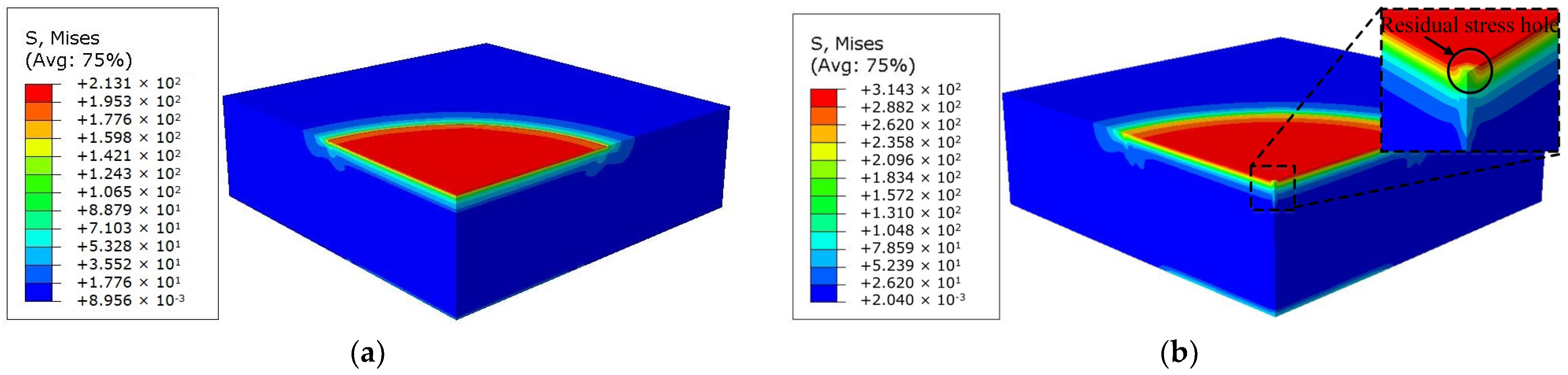
Figure 5 shows the equivalent stress nephogram of the E690 high-strength steel model when loaded with the different laser power densities after springback deformation analysis. When the laser power density is 1.53 GW/cm
2, the peak pressure of the LSP is approximately 2000 MPa, which is 1.78 times the HEL for E690 high-strength steel, and no residual stress hole is visible on the material surface shown in
Figure 5a.
Figure 5b shows that when the laser power density increases to 1.98 GW/cm
2, the peak pressure is approximately 2.2 times the HEL for E690 high-strength steel, and a residual stress hole has appeared at the center of the spot.
Figure 5c,d shows that when the laser power density is increased to 2.77 and 4.07 GW/cm
2, respectively, the peak pressure of LSP greatly exceeds the HEL for E690 high-strength steel, and the residual stress hole phenomenon appears at the center of the light spot.
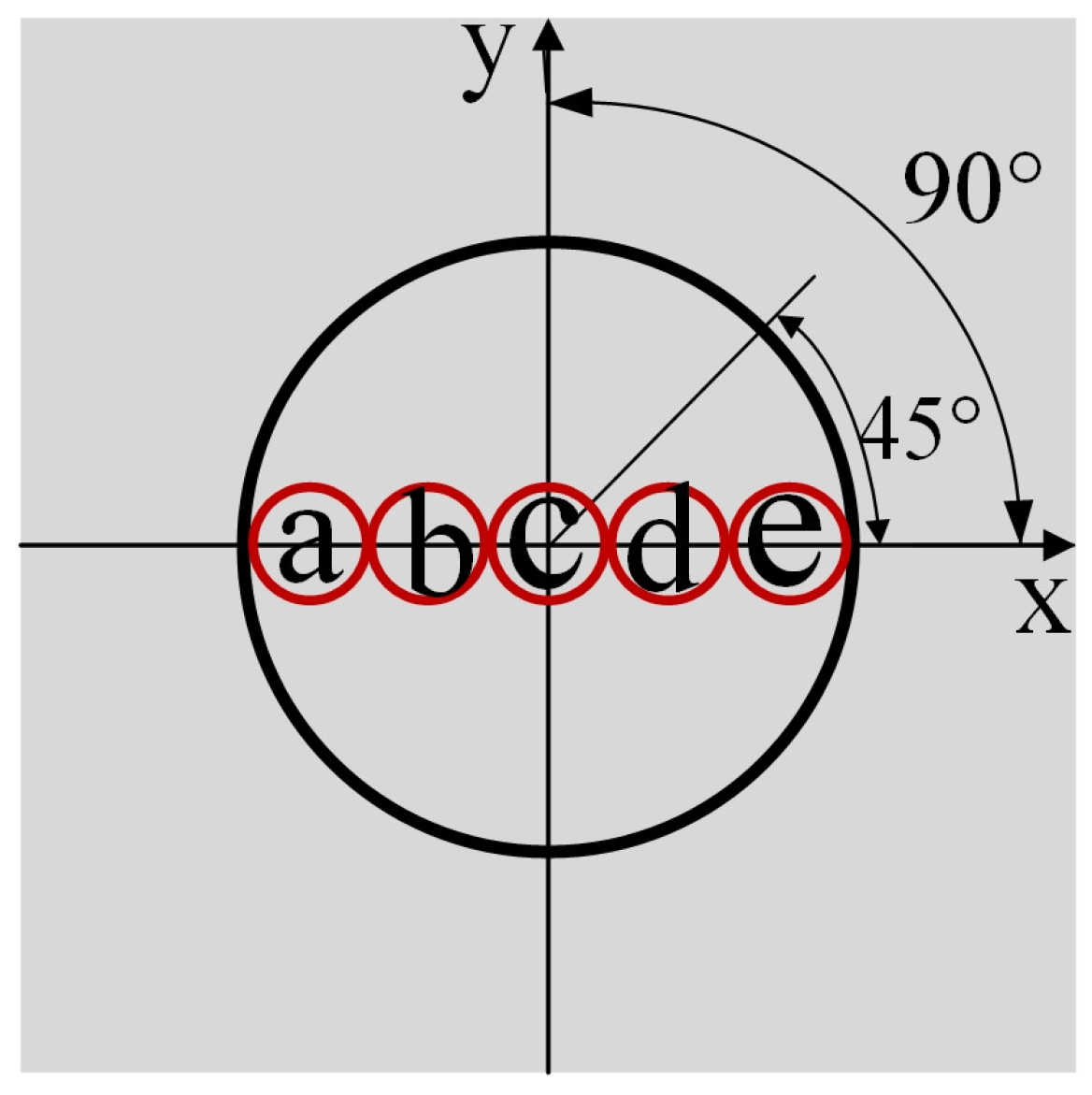
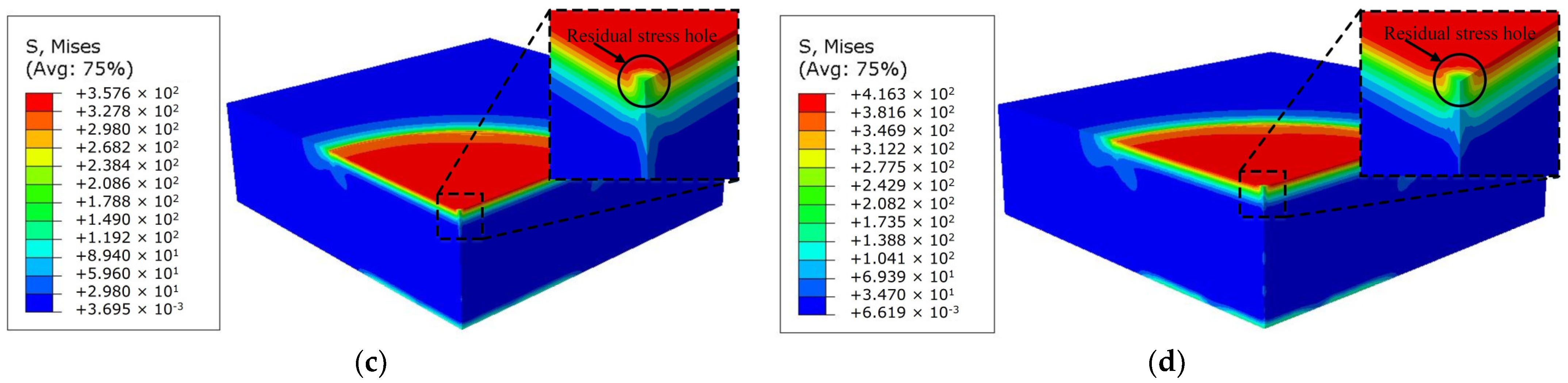
The X-ray stress analyzer is used to measure the surface residual stresses at 0°, 45°, and 90° at five measuring points along the same diameter across the LSPed region. Using the test results and by combining Equations (8)–(10), the residual principal stress values and the direction angle can be obtained, i.e., σ
max, σ
min, and α, respectively. The residual principal stress distributions and the direction angles along the same diameter of the LSPed region under the different laser power densities are illustrated in
Figure 6. When the laser power density is 1.53 GW/cm
2, the maximum residual principal stress curve shows little change, while the principal stress direction angle curve changes considerably, thus indicating that the principal stress direction angle distribution is relatively dispersed and that the stress concentration is not easy to form. When the laser power density is 1.98 GW/cm
2, the surface residual stress in the LSPed region is compressive stress, and the maximum compressive residual stress does not appear at the center of the spot; this results in a residual stress hole, and the change in the principal stress direction angle curve is large, which means that it is not easy to produce a stress concentration. When the laser power density increases to 2.77 GW/cm
2, the compressive residual stress at the spot center is reduced further, and the residual stress hole phenomenon becomes more obvious. The principal stress direction angle curve changes greatly, and it is not easy for stress concentration to occur. When the laser power density is 4.07 GW/cm
2, the maximum residual principal stress is compressive stress and is distributed uniformly, while the angle of the principal stress direction changes greatly.
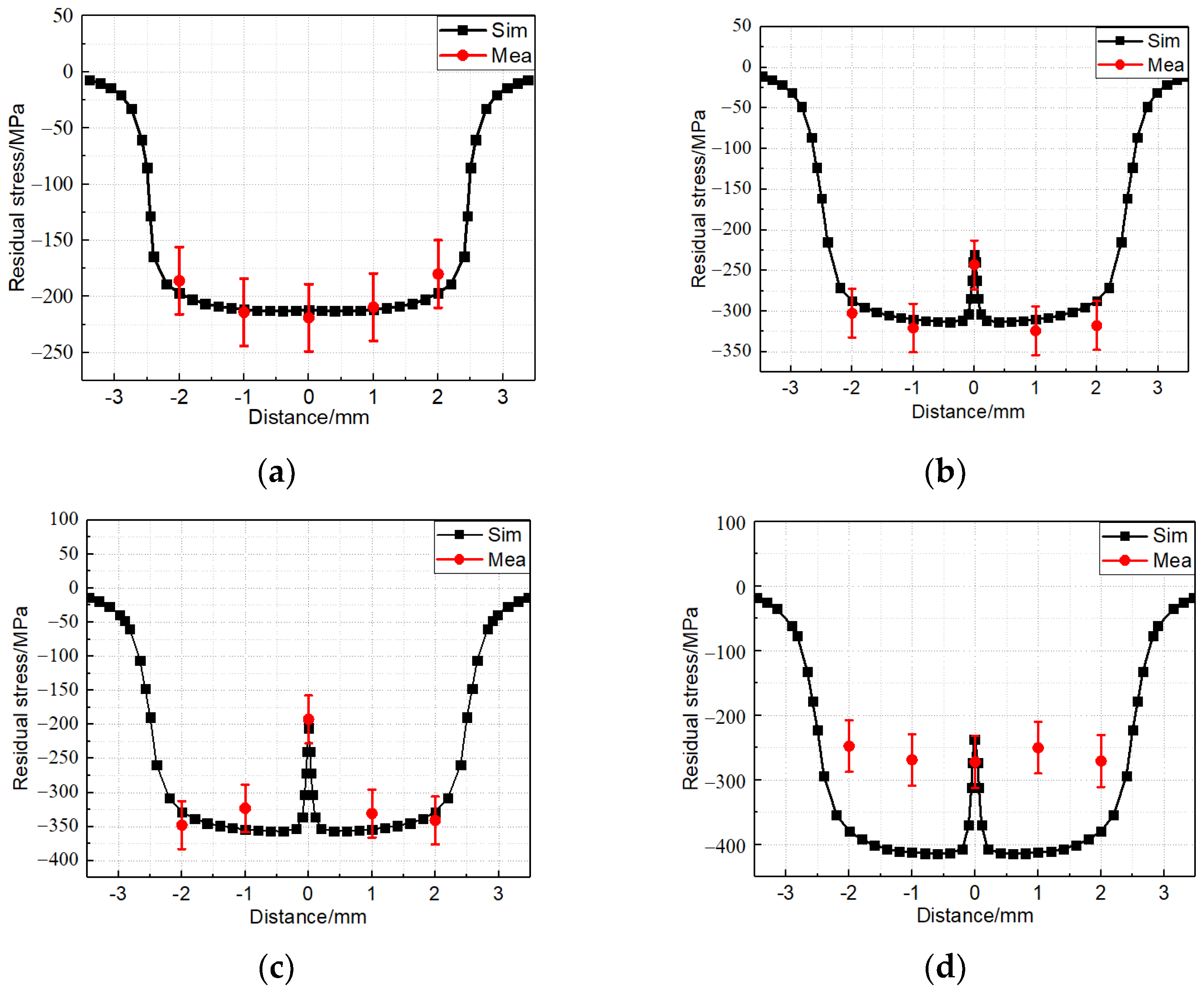
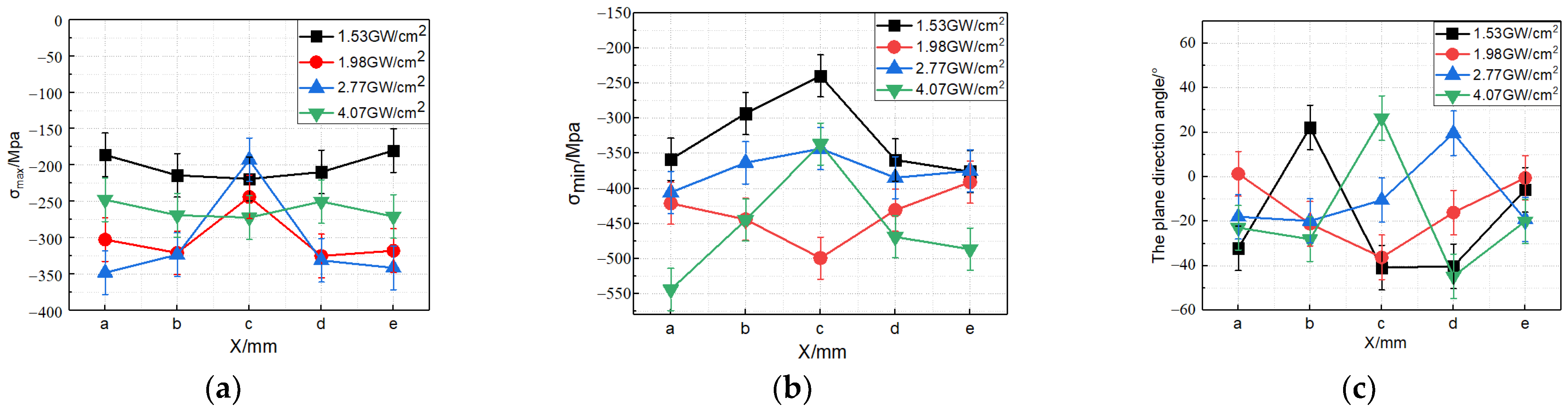
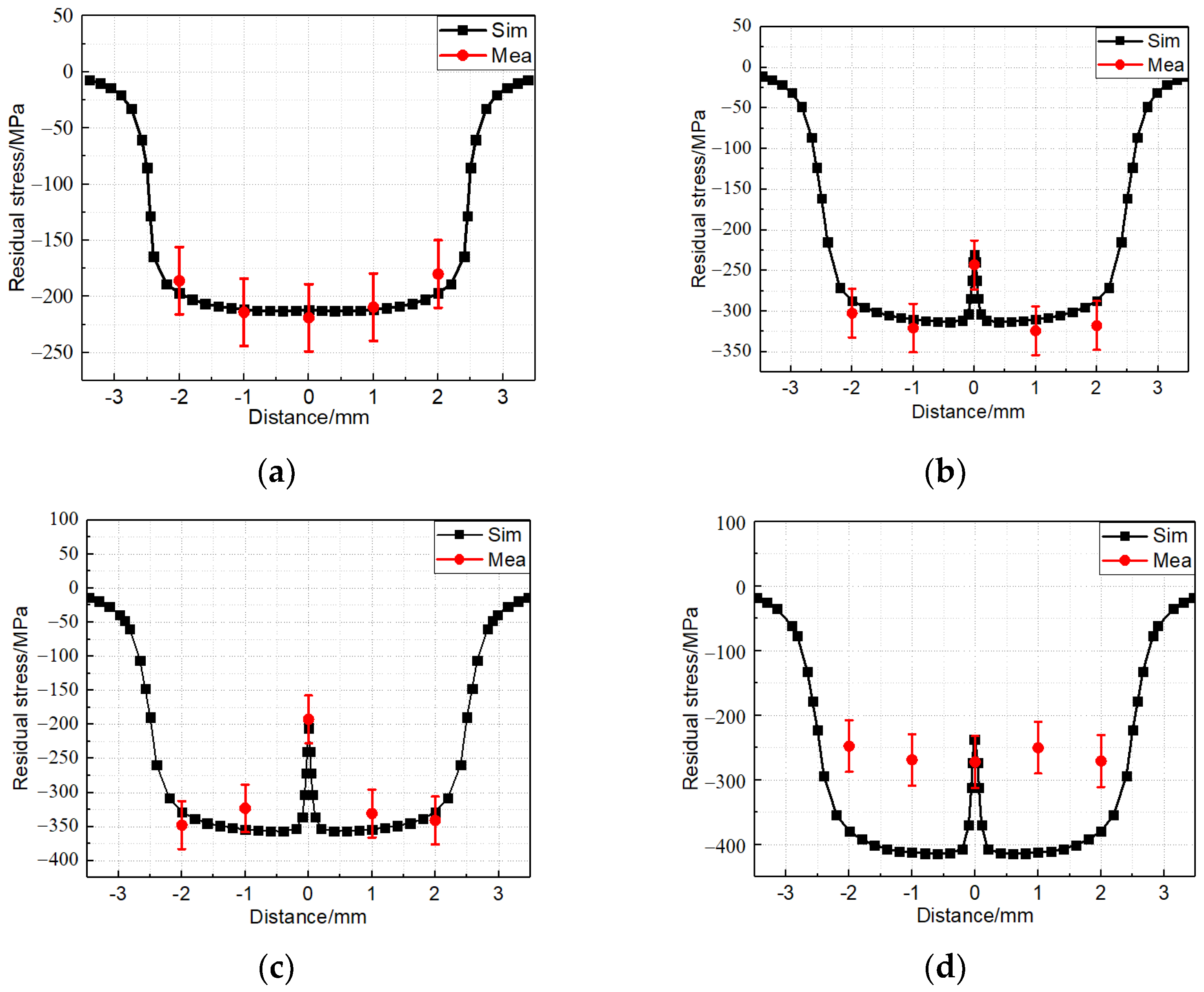
Figure 7 shows a comparison of the experimental and simulated results for the surface residual stresses after the surfaces were shocked with the different laser power densities. From
Figure 7a, when the laser power density is 1.53 GW/cm
2, the maximum residual stress obtained via the simulation is −211.79 MPa, the maximum residual stress measured experimentally is −219.01 MPa, and both maxima appear at the center of the spot. The residual stress value at a distance of 1 mm from the spot center is −209.51 MPa and the residual stress at a distance of 2 mm from the spot center is −180.02 MPa, as measured in the experiments. The residual stress value obtained from the experiments is similar to the simulated value; the simulated results after LSP also show good agreement with the experimental data.
Figure 7b shows that when the laser power density is 1.98 GW/cm
2, the simulated residual stress value at the spot center drops to −229.88 MPa, and the residual stress field is distributed symmetrically, a residual stress hole is generated at the center of the spot. The experimental results show that the residual stress values measured at the spot center and 1 and 2 mm away from the spot center are −243.79, −324.84, and −317.7 MPa, respectively. The compressive residual stress value at the center of the spot is lower than that at the two sides, which means that the residual stress hole appears. The residual stress values measured during the experiments are similar to the simulated values, and the simulation results also show good agreement with the experimental data.
Figure 7c shows that when the laser power density is 2.77 GW/cm
2, the compressive residual stress value at the center of the spot obtained via the simulations and the experiments is reduced further, but the compressive residual stress on both sides of the laser spot is higher than that when the power density is 1.98 GW/cm
2. The experimental residual stress is similar to the simulated value, and the simulation results again show good agreement with the experimental data. When the laser power density reaches 4.07 GW/cm
2, there is a certain error between the simulation results and the experimental results, as shown in
Figure 7d. The reason for this error is that the established material model represents an ideal case of isotropy and the sample material cannot be an isotropic medium [
29]; when the laser power density increases, the plastic deformation and the dislocation density within the surface area of the spot increase further, and thus the accumulation of the material property errors leads to errors in both the simulations and the experiments [
30].
4.2. Surface Rayleigh Wave Propagation and Verification of Simulation Model
Figure 7 shows that when the laser power density is 2.77 GW/cm
2, a large residual stress hole is generated at the center of the light spot, and the simulation results show good agreement with the experimental results, which means that the dynamic stress wave nephogram can be extracted (see
Figure 8).
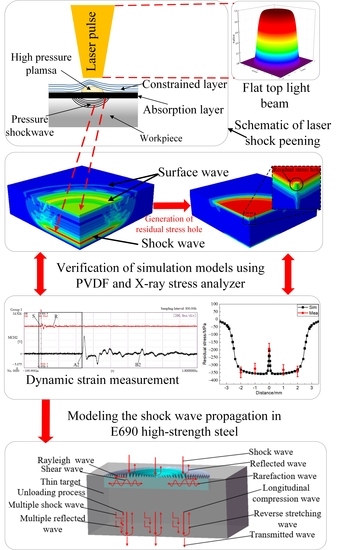
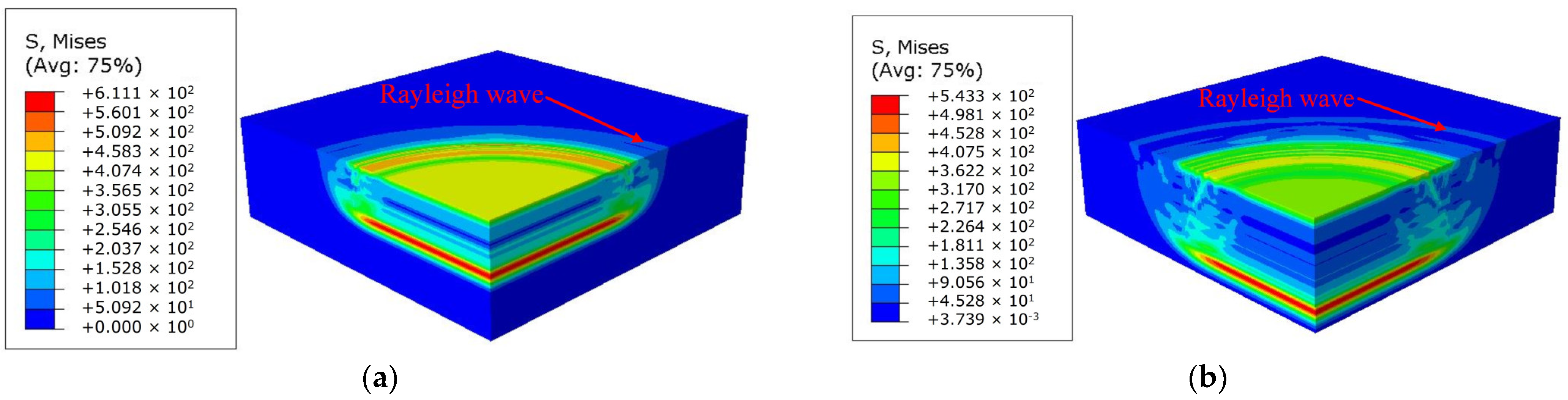
Figure 8a shows that the shock wave has been loaded on the sample at 130 ns and the longitudinal compression wave continues to propagate toward the bottom of the sample. Simultaneously, the surface Rayleigh wave excited by the transverse deformation of the material’s surface that was induced by the longitudinal compression wave can also be observed.
Figure 8b shows that the longitudinal compression wave has not reached the bottom surface at 220 ns, and that the range of influence of the surface Rayleigh wave has expanded further outward. Between 130 and 220 ns, the outward Rayleigh wave propagated forward by 0.4 mm and the surface Rayleigh wave velocity was calculated to be 4.4 × 10
3 m/s.
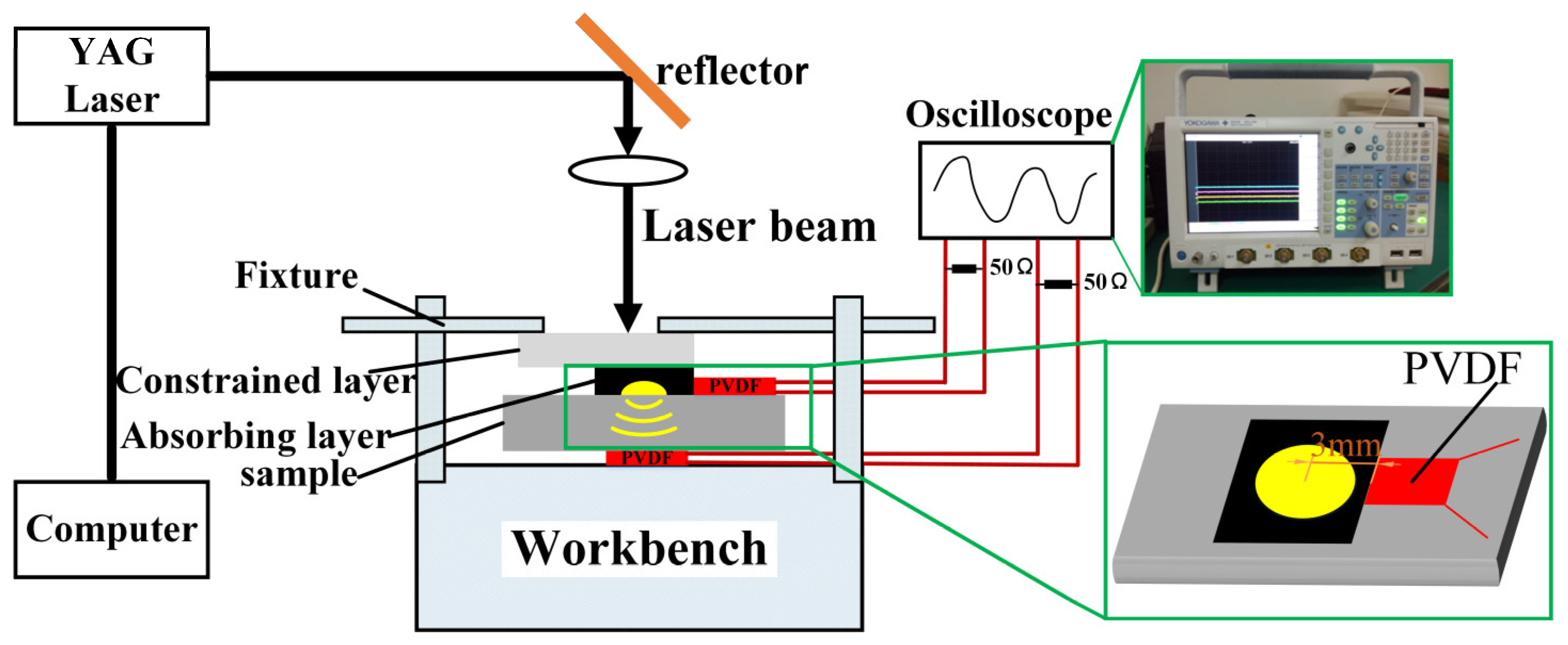
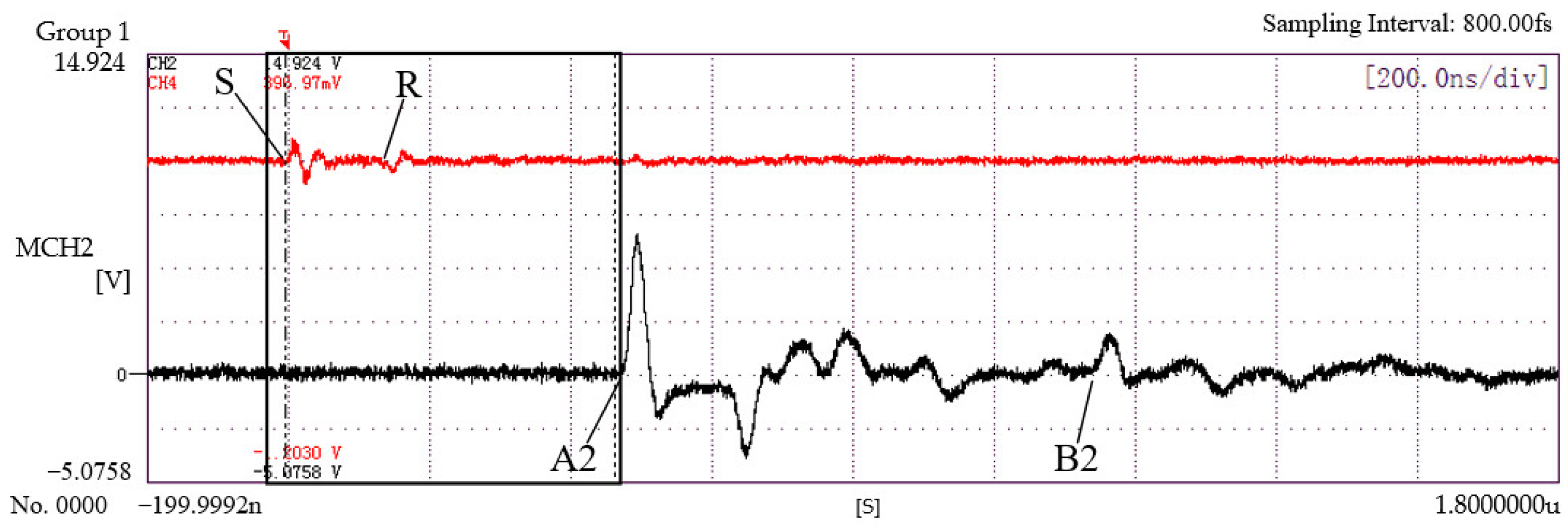
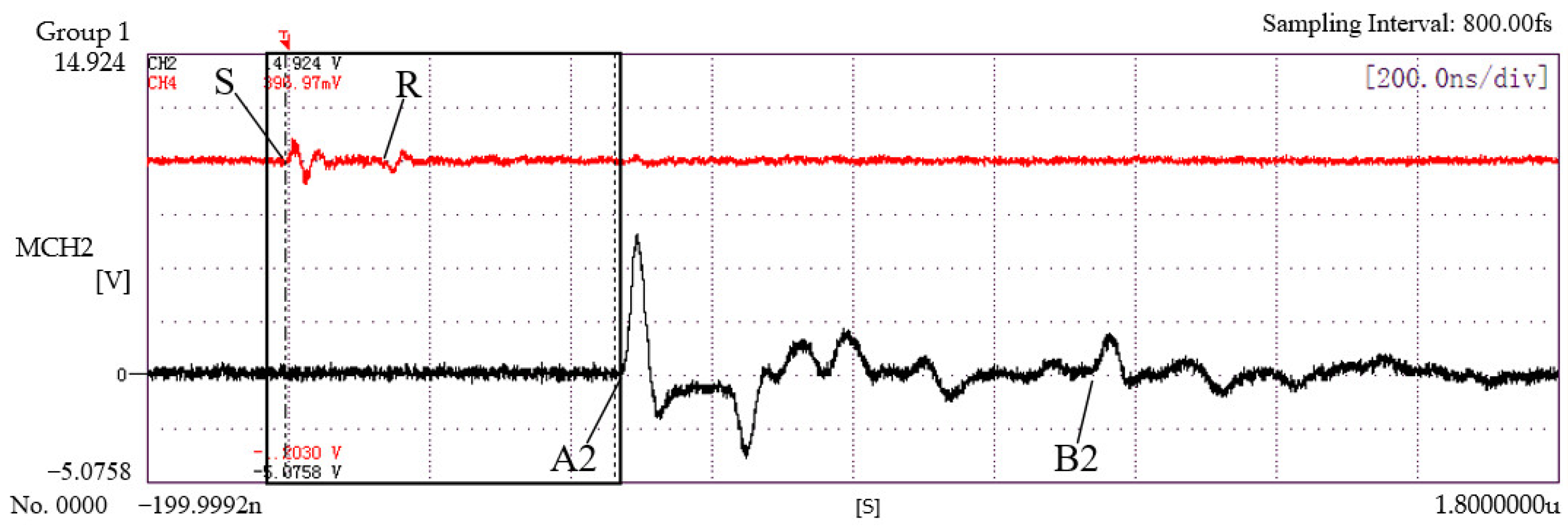
The PVDF piezoelectric sensor is used to measure the dynamic strain on the surface and back of the sample. The piezoelectric waveform
V(ε,
t) measured using the PVDF sensor reflects the longitudinal shock wave induced by the LSP and the surface wave excited by the longitudinal shock wave and this piezoelectric waveform is shown in
Figure 9. CH2 and CH4 represent the measurement channels of the oscilloscope. The dynamic strain of the PVDF sensor pasted on the back of the sample is collected via CH2, and CH4 is used to collect the dynamic strain from the PVDF sensor pasted on the sample’s front surface. From the time point S, the piezoelectric sensor can detect the shear wave, and this shear wave propagates longitudinally in the material and attenuates gradually. By the time that it approaches time point R, the waveform amplitude has been attenuated to zero. Because of the impact of the shock wave on the material surface, the impact area is axially compressed and laterally deformed, which results in the generation of Rayleigh waves on the material surface. After the time point R, the
V(ε,
t) curve shows a compression wave with an obvious increase in amplitude and a concave waveform; this is the surface Rayleigh wave. At this time (134 ns), the distance between the PVDF sensor and the edge of the spot is 0.5 mm, meaning that the compression wave velocity is 3.73 × 10
3 m/s, which is similar to the simulated value of 4.4 × 10
3 m/s and thus further verifies that the wave is a surface Rayleigh wave.
The errors between the simulations and the experimental results stem mainly from two aspects. First, the material model used in the simulation uses an isotropic ideal material. In fact, the actual material will show a certain degree of anisotropy because of the different processing methods used and the uneven material composition [
31]. Second, the damping characteristics of the material are not considered in the simulations and the mechanical vibration energy losses caused by internal factors such as the friction between the material grains when the material is vibrating are also ignored [
32]. It can be seen from the results that when the laser power density is 2.77 GW/cm
2, no coupling occurs between the surface Rayleigh wave and the shear wave and the simulated values show good agreement with the experimental values, thus further proving that the simulation model is both accurate and reliable.
4.3. Shock Wave Propagation and the Residual Stress Field Formation Mechanism
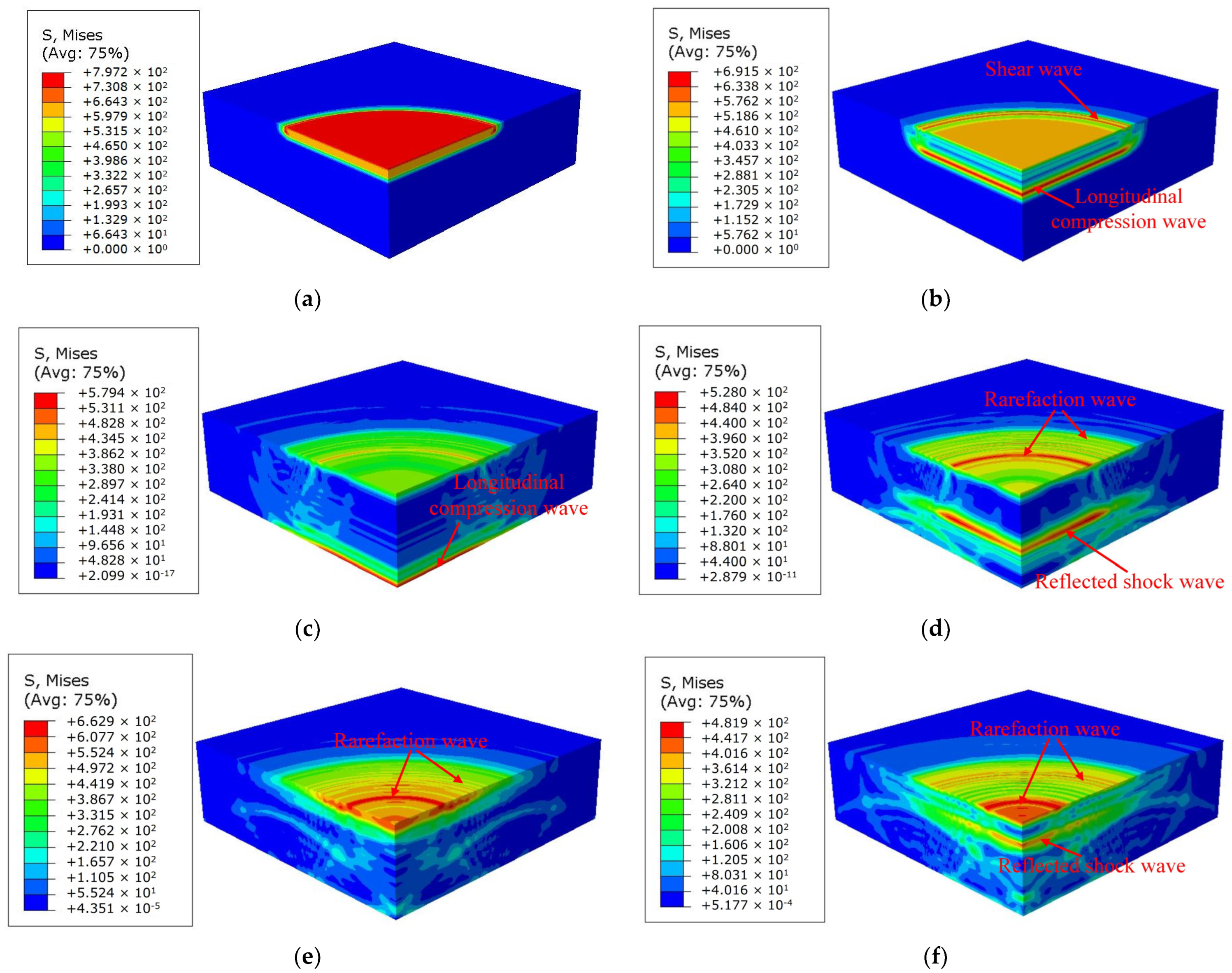
The verification of the simulation model shows that the simulation can provide a better reflection of the actual process of LSP. A 1.5 mm sample that was shocked with a power density of 2.77 GW/cm
2 was taken as an example for analysis and its dynamic stress wave nephogram was extracted as shown in
Figure 10. It is shown in
Figure 10 that the shock wave loading in the sample is basically completed at 30 ns, and the longitudinal compression waves that are generated along the thickness direction begins to propagate toward the bottom of the sample. When the time reaches 70 ns, the longitudinal compression wave continues to propagate toward the bottom of the sample, while shear waves are also generated at the edge of the spot because of the shearing effect, and these shear waves then propagate in the sample. The longitudinal compression wave reaches the bottom of the sample and is reflected at 280 ns. When the time reaches 370 ns, the reverse stretching wave begins to propagate toward the impact surface of the sample after being reflected from the bottom of the sample for the first time, and the surface rarefaction waves propagate toward the center of the spot. The longitudinal shock wave is reflected back toward the sample surface through the bottom of the sample for the first time, and the surface rarefaction waves converge further toward the center of the spot at 560 ns. When the time reaches 600 ns, after the reverse stretching wave is reflected by the impact surface of the sample, it propagates toward the bottom of the sample for a second time. Simultaneously, it is clearly shown that the surface rarefaction waves propagate toward the center of the spot, close to the central convergence point.
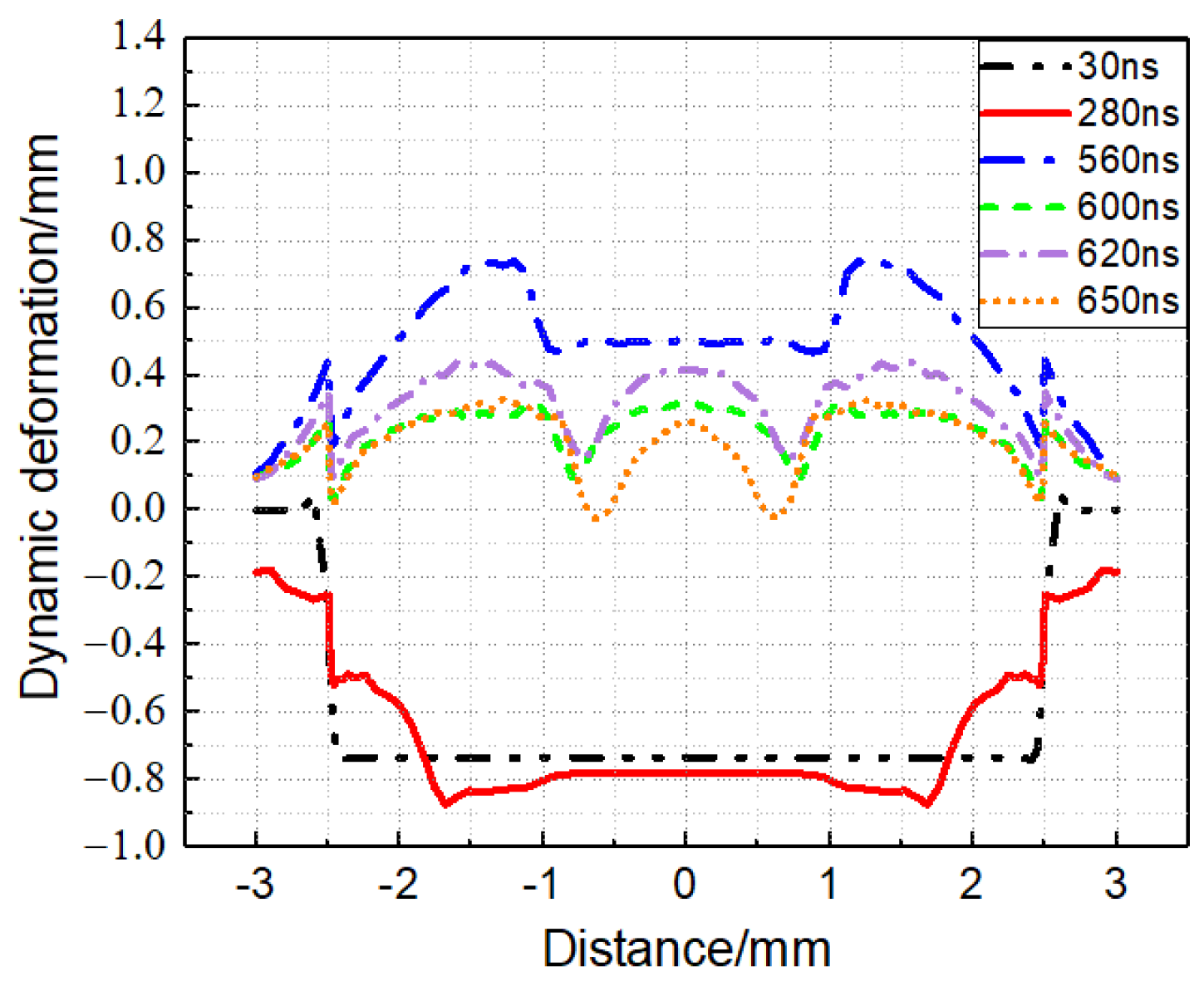
The radial deformation distribution curves of the sample surface are obtained at different times when the laser power density is 2.77 GW/cm
2, as illustrated in
Figure 11. The pressure loading is basically completed at 30 ns and the deformation of the spot center is −0.78 μm. When the time reaches 280 ns, the longitudinal compression wave reaches the bottom of the sample for the first time and the deformation at the center of the spot reaches a maximum of −0.8 μm. At 560 ns, the shock wave is reflected from the impact surface of the sample and propagates further toward the bottom. At this time, reverse tension appears at the center of the spot and the maximum deformation is 0.5 μm. When the time reaches 600 ns, the longitudinal shock wave propagates toward the bottom surface of the sample again after being reflected by the sample surface, the surface rarefaction waves propagate toward the center and approach the central convergence point, and the forward deformation of the center surface of the spot is reduced to 0.3 μm. When the time reaches 620 ns, the surface rarefaction waves converge at the center of the spot and the surface deformation at the spot center increases to 0.41 μm. The reflected shock wave propagates toward the bottom of the sample and the surface deformation at the spot center decreases to 0.26 μm at 650 ns. During the laser shock wave loading stage, both axial and radial plastic deformation occur on the surface of the specimen, and the shock wave that is reflected back and forth then causes the surface of the plastic region at the center of the sample to move up and down.
Simultaneously, the boundary effect of the shock wave causes a large shear deformation at the spot boundary, which causes the boundary of the spot to become the source of the rarefaction waves. Part of these waves converge toward the center of the spot, while the remainder propagate toward the outside of the spot, and the rarefaction waves that converge toward the center of the spot reach the center simultaneously and produce a secondary deformation in the plastic zone. It can therefore be inferred that the main causes of residual stress hole formation are the convergence of the rarefaction waves and the effect of the shock wave, which is reflected back and forth.
The PVDF piezoelectric sensor was used to measure the dynamic strain characteristics of the sample surface under the application of four laser shocks with different power densities to verify the effects of both the surface rarefaction wave, and the shock wave that is reflected back and forth, on residual stress hole formation. The piezoelectric waveforms
V(
ε,
t) of the dynamic strain on the surfaces of the LSP samples for the power densities of 1.53 and 4.07 GW/cm
2 are shown in
Figure 12. The waveform detected at the power density of 1.98 GW/cm
2 is similar to that observed at 2.77 GW/cm
2, and thus the power density of 2.77 GW/cm
2 is taken as an example for analysis; the piezoelectric waveform
V(
ε,
t) of its dynamic strain is shown in
Figure 9. It can be seen from the back dynamic strain (channel CH2) in
Figure 12a that when the power density is 1.53 GW/cm
2, the elastic–plastic stress wave induced by LSP reaches the back of the sample at time point A1, thus causing the first piezoelectric peak of the strain. Because the amplitudes of the shear wave and the longitudinal wave are small, time point B1 represents the location of the second peak value of the strain caused by the second reflection toward the back of the sample, according to calculations; this shows that the LSP energy is small and that the influence of the shock wave that is reflected back and forth in the sample can be ignored.
Figure 9 shows that when the laser power density is 2.77 GW/cm
2, the amplitudes of both the shear waves and the longitudinal shock wave obtained by detection have increased greatly. At time A2, the piezoelectric sensor detects that the longitudinal compression wave has propagated to the back of the sample for the first time; it is then reflected at the sample interface to form the reverse stretching wave and continues to propagate within the sample. At time point B2, the piezoelectric sensor detects a shock wave that is reflected back and forth for one stroke in the sample for the second time. When the laser power density is 4.07 GW/cm
2, the back dynamic strain (channel CH4) indicates that the dynamic strain induced by the shock wave that is reflected back and forth within the thin plate sample is detected again at the spot boundary. The time interval between time point C and time point A3 is exactly half of the time interval between time point A3 and time point B3 in channel CH2; simultaneously, the piezoelectric sensor pasted on the back of the sample detects the shock wave propagating toward the back twice, at time point A3 and time point B3.
Comparison of
Figure 9 with
Figure 12 shows that the near surface of the spot area produces plastic deformation under the action of the laser shock. Additionally, the shock wave that is reflected back and forth and the rarefaction waves in the sample propagate toward the center of the spot successively, which causes the surface of the plastic area at the sample center to move up and down. Because the secondary plastic deformation unloads both the shock wave and the rarefaction waves, no dynamic strain is measured after the attenuation of the Rayleigh wave in the surface dynamic strain (channel CH4) in
Figure 9 and
Figure 12a. With the increasing laser energy, the plastic deformation in the near-surface part of the impact area increases and the dislocation density and hardness of the impact area also increase, which causes the PVDF piezoelectric sensor that is pasted near the edge of the spot to detect the dynamic strain again, as illustrated in
Figure 12b (channel CH4). Time point C at which the dynamic strain appears is the time point at which the shock wave that was detected on the back of the samples is reflected back and forth for half a cycle. In summary, the convergence processes of the rarefaction waves and the shock waves that are reflected back and forth within the samples have a non-negligible effect on the formation of the residual stress holes in E690 high-strength steel.
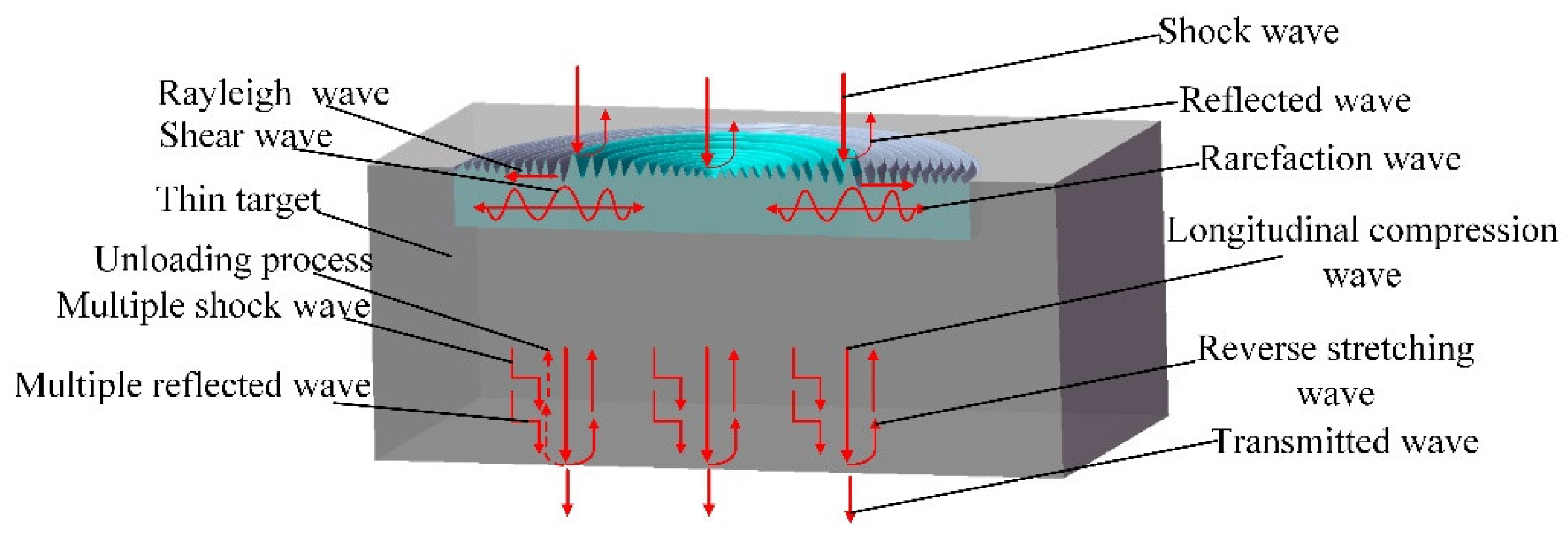
4.4. Modeling the Shock Wave Propagation in E690 High-Strength Steel
Figure 13 shows the propagation model of the shock wave in the E690 high-strength steel sheet. When the E690 high-strength steel sheet’s surface is loaded using a laser, the laser-induced shock wave is transmitted and reflected within the sample. The transmitted longitudinal wave deforms the specimen axially to form a longitudinal compression wave that propagates axially. The reflection of the shock wave causes formations of a multiple- reflection wave that propagates axially under the action of the constrained layer. Simultaneously, the plasma vapor also forms multiple shock waves under the action of the constrained layer [
33]. The longitudinal compression wave, the multiple-reflection wave, and the multiple shock waves are transmitted successively into the interior of the material, with the longitudinal compression wave carrying greater energy than the other waves. The longitudinal compression wave arrives at the back surface of the sample before the multiple-reflected wave and the multiple shock wave; as a result, the strain on the back surface of the sample reaches its maximum, and reflection and transmission occur at the interface in the sample, where the reflected wave is transformed into a reverse stretching wave that continues to propagate in the sample, and the transmitted wave enters the air medium. Subsequently, the multiple-reflection wave and the multiple shock waves propagate toward the back surface of the sample, and unload head-on when they meet the reverse stretching wave, thus causing the back surface strain to fluctuate after reaching the maximum. After unloading, the reverse stretching wave still has a considerable remaining momentum, which means that the wave continues to propagate toward the surface of the sample, and is then reflected from the front surface to the back of the sample. The stress wave gradually attenuates to zero as a result of back-and-forth reflection from the front and back surfaces of the sample.
When an axially-propagating longitudinal compression wave is formed inside the sample, the boundary effect of the shock wave then causes a large shear deformation to occur at the boundary of the spot, and the shear wave caused by the shear deformation is gradually attenuated as it propagates into the material. The source of the rarefaction wave is the boundary of the spot. The rarefaction wave, when propagating from the spot boundary toward the surrounding area, can be divided into two parts, where one part converges toward the center and the other part propagates outward. The impact of the shock wave on the specimen will cause lateral deformation of the impact area, which results in generation of surface Rayleigh waves at the spot boundary.
4.5. Weights of Surface Rarefaction Wave Convergence and the Reflect of Shock Wave Influencing Residual Stress Hole Formation
The convergence of the rarefaction waves and the reflection of shock waves in the samples are the main reasons for the formation of the residual stress holes. The impact load boundary of a square beam spot does not have a center symmetry characteristic, which weakens the condition under which the rarefaction waves converge toward the center of the spot. According to the research results of Cao et al. [
34] obtained using the same LSP parameters, the residual stress distributions generated by the circular spot and the square spot are similar and the residual stress holes are generated at the center of the spot, but the compressive residual stresses at the spot center are different, and the residual stress gradient from the center toward the surface of the square spot is small, which improves the occurrence of the residual stress hole phenomenon to a certain extent.
To investigate the influence of the reflection of shock wave in the sample on residual stress hole formation in E690 high-strength steel, the plate thickness was increased to weaken the reflection of shock wave. The 50 mm thick plate sample was shocked using a laser power density of 2.77 GW/cm
2 and the surface stresses at five measurement points along the same diameter of the laser spot in three different directions were measured using the X-ray stress analyzer. Under the same laser power density conditions, the residual principal stress distributions, and the directional angles along the same diameter of the impact area of the samples with the different thicknesses, are shown in
Figure 14. Comparison of the results in
Figure 14 shows that the effect of the reflected shock wave on the residual stress hole on the sample surface is weakened by increasing the plate thickness and the residual stress hole phenomenon does not appear in the thick plate.
In summary, by separately weakening the conditions for generation of residual stress holes, we demonstrate that the effects of convergence of the surface rarefaction waves and those of the reflected shock waves in the thin plate samples on residual stress hole formation cannot be ignored; in addition, the reflection of shock wave in the thin plate sample has a slightly greater impact on the formation of residual stress holes on the material surface than the convergence of the surface rarefaction waves.
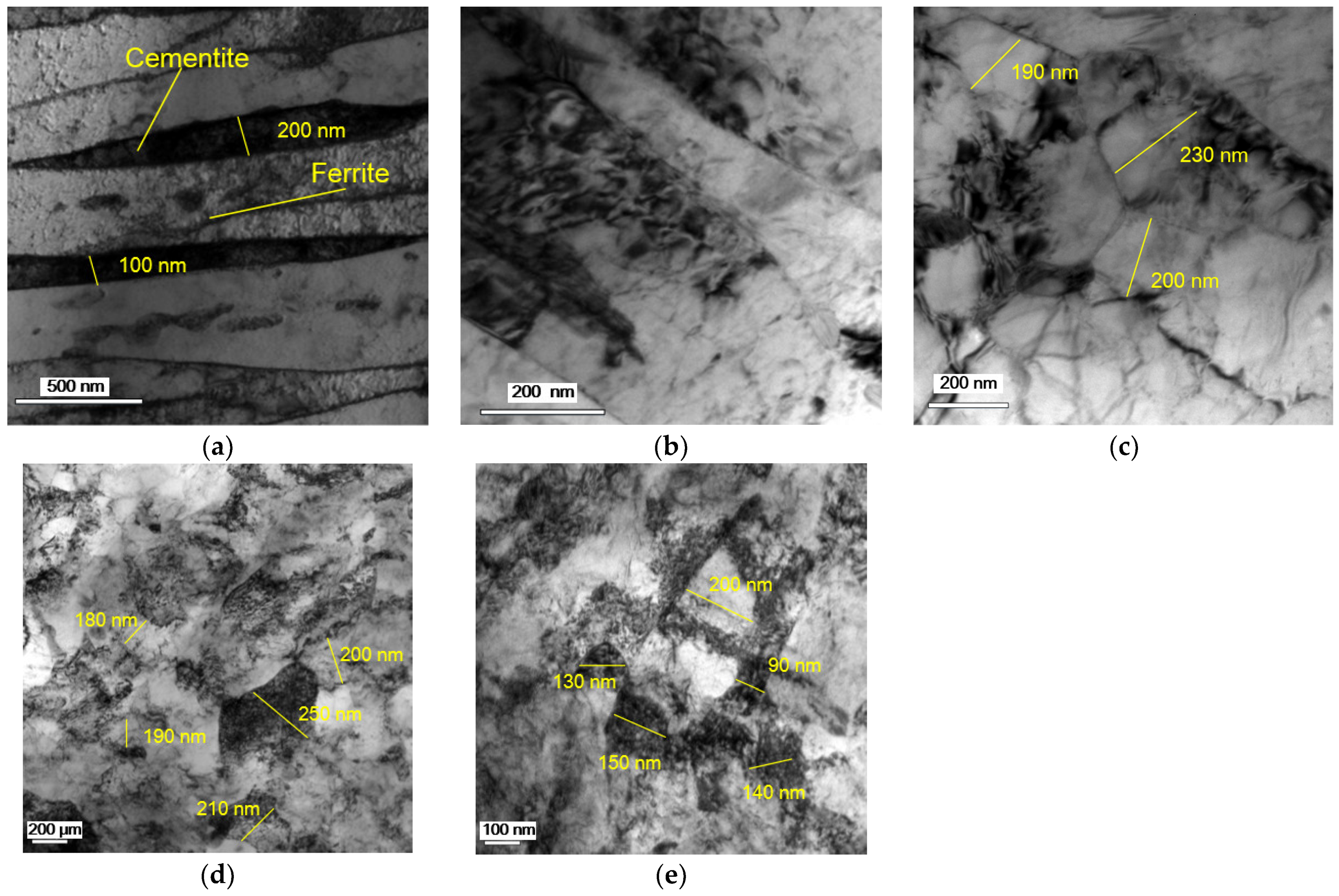
4.6. Microstructure Evolution of the E690 High-Strength Steel Surface by LSP
Figure 15 shows the TEM morphologies of the E690 high-strength steel shocked with different laser power densities. It can be seen from
Figure 15a that the matrix phase of E690 high-strength steel is flake pearlite formed by alternately superimposing cementite and ferrite, and its flake spacing is about 100–400 nm. Observing
Figure 15b, it can be seen that when the laser power density is 1.53 GW/cm
2, the alternately laminated layered structure is still vaguely visible in the matrix. When the power density is 1.98 GW/cm
2, it can be seen from
Figure 15c that the original cementite layer basically disappears, the dislocation distribution is uniform, and the dislocations proliferation is obvious. When the laser power density is 2.77 GW/cm
2, it can be seen from
Figure 15d that the grains are obviously refined, and the grain size is between 150 and 250 nm. Observing
Figure 15e, it can be seen that when the power density is 4.07 GW/cm
2, the grains continue to be refined, and the grain size is between 100 and 200 nm.
During LSP, when the peak pressure of the shock wave exceeds the HEL of E690 high-strength steel, strong plastic deformation occurs on the surface of E690 high-strength steel, which induces high-density dislocations. Lattice distortion is induced as dislocations undergo processes such as slippage, accumulation, entanglement, and rearrangement. As the laser energy further increases, the sub-grains are rotated and merged under the impact load to form refined sub-micron grains [
35,
36]. Dislocation motion, lattice distortion, sub-grain rotation, and grain refinement occur on the E690 high-strength steel surface after LSP. Simultaneously, the severe plastic deformation area is also restricted by the surrounding matrix material without plastic deformation, so that a compressive residual stress field with a certain depth is formed on the surface; that is, the compressive residual stress on the surface of the sample increases macroscopically.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}