
Investigation of Roughness and Adhesion Strength Properties of Pine and Poplar Wood Heat Treated in Air and under Vacuum after Artificial Aging




Abstract
:1. Introduction
2. Experiments
2.1. Materials
2.2. Heat (HT) and Vacuum Heat Treatment (VHT)
2.3. UV-IR Aging
2.4. Surface Roughness Measurements
2.5. Adhesion Strength Measurements
3. Result and Discussion
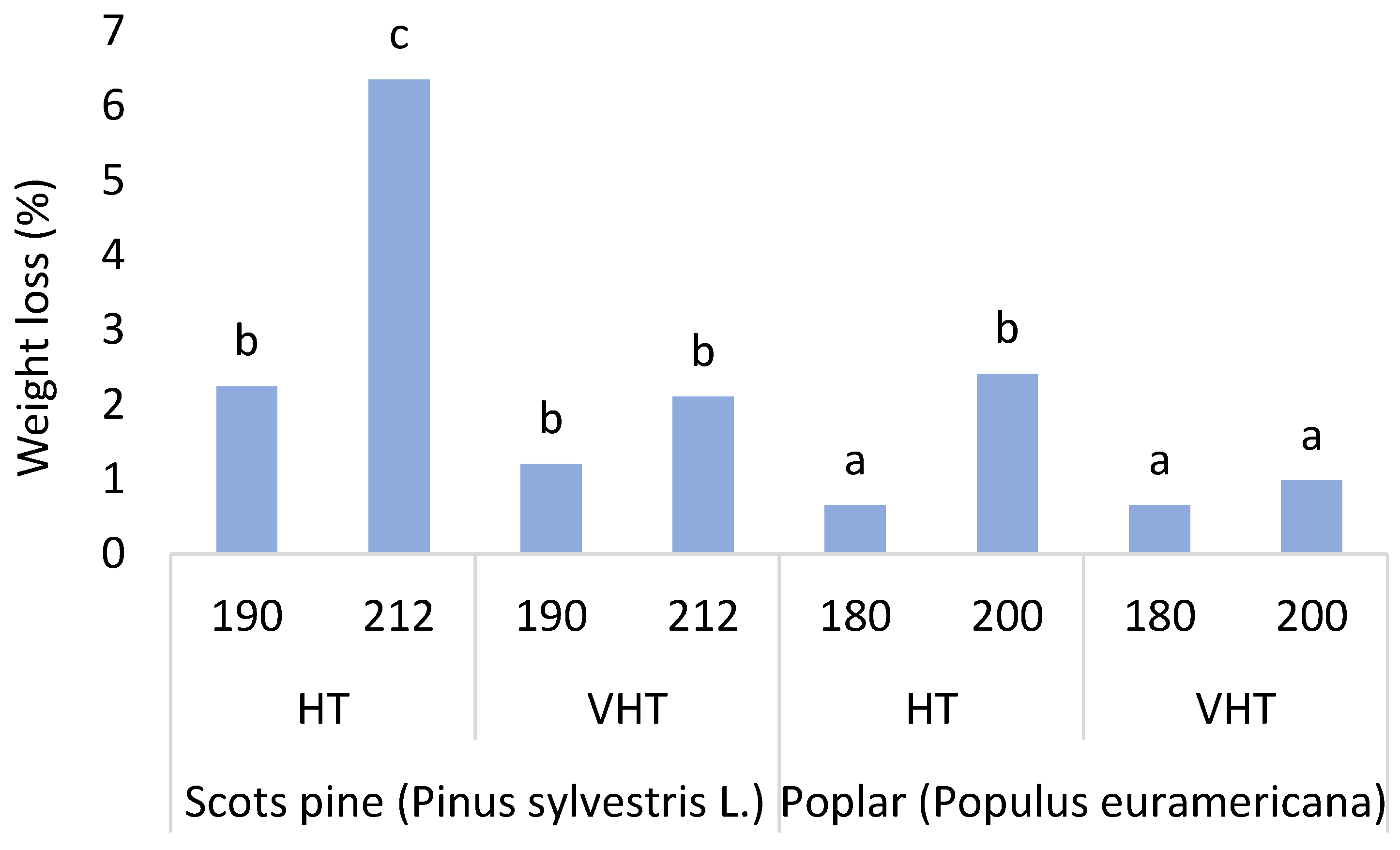
3.1. Weight Loss of HT and VHT Samples
3.2. Surface Roughness
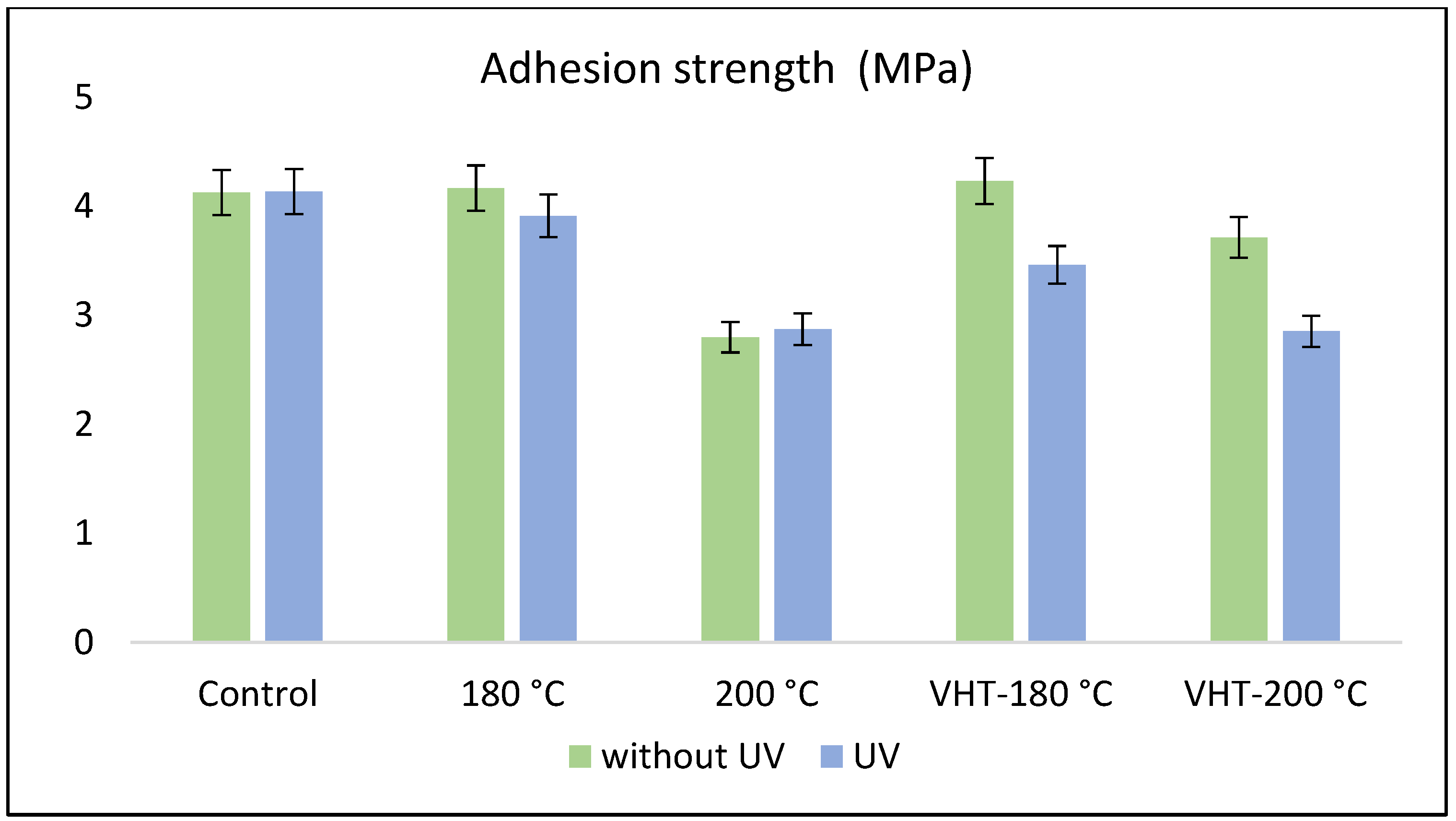
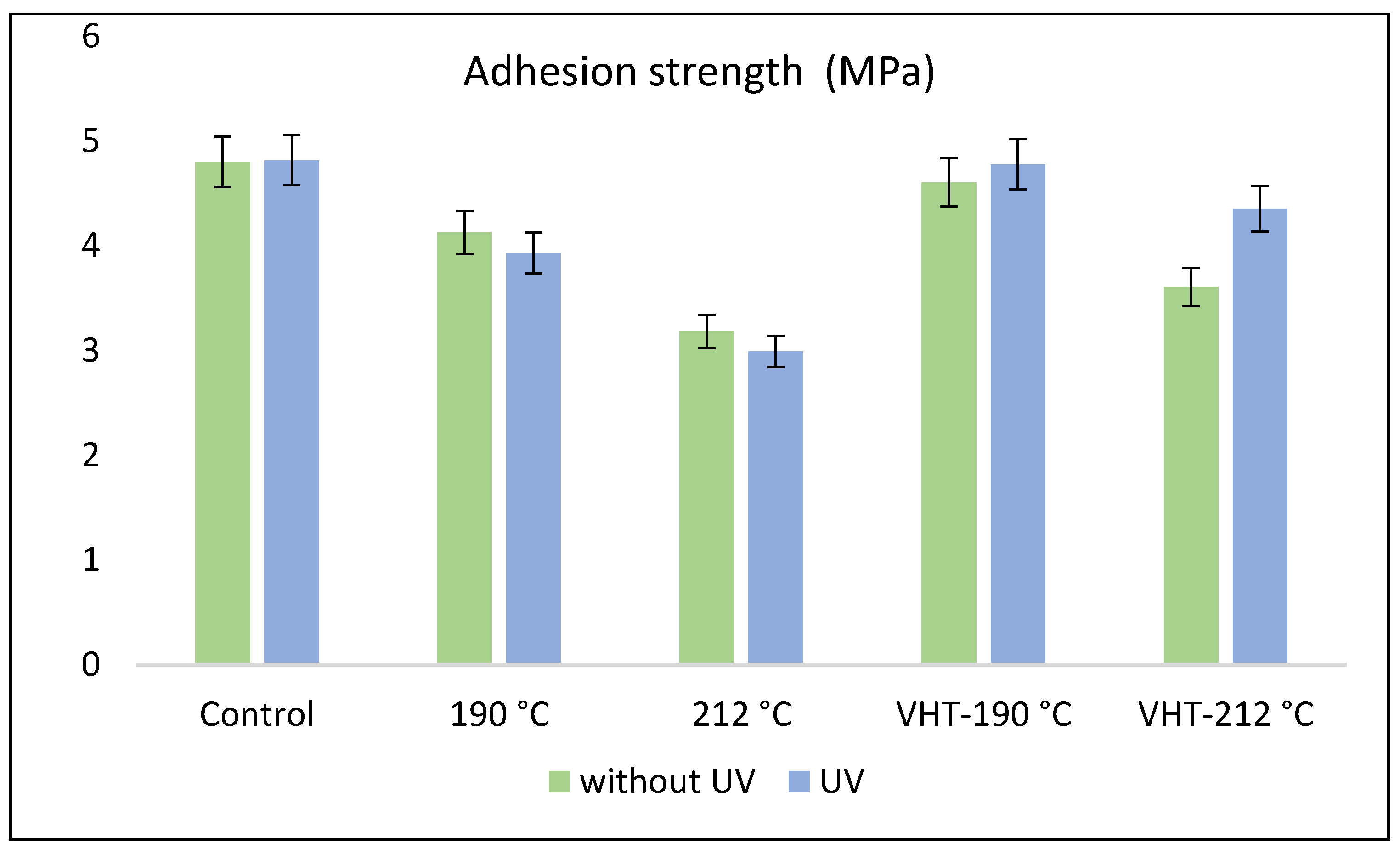
3.3. Adhesion Strength Values
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Winandy, J.E.; Rudie, A.W.; Williams, R.S.; Wegner, T.H. Integrated biomass technologies: Future vision for optimally using wood and biomass. For. Prod. J. 2008, 58, 6–16. [Google Scholar]
- Taghiyari, H.R.; Tajvidi, M.; Soltani, A.; Esmailpour, A.; Khodadoosti, G.; Jafarzadeh, H.; Militz, H.; Papadopoulos, A.N. Improving fire retardancy of unheated and heat-treated fir wood by nano-sepiolite. Holz Rohund Werkst. 2021, 79, 841–849. [Google Scholar] [CrossRef]
- Lee, S.H.; Ashaari, Z.; Lum, W.C.; Halip, J.A.; Ang, A.F.; Tan, L.P.; Chin, K.L.; Tahir, P.M. Thermal treatment of wood using vegetable oils: A review. Constr. Build. Mater. 2018, 181, 408–419. [Google Scholar] [CrossRef]
- Hill, C.A.S. Wood Modification: Chemical, Thermal and Other Processes; John Wiley & Sons: Chichester, UK, 2006. [Google Scholar]
- Candelier, K.; Dumarçay, S.; Pétrissans, A.; Desharnais, L.; Gérardin, P.; Pétrissans, M. Comparison of chemical composition and decay durability of heat treated wood cured under different inert atmospheres: Nitrogen or vacuum. Polym. Degrad. Stab. 2013, 98, 677–681. [Google Scholar] [CrossRef]
- Yang, Y.; Zhang, T.Y.; Lu, J.X.; Jiang, J.H. Influence of thermo vacuum treatment on colours and chemical compositions of alder birch wood. BioResources 2015, 10, 7936–7945. [Google Scholar] [CrossRef]
- Yildiz, S.; Gezer, E.D.; Yildiz, U.C. Mechanical and chemical behavior of spruce wood modified by heat. Build. Environ. 2006, 41, 1762–1766. [Google Scholar] [CrossRef]
- Nemeth, R.; Tolvaj, L.; Bak, M.; Alpar, T. Colour stability of oil-heat treated black locust and poplar wood during short-term UV radiation. J. Photochem. Photobiol. A Chem. 2016, 329, 287–292. [Google Scholar] [CrossRef] [Green Version]
- Mastouri, A.; Efhamisisi, D.; Shirmohammadli, Y.; Oladi, R. Physicochemical properties of thermally treated poplar wood in silicone and rapeseed oils: A comparative study. J. Build. Eng. 2021, 43, 102511. [Google Scholar] [CrossRef]
- Rep, G.; Pohleven, F.; Bucar, B. Characteristics of thermally modified wood in vacuum. In Proceedings of the International Research Group on Wood Protection (IRG) 35, Ljubljana, Slovenia, 6–10 June 2004; p. e40287. [Google Scholar]
- Surini, T.; Charrier, F.; Malvestio, J.; Charrier, B.; Moubarik, A.; Castéra, P.; Grelier, S. Physical properties and termite durability of maritime pine Pinus pinaster Ait., heat-treated under vacuum pressure. Wood Sci. Technol. 2011, 46, 487–501. [Google Scholar] [CrossRef]
- Allegretti, O.; Brunetti, M.; Cuccui, I.; Ferrari, S.; Nocetti, M.; Terziev, N. Thermo-vacuum modification of spruce (Picea abies Karst.) and fir (Abies alba Mill.) wood. BioResources 2012, 7, 656–669. [Google Scholar]
- Srinivas, K.; Pandey, K.K. Effect of heat treatment on color changes, dimensional stability, and mechanical properties of wood. J. Wood Chem. Technol. 2012, 32, 304–316. [Google Scholar] [CrossRef]
- Sandak, A.; Sandak, J.; Allegretti, O. Quality control of vacuum thermally modified wood with near infrared spectroscopy. Vacuum 2015, 114, 44–48. [Google Scholar] [CrossRef]
- Lin, B.-J.; Colin, B.; Chen, W.-H.; Pétrissans, A.; Rousset, P.; Pétrissans, M. Thermal degradation and compositional changes of wood treated in a semi-industrial scale reactor in vacuum. J. Anal. Appl. Pyrolysis 2018, 130, 8–18. [Google Scholar] [CrossRef]
- Xue-hua, W.; Ben-hua, F.; Jun-liang, L. Effect of vacuum heat treatment temperature on physical and mechanical properties of Eucalyptus pellita wood. Wood Fiber Sci. 2014, 46, 368–375. [Google Scholar]
- Pockrandt, M.; Jebrane, M.; Cuccui, I.; Allegretti, O.; Uetimane, E., Jr.; Terziev, N. Industrial Thermowood® and Termovuoto thermal modification of two hardwoods from Mozambique. Holzforschung 2018, 72, 701–709. [Google Scholar] [CrossRef]
- Sivrikaya, H.; Tesařová, D.; Jeřábková, E.; Can, A. Color change and emission of volatile organic compounds from Scots pine exposed to heat and vacuum-heat treatment. J. Build. Eng. 2019, 26, 100918. [Google Scholar] [CrossRef]
- Sun, B.; Wang, Z.; Liu, J. Changes of chemical properties and the water vapour sorption of Eucalyptus pellita wood thermally modified in vacuum. J. Wood Sci. 2017, 63, 133–139. [Google Scholar] [CrossRef] [Green Version]
- Can, A. Effects of heat treatment systems on the physical properties of coated Scots pine (Pinus sylvestris L.) and poplar (Populus euramericana). BioResources 2020, 15, 2708–2720. [Google Scholar] [CrossRef]
- EN ISO 4624 Paints; Varnishes and Plastics—Pull-Off Test for Adhesion. German Institute for Standardization: Berlin, Germany, 2003.
- Esteves, B.; Pereira, H. Wood modification by heat treatment: A review. BioResources 2008, 4, 370–404. [Google Scholar] [CrossRef]
- Kutnar, A.; Kričej, B.; Pavlič, M.; Petrič, M. Influence of treatment temperature on wettability of Norway spruce thermally modified in vacuum. J. Adhes. Sci. Technol. 2013, 27, 963–972. [Google Scholar] [CrossRef]
- MacLean, J.D. Rate of Disintegration of Wood under Different Heating Conditions. Proc. Am. Wood Preserv. Assoc. 1952, 47, 155–168. [Google Scholar]
- Ferrari, S.; Cuccui, I.; Allegretti, O. Thermo-vacuum modification of some European softwood and hardwood species treated at different conditions. BioResources 2013, 8, 1100–1109. [Google Scholar] [CrossRef] [Green Version]
- Bakar, B.F.A.; Hiziroğlu, S.; Tahir, P.M.D. Properties of some thermally modified wood species. Mater. Des. 2013, 43, 348–355. [Google Scholar] [CrossRef] [Green Version]
- Kasemsiri, P.; Hiziroğlu, S.; Rimduist, S. Characterization of heat treated eastern redcedar (Juniperus virginiana L.). J. Mater. Proc. Technol. 2012, 212, 1324–1330. [Google Scholar] [CrossRef]
- Korkut, S.; Hiziroğlu, S.; Aytin, A. Effect of Heat Treatment on Surface Characteristics Wild Cherry Wood. BioResources 2013, 8, 1582–1590. [Google Scholar] [CrossRef]
- Aytin, A.; Korkut, S.; Çakicier, N. Effect of Heat Treatment with ThermoWood Method on Some Surface Characteristic of Wild Cherry Wood. J. Selcuk. Tech. 2015, 14, 539–554. [Google Scholar]
- Kvietkova, M.; Gaff, M.; Gašparík, M.; Kaplan, L.; Barcík, Š. Surface quality of milled birch wood after thermal treatment at various temperatures. BioResources 2015, 10, 6512–6521. [Google Scholar] [CrossRef]
- Aytin, A.; Korkut, S. Effect of thermal treatment on the swelling and surface roughness of common alder and wych elm wood. J. For. Res. 2016, 27, 225–229. [Google Scholar] [CrossRef]
- Gurleyen, L.; Ayata, U.; Esteves, B.; Cakicier, N. Effects of heat treatment on the adhesion strength, pendulum hardness, surface roughness, color and glossiness of Scots pine laminated parquet with two different types of UV varnish application. Maderas. Cienc. Tecnol. 2017, 19, 213–224. [Google Scholar] [CrossRef] [Green Version]
- Tolvaj, L.; Molnar, Z.; Nemeth, R. Photodegradation of wood at elevated temperature: Infrared spectroscopic study. J. Photochem. Photobiol. B Biol. 2013, 121, 32–36. [Google Scholar] [CrossRef]
- Mohebby, B.; Saei, A.M. Effects of geographical directions and climatological parameters on natural weathering of fir wood. Constr. Build. Mater. 2015, 94, 684–686. [Google Scholar] [CrossRef]
- Arpaci, S.S.; Tomak, E.D.; Ermeydan, M.A.; Yildirim, I. Natural weathering of sixteen wood species: Changes on surface properties. Polym. Degrad. Stab. 2021, 183, 109415. [Google Scholar] [CrossRef]
- Williams, R.S.; Knaebe, M.T.; Evans, J.W.; Feist, W.C. Erosion rates of wood during natural weathering. Part III. Effect of exposure angle on erosion rate. Wood Fiber Sci. 2001, 33, 50–57. [Google Scholar]
- Feist, W.C. Outdoor wood weathering and protection. Adv. Chem. Archaeol. Wood 1990, 11, 263–298. [Google Scholar]
- Yildiz, S.; Tomak, E.D.; Yildiz, U.C.; Ustaomer, D. Effect of artificial weathering on the properties of heat treated wood. Polym. Degrad. Stab. 2013, 98, 1419–1427. [Google Scholar] [CrossRef]
- Tomak, E.D.; Ustaomer, D.; Yildiz, S.; Pesman, E. Changes in surface and mechanical properties of heat treated wood during natural weathering. Measurement 2014, 53, 30–39. [Google Scholar] [CrossRef]
- Turkoglu, T.; Toker, H.; Baysal, E.; Kart, S.; Yuksel, M.; Ergun, M.E. Some surface properties of heat treated and natural weathered oriental beech. Wood Res. 2015, 60, 881–890. [Google Scholar]
- Tomak, E.D.; Ustaomer, D.; Ermeydan, M.A.; Yildiz, S. An investigation of surface properties of thermally modified wood during natural weathering for 48 months. Measurement 2018, 127, 187–197. [Google Scholar] [CrossRef]
- Williams, R.S. Finishing of Wood, Wood Handbook; General Technical Report FPL-GTR-190 Forest Service, Forest Products Laboratory; U.S. Department of Agriculture: Madison, WI, USA, 2010; Chapter 16; pp. 16-1–16-39. [Google Scholar]
- Ozdemir, T.; Hiziroglu, S. Influence of surface roughness and species on bond strength between the wood and the finish. For. Prod. J. 2009, 59, 90–94. [Google Scholar]
- Hering, S.; Keunecke, D.; Niemz, P. Moisture-dependent orthotropic elasticity of beech wood. Wood Sci. Technol. 2011, 46, 927–938. [Google Scholar] [CrossRef] [Green Version]
- Goli, G.; Cremonini, C.; Negro, F.; Zanuttini, R.; Fioravanti, M. Physical-mechanical properties and bonding quality of heat treated poplar (I-214) and ceiba plywood. IForest J. 2014, 8, 687–692. [Google Scholar] [CrossRef] [Green Version]
- Taghiyari, H.R.; Samadarpour, A. Effects of Nanosilver-Impregnation and Heat Treatment on Coating Pull-off Adhesion Strength on Solid Wood. Wood Ind./Drv. Ind. 2015, 66, 321–327. [Google Scholar]
- Mitchell, P.H. Irreversible property changes of small loblolly pine specimens heated in air, nitrogen, or oxygen. Wood Fiber Sci. 1988, 20, 320–355. [Google Scholar]
- Jaic, M.; Zivanovic, R. The influence of the ratio of the polyurethane coating components on the quality of finished wood surface. Holz Rohund Werkst. 1997, 55, 319–322. [Google Scholar] [CrossRef]
- Budakçi, M.; Sönmez, A. Determining adhesion strength of some wood varnishes on different wood surfaces. J. Fac. Eng. Arch. Gazi Univ. 2010, 25, 111–118. [Google Scholar]
- Herrera, R.; Muszyńska, M.; Krystofiak, T.; Labidi, J. Comparative evaluation of different thermally modified wood samples finishing with UV-curable and waterborne coatings. Appl. Surf. Sci. 2015, 357, 1444–1453. [Google Scholar] [CrossRef]
- Herrera, R.; Krystofiak, T.; Labidi, J.; Llano-Ponte, R. Characterization of thermally modified wood at different industrial conditions. Drewno 2016, 59, 151–164. [Google Scholar]
- Can, A.; Krystofiak, T.; Lis, B. Shear and adhesion strength of open and closed system heat-treated wood samples. Maderas. Cienc. Tecnol. 2021, 23, 1–10. [Google Scholar] [CrossRef]
- Gurleyen, L. Effects of artificial weathering on the color, gloss, adhesion, and pendulum hardness of UV system parquet varnish applied to doussie (Afzelia africana) wood. BioResources 2021, 16, 1616. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
| Wood Species | Modification Parameters | Along (‖) the Grain | Across (⊥) the Grain | ||||
|---|---|---|---|---|---|---|---|
| Ra | Rz | Rmax | Ra | Rz | Rmax | ||
| Roughness [μm] | |||||||
| Poplar | Control | 3.821 (1.12) | 23.479 (6.10) | 40.338 (9.47) | 4.048 (0.91) | 27.261 (4.15) | 44.183 (10.56) |
| HT-180 °C | 2.754 (0.96) | 17.466 (6.37) | 29.012 (11.04) | 5.741 (1.79) | 30.309 (9.19) | 47.659 (16.91) | |
| HT-200 °C | 2.517 (0.96) | 16.703 (5.83) | 27.667 (12.48) | 4.952 (1.52) | 31.570 (8.40) | 43.090 (11.64) | |
| VHT-180 °C | 2.423 (0.86) | 17.333 (6.75) | 19.080 (10.09) | 4.853 (1.18) | 27.838 (6.21) | 38.011 (10.65) | |
| VHT-200 °C | 3.171 (1.11) | 19.375 (5.12) | 36.098 (11.96) | 5.226 (1.77) | 33.026 (7.08) | 50.719 (11.11) | |
| Scots Pine | Control | 3.677 (0.92) | 23.266 (5.98) | 30.662 (7.83) | 4.498 (0.78) | 29.370 (4.64) | 38.360 (8.43) |
| HT-190 °C | 4.923 (0.72) | 30.914 (4.21) | 42.435 (4.63) | 5.101 (0.78) | 33.348 (3.50) | 45.263 (5.35) | |
| HT-212 °C | 3.712 (0.99) | 23.626 (5.58) | 31.461 (8.89) | 4.243 (0.82) | 27.024 (4.25) | 35.997 (6.73) | |
| VHT-190 °C | 3.686 (0.77) | 22.788 (4.95) | 29.903 (5.25) | 5.462 (1.58) | 32.502 (7.46) | 39.987 (8.52) | |
| VHT-212 °C | 4.198 (0.59) | 27.174 (3.90) | 36.738 (5.31) | 5.425 (0.75) | 33.746 (4.52) | 47.268 (6.80) | |
| Wood Species | Modification Parameters | Along (‖) the Grain | Across (⊥) the Grain | ||||
|---|---|---|---|---|---|---|---|
| Ra | Rz | Rmax | Ra | Rz | Rmax | ||
| Poplar | Control | 2.404 (0.21) | 14.856 (1.40) | 21.526 (5.47) | 5.201 (1.38) | 31.579 (1.31) | 44.097 (6.02) |
| HT-180 °C | 3.007 (0.42) | 18.914 (0.61) | 30.023 (4.47) | 4.547 (1.34) | 29.673 (6.12) | 38.207 (4.42) | |
| HT-200 °C | 2.491 (0.69) | 12.662 (1.45) | 27.014 (7.23) | 6.558 (1.10) | 36.892 (2.57) | 57.753 (6.73) | |
| VHT-180 °C | 4.972 (1.25) | 27.098 (6.00) | 48.254 (7.30) | 5.357 (1.11) | 28.556 (0.71) | 42.675 (6.01) | |
| VHT-200 °C | 2.566 (1.8) | 14.305 (2.36) | 21.038 (3.81) | 6.088 (1.25) | 32.362 (2.00) | 62.622 (0.55) | |
| Scots Pine | Control | 5.970 (1.21) | 35.940 (1.97) | 57.670 (1.71) | 5.230 (0.85) | 36.489 (10.75) | 47.012 (14.06) |
| HT-190 °C | 5.091 (0.37) | 33.717 (2.78) | 46.675 (6.88) | 4.174 (0.60) | 26.077 (2.39) | 31.655 (3.36) | |
| HT-212 °C | 3.644 (0.43) | 22.965 (3.37) | 28.106 (4.65) | 3.556 (0.57) | 22.568 (2.97) | 32.537 (3.24) | |
| VHT-190 °C | 2.620 (0.49) | 19.403 (3.46) | 24.890 (1.61) | 4.073 (1.24) | 27.152 (6.63) | 36.438 (12.26) | |
| VHT-212 °C | 3.533 (1.02) | 22.803 (11.84) | 30.917 (21.58) | 4.726 (0.75) | 26.860 (0.32) | 33.610 (5.48) | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Krystofiak, T.; Can, A.; Lis, B. Investigation of Roughness and Adhesion Strength Properties of Pine and Poplar Wood Heat Treated in Air and under Vacuum after Artificial Aging. Coatings 2022, 12, 1910. https://doi.org/10.3390/coatings12121910
Krystofiak T, Can A, Lis B. Investigation of Roughness and Adhesion Strength Properties of Pine and Poplar Wood Heat Treated in Air and under Vacuum after Artificial Aging. Coatings. 2022; 12(12):1910. https://doi.org/10.3390/coatings12121910
Chicago/Turabian StyleKrystofiak, Tomasz, Ahmet Can, and Barbara Lis. 2022. "Investigation of Roughness and Adhesion Strength Properties of Pine and Poplar Wood Heat Treated in Air and under Vacuum after Artificial Aging" Coatings 12, no. 12: 1910. https://doi.org/10.3390/coatings12121910
APA StyleKrystofiak, T., Can, A., & Lis, B. (2022). Investigation of Roughness and Adhesion Strength Properties of Pine and Poplar Wood Heat Treated in Air and under Vacuum after Artificial Aging. Coatings, 12(12), 1910. https://doi.org/10.3390/coatings12121910