
Effect of Doping Content of MgO on Solar Absorptivity to IR Emissivity Ratio of Al2O3 Coatings
by
 ,
,
Han Zhu
1,2, 
Weize Wang
1,*,
Dongdong Ye
3,
Ting Yang
1,
Dongpeng Li
1,
Min Yang
1,
Baohan Yuan
1 and
Yihao Wang
1 1
Key Laboratory of Pressure System and Safety, Ministry of Education, School of Mechanical and Power Engineering, East China University of Science and Technology, No. 130 Meilong Road, Shanghai 200237, China
2
China Coal Xinji Lixin Power Generation Co., Ltd., Bozhou 236000, China
3
School of Artificial Intelligence, Anhui Polytechnic University, Wuhu 241000, China
*
Author to whom correspondence should be addressed.
Coatings 2022, 12(12), 1891; https://doi.org/10.3390/coatings12121891
Submission received: 10 November 2022
/
Revised: 30 November 2022
/
Accepted: 1 December 2022
/
Published: 5 December 2022
Abstract
:High-emissivity coatings are often used on the surfaces of solar probes to block heat from the sun. Therefore, improving the thermal control ability is the standard for determining the quality of the coatings. In this study, MgO was doped into Al2O3 to improve the thermal control ability of the coatings and to analyse the effect of different MgO doping contents. The solar absorptivity to infrared (IR) emissivity ratio (α/ε) was used to evaluate the thermal control ability of the coatings. The results showed that 5 wt.% MgO doping content is the best choice. The main reason for the change in α/ε is related to the doping of MgO, which affects the grain size of Al2O3.
1. Introduction
Solar activity affects humans in various ways. Therefore, there is a need to explore the sun to analyse solar activity over time. In 2018, NASA successfully launched the Parker solar probe, which broke historical records by becoming the first object to approach close to the sun. Owing to the short distance between the Parker solar detector and the sun, the probe technology utilises a set of high-temperature-resistant thermal protection systems for protection against the high temperatures (2500 °F) and strong radiation flow generated by the sun during the operation of the detector [1,2].
The composition of a thermal protection system, such as a thermal protective coating, is complex. The thermal protective coating must not only reflect most of the visible solar radiation but also emit residual energy in the infrared region, which significantly reduces the temperature inside the spacecraft [3]. High-emissivity coatings are an important component of thermal protection coatings. They not only have the high-temperature resistance and good chemical stability of ordinary ceramic coatings but also have an excellent radiation and heat dissipation capacity. They have been favoured by researchers because of these advantages and are now widely used in metallurgical manufacturing, aerospace, architectural coatings, and several other technical fields [4,5,6,7].
As humans continue to explore the universe, the high-temperature resistance requirements of spacecraft are becoming stricter. Researchers have constantly introduced new substances and improved the existing material systems to enhance the emissivity of coatings. However, researchers have mainly focussed on increasing the emissivity to reduce the internal temperature of the coating, while ignoring the fact that absorptivity also affects the thermal protection effect of the coating [3]. Therefore, comprehensive consideration of the relationship between absorptivity and emissivity is required for a breakthrough in solving the temperature problem. In this study, α/ε was introduced as a parameter to measure the temperature-control effect of the coatings.
According to research data on high-emissivity coatings, most high-emissivity materials are based on compounds of oxygen, nitrogen, carbon, and boron [8,9], among which, oxides are favoured because of their low price and good stability. Common oxides include Al2O3, Fe2O3, CuO, MnO2, MgO, and Cr2O3. Among these materials, Al2O3 is widely used in several fields because of its excellent wear resistance [10], corrosion resistance [11], electrical insulation [12], and other properties [13]. With respect to using Al2O3 as a radiation-resistant optical material or as a shielding material in nuclear technology, Popov, A.I., et al. [14] and Ananchenko, D. V., et al. [15] studied the thermal stability and annealing mechanisms of radiation-induced defects. In the aerospace field, Al2O3 coatings also exhibit high-temperature stability, high infrared emissivity, and low solar absorptivity, all of which help to reduce the internal temperature of the spacecraft [3]. Atmospheric plasma spraying (APS) is the most widely used technology for Al2O3 coatings because of its wide range of spraying materials, dense coating structure, high bonding strength, and high control accuracy.
Common methods to improve the temperature-control effect of high-emissivity coatings include regulating the surface state, structure, and composition of the coatings [16]. According to a previous study, the best spraying distance for Al2O3 coatings was 110 mm, the best spraying power was 40 kW, and the best coating thickness was 140 μm. In addition, a large number of studies [17,18] have found that doping atoms with different radii will lead to defects in the lattice structure, and a variety of impurity energy levels will be introduced at the lattice defects, which will lead to electron transitions in the valence band, an increase in the number of free carriers, and, in turn, affect the emissivity of the coatings. Al3+ and Mg2+ have different radii, and MgO is a good sintering additive for Al2O3; thus, Kim et al. [19] added MgO to Al2O3 to improve the light transmittance of ceramic pellets.
In this work, to eliminate the influence of the microstructure, we prepared ceramic pellets to study the effect of MgO doping. The original powder was prepared by solid-phase synthesis and the spray-drying method was used to prepare the agglomerate powder. The particle size distribution of the powder was controlled between 15 and 45 μm. Finally, MgO-doped Al2O3 coatings were prepared by APS, and the differences between the ceramic pellets and coatings were analysed.
2. Experimental Procedures
2.1. Ceramic Preparation Method
In this study, to investigate the mechanism of material composition on α/ε, ceramic pellets were prepared to eliminate the influence of the coating microstructure. The particle sizes of the Al2O3 and MgO powder were in the range of 30–50 nm. To prevent the MgO powder from absorbing water, it was stored in a vacuum box. In addition, it was necessary to heat treat the powder at 350 °C before preparing the ceramic pellet, and the preparation speed was accelerated as much as possible during the preparation process. The steps for preparing the ceramic pellets are as follows. First, an electronic balance was used to weigh the Al2O3 and MgO powders with different weight ratios. The specific proportions are listed in Table 1. Secondly, the weighed raw powders with different proportions were placed in a ball milling tank, and absolute ethanol was used as the medium; the mass ratio of alumina grinding ball to raw powder was 2:1, and a planetary ball mill was used to grind and mix the powders for 24 h. Third, after grinding and mixing, the slurry was placed in the dryer and dried for 2 h. Fourth, an electronic balance was used to weigh 3 g of each of the dried powders, which were placed in a CIP-22M microisostatic press and maintained under a cold isostatic pressure of 300 MPa for 5 min. Finally, using an SXW-6-16 ceramic fibre furnace, the obtained pellets were sintered at 1550 °C for 72 h.
2.2. Coating Preparation Method
In this study, the spray-drying method was used to regranulate the original powder to obtain MgO-doped Al2O3 powders which were in the range of 15–45 μm. MgO-doped Al2O3 coatings were prepared via atmospheric plasma spraying (APS; F4-MB, Oerlikon Metco, Switzerland). A nickel-based alloy with a thickness of 3 mm and diameter of 25.4 mm was selected as the substrate. Prior to the deposition, the substrate was grit blasted and ultrasonically cleaned with alcohol. Argon was the primary gas and hydrogen was the auxiliary gas used during spraying. Nitrogen was used as the powder gas, and the flow rate was 4 SLPM. The gas flow rates of argon and hydrogen were 35 and 5 SLPM, respectively (SLPM is standard lt/min, 1 SLPM = 1.699 m3/h). During the spraying process, the spraying distance, spraying power, and transverse moving speed of the spray gun were 110 mm, 40 kW, and 140 µm, respectively.
2.3. Measurement of the Properties
An IRE-2 infrared radiation tester (Shanghai Institute of Technical Physics of the Chinese Academy of Sciences, Shanghai, China) and Lambda 950 spectrophotometer (Perkin Elmer Instruments Co., Ltd., Boston, USA) were used to measure the ε and α of the coatings and ceramics, respectively. The ε and α values of the coatings were measured in a dark and dry room. In addition, to avoid the influence of external noise, vibration, and other factors on the measurement results, the vibration and noise of the measurement environment were assessed before measurement. X-ray diffraction (XRD) was performed using an X-ray diffractometer (Rigaku Co., Ltd., Tokyo, Japan) to analyse the phase. The JADE 6.0 software was used to analyse the XRD patterns of the Al2O3 coatings with different MgO doping contents, and the porosity of the coatings was measured using the ImageJ software. Scanning electron microscopy (SEM) was performed using S-3400N (Hitachi Analytical Instruments Co., Ltd., Tokyo, Japan) to investigate the microstructures of every sample.
3. Result and Discussion
3.1. Effect of Doping Content of MgO on α/ε of Ceramic Pellet
MgO was used as a sintering aid to suppress the grain growth in Al2O3 [19]. Previous studies showed that the effects on α differ in changing the MgO doping content. When Al2O3 is doped with excessive MgO, a second phase (MgAl2O4) appears [20]. To explore the influence of different MgO doping contents on the α/ε values of Al2O3, several groups of experiments were designed in this study, and the parameters are listed in Table 1.
The MgO-doped Al2O3 ceramic pellets were sintered at 1550 °C, and their XRD patterns are shown in Figure 1. The results show that when the MgO content was 1 wt. %, only the diffraction peak of Al2O3 was observed, while no peak of MgO was detected. The Al2O3 peak shifted to the left (2θ = 25.4) because the ionic radius of Mg2+ is larger than that of Al3+. With an increase in the Mg2+ content, the lattice constant of the cell increases, leading to a shifting of the Al2O3 peak towards lower 2θ values (towards the left) [21]. The MgAl2O4 phase was observed when the addition of MgO was greater than 1 wt.%, indicating that a chemical reaction occurred between Al2O3 and MgO during the sintering process. According to the literature [22], when the doping content is less than the critical value, MgO forms a solid solution with Al2O3. At this time, XRD cannot measure the diffraction peak of the impurities; when the addition of MgO is greater than the critical value, MgO reacts with Al2O3 to produce MgAl2O4.
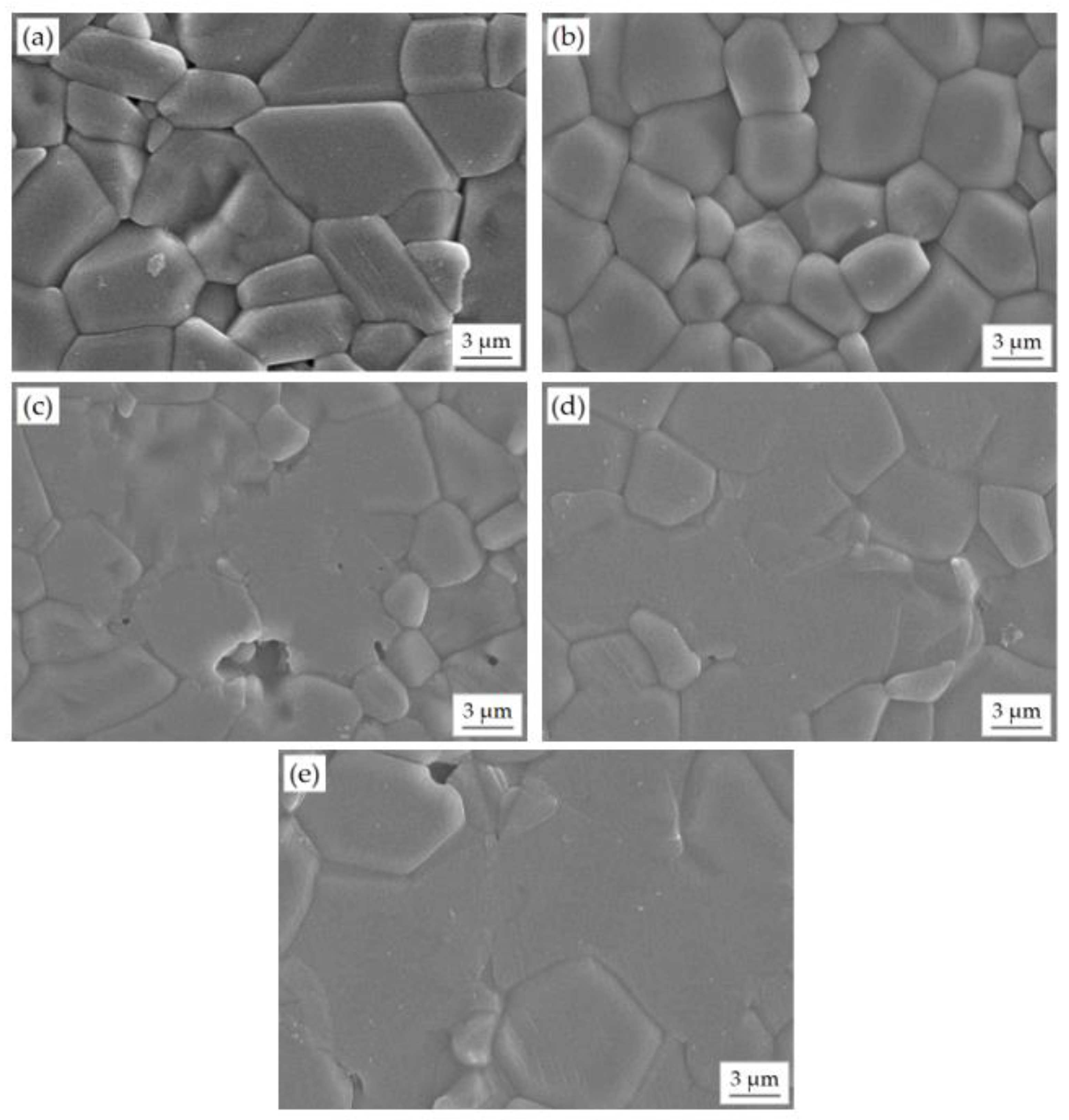
The microstructures of the MgO-doped Al2O3 ceramic pellets are shown in Figure 2. The centre of the grain was selected and a horizontal line was drawn from the centre point. This was rotated clockwise by 15° each time and the average of the length was taken as the grain size. Figure 2a shows that the Al2O3 ceramic pellet without MgO addition and sintered at 1550 °C exhibited larger grains (5.681 μm), and the grain shape presented an equiaxed polygon with wide grain boundaries. Figure 2b shows that when the MgO content was 1 wt.%, the grain size (4.372 μm) decreased and the grain boundary was relatively narrow. When the MgO content was equal to or greater than 3 wt.%, the grain boundary started to melt (Figure 2c–e). Therefore, MgO can effectively reduce the sintering temperature of the Al2O3 ceramic pellets. In addition, MgO reacts with Al2O3 to produce MgAl2O4, and the existence of spinel MgAl2O4 restrains grain growth.
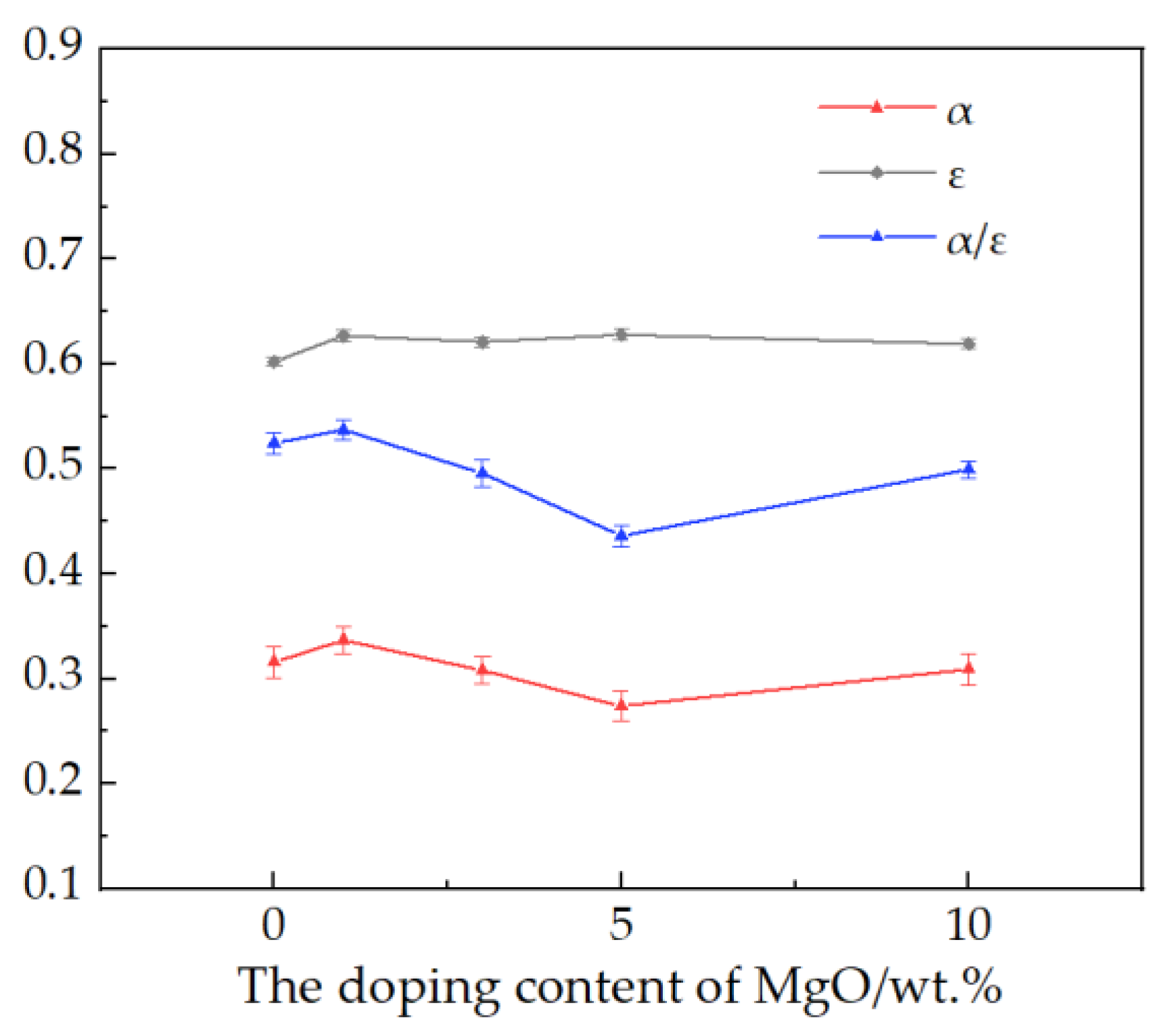
The α and ε values of the MgO-doped Al2O3 ceramic pellets are shown in Figure 3. The ε value of the ceramic pellets increased when the addition of MgO was increased from 0 to 1 wt.% and remained relatively unchanged as the MgO content was increased from 1 to 10 wt.%. In addition, the α values exhibited a changing trend. The increase in ε is due to the introduction of MgO, which produces MgAl2O4. The spinel structure has the characteristics of high emissivity because doping causes lattice distortion, destroys the symmetry of the crystal form, and results in an asymmetric dipole vibration, thereby increasing ε [23]. When the MgO doping content was less than or equal to 1 wt.%, the α value of the ceramic pellet increased with increasing doping content. Combined with the SEM results of the ceramic pellets, it was found that, compared with the ceramic pellet without the addition of MgO, the grain size with a doping content of 1 wt.% was relatively small. A smaller grain size increased the contact area of the grain boundary. Thus, when light was introduced into the ceramics, the scattering effect of light became more visible, leading to an extension of the optical path and an increase in the α value of the ceramics. Therefore, when the doping content of MgO was between 0 and 1 wt.%, the main reason for the increase in the α value of the ceramic pellets was that doping with MgO restrained grain growth [19]. When the MgO doping content was greater than 1 wt.%, the α value of the ceramic pellets exhibited a downward trend, and when it was 5 wt.%, the corresponding α value was the smallest. In this process, the main reason for the decrease in α was that, although the smaller grain size led to an increase in grain boundaries, the phenomenon of grain boundary melting occurred, which reduced the scattering effect of the incident light, thereby reducing the α value of the Al2O3 ceramic pellets. When the MgO doping content was further increased, the α value of the ceramic pellets showed an increasing trend. This is because, although the grain boundary melting phenomenon was evident, the excessive doping content of MgO led to the formation of MgAl2O4, and the generated second phase became a new light scattering source, thereby increasing the α value of the Al2O3 ceramic pellets.
3.2. Properties of MgO-Doped Al2O3 Spraying Powders
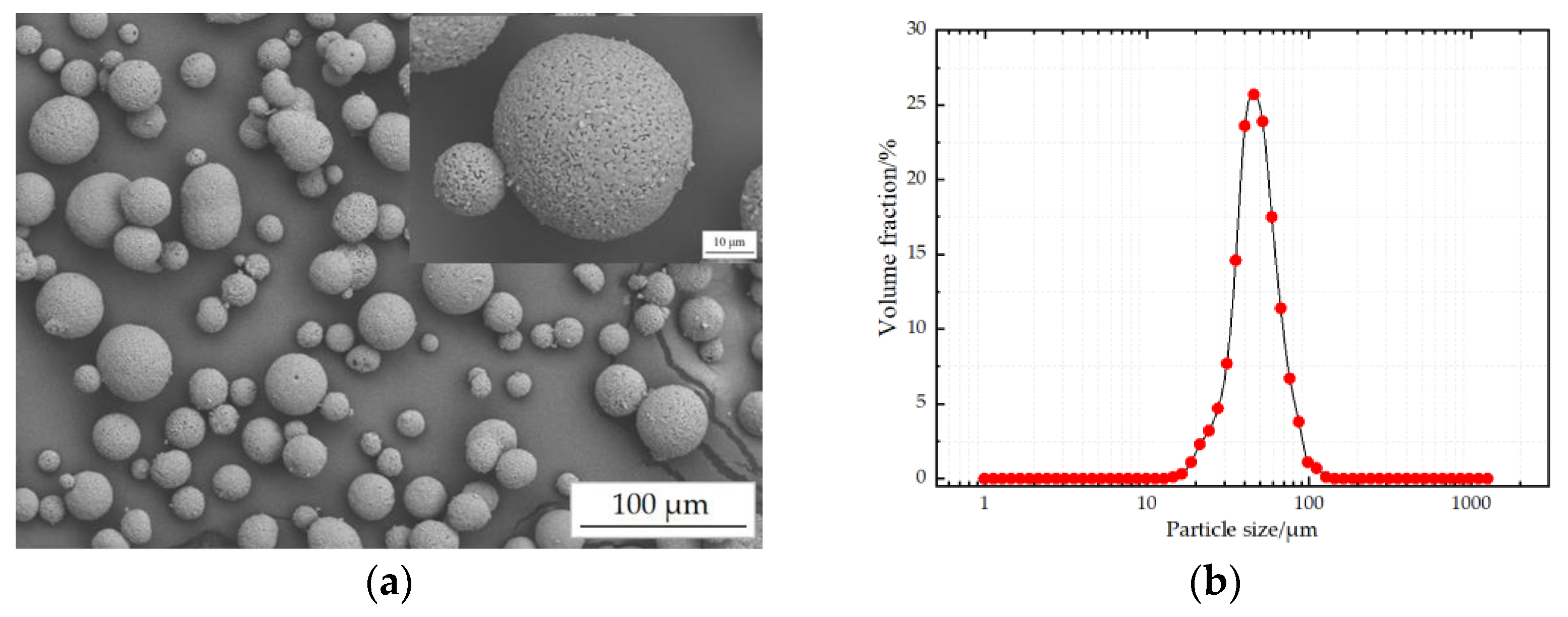
There are strict requirements for the fluidity and sphericity of the spraying powder because the thermally sprayed powder must be stably transported into the plasma flame flow. The morphology of the commonly used spray powder is generally spherical or nearly spherical. During the experiment, it was found that different particle sizes of the powder affect the thermal spraying properties [24].
The spray-drying method was used to regranulate the original powder to obtain a spherical powder. Because the surface morphology and particle size of each powder were approximately the same, Figure 4 shows the morphology of the typical MgO-doped Al2O3 powder after spray drying. The obtained powders had approximately similar particle sizes ranging from 15–45 μm. In addition, some irregular shapes were observed, constituting a small percentage of the powder, which were caused by spherical powder crushing.
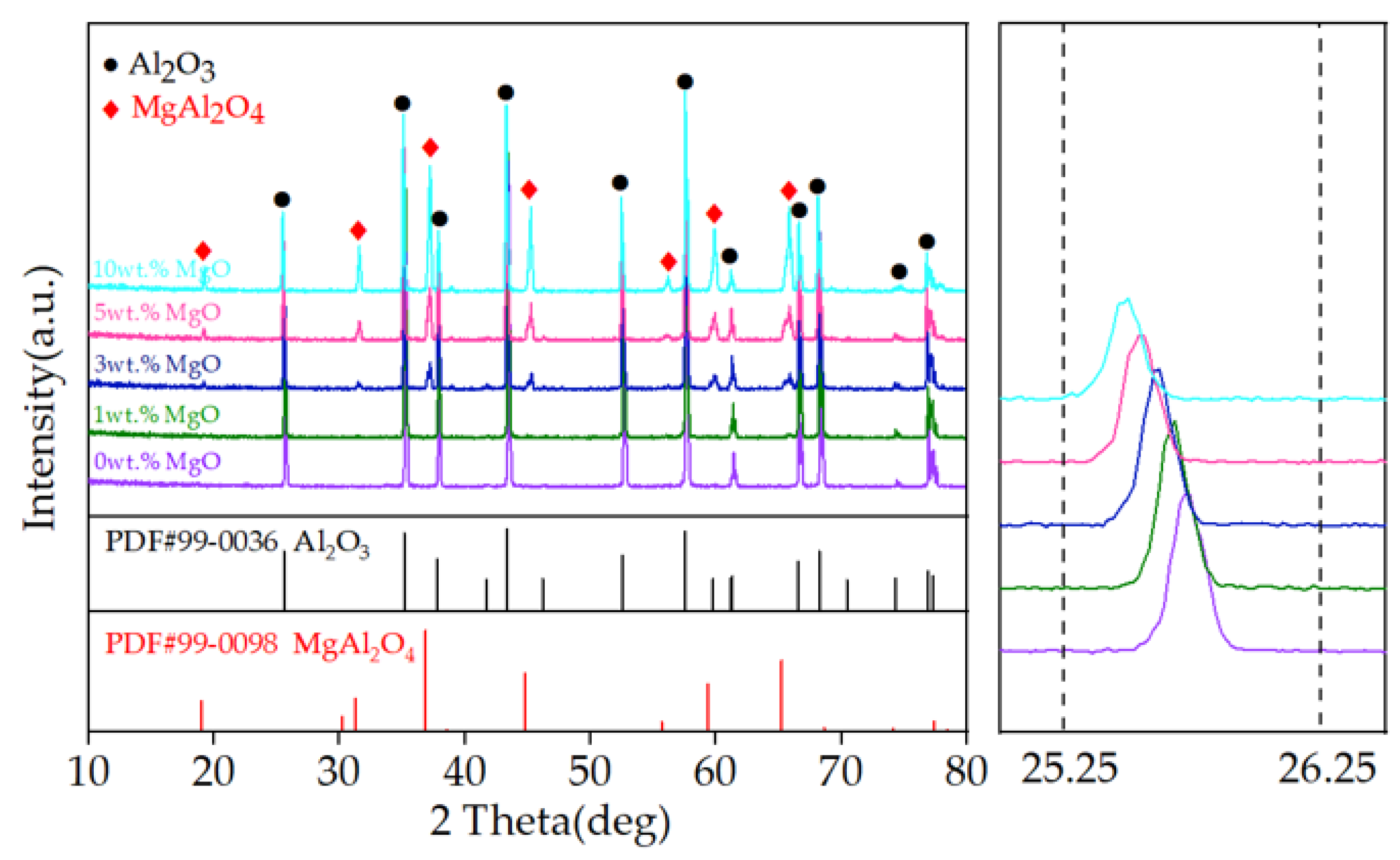
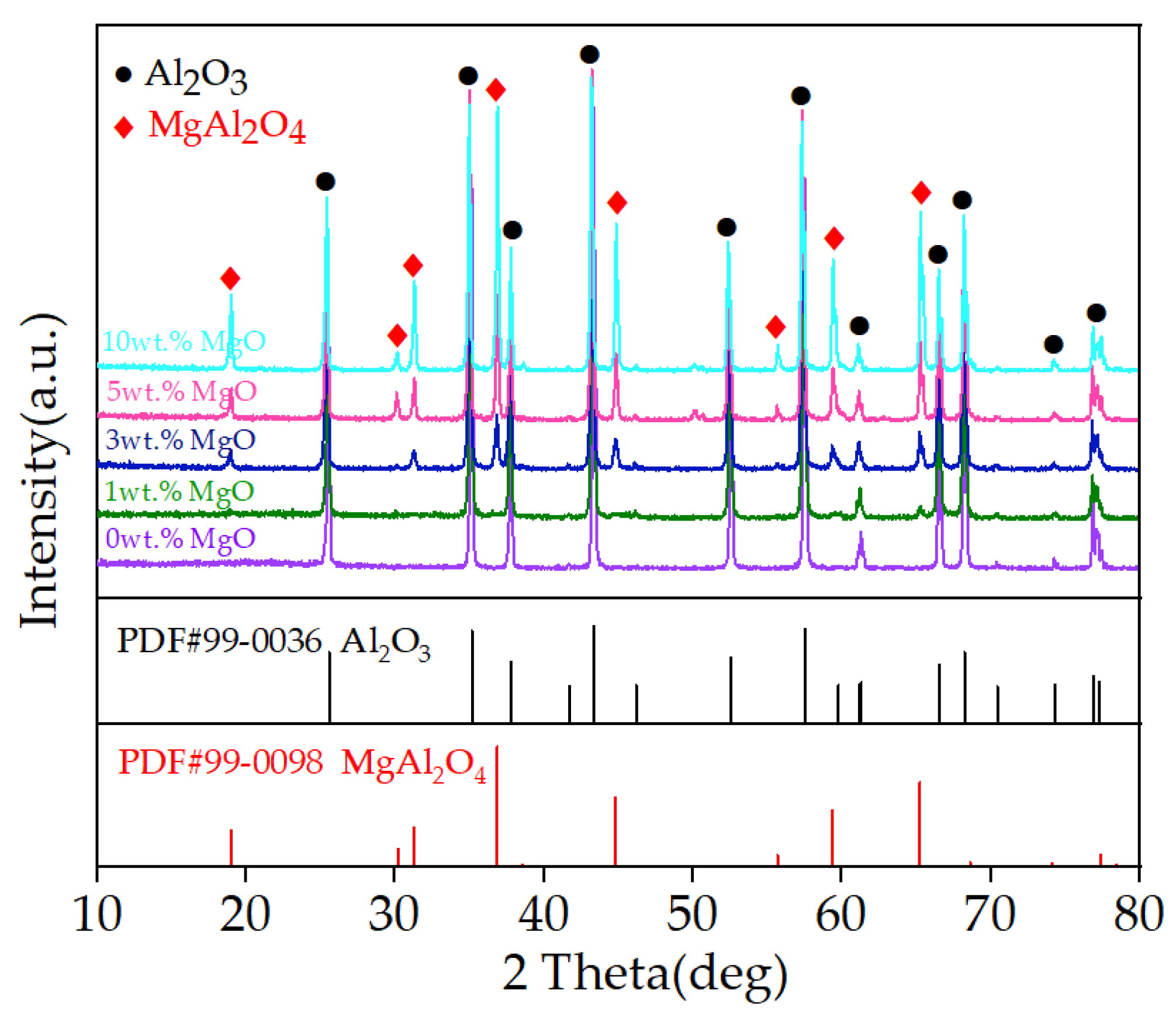
The XRD results of the phase of the powders with different MgO doping contents are shown in Figure 5. When the MgO doping content was 1 wt.%, only the diffraction peak of Al2O3 was observed and no peak of MgO was detected, which is consistent with the XRD results of the as-prepared ceramic pellets. This is because MgO reacts with Al2O3 to produce MgAl2O4. However, the content of MgAl2O4 is low, and its diffraction peak cannot be observed. When the MgO doping content was greater than 1 wt.%, the diffraction peak of MgAl2O4 was observed, because the MgAl2O4 content was so high that the peak could finally be detected in XRD.
3.3. Properties of MgO-Doped Al2O3 Coatings
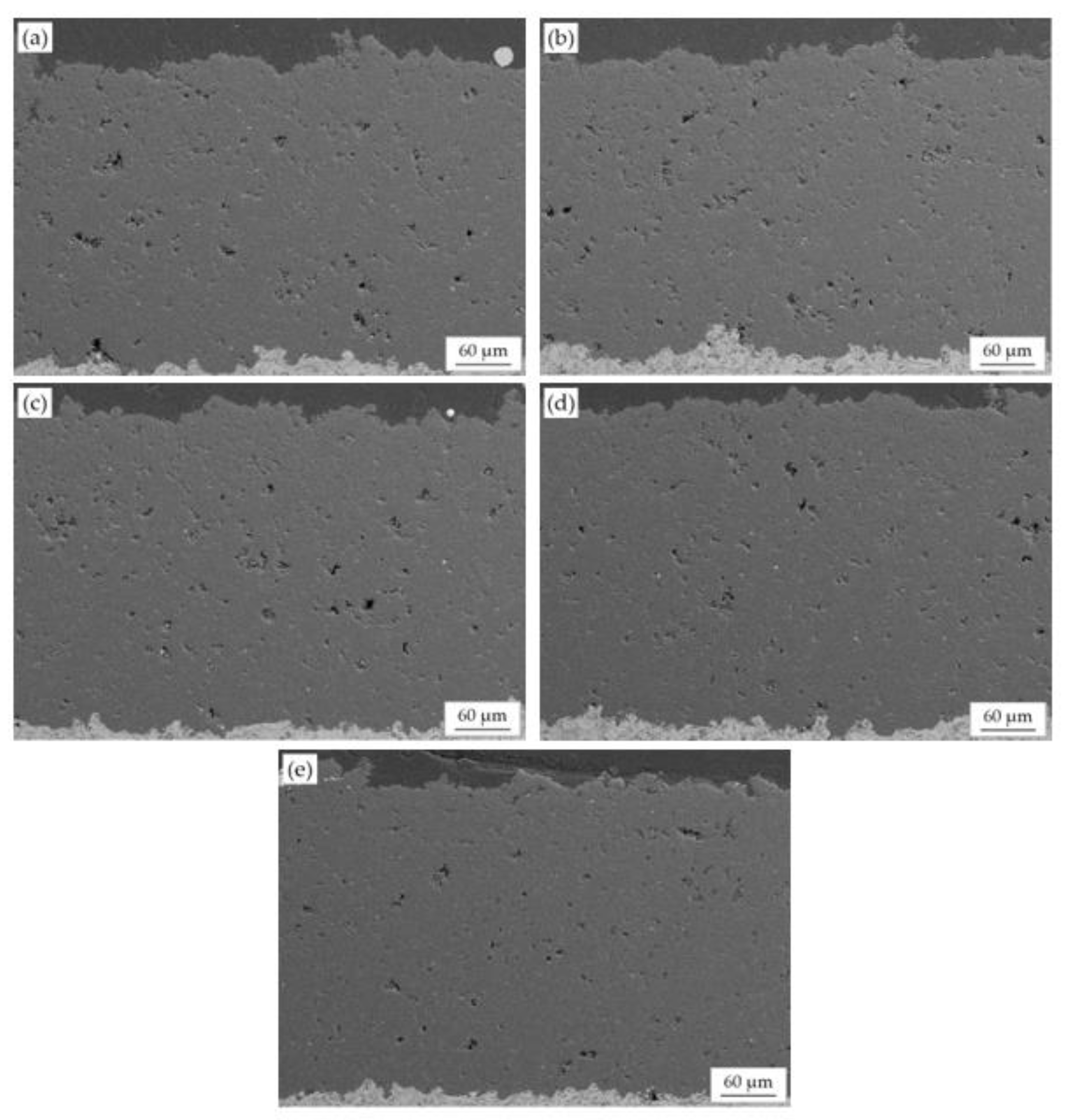
Figure 6 shows the microstructures of the Al2O3 coatings with different MgO doping contents. The coatings exhibited a typical layered structure of plasma spraying, and the pores of the ceramic layer on the surface were evenly distributed. The porosity of the coatings exhibited a decreasing trend, with values of 10.12% (Figure 6a), 8.97% (Figure 6b), 8.13% (Figure 6c), 6.92% (Figure 6d), and 6.68% (Figure 6e).
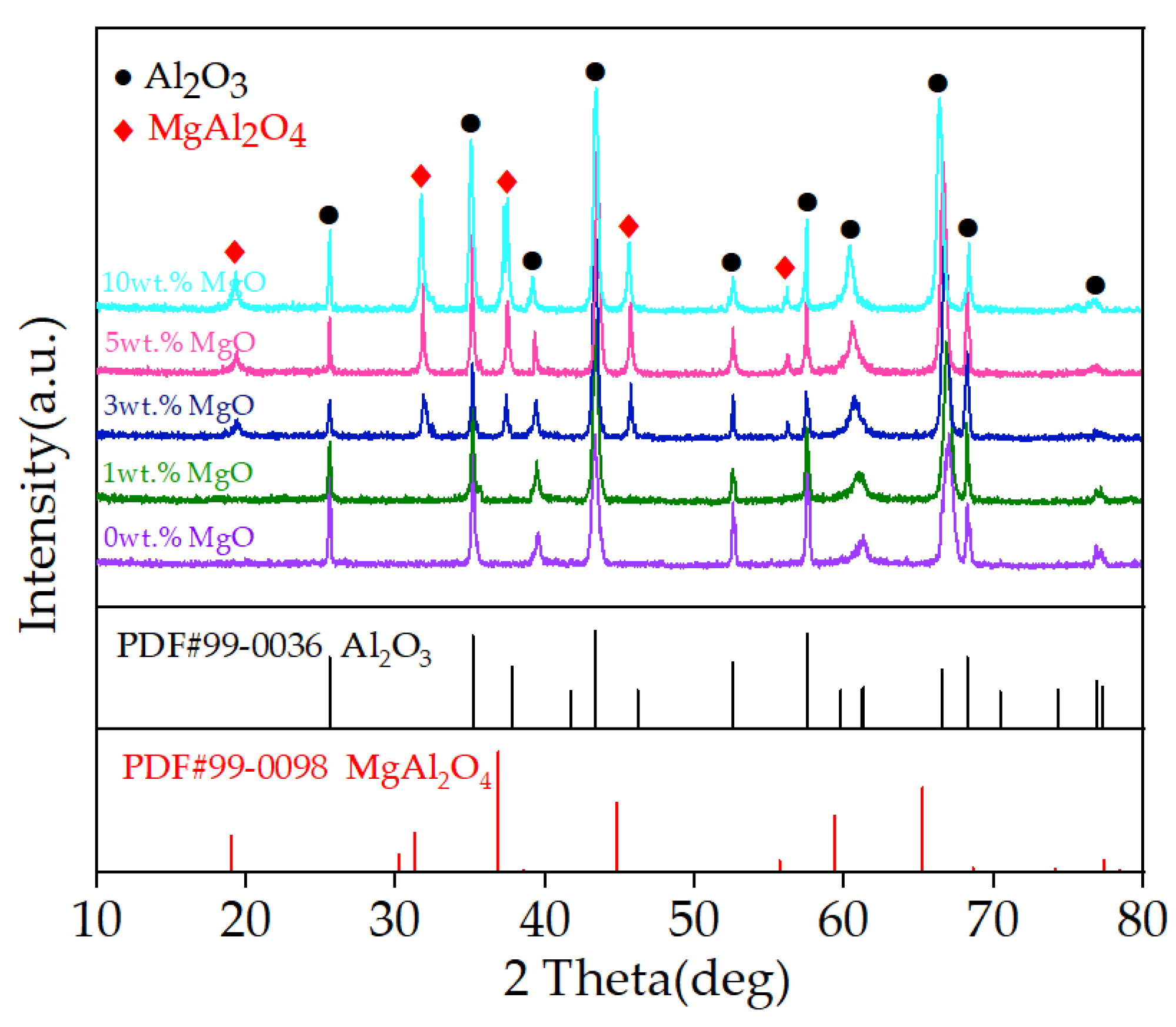
Figure 7 shows that the XRD pattern of the Al2O3 coating with a MgO doping content of 1 wt.% only exhibits the diffraction peak of Al2O3, and no peak of MgO was detected. When the MgO doping content was 3, 5, and 10 wt.%, the diffraction peaks of MgAl2O4 were observed. On comparing these results with those of the phase structures of the powders in Figure 5, it can be concluded that the phase structure of the powder and coating is the same, indicating that the thermal spraying process did not change the phase structure.
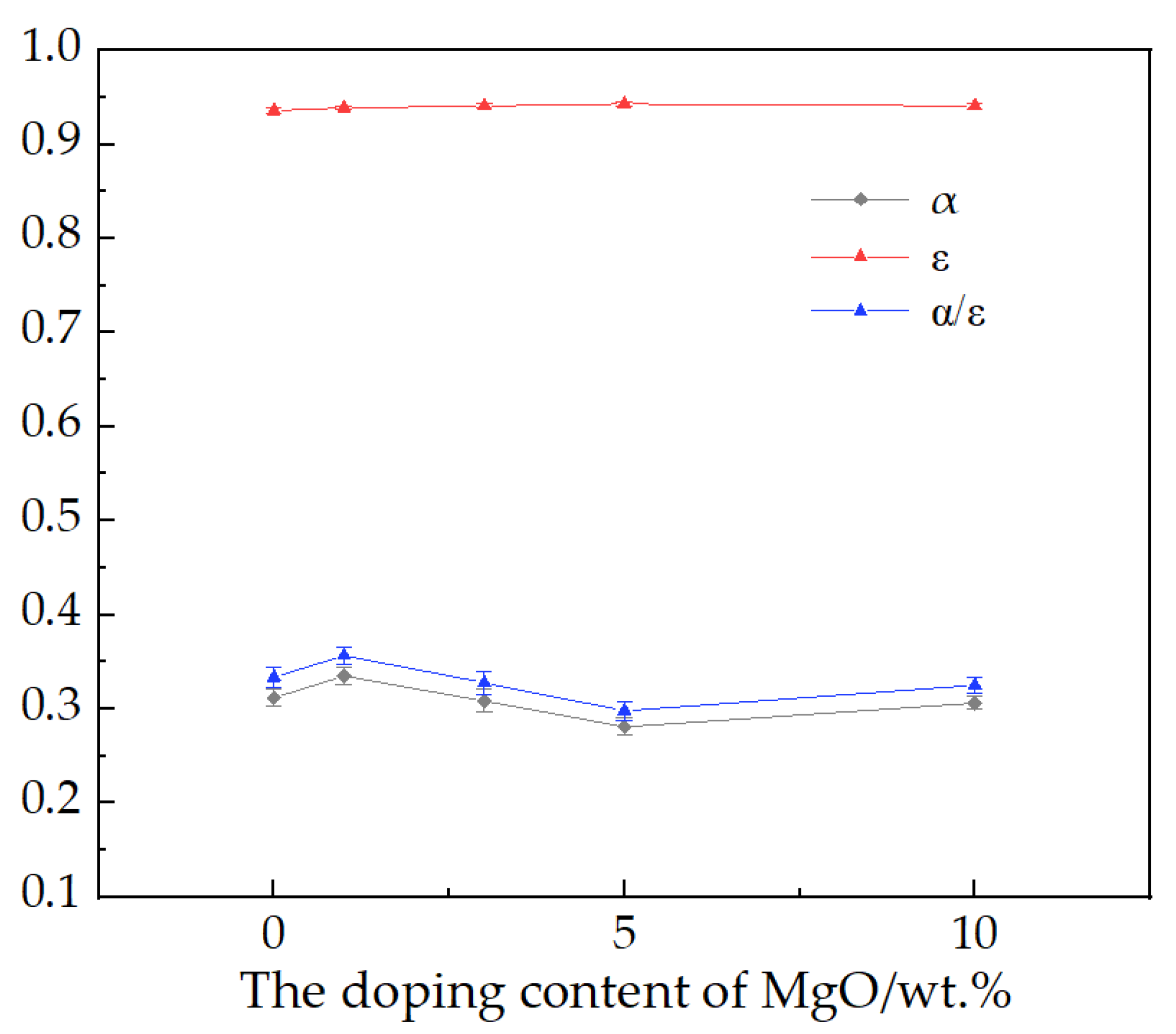
Figure 8 shows that the variation of α and ε of the MgO-doped Al2O3 coatings are quite different. When the MgO doping content was increased from 0 to 10 wt.%, the ε value was stable, that is, approximately 0.93. When the MgO doping content was less than or equal to 1 wt.%, the α values of the coatings increased with increasing doping content. According to our previous study, α increased with increasing porosity when the porosity was less than 9% and decreased when it was greater than 9% [25]. When the MgO doping content was greater than 1 wt.%, the α value decreased with increasing MgO doping content. The α value was the minimum when the MgO doping content was 5 wt.%. With a further increase in the MgO doping content, the α values of coatings showed an upward trend. On comparing these results with those of the ceramic pellets, it was found that the α/ε trend for both the ceramic pellets and coatings was consistent.
On comparing the properties of the ceramic pellets and coatings, differences were clearly observed. First, the microstructures of the ceramic pellets were characterized as grains, while those of the coatings were laminar structures. Figure 6 shows that the porosities of the coatings are different. This can be analysed from the microstructures of the ceramic pellets. Figure 2 shows that Al2O3 without MgO doping has a larger grain size because MgO suppresses grain growth in Al2O3. When the spraying parameters were the same, the powders with a lesser MgO doping content were more difficult to melt. Hence, a greater porosity was observed in Figure 6a than in Figure 6b–e. As the MgO doping content increased, the porosity of the coatings decreased. However, similar porosities were observed in Figure 6d and Figure 6e. This is attributed to the phenomenon of grain boundary melting. Grain boundary melting may have a greater influence on melting than grain size. Second, the XRD patterns of the ceramic pellets and coatings hardly showed any difference, mainly because APS is a transient cooling process, which may lead to the growth of different crystal planes. Third, both the α and ε values of the coatings exhibited a certain degree of increase. This is because the incident light can pass across the coating and reach the substrate. The substrate may reflect the light back into the coating, which may cause the coating to either absorb the light or transmit the reflected light to the outside.
4. Conclusions
In this study, Al2O3 was doped with different MgO contents to improve the thermal control ability of the Al2O3 coatings. First, to eliminate the influence of the microstructure, ceramic pellets were prepared to study the effect of MgO doping. It was found that doping with MgO influences the grain size of Al2O3 and excessive doping melts the grain boundary or even produces MgAl2O4. Second, solid-phase synthesis and the spray-drying method were used to obtain the powders for plasma spraying. The spherical or nearly spherical powders had approximately similar particle sizes, ranging from 15 to 45 μm. Finally, APS was used to prepare the MgO-doped Al2O3 coatings. The α/ε trend for both the ceramic pellets and coatings was consistent; however, the accurate numerical values were not the same.
Author Contributions
Conceived and designed the experiments, H.Z. and W.W.; performed the experiments, H.Z., W.W., D.Y., T.Y., D.L., M.Y., B.Y. and Y.W.; analysed the data and wrote the paper, H.Z. All authors have read and agreed to the published version of the manuscript.
Funding
This research is sponsored by the National Natural Science Foundation of China (52175136, 52130511), Science Center for Gas Turbine Project (P2021-A-IV-002-002), The National High Technology Research and Development Program of China (2021YFB3702200), Key Research and Development Projects in Anhui Province (2022a05020004).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Fox, N.J.; Velli, M.C.; Bale, S.D.; Decker, R.; Driesman, A.; Howard, R.A.; Kasper, J.C.; Kinnison, J.; Kusterer, M.; Lario, D.; et al. The Solar Probe Plus Mission: Humanity’s First Visit to Our Star. Space Sci. Rev. 2016, 204, 7–48. [Google Scholar] [CrossRef] [Green Version]
- Guo, Y.P. Solar Probe Plus: Mission design challenges and trades. Acta Astronaut. 2010, 67, 1063–1072. [Google Scholar] [CrossRef]
- King, D.E.; Drewry, D.G.; Sample, J.L.; Clemons, D.E.; Caruso, K.S.; Potocki, K.A.; Eng, D.A.; Mehoke, D.S.; Mattix, M.P.; Thomas, M.E.; et al. Alumina Optical Surface Heat Shield for Use in Near-Solar Environment. Int. J. Appl. Ceram. Technol. 2009, 6, 355–361. [Google Scholar] [CrossRef]
- Brodu, E.; Balat-Pichelin, M.; Sans, J.L.; Freeman, M.D.; Kasper, J.C. Efficiency and behavior of textured high emissivity metallic coatings at high temperature. Mater. Des. 2015, 83, 85–94. [Google Scholar] [CrossRef]
- Wu, Y.B.; Ma, X.F.; Zhang, H.Z.; Zhou, Y. A New High Emissivity Coating on Ni-Based Superalloy Substrate. Rare Metal Mat. Eng. 2016, 45, 588–592. [Google Scholar] [CrossRef]
- Li, L.F.; Yu, K.; Zhang, K.H.; Liu, Y.F. Study of Ti-6Al-4V alloy spectral emissivity characteristics during thermal oxidation process. Int. J. Heat Mass Transf. 2016, 101, 699–706. [Google Scholar] [CrossRef]
- Liu, Y.F.; Xie, J.L.; Luo, M.; Peng, B.; Xu, C.; Deng, L.J. The synthesis and optical properties of Al/MnO2 composite pigments by ball-milling for low infrared emissivity and low lightness. Prog. Org. Coat. 2017, 108, 30–35. [Google Scholar] [CrossRef]
- Li, J.F.; Luo, Z.P. Fabrication and performances of preceramic polymer-based high-temperature High emissivity coating. J. Eur. Ceram. Soc. 2020, 40, 5217–5225. [Google Scholar] [CrossRef]
- Zhu, Z.Q.; Cheng, X.D.; Ye, W.P.; Min, J. Synthesis of NiCr2O4 spinel coatings with high emissivity by plasma spraying. Int. J. Miner. Metall. Mater. 2012, 19, 266–270. [Google Scholar] [CrossRef]
- Yang, K.; Rong, J.; Liu, C.G.; Zhao, H.Y.; Tao, S.Y.; Ding, C.X. Study on erosion-wear behavior and mechanism of plasma-sprayed alumina-based coatings by a novel slurry injection method. Tribol. Int. 2016, 93, 29–35. [Google Scholar] [CrossRef]
- Szczygiel, B.; Kolodziej, M. Composite Ni/Al2O3 coatings and their corrosion resistance. Electrochim. Acta 2005, 50, 4188–4195. [Google Scholar] [CrossRef]
- Shao, F.; Zhuang, Y.; Ni, J.X.; Sheng, J.; Zhao, H.Y.; Tao, S.Y.; Yang, K. Comparison of the microstructural characteristics and electrical properties of plasma sprayed Al2O3 and Al2O3-Ca2SiO4 coatings immersed in deionized water. Surf. Coat. Technol. 2021, 422, 127530. [Google Scholar] [CrossRef]
- Rangaraj, S.; Kokini, M. Interface thermal fracture in functionally graded zirconia-mullite-bond coat alloy thermal barrier coatings. Acta Mater. 2003, 51, 251–267. [Google Scholar] [CrossRef]
- Popov, A.I.; Lushchik, A.; Shablonin, E.; Vasil’chenko, E.; Kotomin, E.A.; Moskina, A.M.; Kuzovkov, V.N. Comparison of the F-type center thermal annealing in heavy-ion and neutron irradiated Al2O3 single crystals. Nucl. Instrum. Methods Phys. Res. Sect. B Beam Interact. Mater. At. 2018, 433, 93–97. [Google Scholar] [CrossRef]
- Ananchenko, D.V.; Nikiforov, S.V.; Kuzovkov, V.N.; Popov, A.I.; Ramazanova, G.R.; Batalov, R.I.; Bayazitov, R.M.; Novikov, H.A. Radiation-induced defects in sapphire single crystals irradiated by a pulsed ion beam. Nucl. Instrum. Methods Phys. Res. Sect. B Beam Interact. Mater. At. 2020, 466, 1–7. [Google Scholar] [CrossRef]
- Song, G.P.; He, S.F.; He, F.; Yao, Y.T.; Li, J.J.; Li, M.W.; He, X.D. Effect of doping graphene oxide on the structure and properties of SiO2 based high emissivity coatings. J. Appl. Polym. Sci. 2020, 137, 9. [Google Scholar] [CrossRef]
- Wang, S.M.; Kuang, F.H. Sol-gel Preparation and Infrared Radiation Property of Boron-substituted Cordierite Glass-ceramics. J. Mater. Sci. Technol. 2010, 26, 445–448. [Google Scholar] [CrossRef]
- Zhu, Y.L.; Liu, S.; Zhang, X.K.; Xiang, Y. Effects of Cr3+ Concentration on the Crystallinity and Optical Properties of Cr-Doped Al2O3 Powders by Solid-State Reaction Method. IOP Conf. Ser. Mater. Sci. Eng. 2018, 382, 022037. [Google Scholar] [CrossRef]
- Kim, B.N.; Hiraga, K.; Morita, K.; Yoshida, H.; Kagawa, Y. Light scattering in MgO-doped alumina fabricated by spark plasma sintering. Acta Mater. 2010, 58, 4527–4535. [Google Scholar] [CrossRef]
- Kim, B.N.; Hiraga, K.; Morita, K.; Yoshida, H. Microstructure and Optical Properties of MgO-Doped Transparent Alumina Manufactured by Spark Plasma Sintering. In Preprints of Annual Meeting of The Ceramic Society of Japan; The Ceramic Society of Japan: Gifu, Japan, 2010; Volume 654, pp. 2041–2044. [Google Scholar] [CrossRef]
- Bak, T.; Nowotny, J.; Rekas, M.; Ringer, S.; Sorrell, C.C. Defect Chemistry and Electrical Properties of La(1-x)Sr(x)CoO(3-delta) IV. Electrical Properties. Ionics 2001, 7, 388–393. [Google Scholar] [CrossRef]
- Zeng, Y.; Wang, F.; Liao, Q.L.; Liu, H.; Li, X.B. Synthesis and characterization of translucent MgO-doped Al2O3 hollow spheres in millimeter-scale. J. Alloys Compd. 2014, 608, 185–190. [Google Scholar] [CrossRef]
- Tian, J.; Zhu, W.R.; Li, H.D. Infrared radiant emissivities of ceramics with spinel structure. Int. J. Infrared Millim. Waves 1993, 14, 1855–1863. [Google Scholar] [CrossRef]
- Qiao, X.; Wang, Y.M.; Weng, W.X.; Liu, B.L.; Li, Q. Influence of pores on mechanical properties of plasma sprayed coatings: Case study of YSZ thermal barrier coatings. Ceram. Int. 2018, 44, 21564–21577. [Google Scholar] [CrossRef]
- Zhu, H.; Wang, W.Z.; Yang, T.; Fang, H.J.; Ye, D.D.; Li, D.P. Study on Influencing Factors of Solar Absorptance to IR Emittance Ratio of Al2O3 Coating by Atmospheric Plasma Spraying. Hot Work. Technol. 2021, 16, 43. [Google Scholar] [CrossRef]
Figure 1.
XRD patterns of MgO-doped Al2O3 ceramic pellets.

Figure 2.
SEM images of the Al2O3 ceramic pellets with different MgO doping contents: (a) 0 wt.%; (b) 1 wt.%; (c) 3 wt.%; (d) 5 wt.%; (e) 10 wt.%.
Figure 2.
SEM images of the Al2O3 ceramic pellets with different MgO doping contents: (a) 0 wt.%; (b) 1 wt.%; (c) 3 wt.%; (d) 5 wt.%; (e) 10 wt.%.

Figure 3.
α/ε values of the Al2O3 ceramic pellets with different MgO doping contents.
Figure 4.
Morphology and size distribution of MgO-doped Al2O3 powder. (a) morphology of MgO-doped Al2O3 powder after spray drying. (b) particle sizes of MgO-doped Al2O3 powder after spray drying.
Figure 4.
Morphology and size distribution of MgO-doped Al2O3 powder. (a) morphology of MgO-doped Al2O3 powder after spray drying. (b) particle sizes of MgO-doped Al2O3 powder after spray drying.
Figure 5.
XRD patterns of the Al2O3 powders with different MgO doping contents.
Figure 6.
Microstructures of the Al2O3 coatings with different MgO doping contents: (a) 0 wt.%; (b) 1 wt.%; (c) 3 wt.%; (d) 5 wt.%; (e) 10 wt.%.
Figure 6.
Microstructures of the Al2O3 coatings with different MgO doping contents: (a) 0 wt.%; (b) 1 wt.%; (c) 3 wt.%; (d) 5 wt.%; (e) 10 wt.%.
Figure 7.
XRD patterns of Al2O3 coating with different MgO doping contents.
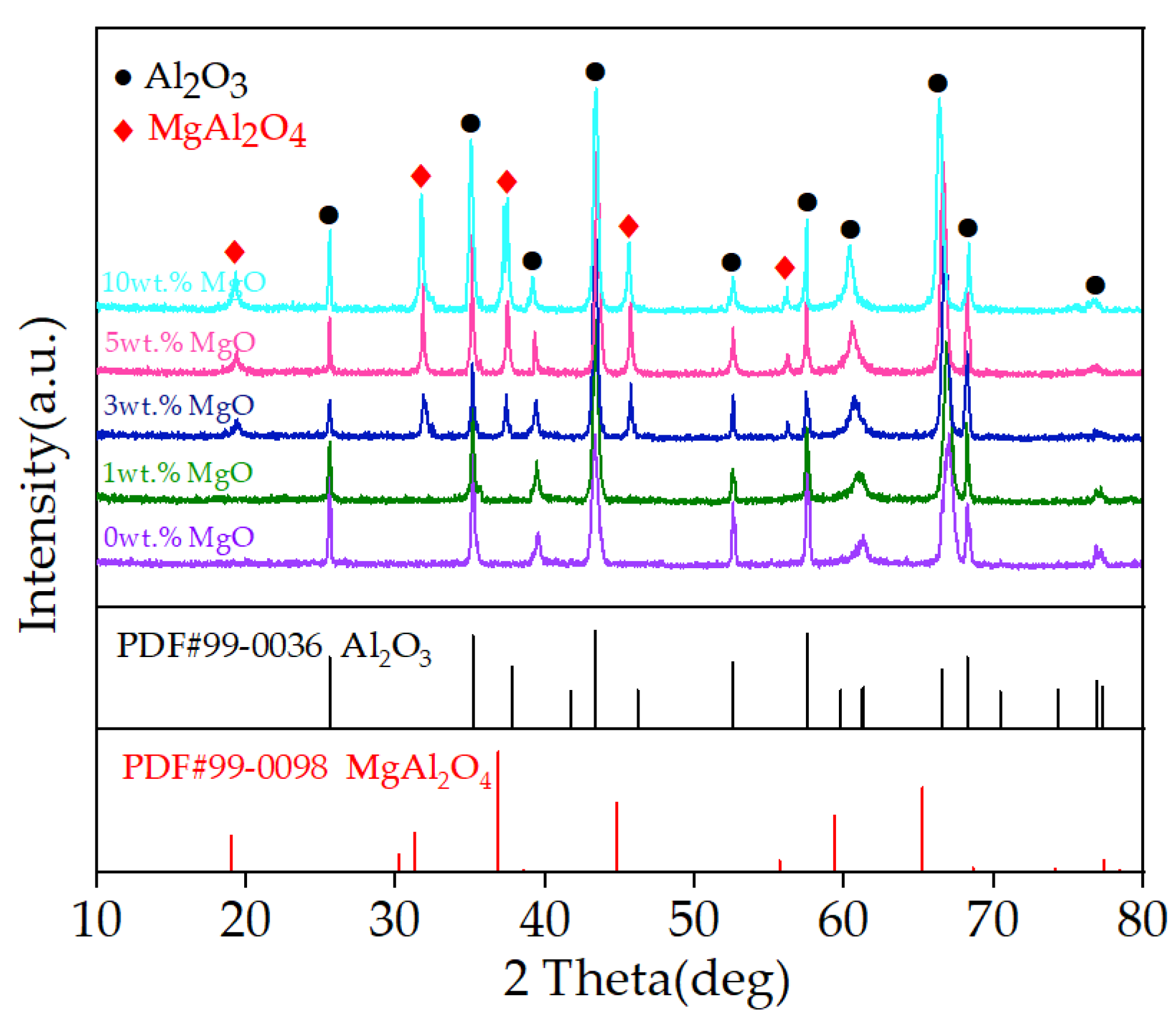
Figure 8.
α/ε values of the Al2O3 coatings with different MgO doping contents.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Composition of ceramic pellets.
| Components | Sample 1 (wt.%) | Sample 2 (wt.%) | Sample 3 (wt.%) | Sample 4 (wt.%) | Sample 5 (wt.%) |
|---|---|---|---|---|---|
| Al2O3 | 100 | 99 | 97 | 95 | 90 |
| MgO | 0 | 1 | 3 | 5 | 10 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Zhu, H.; Wang, W.; Ye, D.; Yang, T.; Li, D.; Yang, M.; Yuan, B.; Wang, Y. Effect of Doping Content of MgO on Solar Absorptivity to IR Emissivity Ratio of Al2O3 Coatings. Coatings 2022, 12, 1891. https://doi.org/10.3390/coatings12121891
AMA Style
Zhu H, Wang W, Ye D, Yang T, Li D, Yang M, Yuan B, Wang Y. Effect of Doping Content of MgO on Solar Absorptivity to IR Emissivity Ratio of Al2O3 Coatings. Coatings. 2022; 12(12):1891. https://doi.org/10.3390/coatings12121891
Chicago/Turabian StyleZhu, Han, Weize Wang, Dongdong Ye, Ting Yang, Dongpeng Li, Min Yang, Baohan Yuan, and Yihao Wang. 2022. "Effect of Doping Content of MgO on Solar Absorptivity to IR Emissivity Ratio of Al2O3 Coatings" Coatings 12, no. 12: 1891. https://doi.org/10.3390/coatings12121891
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.