
The Effect of Incorporating Ceramic Particles with Different Morphologies on the Microstructure, Mechanical and Tribological Behavior of Hybrid TaC_ BN/AA2024 Nanocomposites





Abstract
:1. Introduction
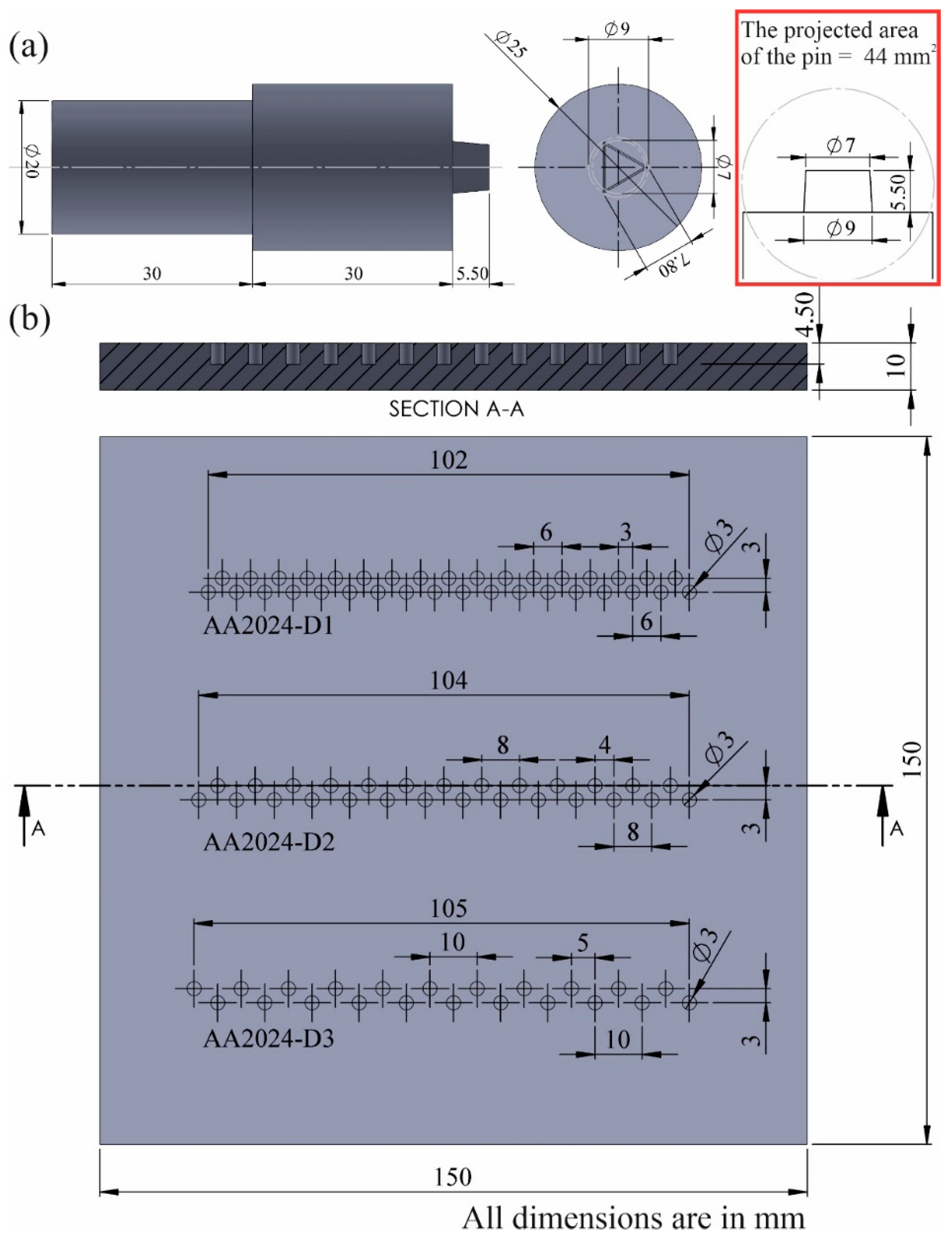
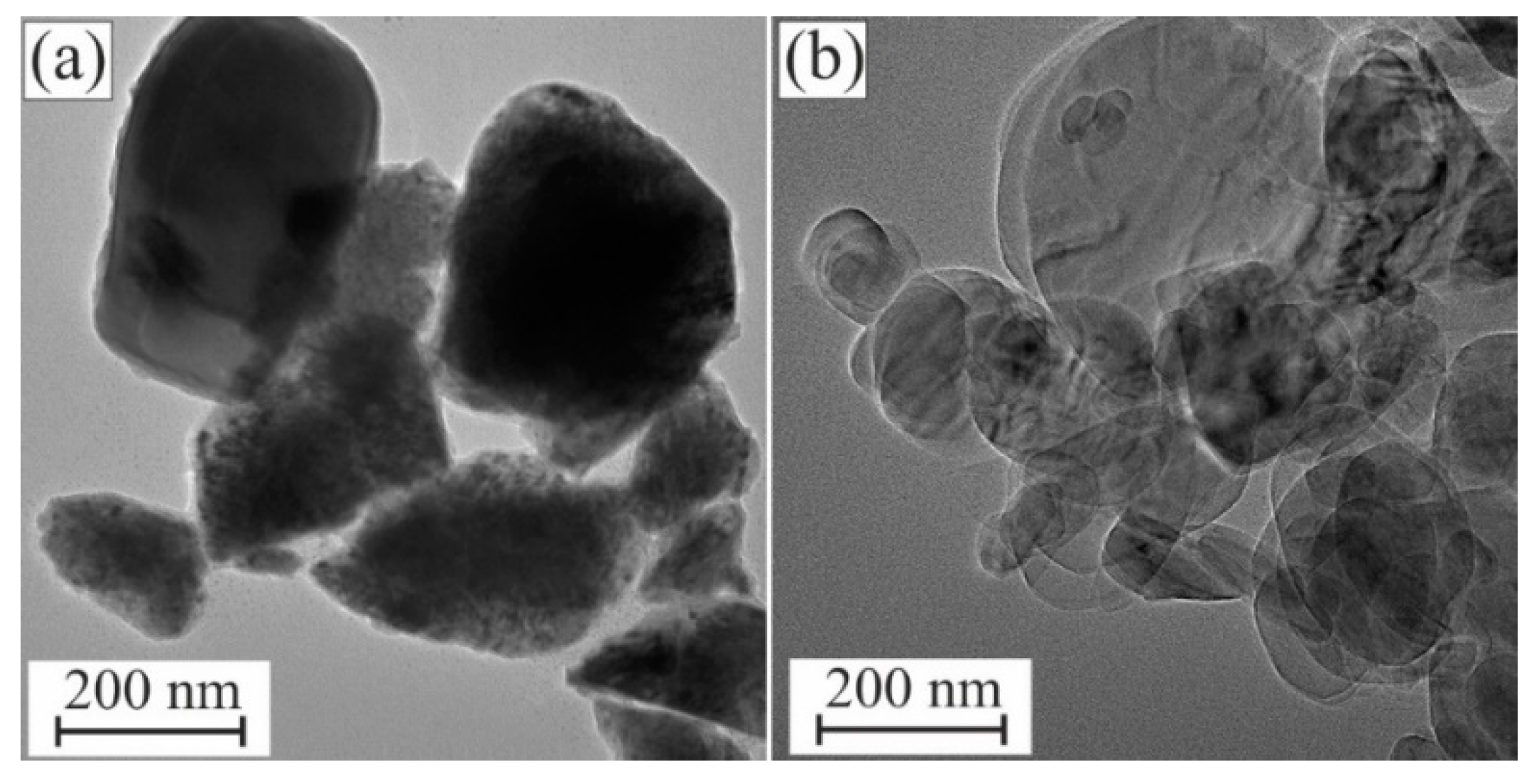
2. Materials and Experimental Work
2.1. Calculating the Wear Loss, Wear Resistance, and Wear Rate of the Manufactured Composites
2.2. Calculating the Manufactured Composites Density and Volume Fraction of the Reinforcements
3. Results and Discussion
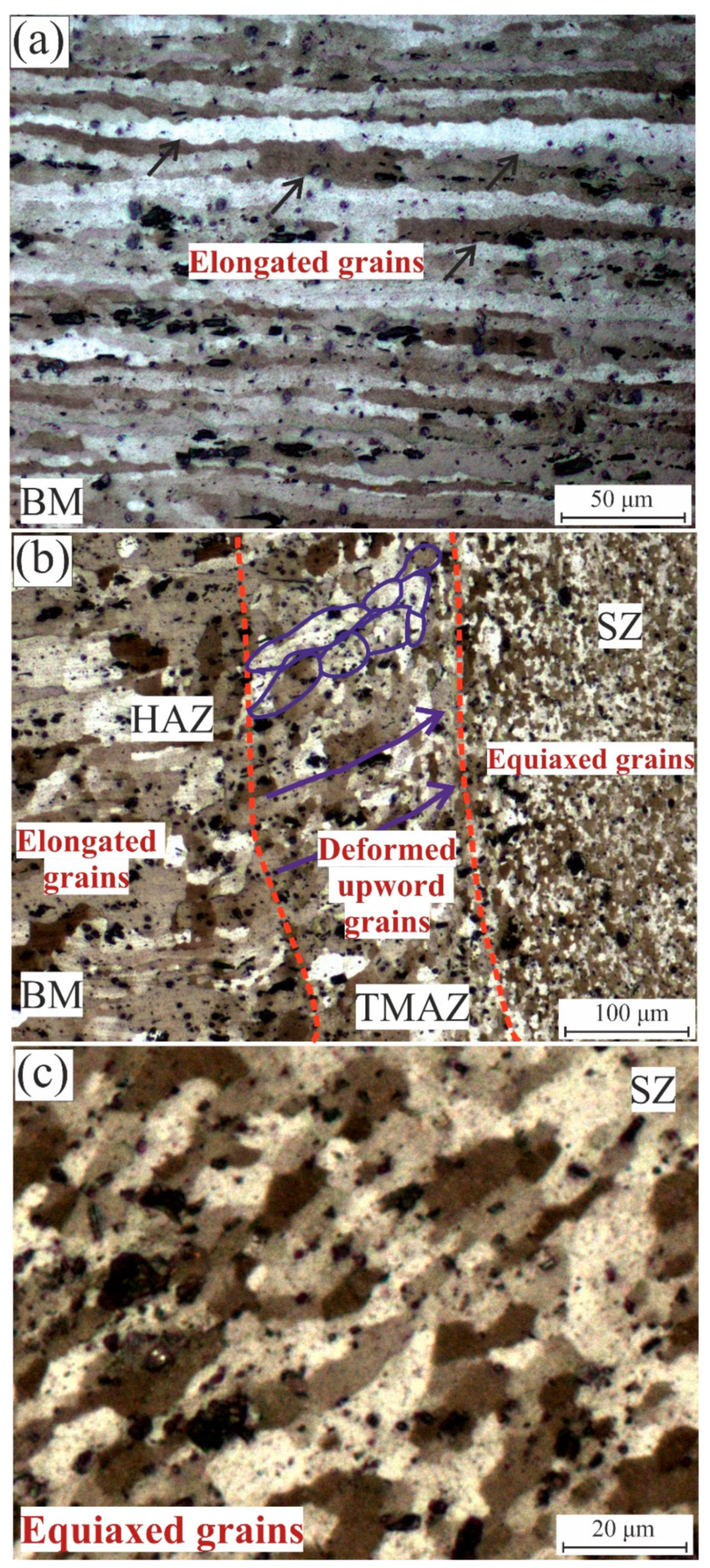
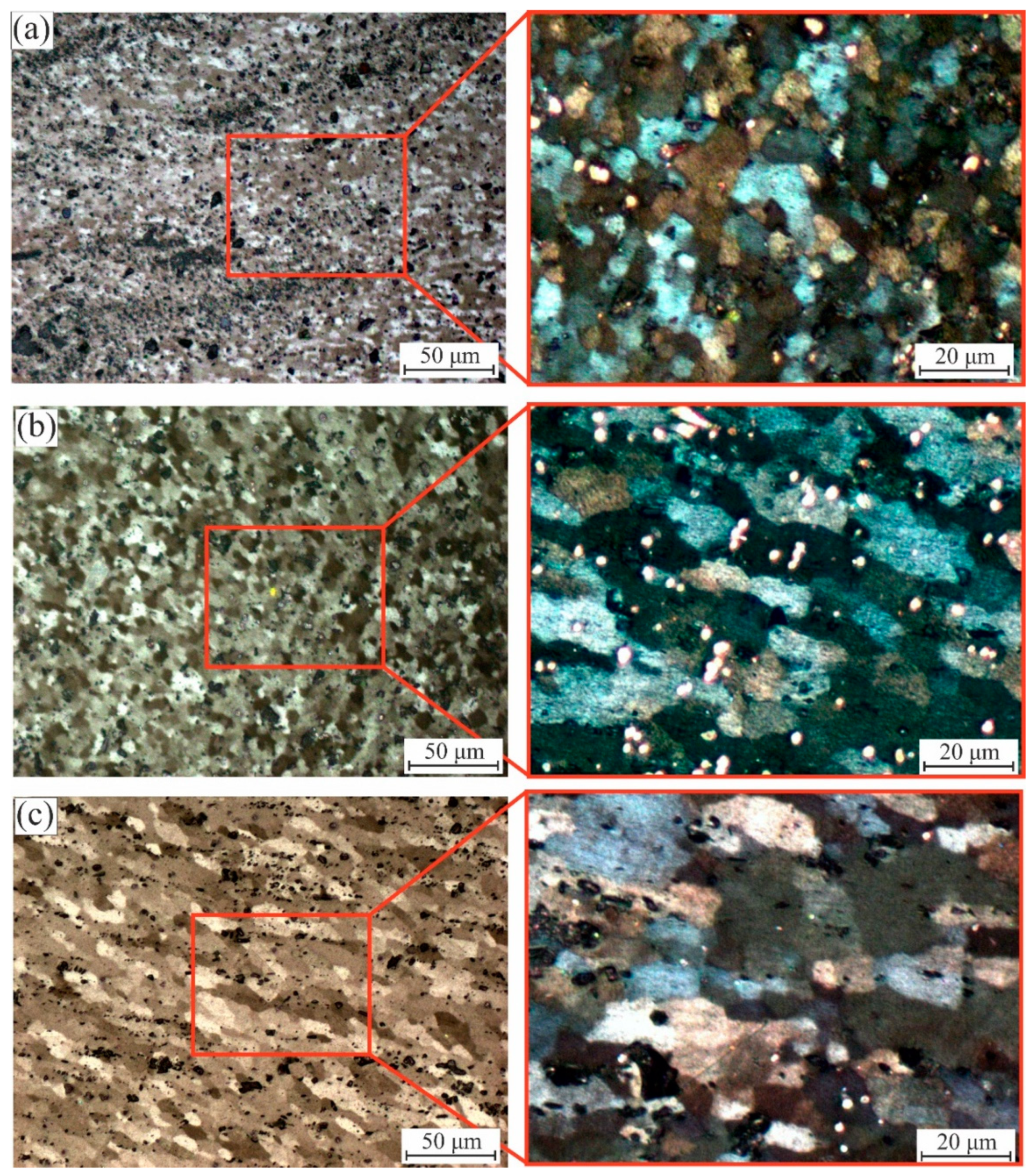
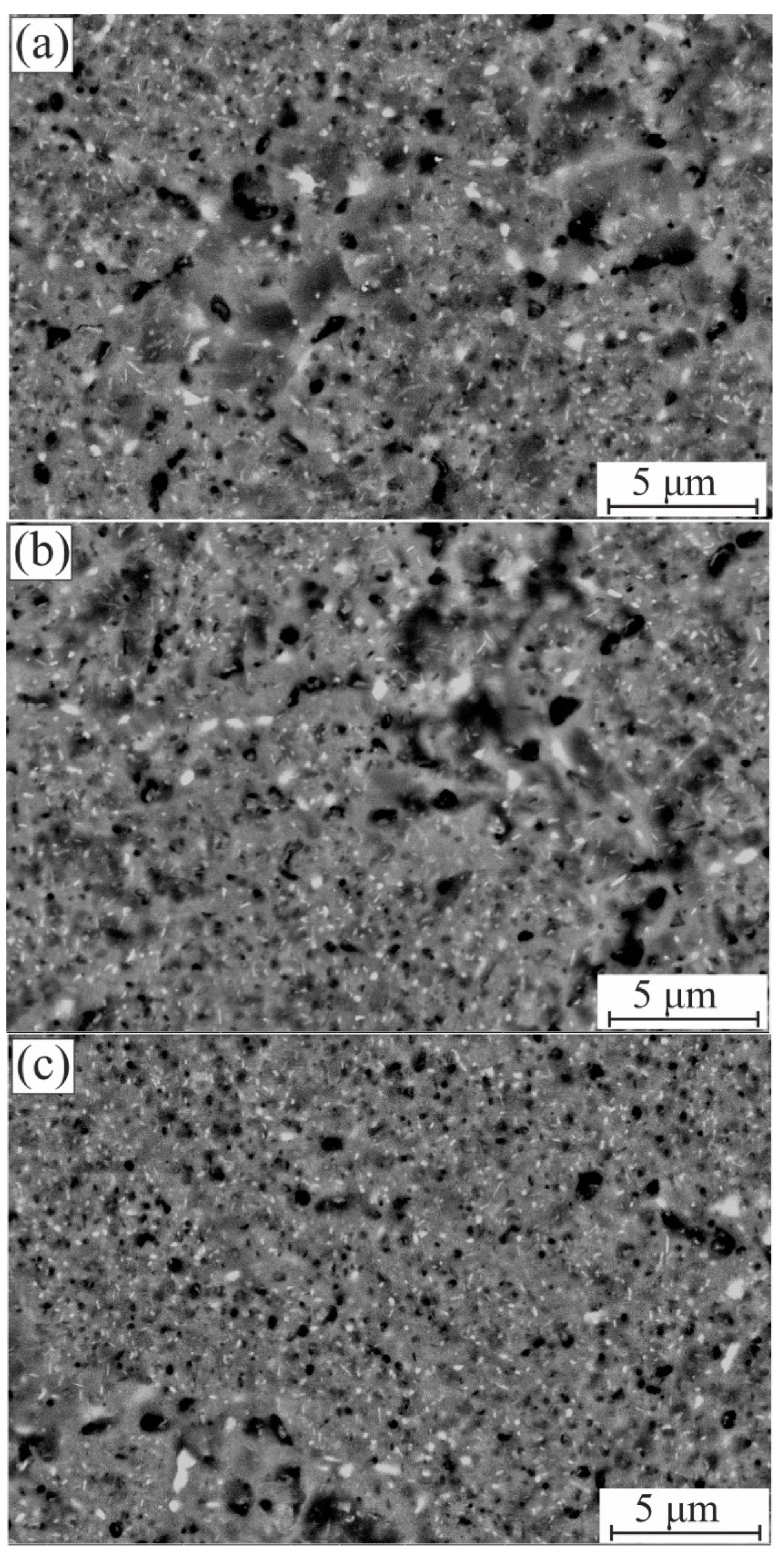
3.1. Microstructure Observations
3.2. Hardness Test Results
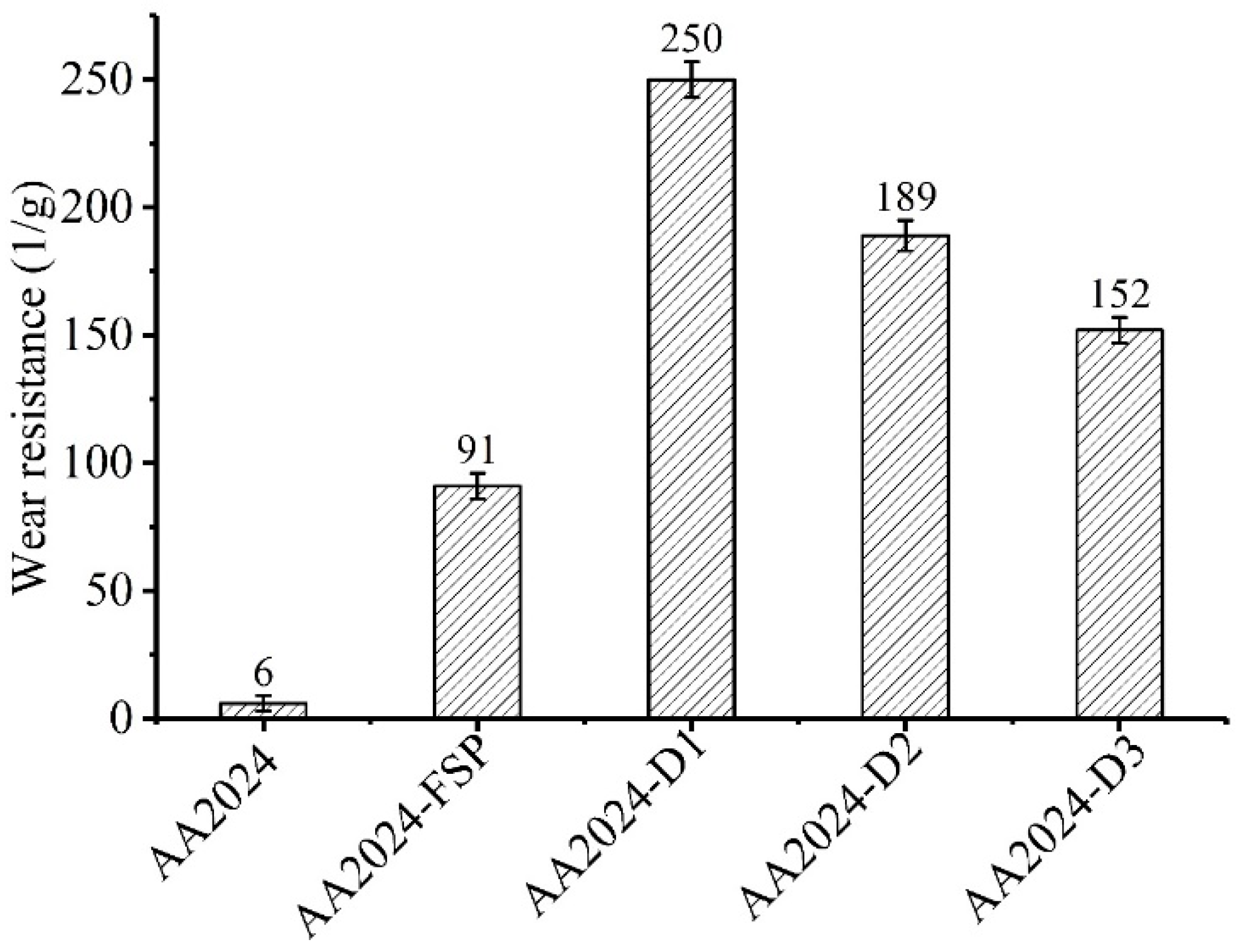
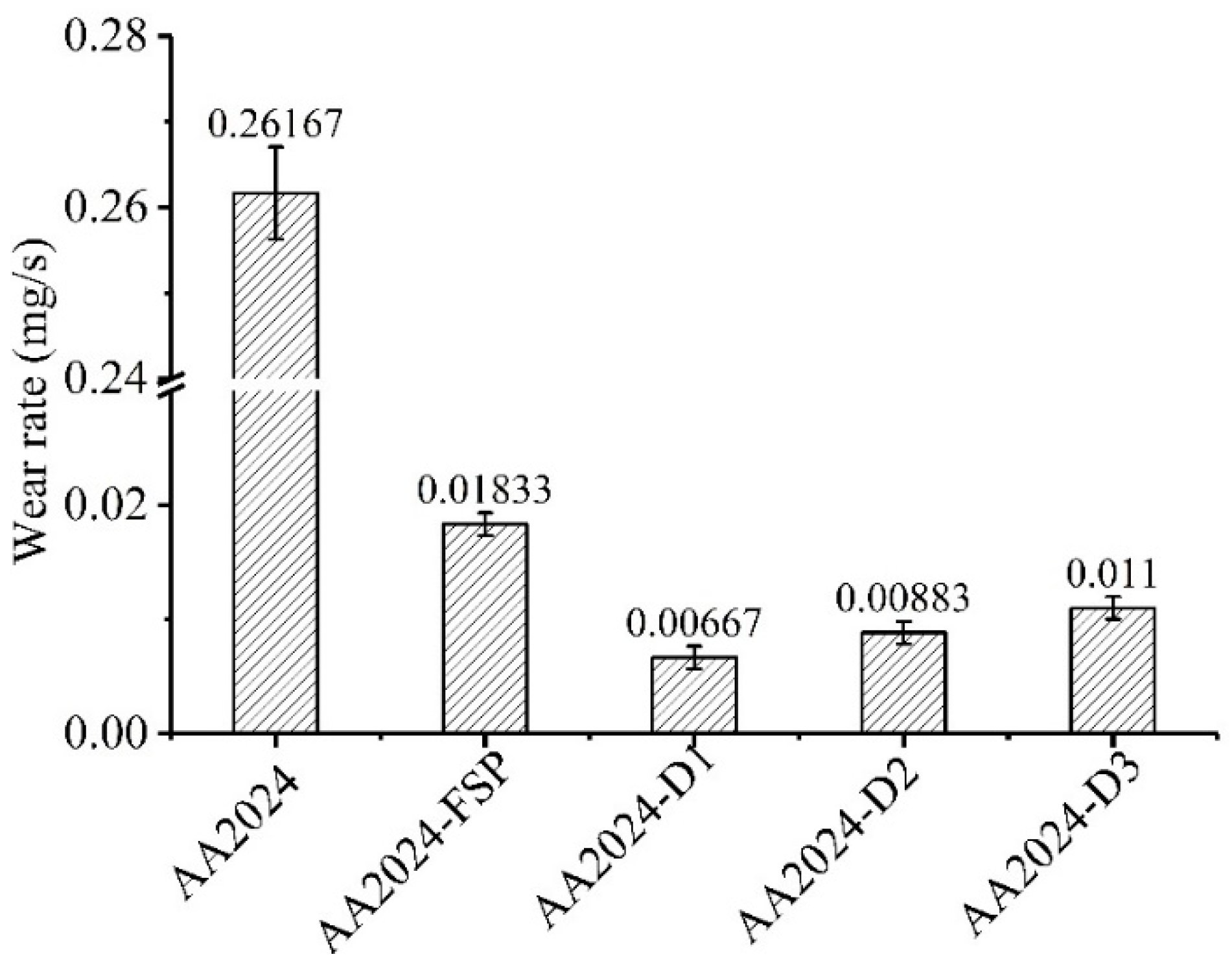
3.3. Wear Characterizations
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ballóková, B.; Falat, L.; Puchý, V.; Molčanová, Z.; Besterci, M.; Džunda, R.; Abbas, A.; Huang, S.J. The influence of laser surface remelting on the tribological behavior of the ECAP-processed AZ61 Mg Alloy and AZ61–Al2O3 metal matrix composite. Materials 2020, 13, 2688. [Google Scholar] [CrossRef]
- Moustafa, E.B.; Taha, M.A. Evaluation of the microstructure, thermal and mechanical properties of Cu/SiC nanocomposites fabricated by mechanical alloying. Int. J. Miner. Metall. Mater. 2021, 28, 475–486. [Google Scholar] [CrossRef]
- Moustafa, E.B.; AbuShanab, W.S.; Ghandourah, E.; Taha, M.A. Microstructural, mechanical and thermal properties evaluation of AA6061/Al2O3-BN hybrid and mono nanocomposite surface. J. Mater. Res. Technol. 2020, 9, 15486–15495. [Google Scholar] [CrossRef]
- Mirjavadi, S.S.; Alipour, M.; Hamouda, A.M.S.; Matin, A.; Kord, S.; Afshari, B.M.; Koppad, P.G. Effect of multi-pass friction stir processing on the microstructure, mechanical and wear properties of AA5083/ZrO2 nanocomposites. J. Alloys Compd. 2017, 726, 1262–1273. [Google Scholar] [CrossRef]
- Mishra, R.S.; Ma, Z.Y.; Charit, I. Friction stir processing: A novel technique for fabrication of surface composite. Mater. Sci. Eng. A 2003, 341, 307–310. [Google Scholar] [CrossRef]
- Tang, J.; Shen, Y.; Li, J. Influences of friction stir processing parameters on microstructure and mechanical properties of SiC/Al composites fabricated by multi-pin tool. J. Manuf. Process. 2019, 38, 279–289. [Google Scholar] [CrossRef]
- Yuvaraj, N.; Aravindan, S. Fabrication of Al5083/B4C surface composite by friction stir processing and its tribological characterization. J. Mater. Res. Technol. 2015, 4, 398–410. [Google Scholar] [CrossRef] [Green Version]
- Essam, B.; Moustafa, S.M.; Abdel-Wanis, S.; Mahmoud, T.; El-Kady, E.S. Review multi pass friction stir processing. Am. Sci. Res. J. Eng. Technol. Sci. 2016, 22, 98–108. [Google Scholar]
- Baradeswaran, A.; Elaya Perumal, A. Study on mechanical and wear properties of Al 7075/Al2O3/graphite hybrid composites. Compos. Part B Eng. 2014, 56, 464–471. [Google Scholar] [CrossRef]
- Eskandari, H.; Taheri, R. A Novel Technique for Development of aluminum alloy matrix/TiB2/Al2O3 hybrid surface nanocomposite by friction stir processing. Procedia Mater. Sci. 2015, 11, 503–508. [Google Scholar] [CrossRef] [Green Version]
- James, S.J.; Venkatesan, K.; Kuppan, P.; Ramanujam, R. Comparative study of composites reinforced with SiC and TiB2. Procedia Eng. 2014, 97, 1012–1017. [Google Scholar] [CrossRef] [Green Version]
- Karpasand, F.; Abbasi, A.; Ardestani, M. Effect of amount of TiB2 and B4C particles on tribological behavior of Al7075/B4C/TiB2 mono and hybrid surface composites produced by friction stir processing. Surf. Coat. Technol. 2020, 390, 125680. [Google Scholar] [CrossRef]
- Mazahery, A.; Ostadshabani, M. Investigation on mechanical properties of nano-Al2O3-reinforced aluminum matrix composites. J. Compos. Mater. 2011, 45, 2579–2586. [Google Scholar] [CrossRef]
- Moustafa, E.B.; Mosleh, A.O. Effect of (Ti–B) modifier elements and FSP on 5052 aluminum alloy. J. Alloys Compd. 2020, 823, 153745. [Google Scholar] [CrossRef]
- Ostovan, F.; Amanollah, S.; Toozandehjani, M.; Shafiei, E. Fabrication of Al5083 surface hybrid nanocomposite reinforced by CNTs and Al2O3 nanoparticles using friction stir processing. J. Compos. Mater. 2019, 54, 1107–1117. [Google Scholar] [CrossRef]
- Rana, H.G.; Badheka, V.J.; Kumar, A. Fabrication of Al7075/B4C Surface Composite by Novel Friction Stir Processing (FSP) and Investigation on Wear Properties. Procedia Technol. 2016, 23, 519–528. [Google Scholar] [CrossRef] [Green Version]
- Moustafa, E.B. Hybridization effect of BN and Al2O3 nanoparticles on the physical, wear, and electrical properties of aluminum AA1060 nanocomposites. Appl. Phys. A 2021, 127, 724. [Google Scholar] [CrossRef]
- Essam, B.; Moustafa, S.M.; Abdel-Wanis, S.; Mahmoud, T.; El-Kady, E.S. Effect of friction stir processing parameters on the tensile strength of surface composite aluminum alloy. Int. J. Adv. Res. 2016, 5, 2061–2065. [Google Scholar] [CrossRef] [Green Version]
- Ma, Z.Y.; Sharma, S.R.; Mishra, R.S. Microstructural modification of as-cast Al-Si-Mg alloy by friction stir processing. Metall. Mater. Trans. A 2006, 37, 3323–3336. [Google Scholar] [CrossRef]
- AbuShanab, W.S.; Abd Elaziz, M.; Ghandourah, E.I.; Moustafa, E.B.; Elsheikh, A.H. A new fine-tuned random vector functional link model using Hunger games search optimizer for modeling friction stir welding process of polymeric materials. J. Mater. Res. Technol. 2021, 14, 1482–1493. [Google Scholar] [CrossRef]
- Ahmed, H.M.; Ahmed, H.A.M.; Hefni, M.; Moustafa, E.B. Effect of grain refinement on the dynamic, mechanical properties, and corrosion behaviour of Al-Mg alloy. Metals 2021, 11, 1825. [Google Scholar] [CrossRef]
- Umanath, K.; Selvamani, S.T.; Palanikumar, K.; Sabarikreeshwaran, R. Dry sliding wear behaviour of AA6061-T6 reinforced SiC and Al2O3 particulate hybrid composites. Procedia Eng. 2014, 97, 694–702. [Google Scholar] [CrossRef] [Green Version]
- Khoshaim, A.B.; Moustafa, E.B.; Bafakeeh, O.T.; Elsheikh, A.H. An optimized multilayer perceptrons model using grey wolf optimizer to predict mechanical and microstructural properties of friction stir processed aluminum alloy reinforced by nanoparticles. Coatings 2021, 11, 1476. [Google Scholar] [CrossRef]
- Abdel Aziz, S.S.; Abulkhair, H.; Moustafa, E.B. Role of hybrid nanoparticles on thermal, electrical conductivity, microstructure, and hardness behavior of nanocomposite matrix. J. Mater. Res. Technol. 2021, 13, 1275–1284. [Google Scholar] [CrossRef]
- Al-Salihi, H.A.; Mahmood, A.A.; Alalkawi, H.J. Mechanical and wear behavior of AA7075 aluminum matrix composites reinforced by Al2O3nanoparticles. Nanocomposites 2019, 5, 67–73. [Google Scholar] [CrossRef] [Green Version]
- Moustafa, E.B.; Melaibari, A.; Basha, M. Wear and microhardness behaviors of AA7075/SiC-BN hybrid nanocomposite surfaces fabricated by friction stir processing. Ceram. Int. 2020, 46, 16938–16943. [Google Scholar] [CrossRef]
- Kheirkhah, S.; Imani, M.; Aliramezani, R.; Zamani, M.H.; Kheilnejad, A. Microstructure, mechanical properties and corrosion resistance of Al6061/BN surface composite prepared by friction stir processing. Surf. Topogr. Metrol. Prop. 2019, 7, 035002. [Google Scholar] [CrossRef]
- AbuShanab, W.S.; Moustafa, E.B. Effects of friction stir processing parameters on the wear resistance and mechanical properties of fabricated metal matrix nanocomposites (MMNCs) surface. J. Mater. Res. Technol. 2020, 9, 7460–7471. [Google Scholar] [CrossRef]
- Dieguez, T.; Burgueño, A.; Svoboda, H. Superplasticity of a friction stir processed 7075-T651 aluminum alloy. Procedia Mater. Sci. 2012, 1, 110–117. [Google Scholar] [CrossRef]
- Moustafa, E. Effect of multi-pass friction stir processing on mechanical properties for AA2024/Al2O3 nanocomposites. Materials 2017, 10, 1053. [Google Scholar] [CrossRef] [Green Version]
- Essam, B.; Moustafa, S.M.; Abdel-Wanis, S.; Mahmoud, T. Surface composite defects of Al/Al2O3 metal matrix fabricated by friction stir processing. J. Mater. Sci. Surf. Eng. 2017, 5, 524–527. [Google Scholar] [CrossRef]
- AbuShanab, W.S.; Moustafa, E.B. Detection of friction stir welding defects of AA1060 aluminum alloy using specific damping capacity. Materials 2018, 11, 2437. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Moustafa, E.B. Dynamic characteristics study for surface composite of AMMNCs matrix fabricated by friction stir process. Materials 2018, 11, 1240. [Google Scholar] [CrossRef] [Green Version]
- Moustafa, E.B.; Melaibari, A.; Alsoruji, G.; Khalil, A.M.; Mosleh, A.O. Tribological and mechanical characteristics of AA5083 alloy reinforced by hybridising heavy ceramic particles Ta2C & VC with light GNP and Al2O3 nanoparticles. Ceram. Int. 2021, in press. [Google Scholar] [CrossRef]
- Kurt, H.I. Influence of hybrid ratio and friction stir processing parameters on ultimate tensile strength of 5083 aluminum matrix hybrid composites. Compos. Part B Eng. 2016, 93, 26–34. [Google Scholar] [CrossRef]
- Palanivel, R.; Dinaharan, I.; Laubscher, R.F.; Davim, J.P. Influence of boron nitride nanoparticles on microstructure and wear behavior of AA6082/TiB2 hybrid aluminum composites synthesized by friction stir processing. Mater. Des. 2016, 106, 195–204. [Google Scholar] [CrossRef]
- Abushanab, W.S.; Moustafa, E.B.; Melaibari, A.A.; Kotov, A.D.; Mosleh, A.O. Novel comparative study based on the economic feasibility of the ceramic nanoparticles role’s in improving the properties of the AA5250 nanocomposites. Coatings 2021, 11, 977. [Google Scholar] [CrossRef]
- Moustafa, E.B.; Abushanab, W.S.; Melaibari, A.; Yakovtseva, O.; Mosleh, A.O. The effectiveness of incorporating hybrid reinforcement nanoparticles in the enhancement of the tribological behavior of aluminum metal matrix composites. Jom 2021, 73, 4338–4348. [Google Scholar] [CrossRef]
- Mrówka-Nowotnik, G.; Sieniawski, J. Analysis of intermetallic phases in 2024 aluminium alloy. Solid State Phenom. 2013, 197, 238–243. [Google Scholar] [CrossRef]
- McNelley, T.R.; Swaminathan, S.; Su, J.Q. Recrystallization mechanisms during friction stir welding/processing of aluminum alloys. Scr. Mater. 2008, 58, 349–354. [Google Scholar] [CrossRef] [Green Version]
- Moustafa, E.B.; Melaibari, A.; Alsoruji, G.; Khalil, A.M.; Mosleh, A.O. Al 5251-based hybrid nanocomposite by FSP reinforced with graphene nanoplates and boron nitride nanoparticles: Microstructure, wear, and mechanical characterization. Nanotechnol. Rev. 2021, 10, 1752–1765. [Google Scholar] [CrossRef]
- AbuShanab, W.S.; Moustafa, E.B.; Ghandourah, E.; Taha, M.A. The effect of different fly ash and vanadium carbide contents on the various properties of hypereutectic Al-Si alloys-based hybrid nanocomposites. Silicon 2021. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composite | g/cm3 | cm3 | g/cm3 | cm3 | cm3 | g/cm3 | % |
|---|---|---|---|---|---|---|---|
| AA2024-D1 | 8.2 | 1.10 | 2.78 | 3.39 | 4.49 | 4.11 | 24 |
| AA2024-D2 | 8.2 | 0.85 | 2.78 | 3.73 | 4.58 | 3.79 | 19 |
| AA2024-D3 | 8.2 | 0.69 | 2.78 | 3.93 | 4.62 | 3.59 | 14 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ghandourah, E.I.; Moustafa, E.B.; Hussein, H.; Mosleh, A.O. The Effect of Incorporating Ceramic Particles with Different Morphologies on the Microstructure, Mechanical and Tribological Behavior of Hybrid TaC_ BN/AA2024 Nanocomposites. Coatings 2021, 11, 1560. https://doi.org/10.3390/coatings11121560
Ghandourah EI, Moustafa EB, Hussein H, Mosleh AO. The Effect of Incorporating Ceramic Particles with Different Morphologies on the Microstructure, Mechanical and Tribological Behavior of Hybrid TaC_ BN/AA2024 Nanocomposites. Coatings. 2021; 11(12):1560. https://doi.org/10.3390/coatings11121560
Chicago/Turabian StyleGhandourah, Emad Ismat, Essam B. Moustafa, Hossameldin Hussein, and Ahmed O. Mosleh. 2021. "The Effect of Incorporating Ceramic Particles with Different Morphologies on the Microstructure, Mechanical and Tribological Behavior of Hybrid TaC_ BN/AA2024 Nanocomposites" Coatings 11, no. 12: 1560. https://doi.org/10.3390/coatings11121560
APA StyleGhandourah, E. I., Moustafa, E. B., Hussein, H., & Mosleh, A. O. (2021). The Effect of Incorporating Ceramic Particles with Different Morphologies on the Microstructure, Mechanical and Tribological Behavior of Hybrid TaC_ BN/AA2024 Nanocomposites. Coatings, 11(12), 1560. https://doi.org/10.3390/coatings11121560