Dissimilar Friction Stir Lap Welding of Al to Mg: Characteristic Signal, Microstructure and Mechanical Properties

Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Three Forces
3.2. Vibration
3.3. Spindle Dynamic Performance Evaluation Model
3.3.1. Consistent Processing of Indices
3.3.2. Establishing Hierarchical Structure Map
3.3.3. Determining the Weight Vector
3.3.4. Comprehensive Evaluation Using TOPSIS Method
4. Model Verification
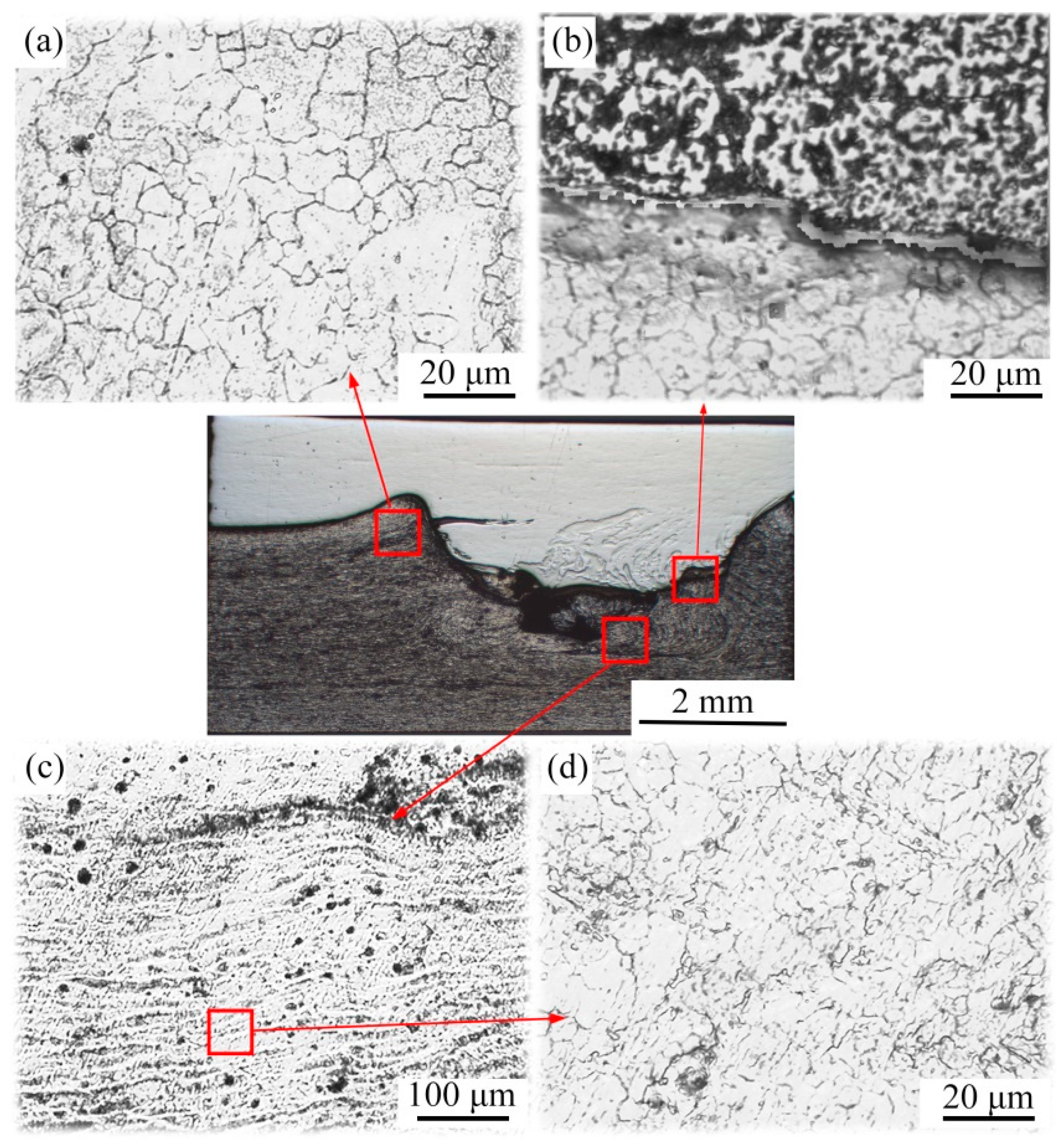
4.1. Microstructures
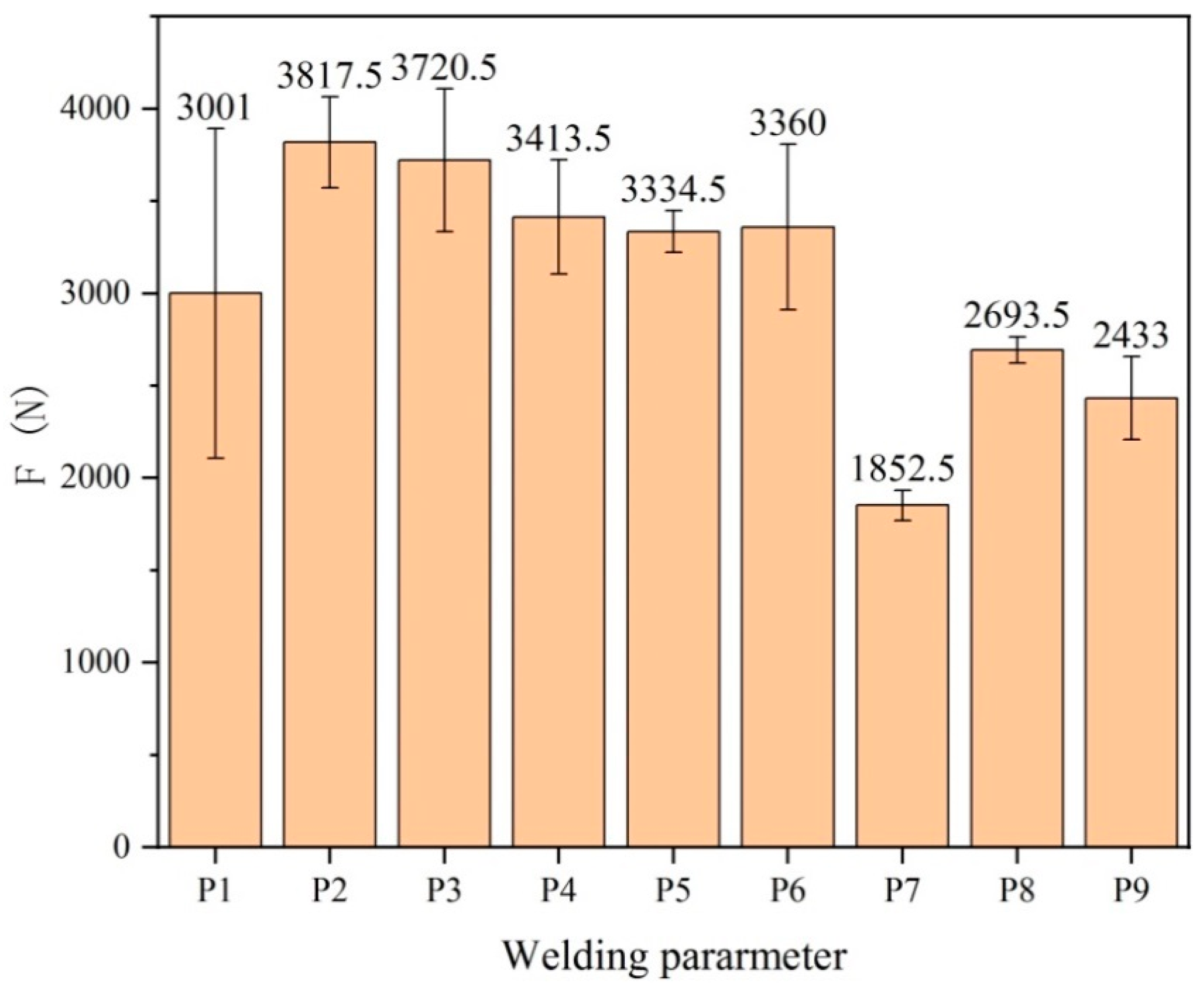
4.2. Micro-Hardness and Tension-Shear Strengths
5. Conclusions
- Based on the Design Expert 12.0 software, the continuous variation process of Fx, Fy and Fz with the change of the welding process parameters (ω = 1000–2000 rpm and v = 30–50 mm/min) were successfully predicted. The results showed that Fz was influenced most strongly by the welding parameters, and the effects of the welding parameters on the three forces were in the order of Fz > Fy > Fx. In the vicinity of 1000 rpm and 30 mm/min, all three forces on the spindle showed a trend of rapid decrease, which could be the reason for the great variation in the mechanical properties.
- When ω = 1000–2000 rpm, the vibration acceleration of three directions increased as the welding speed and rotational speed increased while v = 30 and 50 mm/min. The vibration acceleration of ω = 1000 and 1500 rpm was larger than ω = 2000 rpm in the direction of X, Y, and the vibration acceleration decreased with the rotational speed increase when ω = 2000 rpm in the direction of Z.
- Based on TOPSIS, a dynamic performance evaluation model for the FSLW spindle was established. The quality of the weld was estimated based on the relative approach degree B of the spindle dynamic performance relative to the ideal performance. The influence of the spindle dynamic performance on the quality of the weld was evaluated comprehensively and verified experimentally. Within a reasonable range of welding processing parameters, the evaluation model was found to be consistent with the experimental results.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Türe, Y.; Türe, C. An assessment of using Aluminum and Magnesium on CO2 emission in European passenger cars. J. Clean. Prod. 2020, 247, 119–120. [Google Scholar] [CrossRef]
- Ferreira, V.; Merchán, M.; Egizabal, P.; de Cortázar, M.G.; Irazustabarrena, A. Technical and environmental evaluation of a new high performance material based on magnesium alloy reinforced with submicrometre-sized TiC particles to develop automotive lightweight components and make transport sector more sustainable. J. Mater. Res. Technol. 2019, 8, 2549–2564. [Google Scholar] [CrossRef]
- Xiong, X.; Yang, Y.; Li, J.; Li, M.; Peng, J. Research on the microstructure and properties of a multi-pass friction stir processed 6061Al coating for AZ31 Mg alloy. J. Magnes. Alloy. 2019, 7, 696–706. [Google Scholar] [CrossRef]
- Mohammadi, J.; Behnamian, Y.; Mostafaei, A.; Gerlich, A.P. Tool geometry, rotation and travel speeds effects on the properties of dissimilar magnesium/aluminum friction stir welded lap joints. Mater. Des. 2015, 75, 95–112. [Google Scholar] [CrossRef]
- Yang, T.; Wang, K.; Zhang, D.; Huang, J. Contact-reaction brazing of an AZ31 magnesium/3003 aluminum alloy using a silver-copper-zinc interlayer. J. Mater. Process. Technol. 2017, 249, 531–537. [Google Scholar] [CrossRef]
- Azizi, A.; Alimardan, H. Effect of welding temperature and duration on properties of 7075 Al to AZ31B Mg diffusion bonded joint. Trans. Nonferr. Met. Soc. China 2016, 26, 85–92. [Google Scholar] [CrossRef]
- Gu, X.; Sui, C.; Liu, J.; Li, D.; Meng, Z. Microstructure and mechanical properties of Mg/Al joints welded by ultrasonic spot welding with Zn interlayer. Mater. Des. 2019, 181, 103–108. [Google Scholar] [CrossRef]
- Wei, H.L.; Elmer, J.W.; Debroy, T. Crystal growth during keyhole mode laser welding. Acta Mater. 2017, 133, 10–20. [Google Scholar] [CrossRef]
- Zhang, Y.; Luo, Z.; Li, Y.; Liu, Z.; Huang, Z. Microstructure characterization and tensile properties of Mg/Al dissimilar joints manufactured by thermo-compensated resistance spot welding with Zn interlayer. Mater. Des. 2015, 75, 166–173. [Google Scholar] [CrossRef]
- Yu, H.; Xu, Y.; Lv, N.; Chen, H.; Chen, S. Arc spectral processing technique with its application to wire feed monitoring in Al–Mg alloy pulsed gas tungsten arc welding. J. Mater. Process. Technol. 2013, 213, 707–716. [Google Scholar] [CrossRef]
- Zhao, Y.; Luo, Y.; Zhang, Z.; Zhang, H.; Guo, X. Fractal Dimension Characterization of Joint Surface Morphology on Dissimilar Friction Stir Lap Welding of Al/Mg. Materials 2019, 12, 3941. [Google Scholar] [CrossRef] [PubMed]
- Meng, X.; Huang, Y.; Cao, J.; Shen, J.; Santos, J.F.D. Recent progress on control strategies for inherent issues in friction stir welding. Prog. Mater. Sci. 2020, 115, 100706. [Google Scholar] [CrossRef]
- Heidarzadeh, A.; Mironov, S.; Kaibyshev, R.; Çam, G.; Simar, A. Friction stir welding/processing of metals and alloys: A comprehensive review on microstructural evolution. Prog. Mater. Sci. 2020, 100752. [Google Scholar] [CrossRef]
- Zhang, J.; Huang, G.; Liu, S.; Xie, Y.; Wang, G. Microstructure evolution and mechanical properties of friction stir welded dissimilar joints of as-extruded AM60 and AZ31 alloys. Mater. Sci. Eng. A 2019, 759, 479–489. [Google Scholar] [CrossRef]
- Zhang, Y.; Huang, Y.; Meng, X.; Li, J.; Xie, Y. Friction stir lap welding of AA2024-T4 with drastically different thickness. Int. J. Adv. Manuf. Technol. 2020, 106, 3683–3691. [Google Scholar] [CrossRef]
- Li, P.; You, G.; Wen, H.; Guo, W.; Tong, X. Friction stir welding between the high-pressure die casting of AZ91 magnesium alloy and A383 aluminum alloy. J. Mater. Process. Technol. 2019, 264, 55–63. [Google Scholar] [CrossRef]
- Mehta, K.P.; Carlone, P.; Astarita, A.; Scherillo, F.; Rubino, F. Conventional and cooling assisted friction stir welding of AA6061 and AZ31B alloys. Mater. Sci. Eng. A 2019, 759, 252–261. [Google Scholar] [CrossRef]
- Cao, X.; Jahazi, M. Effect of tool rotational speed and probe length on lap joint quality of a friction stir welded magnesium alloy. Mater. Des. 2011, 32, 1–11. [Google Scholar] [CrossRef]
- Meng, X.; Jin, Y.; Ji, S.; Yan, D. Improving friction stir weldability of Al/Mg alloys via ultrasonically diminishing pin adhesion. J. Mater. Sci. Technol. 2018, 34, 1817–1822. [Google Scholar] [CrossRef]
- Sahu, P.K.; Vasudevan, N.P.; Das, B.; Pal, S. Assessment of self-reacting bobbin tool friction stir welding for joining AZ31 magnesium alloy at inert gas environment. J. Magnes. Alloy. 2019, 7, 661–671. [Google Scholar] [CrossRef]
- Md, S.; Birru, A.K. Mechanical and metallurgical properties of friction stir welded dissimilar joints of AZ91 magnesium alloy and AA 6082-T6 aluminium alloy. J. Magnes. Alloys 2019, 7, 264–271. [Google Scholar] [CrossRef]
- Forcellese, A.; Martarelli, M.; Simoncini, M. Effect of process parameters on vertical forces and temperatures developed during friction stir welding of magnesium alloys. Int. J. Adv. Manuf. Technol. 2016, 85, 595–604. [Google Scholar] [CrossRef]
- Boccarusso, L.; Astarita, A.; Carlone, P.; Scherillo, F.; Rubino, F. Dissimilar friction stir lap welding of AA 6082—Mg AZ31: Force analysis and microstructure evolution. J. Manuf. Process. 2019, 44, 376–388. [Google Scholar] [CrossRef]
- Chen, S.; Zhang, J.; Wang, D.; Wang, J.; Li, R. Study on Low Axial Load Friction Stir Lap Joining of 6061-T6 and Zinc-Coated Steel. Metall. Mater. Trans. A 2019, 50, 4642–4651. [Google Scholar] [CrossRef]
- Shojaeefard, M.; Akbari, M.; Asadi, P. Multi objective optimization of friction stir welding parameters using FEM and neural network. Int. J. Precis. Eng. Manuf. 2014, 15, 2351–2356. [Google Scholar] [CrossRef]
- Shojaeefard, M.; Behnagh, R.; Akbari, M.; Givi, M.; Farhani, F. Modelling and pareto optimization of mechanical properties of friction stir welded AA7075/AA5083 butt joints using neural network and particle swarm algorithm. Mater. Des. 2013, 44, 190–198. [Google Scholar] [CrossRef]
- Urbikaina, G.; Olverab, D.; Lacallea, L.N.L.; Elías-Zúñigab, A. Spindle speed variation technique in turning operations: Modeling and real implementation. J. Sound Vib. 2016, 383, 384–396. [Google Scholar] [CrossRef]
- Chen, D.; Li, J.; Zhao, H.; Tan, Z.; Xiong, J. Effect of Submillimeter Variation in Plunge Depth on Microstructure and Mechanical Properties of FSLW 2A12 Aluminum Alloy Joints. Acta Metall. Sin. Engl. Lett. 2020, 33, 165–171. [Google Scholar] [CrossRef]
- Gao, S.; Wu, C.; Padhy, G. Effect of leading ultrasonic vibrations on the welding forces of friction stir lap welding. Int. J. Adv. Manuf. Technol. 2019, 104, 3181–3189. [Google Scholar] [CrossRef]
- Tan, S.; Zheng, F.; Chen, J.; Han, J.; Wu, Y. Effects of process parameters on microstructure and mechanical properties of friction stir lap linear welded 6061 aluminum alloy to NZ30K magnesium alloy. J. Magnes. Alloy. 2017, 5, 56–63. [Google Scholar] [CrossRef]
- Rao, H.M.; Jordon, J.B.; Barkey, M.E.; Guo, Y.B.; Su, X. Influence of structural integrity on fatigue behavior of friction stir spot welded AZ31 Mg alloy. Mater. Sci. Eng. A 2013, 564, 369–380. [Google Scholar] [CrossRef]
- Rajakumar, S.; Razalrose, A.; Balasubramanian, V. Friction stir welding of AZ61A magnesium alloy. Int. J. Adv. Manuf. Technol. 2013, 68, 277–292. [Google Scholar] [CrossRef]
- Liu, H.; Zhao, Y.; Hu, Y.; Chen, S.; Lin, Z. Microstructural characteristics and mechanical properties of friction stir lap welding joint of Alclad 7B04-T74 aluminum alloy. Int. J. Adv. Manuf. Technol. 2015, 78, 1415–1425. [Google Scholar] [CrossRef]
- Shanavas, S.; Dhas, J.E.R. Parametric optimization of friction stir welding parameters of marine grade aluminium alloy using response surface methodology. Trans. Nonferr. Met. Soc. China 2017, 27, 2334–2344. [Google Scholar] [CrossRef]
- Kadaganchi, R.; Gankidi, M.R.; Gokhale, H. Optimization of process parameters of aluminum alloy AA 2014-T6 friction stir welds by response surface methodology. Def. Technol. 2015, 11, 209–219. [Google Scholar] [CrossRef]
- Mohammadi, J.; Behnamian, Y.; Mostafaei, A.; Izadi, H.; Saeid, T. Friction stir welding joint of dissimilar materials between AZ31B magnesium and 6061 aluminum alloys: Microstructure studies and mechanical characterizations. Mater. Charact. 2015, 101, 189–207. [Google Scholar] [CrossRef]
- Abdollahzadeh, A.; Shokuhfar, A.; Cabrera, J.M.; Zhilyaev, A.P.; Omidvar, H. In-situ nanocomposite in friction stir welding of 6061-T6 aluminum alloy to AZ31 magnesium alloy. J. Mater. Process. Technol. 2019, 263, 296–307. [Google Scholar] [CrossRef]
- Yang, C. Correlation coefficient evaluation for the fuzzy interval data. J. Bus. Res. 2016, 69, 2138–2144. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Al | Mg | Zn | Cu | Mn | Si | Be | Fe |
|---|---|---|---|---|---|---|---|---|
| 1060 Al | 99.6 | 0.03 | 0.05 | 0.05 | 0.03 | 0.25 | 0.1 | 0.35 |
| AZ31B Mg | 3.19 | 95.45 | 0.81 | 0.05 | 0.33 | 0.02 | 0.1 | 0.005 |
| Parameter Coding | ω (rpm) | ν (mm/min) | Forces (N) | Vibration Acceleration (m/s2) | ||||
|---|---|---|---|---|---|---|---|---|
| Fx | Fy | Fz | ax | ay | az | |||
| 1 | 1000 | 30 | 300 | 808.1 | 2138 | 0.027 | 0.015 | 0.015 |
| 2 | 1000 | 50 | 302.1 | 884.7 | 2529 | 0.01 | 0.005 | 0.052 |
| 3 | 1000 | 70 | 327.4 | 1250 | 4093 | 0.136 | 0.158 | 0.287 |
| 4 | 1500 | 30 | 310 | 826.3 | 3260 | 0.051 | 0.069 | 0.127 |
| 5 | 1500 | 50 | 322.5 | 1032 | 3891 | 0.054 | 0.055 | 0.104 |
| 6 | 1500 | 70 | 342 | 1331 | 4915 | 0.16 | 0.195 | 0.201 |
| 7 | 2000 | 30 | 341 | 789.1 | 2427 | 0.047 | 0.076 | 0.108 |
| 8 | 2000 | 50 | 337.8 | 906.9 | 2696 | 0.057 | 0.118 | 0.256 |
| 9 | 2000 | 70 | 352.1 | 924.4 | 2830 | 0.062 | 0.083 | 0.167 |
| Factor | Coding Level | ||
|---|---|---|---|
| −1 | 0 | 1 | |
| ω (rpm) | 1000 | 1500 | 2000 |
| v (mm/min) | 30 | 50 | 70 |
| No. | ω (rpm) | v (mm/min) | Fx (N) | Fy (N) | Fz (N) |
|---|---|---|---|---|---|
| 1 | 0 | 0 | 322.5 | 1032 | 3891 |
| 2 | 0 | −1 | 310 | 826.3 | 3260 |
| 3 | 1 | −1 | 341 | 789.1 | 2427 |
| 4 | −1 | 0 | 302.1 | 884.7 | 2529 |
| 5 | 0 | 0 | 322.5 | 1032 | 3891 |
| 6 | 1 | 0 | 337.8 | 906.9 | 2696 |
| 7 | −1 | 1 | 327.4 | 1250 | 4093 |
| 8 | 0 | 1 | 342 | 1331 | 4915 |
| 9 | 1 | 1 | 352.1 | 924.4 | 3830 |
| Source | Sum of Squares | df | Mean Square | F Value | p-Value Prob > F | |
|---|---|---|---|---|---|---|
| Model | 5,524,000 | 5 | 1,105,000 | 78.35 | 0.0022 | Significant |
| ω | 24,809.12 | 1 | 24,809.12 | 1.76 | 0.2767 | - |
| v | 2,607,000 | 1 | 2,607,000 | 184.88 | 0.0009 | - |
| ωv | 86,610.53 | 1 | 86,610.53 | 6.14 | 0.0894 | - |
| ω2 | 2,483,000 | 1 | 2,483,000 | 176.06 | 0.0009 | - |
| v2 | 203,800 | 1 | 203,800 | 14.45 | 0.0320 | - |
| Residual | 42,306.67 | 3 | 14,102.22 | - | - | - |
| Lack of Fit | 42,306.67 | 2 | 21,153.33 | - | - | - |
| Pure Error | 0 | 1 | 1,105,000 | - | - | - |
| Cor Total | 5,567,000 | 8 | - | - | - |
| aij Scale | Factor Ci is ___ factor Cj |
|---|---|
| 1 | Equally important to |
| 3 | Slightly more important than |
| 5 | More important than |
| 7 | Much more important than |
| 9 | Extremely more important than |
| 2, 4, 6, 8 | The intermediate value between two adjacent judgments of |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, Y.; Luo, Y.; Zhang, H.; Guo, X.; Wang, S.; Cui, H.; Zhang, Y.; Wang, Z.; Zhai, Y. Dissimilar Friction Stir Lap Welding of Al to Mg: Characteristic Signal, Microstructure and Mechanical Properties. Coatings 2021, 11, 19. https://doi.org/10.3390/coatings11010019
Zhao Y, Luo Y, Zhang H, Guo X, Wang S, Cui H, Zhang Y, Wang Z, Zhai Y. Dissimilar Friction Stir Lap Welding of Al to Mg: Characteristic Signal, Microstructure and Mechanical Properties. Coatings. 2021; 11(1):19. https://doi.org/10.3390/coatings11010019
Chicago/Turabian StyleZhao, Yadong, Yalong Luo, Haixiao Zhang, Xuefeng Guo, Shuguang Wang, Hongbao Cui, Yangming Zhang, Zhigang Wang, and Yafang Zhai. 2021. "Dissimilar Friction Stir Lap Welding of Al to Mg: Characteristic Signal, Microstructure and Mechanical Properties" Coatings 11, no. 1: 19. https://doi.org/10.3390/coatings11010019
APA StyleZhao, Y., Luo, Y., Zhang, H., Guo, X., Wang, S., Cui, H., Zhang, Y., Wang, Z., & Zhai, Y. (2021). Dissimilar Friction Stir Lap Welding of Al to Mg: Characteristic Signal, Microstructure and Mechanical Properties. Coatings, 11(1), 19. https://doi.org/10.3390/coatings11010019