Pulsed Waterjet Roughening of Cast Iron and Aluminum Alloy for Automotive Engine Remanufacturing with Plasma Transferred Wire Arc Coating


Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussions
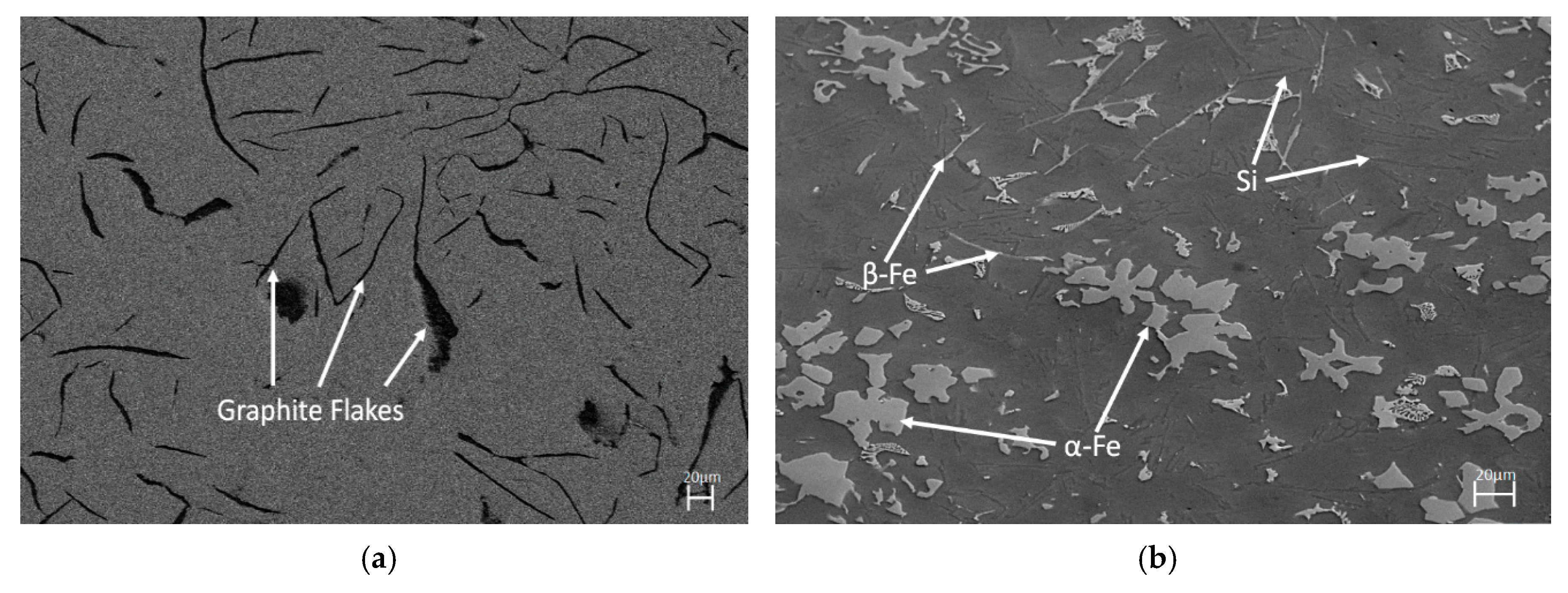
3.1. Overview and Microstructures of the Substrates
3.2. Defects in the Substrates
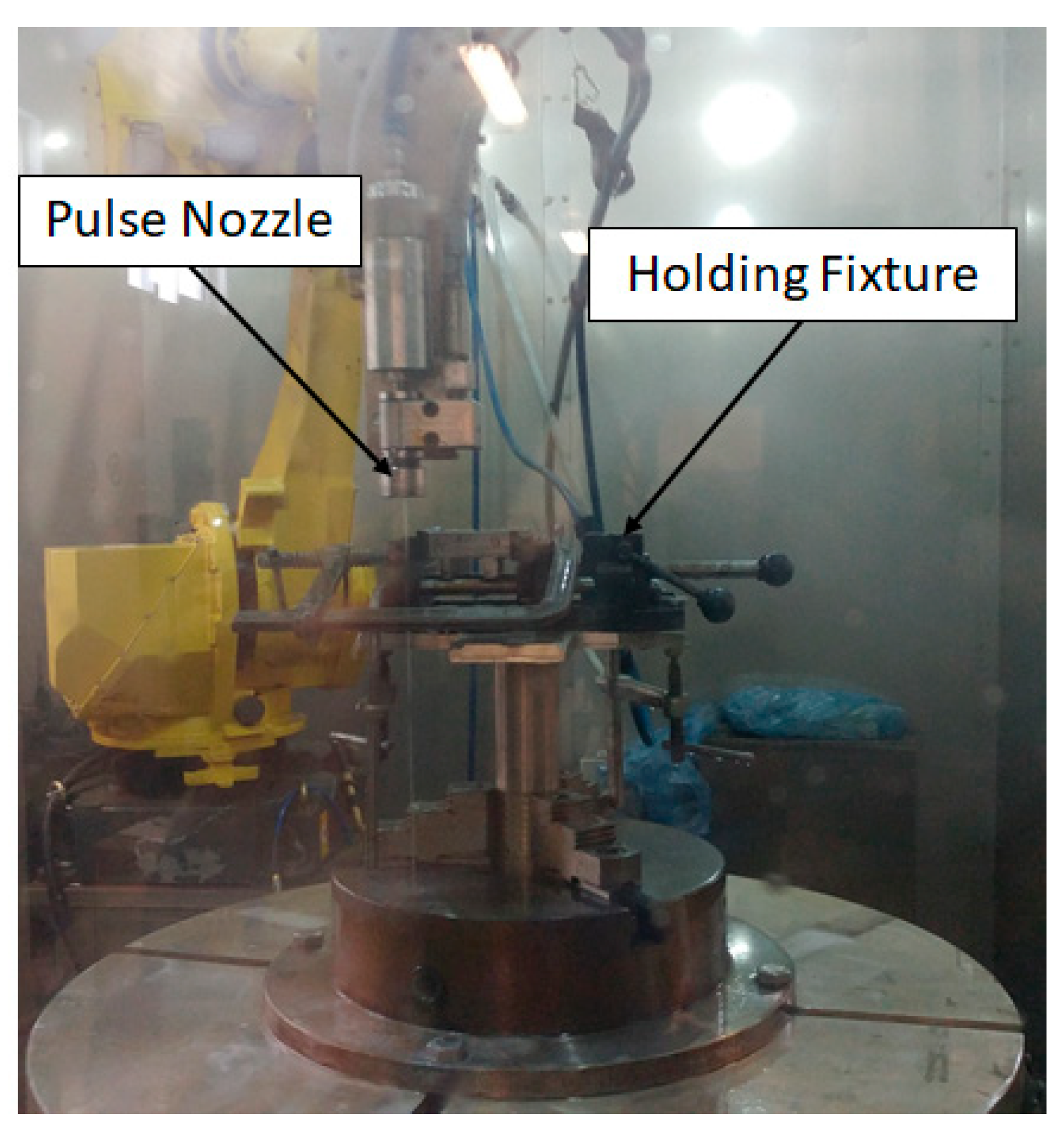
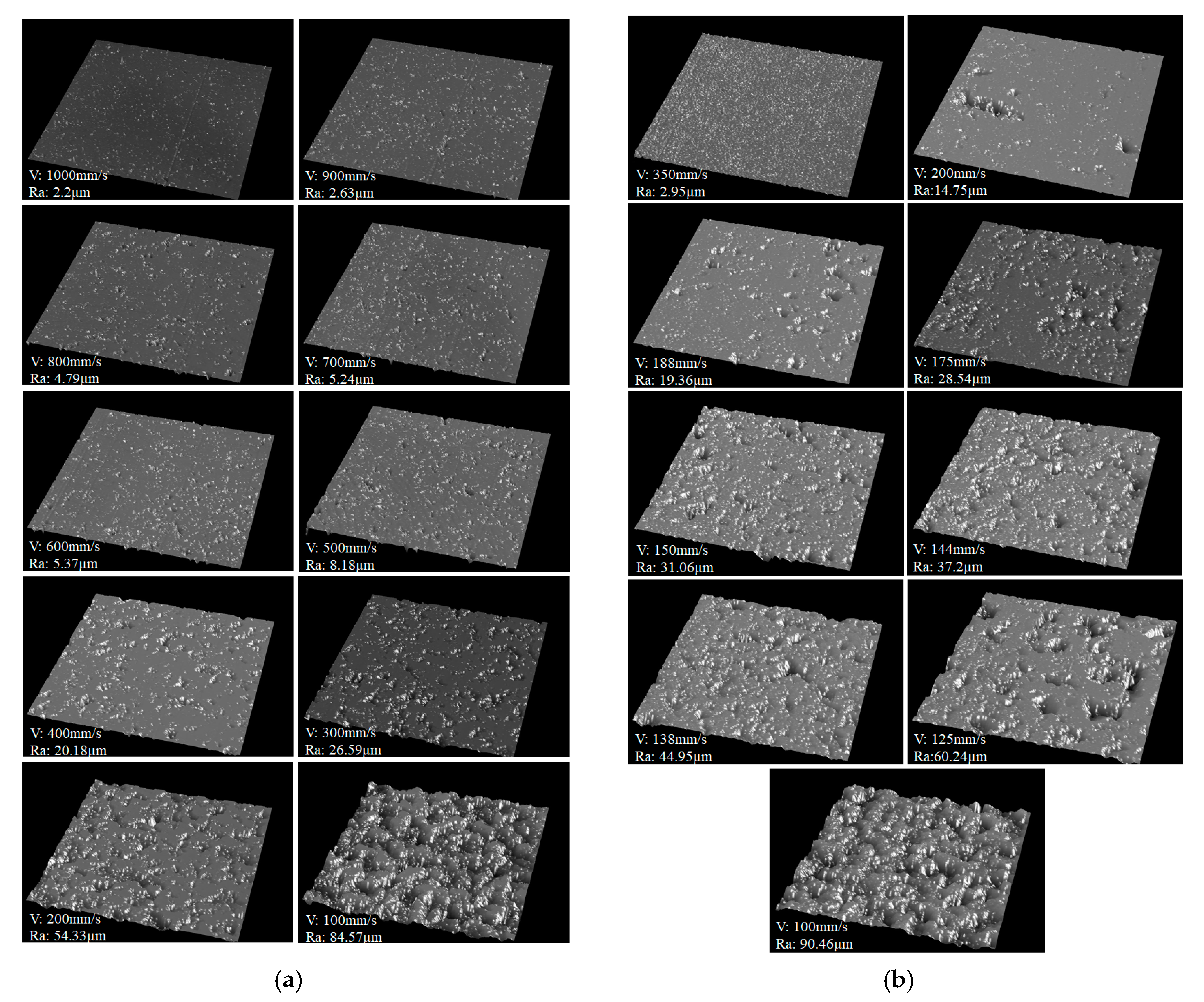
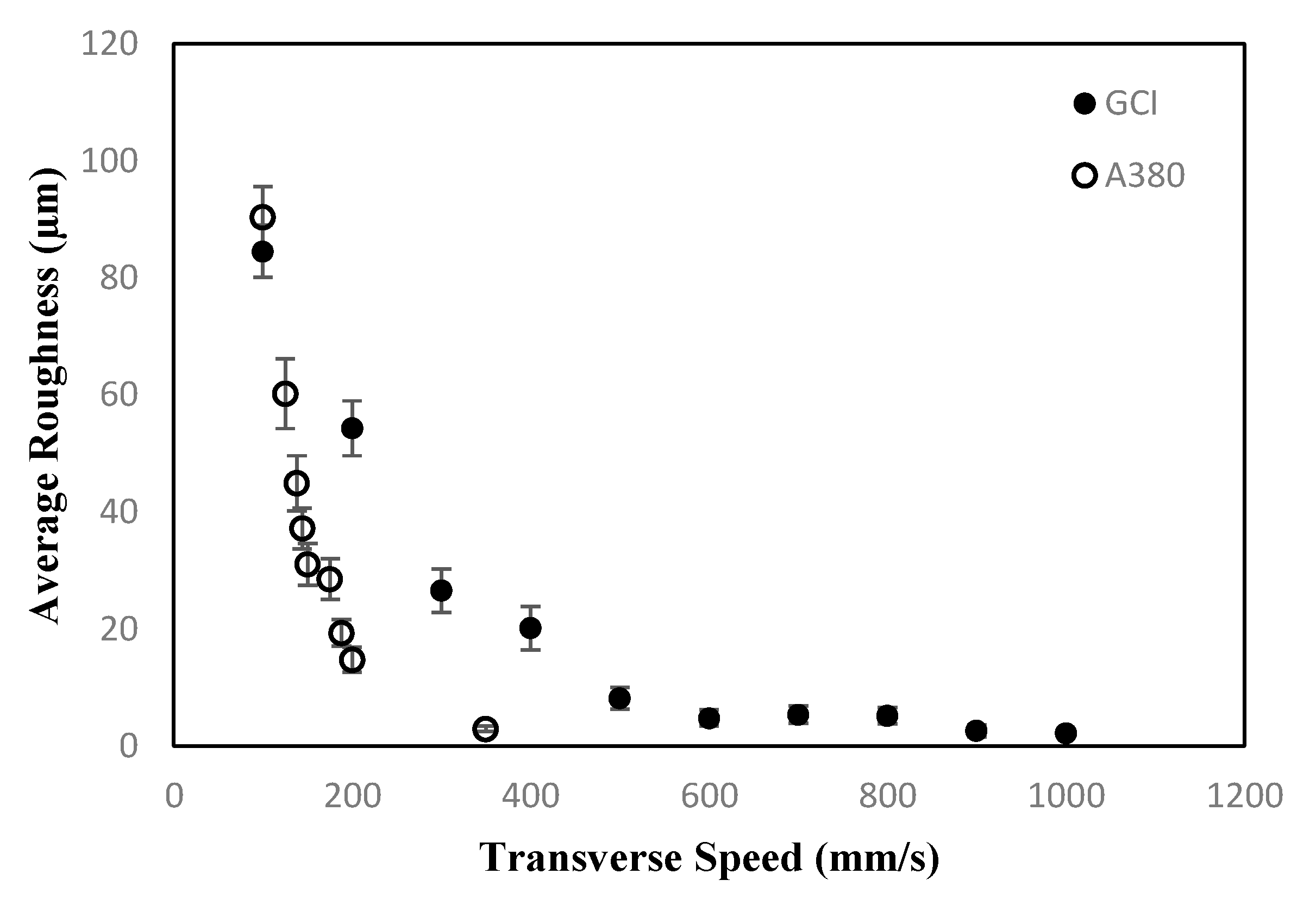
3.3. Pulsed Waterjet Roughening
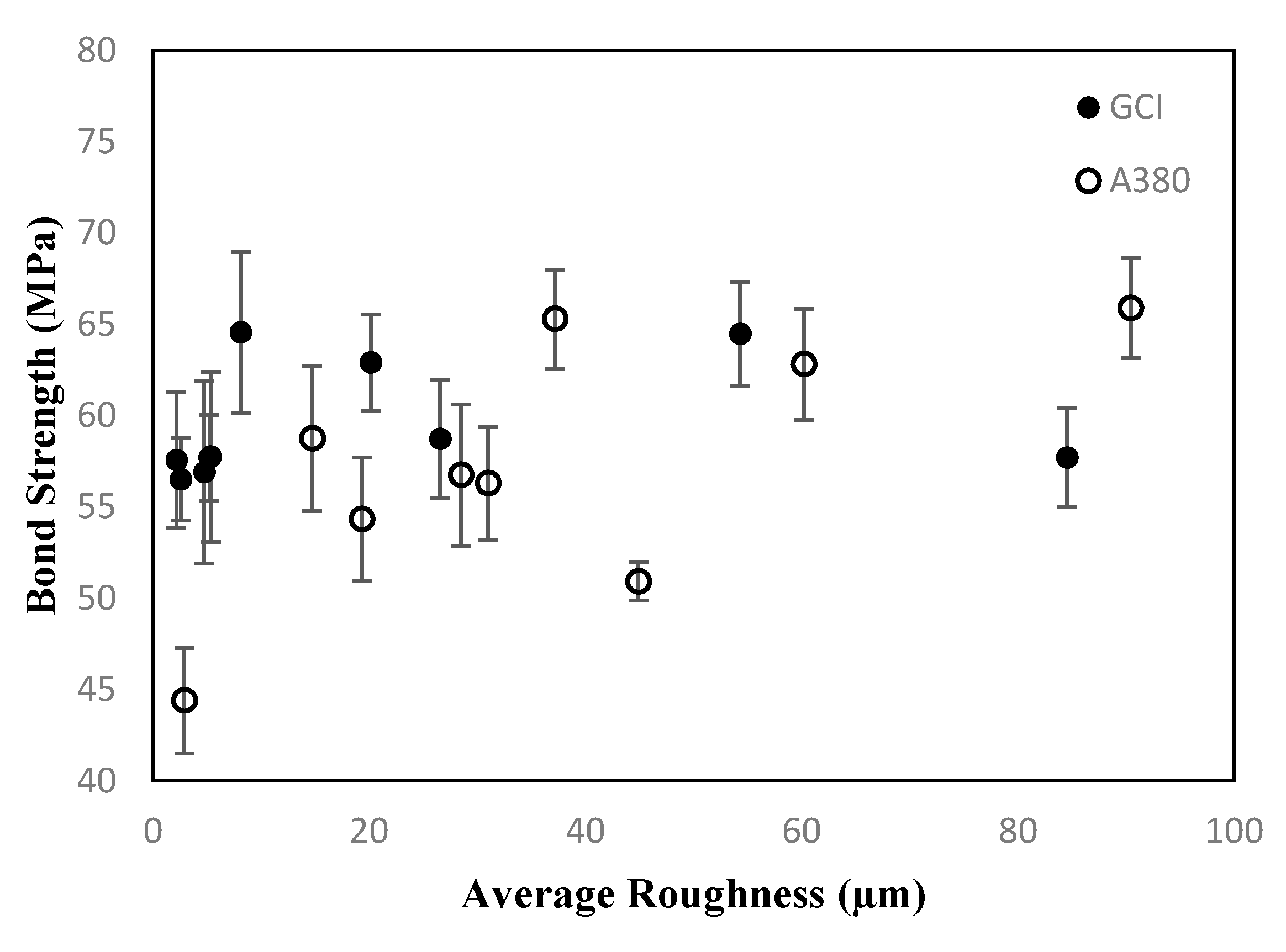
3.4. Pull-off Adhesion Strength
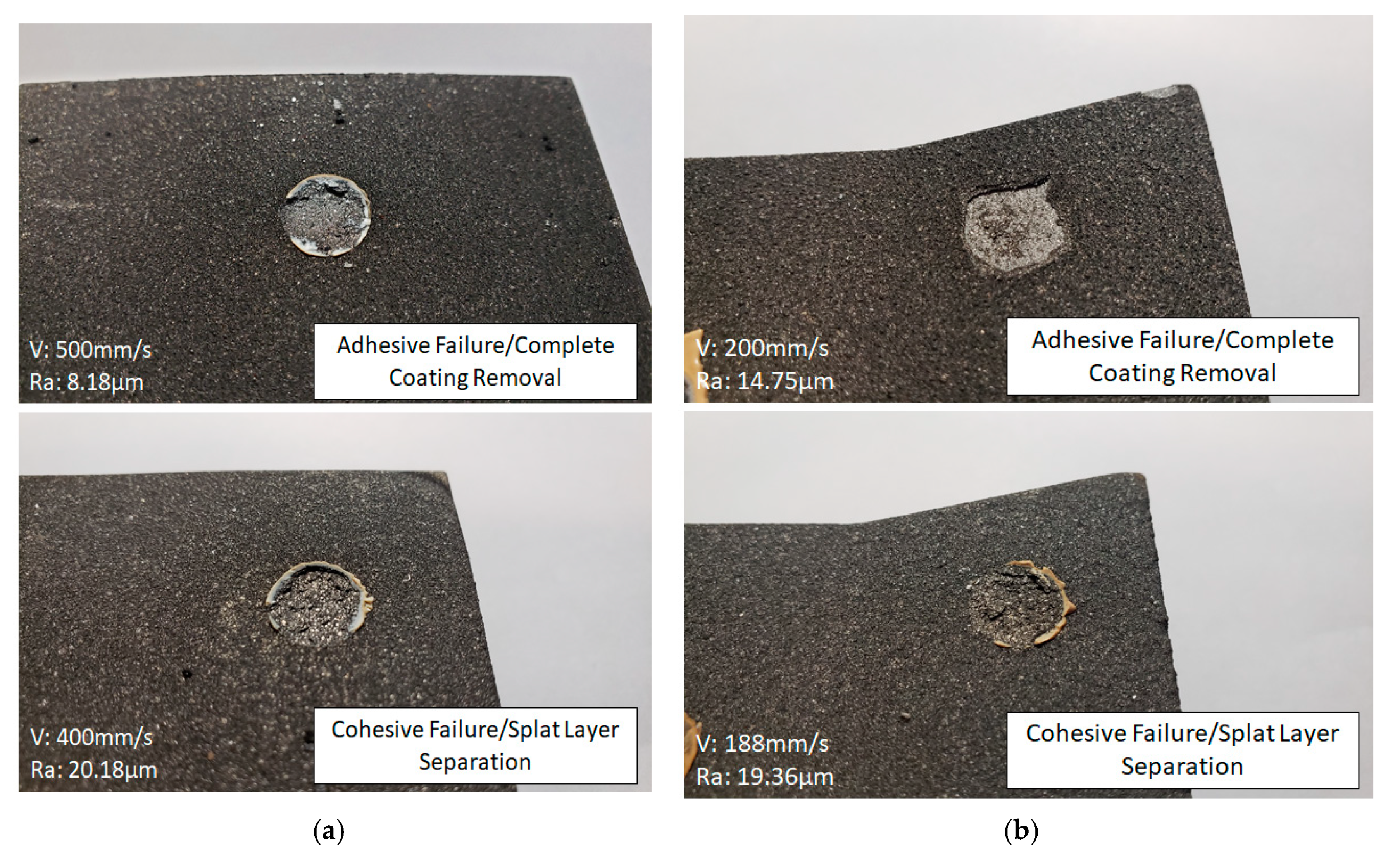
3.5. Coating System Failure and Surface Profile
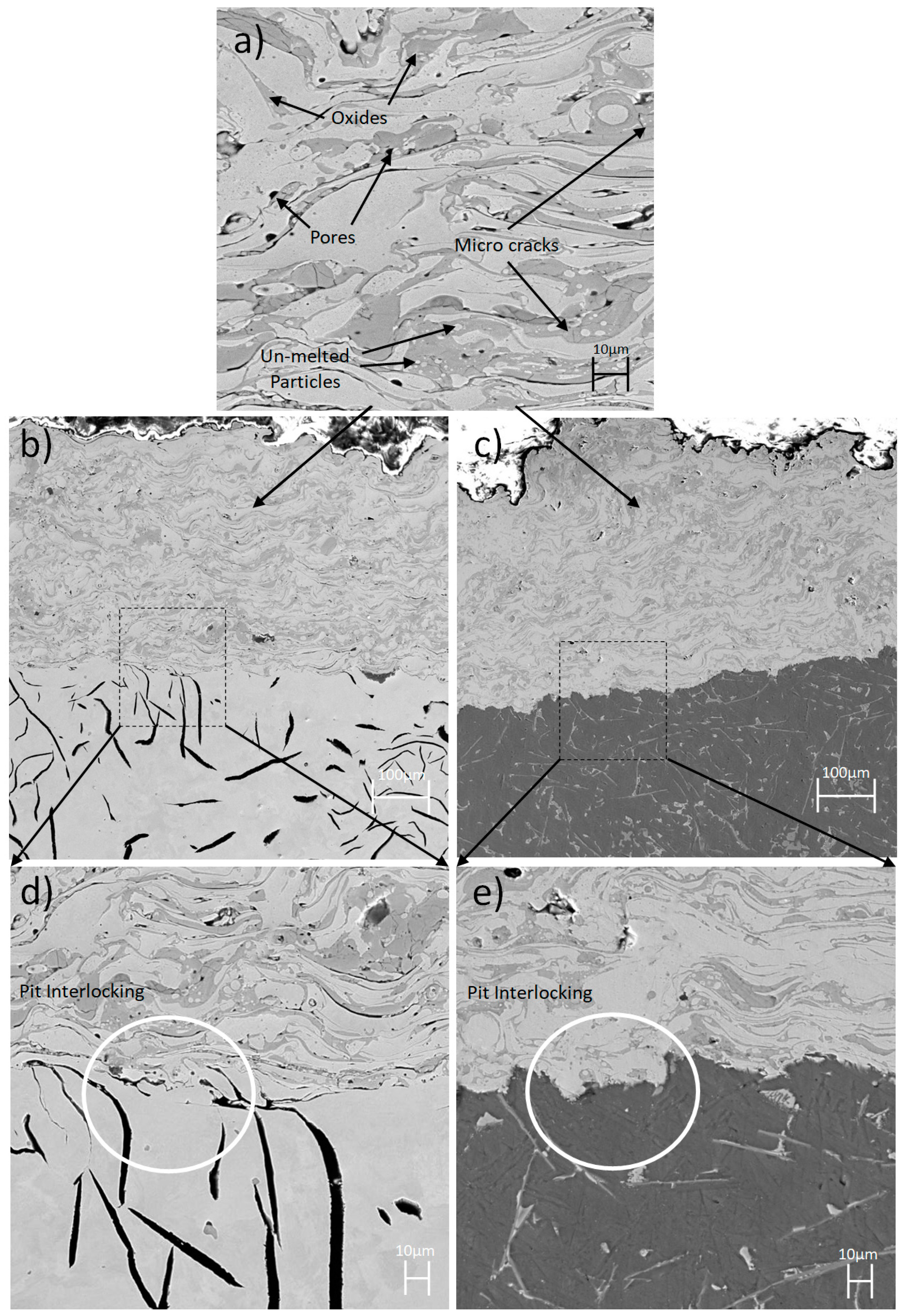
3.6. Substrate-Coating Interface Cross-Sectional Microstructures
4. Conclusions
- The average surface roughness of the GCI and A380 increased with decreasing pulsed waterjet nozzle velocity. This is a result of the increased dwell time of the jet in a specific area resulting in more impacts of the high energy water hammer.
- The roughened surface profile produced by the pulsed waterjet on the GCI is a result of surface erosion, and crack propagation together with coalescing through the brittle graphite flakes. The roughened surface profile produced by the pulsed waterjet on the A380 is a result of crack propagation and coalescing, surface erosion, and plastic deformation.
- It was observed that for samples with an average surface roughness value greater than 60 µm, the PTWA spray coating mirrored the substrate surface profile. This is disadvantageous as there would be more post processing steps required to produce a satisfactory surface. It was also noticed that above an average surface roughness value of 20 µm the amount of coating which remained on the surface after detachment-based failure increased. This is because the number of favorable anchor points for mechanical interlocking between the substrate and coating increased. This is beneficial because if failure does occur the remaining coating would protect the substrate from the environment. Thus, the optimal average surface roughness for adhesion strength between the substrate and coating is between 20 µm and 60 µm.
- The bond strength for GCI and A380 with the Metcoloy #2 coating was above the recommended bond strength of 30 MPa for all the tested samples. This means independent of the average surface roughness value; the pulsed waterjet process is an effective surface activator to improve mechanical bonding between the substrate and coating during the plasma transferred wire arc process. Therefore, it can certainly be concluded that during engine remanufacturing, the step associated with the expensive Al-Ni pre-bond coat can be avoided by the much simpler, cheaper, and eco-friendly pulsed waterjet surface roughening process.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Bobzin, K.; Ernst, F.; Zwick, J.; Schlaefer, T.; Cook, D.; Kowalsky, K.; Bird, K.; Gerke, D.H.; Sharp, R.E.; Raab, K.R.; et al. Lindon, Thermal spraying of cylinder bores with the PTWA internal coating system. In Proceedings of the ASME 2007 Internal Combustion Engine Division Fall Technical Conference, Charleston, SC, USA, 14–17 October 2007; pp. 697–704. [Google Scholar] [CrossRef]
- Lund, R.; Mundial, B. Remanufacturing: The Experience of the United States and Implications for Developing Countries. 1984. Available online: https://pdfs.semanticscholar.org/c87a/1a1b114edd20daf54037433182a6d3ce1e28.pdf (accessed on 15 May 2020).
- Cook, D.; Verpoort, C.; Kowalsky, K.; Dicks, R. Thermal spray of cylinder bores with the ford PTWA process, In Proceedings of the Zylinderlaufbahn, Hochleistungskolben, Pleuel. Tagung, München, Germany, 16 September 2003; pp. 151–158. [Google Scholar]
- Hashish, M. Abrasive jets; WJTA: St. Louis, MO, USA, 1995; pp. 4.1–4.52. [Google Scholar]
- Kim, T.J.; Labus, T.J. Influence of basic jet parameters and physics of abrasive water jet cutting. Proc. WJTA 1995, 3, 45. [Google Scholar]
- Zelenak, M.; Foldyna, J.; Scucka, J.; Hloch, S.; Riha, Z. Visualisation and measurement of high-speed pulsating and continuous water jets. Measurement 2015, 72, 1–8. [Google Scholar] [CrossRef]
- Zou, J. Characterization of thermal spray coatings on aluminum engine bore. Master’s Thesis, University of Windsor, Windsor, ON, Canada, May 2016; pp. 1–4. [Google Scholar]
- Gérard, B. Application of thermal spraying in the automobile industry. Surf. Coatings Technol. 2006, 201, 2028–2031. [Google Scholar] [CrossRef]
- Fauchais, P.L.; Heberlein, J.V.; Boulos, M.I. Thermal Spray Fundamentals: From Powder to Part; Springer: New York, NY, USA, 2014. [Google Scholar] [CrossRef]
- Samson, T.; Macdonald, D.; Fernández, R.; Jodoin, B. Effect of Pulsed Waterjet Surface Preparation on the Adhesion Strength of Cold Gas Dynamic Sprayed Aluminum Coatings. J. Therm. Spray Technol. 2015, 24, 984–993. [Google Scholar] [CrossRef]
- Knapp, J.K.; Taylor, T.A. Waterjet roughened surface analysis and bond strength. Surf. Coatings Technol. 1996, 86, 22–27. [Google Scholar] [CrossRef]
- Bobzin, K.; Ernst, F.; Zwick, J.; Schlaefer, T.; Cook, D.; Nassenstein, K.; Schwenk, A.; Schreiber, F.; Wenz, T.; Flores, G.; et al. Coating Bores of Light Metal Engine Blocks with a Nanocomposite Material using the Plasma Transferred Wire Arc Thermal Spray Process. J. Therm. Spray Technol. 2008, 17, 344–351. [Google Scholar] [CrossRef]
- Barbezat, G.; Wuest, G. Advantages for automotive industry of plasma spray coating of Ai–Si cast alloy cylinder bores. Surf. Eng. 1998, 14, 113–116. [Google Scholar] [CrossRef]
- Barbezat, G.; Keller, S.; Wuest, G. Internal plasma spray process for cylinder bores in automotive industry. ASM Int. 1998, 11–19. [Google Scholar]
- Sulzer Metco. Technical Bulletin # 10-023; Westbury, NY, USA, 2000. [Google Scholar]
- Ebhota, W.S.; Jen, T.-C. Intermetallics Formation and Their Effect on Mechanical Properties of Al-Si-X Alloys. Intermet. Compd. Form. Appl. 2018, 21–41. [Google Scholar] [CrossRef]
- Tang, P.; Li, W.; Wang, K.; Du, J.; Chen, X.; Zhao, Y.; Li, W. Effect of Al-Ti-C master alloy addition on microstructures and mechanical properties of cast eutectic Al-Si-Fe-Cu alloy. Mater. Des. 2017, 115, 147–157. [Google Scholar] [CrossRef]
- Selvan, M.C.P.; Raju, N.M.S.; Rajavel, R. Effects of Process Parameters on Depth of Cut in Abrasive Waterjet Cutting of Cast Iron. Int. J. Sci. Eng. Res. 2011, 2, 1–5. [Google Scholar]
- Gent, M.; Menendez, M.; Torno, S.; Toraño, J.; Schenk, A. Experimental evaluation of the physical properties required of abrasives for optimizing waterjet cutting of ductile materials. Wear 2012, 284, 43–51. [Google Scholar] [CrossRef]
- Lima, C.R.C.; Guilemany, J.M. Adhesion improvements of Thermal Barrier Coatings with HVOF thermally sprayed bond coats. Surf. Coat. Technol. 2007, 201, 4694–4701. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition Grey cast iron (GCI) | Composition A380 | ||
|---|---|---|---|
| Element | Weight Percentage (wt.%) | Element | Weight Percentage (wt.%) |
| C | 2.8–3.3 | Si | 7.5–9.5 |
| Si | 1.2–1.7 | Cu | 3.0–4.0 |
| Mn | 0.8–1.2 | Fe | max 1.3 |
| P | max 0.15 | Mn | max 0.5 |
| S | max 0.12 | Ni | max 0.5 |
| Mg | max 0.1 | ||
| Zn | max 3.0 | ||
| Substrate Material | Frequency (kHz) | Amplitude | Overlap Between Pass (mm) | Nozzle Diameter (mm) | Water Pressure (MPa) | Standoff Distance (mm) | Nozzle Transverse Velocity (mm/s) |
|---|---|---|---|---|---|---|---|
| GCI | 40 | 75% | 0.1 | 1 | 34.5 | 25.4 | 100–1000 |
| A380 | 40 | 75% | 0.1 | 1 | 34.5 | 31.75 | 100–350 |
| GCI Adhesion Results | A380 Adhesion Results | ||||
|---|---|---|---|---|---|
| Average Roughness (µm) | Pull-off Adhesion Strength (MPa) | Failure Mode | Average Roughness (µm) | Pull-off Adhesion Strength (MPa) | Failure Mode |
| 2.2 | 53.25 ± 3.74 | Adhesive | 2.95 | 44.40 ± 3.17 | Adhesive |
| 2.63 | 59.12 ± 2.26 | Adhesive | 14.75 | 58.73 ± 3.67 | Adhesive |
| 4.79 | 55.79 ± 4.98 | Adhesive | 19.36 | 54.32 ± 3.80 | Cohesive |
| 5.24 | 59.97 ± 2.35 | Adhesive | 28.54 | 56.74 ± 4.72 | Cohesive |
| 5.37 | 61.82 ± 4.65 | Adhesive | 31.06 | 56.29 ± 4.22 | Cohesive |
| 8.18 | 60.39 ± 4.40 | Adhesive | 37.2 | 65.28 ± 4.58 | Cohesive |
| 20.18 | 61.14 ± 2.64 | Cohesive | 44.95 | 50.91 ± 4.60 | Cohesive |
| 26.59 | 57.69 ± 3.24 | Cohesive | 60.24 | 62.81 ± 4.67 | Cohesive |
| 54.33 | 65.62 ± 2.85 | Cohesive | 90.46 | 65.90 ± 3.88 | Cohesive |
| 84.57 | 59.77 ± 2.71 | Cohesive | |||
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
O’Neil, N.; Kabir, A.S. Pulsed Waterjet Roughening of Cast Iron and Aluminum Alloy for Automotive Engine Remanufacturing with Plasma Transferred Wire Arc Coating. Coatings 2020, 10, 864. https://doi.org/10.3390/coatings10090864
O’Neil N, Kabir AS. Pulsed Waterjet Roughening of Cast Iron and Aluminum Alloy for Automotive Engine Remanufacturing with Plasma Transferred Wire Arc Coating. Coatings. 2020; 10(9):864. https://doi.org/10.3390/coatings10090864
Chicago/Turabian StyleO’Neil, Nicholas, and Abu Syed Kabir. 2020. "Pulsed Waterjet Roughening of Cast Iron and Aluminum Alloy for Automotive Engine Remanufacturing with Plasma Transferred Wire Arc Coating" Coatings 10, no. 9: 864. https://doi.org/10.3390/coatings10090864
APA StyleO’Neil, N., & Kabir, A. S. (2020). Pulsed Waterjet Roughening of Cast Iron and Aluminum Alloy for Automotive Engine Remanufacturing with Plasma Transferred Wire Arc Coating. Coatings, 10(9), 864. https://doi.org/10.3390/coatings10090864