Influence of Some Flexographic Printing Process Conditions on the Optical Density and Tonal Value Increase of Overprinted Plastic Films

 ,
, 

Abstract

1. Introduction
2. Materials and Methods
2.1. Materials
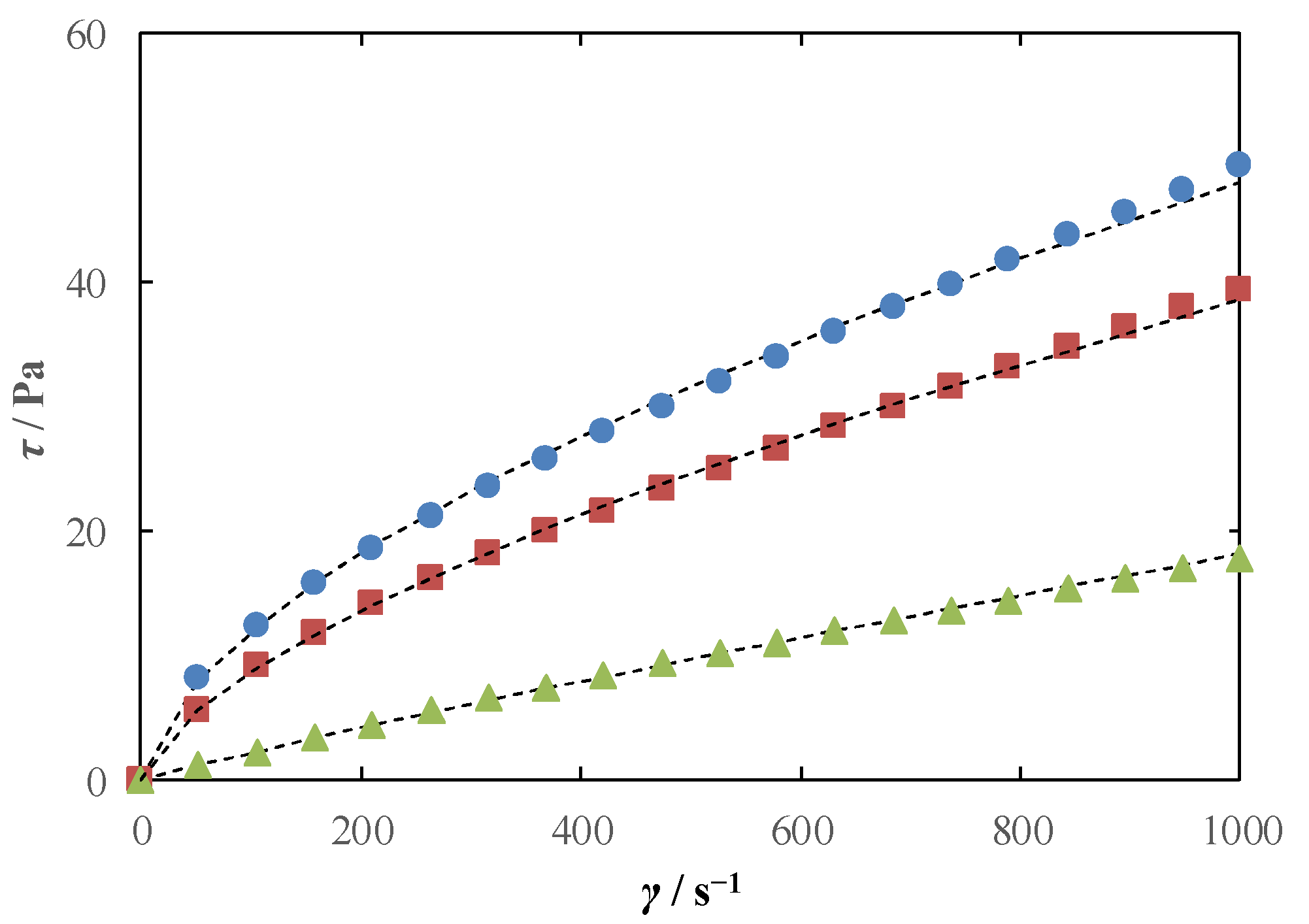
2.2. Ink Rheology Measurements
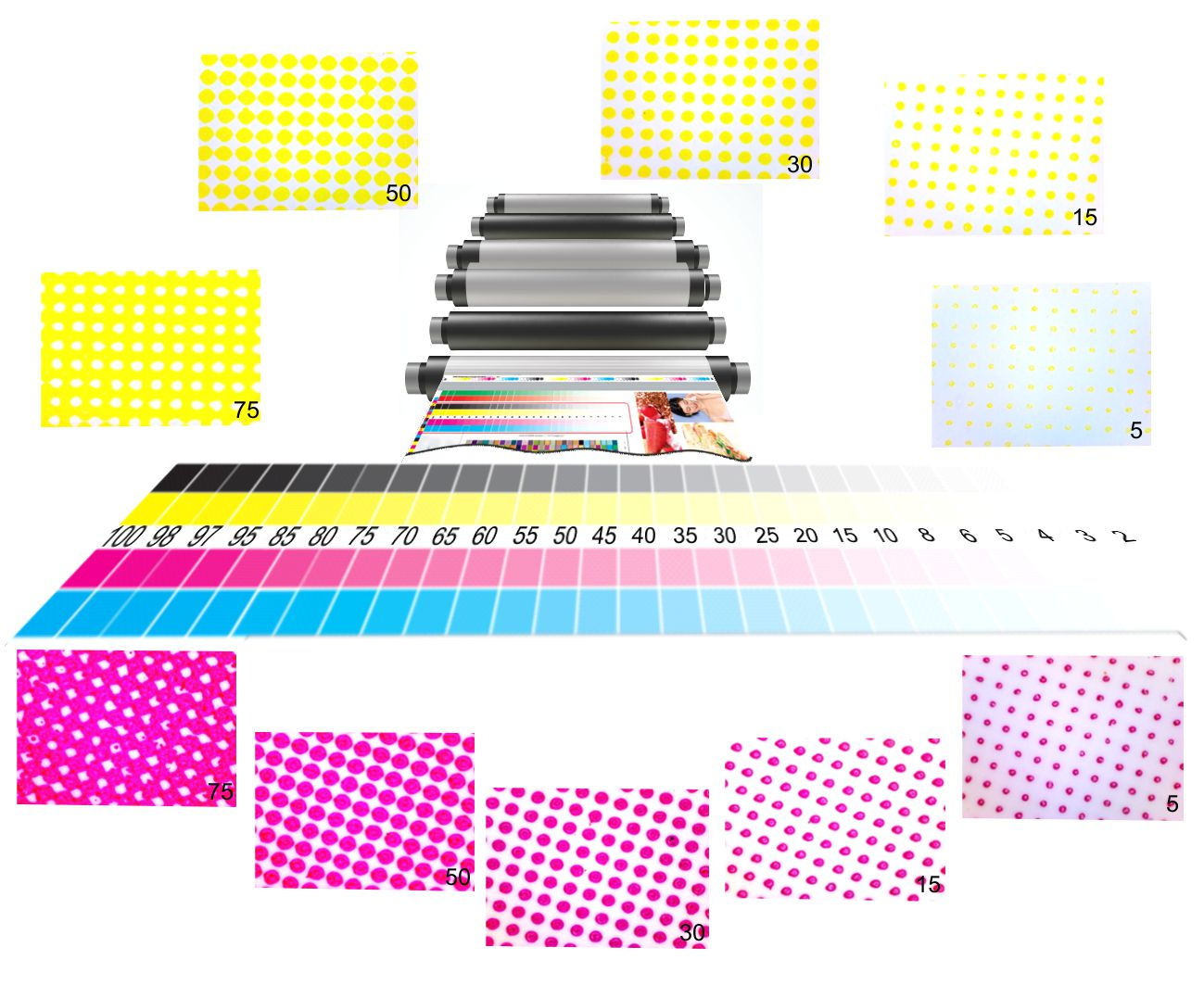
2.3. Printing
2.4. Print Quality Measurements
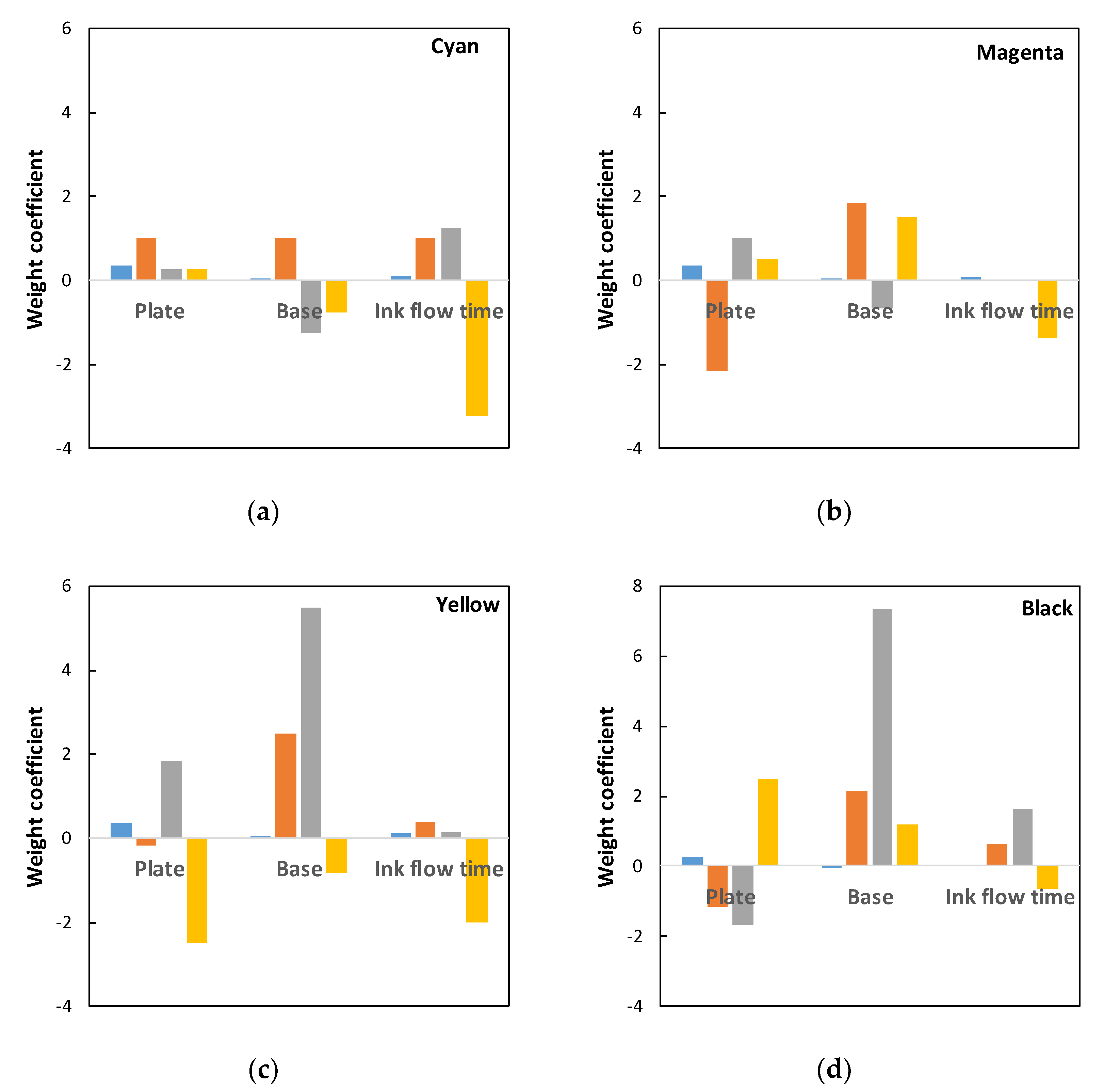
2.5. Least Square (LS) Fitting
3. Results and Discussion
3.1. Ink Rheology
3.2. Optical Density of Solid Tone Area
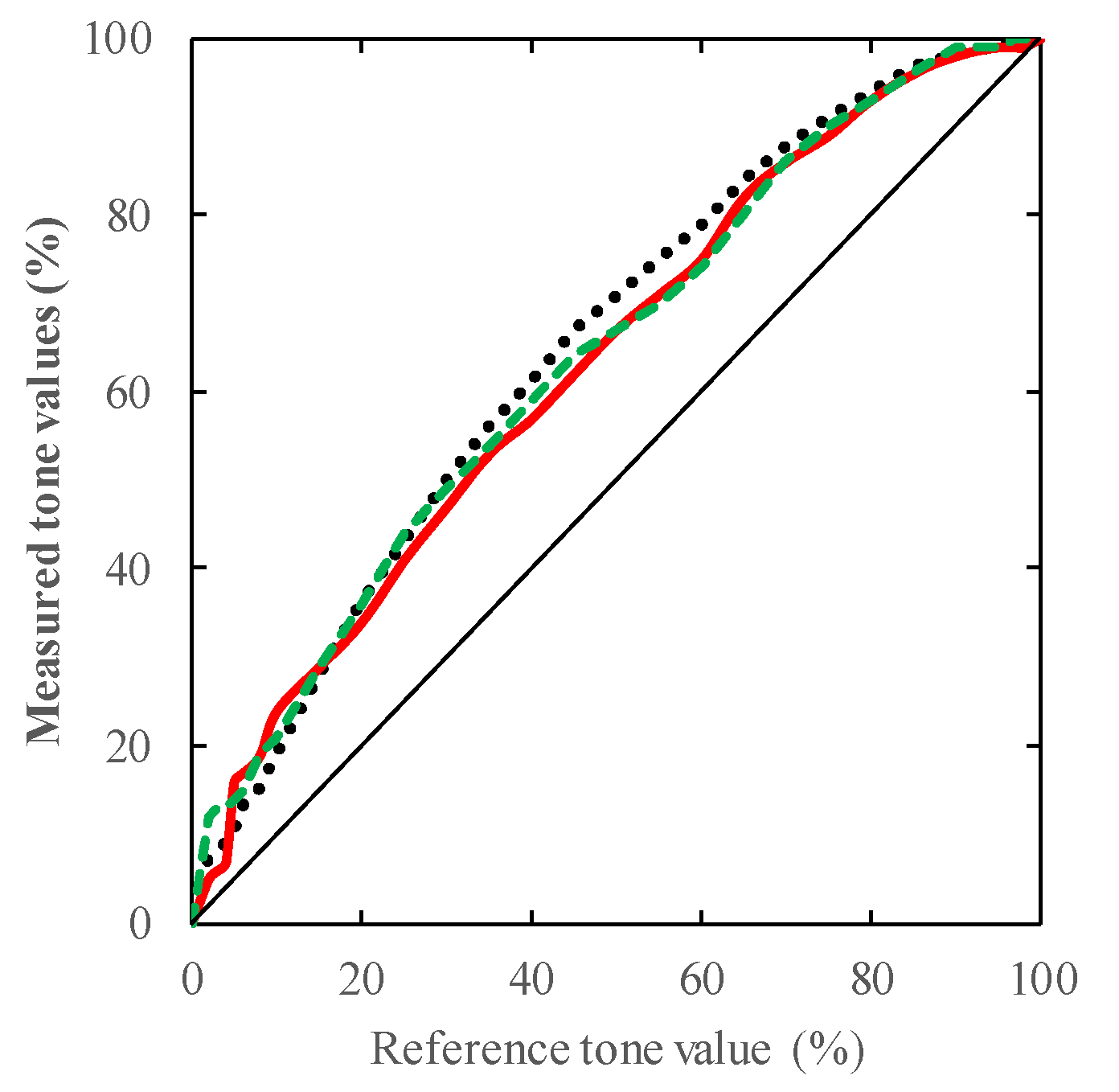
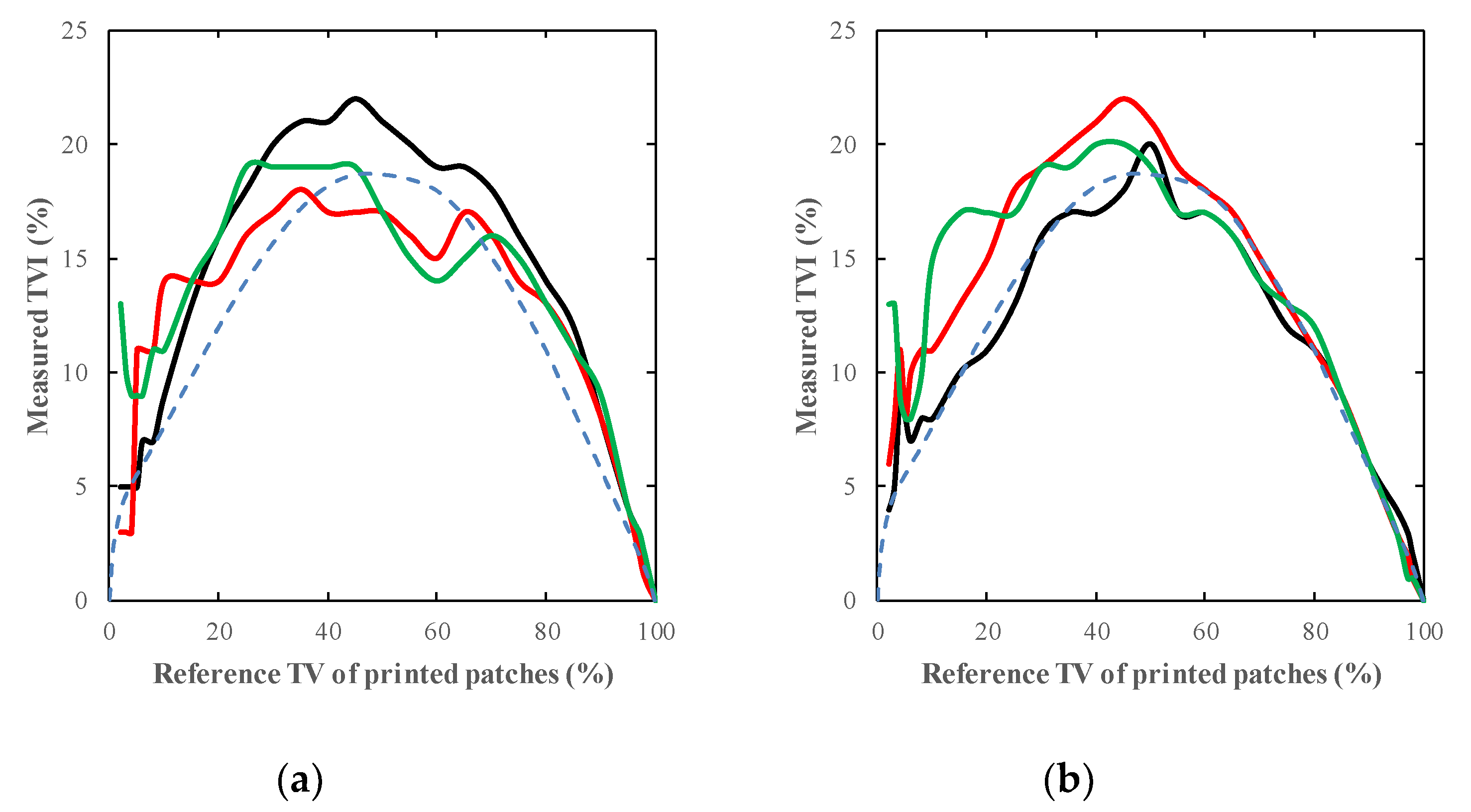
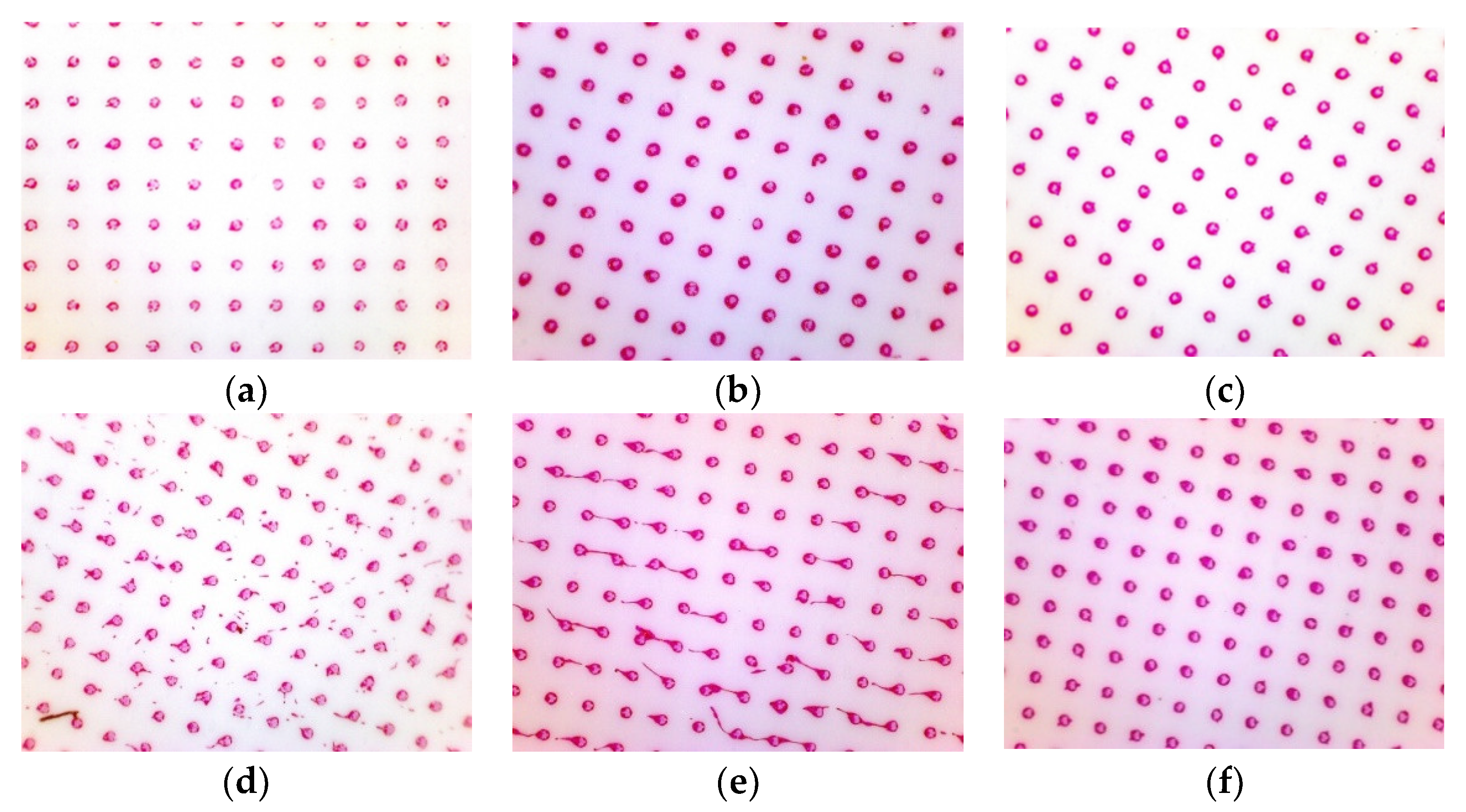
3.3. Tonal Value Increase
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Deganello, D.; Cherry, J.A.; Gethin, D.T.; Claypole, T.C. Patterning of micro-scale conductive networks using reel-to-reel flexographic printing. Thin Solid Film. 2010, 518, 6113–6116. [Google Scholar] [CrossRef]
- Faddoul, R.; Reverdy-Bruas, N.; Blayo, A.; Haas, T.; Zeilmann, C. Optimisation of silver paste for flexography printing on LTCC substrate. Microelectron. Reliab. 2012, 52, 1483–1491. [Google Scholar] [CrossRef]
- Palo, M.; Kolakovic, R.; Laaksonen, T.; Määttänen, A.; Genina, N.; Salonen, J.; Peltonen, J.; Sandler, N. Fabrication of drug-loaded edible carrier substrates from nanosuspensions by flexographic printing. Int. J. Pharm. 2015, 494, 603–610. [Google Scholar] [CrossRef] [PubMed]
- Alem, S.; Graddage, N.; Lu, J.; Kololuoma, T.; Movileanu, R.; Tao, Y. Flexographic printing of polycarbazole-based inverted solar cells. Org. Electron. 2018, 52, 146–152. [Google Scholar] [CrossRef]
- Dam, H.F.; Andersen, T.R.; Madsen, M.V.; Mortensen, T.K.; Pedersen, M.F.; Nielsen, U.; Krebs, F.C. Roll and roll-to-roll process scaling through development of a compact flexo unit for printing of back electrodes. Sol. Energy Mater. Sol. Cells 2015, 140, 187–192. [Google Scholar] [CrossRef]
- Izdebska, J. Printing on Polymers: Fundamentals and Applications; Thomas, S., Ed.; Elsevier: Amsterdam, The Netherlands, 2016. [Google Scholar]
- Morgan, M.L.; Holder, A.; Curtis, D.J.; Deganello, D. Formulation, characterisation and flexographic printing of novel Boger fluids to assess the effects of ink elasticity on print uniformity. Rheol. Acta 2018, 57, 105–112. [Google Scholar] [CrossRef]
- Gajadhur, M.; Regulska, M. Mechanical and light resistance of flexographic conductive ink films intended for printed electronics. Dye. Pigment. 2020, 178, 108381. [Google Scholar] [CrossRef]
- Arrabito, G.; Aleeva, Y.; Pezzilli, R.; Ferrara, V.; Medaglia, P.G.; Pignataro, B.; Prestopino, G. Printing ZnO Inks: From Principles to Devices. Crystals 2020, 10, 449. [Google Scholar] [CrossRef]
- Gusain, A.; Thankappan, A.; Thomas, S. Roll-to-roll printing of polymer and perovskite solar cells: Compatible materials and processes. J. Mater. Sci. 2020, 55, 13490–13542. [Google Scholar] [CrossRef]
- Kipphan, H. Handbook of Print Media: Technologies and Production Methods; Springer: Berlin/Heidelberg, Germany, 2001; ISBN 9783540673262. [Google Scholar]
- Sauer, H.M.; Bornemann, N.; Dörsam, E. Viscous fingering in functional flexo printing: An inevitable bug? In Proceedings of the Large-Area, Organic & Printed Electronics Convention (LOPE-C), Messe Frankfurt, Germany, 28–30 June 2011. [Google Scholar]
- Lindner, A.; Wagner, C. Viscoelastic surface instabilities. Comptes Rendus Phys. 2009, 10, 712–727. [Google Scholar] [CrossRef]
- Izdebska, J.; Zołek-Tryznowska, Z.; Ksia̧zek, T. Influence of artificial aging on cellulose film the optical properties of printed and non-printed biodegradable film bases. Agro Food Ind. Hi Tech 2013, 24, 52–57. [Google Scholar]
- Simonenko, K.V.; Bulatova, G.S.; Antropova, L.B.; Varepo, L.G. Quality control of the print with the application of statistical methods. J. Phys. Conf. Ser. 2018, 998, 012032. [Google Scholar] [CrossRef]
- Graphic Technology and Photography—Viewing Conditions 2009; ISO 3664; International Organization for Standardization: Geneva, Switzerland, 2009.
- Dinesh, C. Comparative analysis of densitometric tonal value increase and colorimetric tonal value increase. Int. J. Sci. Eng. Comput. Technol. 2018, 8, 42–45. [Google Scholar]
- Kachin, N.; Spiridonov, I. Optical density and colour difference in printing on different types of paper. Cellul. Chem. Technol. 2004, 38, 255–264. [Google Scholar]
- Poljaček, S.M.; Cigula, T.; Tomašegović, T.; Brajnović, O. Meeting the quality requirements in the flexographic plate making process. Int. Circ. Graph. Educ. Res. 2013, 6, 62–68. [Google Scholar]
- Poljaček, S.M.; Tomašegović, T.; Leskovac, M.; Jakovljević, S. Neural network-based UV adjustment of the photopolymer surface for modification of coating properties printed in flexography. J. Coat. Technol. Res. 2020, 17, 271–284. [Google Scholar] [CrossRef]
- Bould, D.C.; Hamblyn, S.M.; Gethin, D.T.; Claypole, T.C. Effect of impression pressure and anilox specification on solid and halftone density. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2011, 225, 699–709. [Google Scholar] [CrossRef]
- Havenko, S.; Ohirko, M.; Ryvak, P.; Kotmalova, O. Determining the Factors That Affect the Quality of Test Prints at Flexographic Printing. East. Eur. J. Enterp. Technol. 2020, 2, 53–63. [Google Scholar] [CrossRef]
- Rousu, S.; Gane, P.; Eklund, D. Distribution of offset ink constituents in paper coating and implications for print quality. Tappi J. 2003, 4, 9–15. [Google Scholar]
- GU, C.; WANG, Y.; XING, J.; DAI, H. On the Influence of Viscosity of Water-based Inks and How the Viscosity Influences the Dot Gain in Flexographic Printing. J. Beijing Inst. Graph. Commun. 2008, 4, 4. [Google Scholar]
- Lin, H.-W.; Chang, C.-P.; Hwu, W.-H.; Ger, M.-D. The rheological behaviors of screen-printing pastes. J. Mater. Process. Technol. 2008, 197, 284–291. [Google Scholar] [CrossRef]
- Eldred, N.R.; Foundation, G.A.T. What the Printer Should Know about Ink; GATF Press: Pittsburgh, PA, USA, 2001; ISBN 9780883622841. [Google Scholar]
- Gencoglu, E.F.E. Influence of ink viscosity on dot gain and print density in flexography. Chem. Asian J. 2012, 5, 1999–2002. [Google Scholar]
- Wang, H.; Guo, T.; Li, H. Evaluation of viscosity and printing quality of chitosan-based flexographic inks: The effect of chitosan molecular weight. J. Appl. Polym. Sci. 2016, 133. [Google Scholar] [CrossRef]
- Tomašegović, T.; Cigula, T.; Huzjak, J.; Prša, M. LS fitting of the material properties influencing the print quality in flexograpgic reproduction system. GRID Symp. 2018, 357–363. [Google Scholar] [CrossRef]
- Olsson, R.; Yang, L.; van Stam, J.; Lestelius, M. Effects on ink setting in flexographic printing: Coating polarity and dot gain. Nord. Pulp. Pap. Res. J. 2006, 21, 569–574. [Google Scholar] [CrossRef]
- Tomašegović, T.; Mahović Poljaček, S.; Strižić Jakovljević, M.; Urbas, R. Effect of the Common Solvents on UV-Modified Photopolymer and EPDM Flexographic Printing Plates and Printed Ink Films. Coatings 2020, 10, 136. [Google Scholar] [CrossRef]
- Paints and Varnishes—Determination of Flow Time by Use of Flow Cups; ISO 2431:2019; International Organization for Standardization: Geneva, Switzerland, 2019; Available online: https://www.iso.org/obp/ui/#iso:std:iso:2431:ed-6:v2:en (accessed on 20 August 2020).
- Plastics—Film and Sheeting—Determination of Wetting Tension 2003; ISO 8296:2003; International Organization for Standardization: Geneva, Switzerland, 2003; Available online: https://www.iso.org/obp/ui/#iso:std:iso:8296:ed-2:v1:en (accessed on 20 August 2020).
- Bjorck, A. Numerical Methods for Least Squares Problems; SIAM: Philadelphia, PA, USA, 1996; ISBN 1611971489. [Google Scholar]
- Havlínová, B.; Cicák, V.; Brezová, V.; Horňáková, L. Water-reducible flexographic printing inks—Rheological behaviour and interaction with paper substrates. J. Mater. Sci. 1999, 34, 2081–2088. [Google Scholar] [CrossRef]
- Mezger, T.G. The Rheology Handbook: For Users of Rotational and Oscillatory Rheometers; Vincentz Network GmbH & Co. KG: Hannover, Germany, 2006; ISBN 3878701748. [Google Scholar]
- Graphic Technology—Process Control for the Production of Half-tone Colour Separations, Proofs and Production Prints—Part 6: Flexographic Printing; ISO 12647-6: 2012; International Organization for Standardization: Geneva, Switzerland, 2012; Available online: https://www.iso.org/obp/ui/#iso:std:iso:12647:-6:ed-2:v1:en (accessed on 20 August 2020).









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | DuPont Cyrel Fast DFR | Kodak Flexcell DigiCup NX |
|---|---|---|
| Thickness | 1.14 mm (0.045 inch) | 1.14 mm (0.045 inch) |
| Hardness | 78–80 Sh A | 71–77 Sh A |
| Linear reproduction | 1–99% 54 L/cm | 1–99% 60 L/cm |
| Minimum positive line | 0.100 mm (4 mil) | 0.020 mm (0.8 mil) |
| Minimum point size | 300 µm | 50 µm |
| Relief depth | 0.55 mm (0.022 inch) | 0.7 mm (0.03125 inch) |
| Flow Time | c | p | R2 |
|---|---|---|---|
| Cyan | |||
| 15 | 0.17 ± 0.03 | 1.03 ± 0.01 | 0.999 |
| 25 | 0.03 ± 0.01 | 0.87 ± 0.01 | 0.999 |
| Magenta | |||
| 15 | 0.04 ± 0.03 | 0.90 ± 0.01 | 0.999 |
| 25 | 0.45 ± 0.00 | 0.65 ± 0.02 | 0.999 |
| 35 | 0.75 ± 0.00 | 0.60 ± 0.03 | 0.999 |
| Yellow | |||
| 15 | 0.03 ± 0.04 | 0.85 ± 0.02 | 0.988 |
| 25 | 0.14 ± 0.03 | 0.83 ± 0.01 | 0.999 |
| 35 | 0.28 ± 0.02 | 0.80 ± 0.00 | 0.999 |
| Black | |||
| 15 | 0.06 ± 0.03 | 0.83 ± 0.00 | 0.999 |
| 25 | 0.59 ± 0.02 | 0.67 ± 0.00 | 0.999 |
| 35 | 0.85 ± 0.03 | 0.64 ± 0.02 | 0.999 |
| Plate: | Fast | Kodak | ||
|---|---|---|---|---|
| Printing Base: | BoPP | PE | BoPP | PE |
| Cyan | ||||
| 25 | 1.29 ± 0.02 | 1.32 ± 0.05 | 1.65 ± 0.02 | 1.71 ± 0.03 |
| 15 | 1.20 ± 0.02 | 1.24 ± 0.01 | 1.53 ± 0.01 | 1.55 ± 0.02 |
| Magenta | ||||
| 35 | 1.14 ± 0.02 | 1.21 ± 0.03 | 1.55 ± 0.02 | 1.60 ± 0.01 |
| 25 | 1.11 ± 0.02 | 1.15 ± 0.01 | 1.49 ± 0.02 | 1.57 ± 0.02 |
| 15 | 1.05 ± 0.01 | 1.12 ± 0.01 | 1.36 ± 0.01 | 1.35 ± 0.01 |
| Yellow | ||||
| 35 | 1.18 ± 0.02 | 1.56 ± 0.01 | 1.56 ± 0.01 | 1.66 ± 0.03 |
| 25 | 1.18 ± 0.02 | 1.57 ± 0.01 | 1.57 ± 0.01 | 1.63 ± 0.01 |
| 15 | 1.06 ± 0.01 | 1.35 ± 0.01 | 1.35 ± 0.01 | 1.33 ± 0.01 |
| Black | ||||
| 35 | 1.01 ± 0.03 | 1.02 ± 0.02 | 1.20 ± 0.02 | 1.25 ± 0.05 |
| 25 | 1.05 ± 0.02 | 1.00 ± 0.02 | 1.24 ± 0.01 | 1.37 ± 0.10 |
| 15 | 0.98 ± 0.01 | 0.92 ± 0.01 | 1.21 ± 0.02 | 1.16 ± 0.02 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Żołek-Tryznowska, Z.; Rombel, M.; Petriaszwili, G.; Dedijer, S.; Kašiković, N. Influence of Some Flexographic Printing Process Conditions on the Optical Density and Tonal Value Increase of Overprinted Plastic Films. Coatings 2020, 10, 816. https://doi.org/10.3390/coatings10090816
Żołek-Tryznowska Z, Rombel M, Petriaszwili G, Dedijer S, Kašiković N. Influence of Some Flexographic Printing Process Conditions on the Optical Density and Tonal Value Increase of Overprinted Plastic Films. Coatings. 2020; 10(9):816. https://doi.org/10.3390/coatings10090816
Chicago/Turabian StyleŻołek-Tryznowska, Zuzanna, Maciej Rombel, Georgij Petriaszwili, Sandra Dedijer, and Nemanja Kašiković. 2020. "Influence of Some Flexographic Printing Process Conditions on the Optical Density and Tonal Value Increase of Overprinted Plastic Films" Coatings 10, no. 9: 816. https://doi.org/10.3390/coatings10090816
APA StyleŻołek-Tryznowska, Z., Rombel, M., Petriaszwili, G., Dedijer, S., & Kašiković, N. (2020). Influence of Some Flexographic Printing Process Conditions on the Optical Density and Tonal Value Increase of Overprinted Plastic Films. Coatings, 10(9), 816. https://doi.org/10.3390/coatings10090816