The Analysis of Resistance to Brittle Cracking of Tungsten Doped TiB2 Coatings Obtained by Magnetron Sputtering




Abstract
1. Introduction
2. Materials and Methods
2.1. Coating Deposition
2.2. Coating Characterization
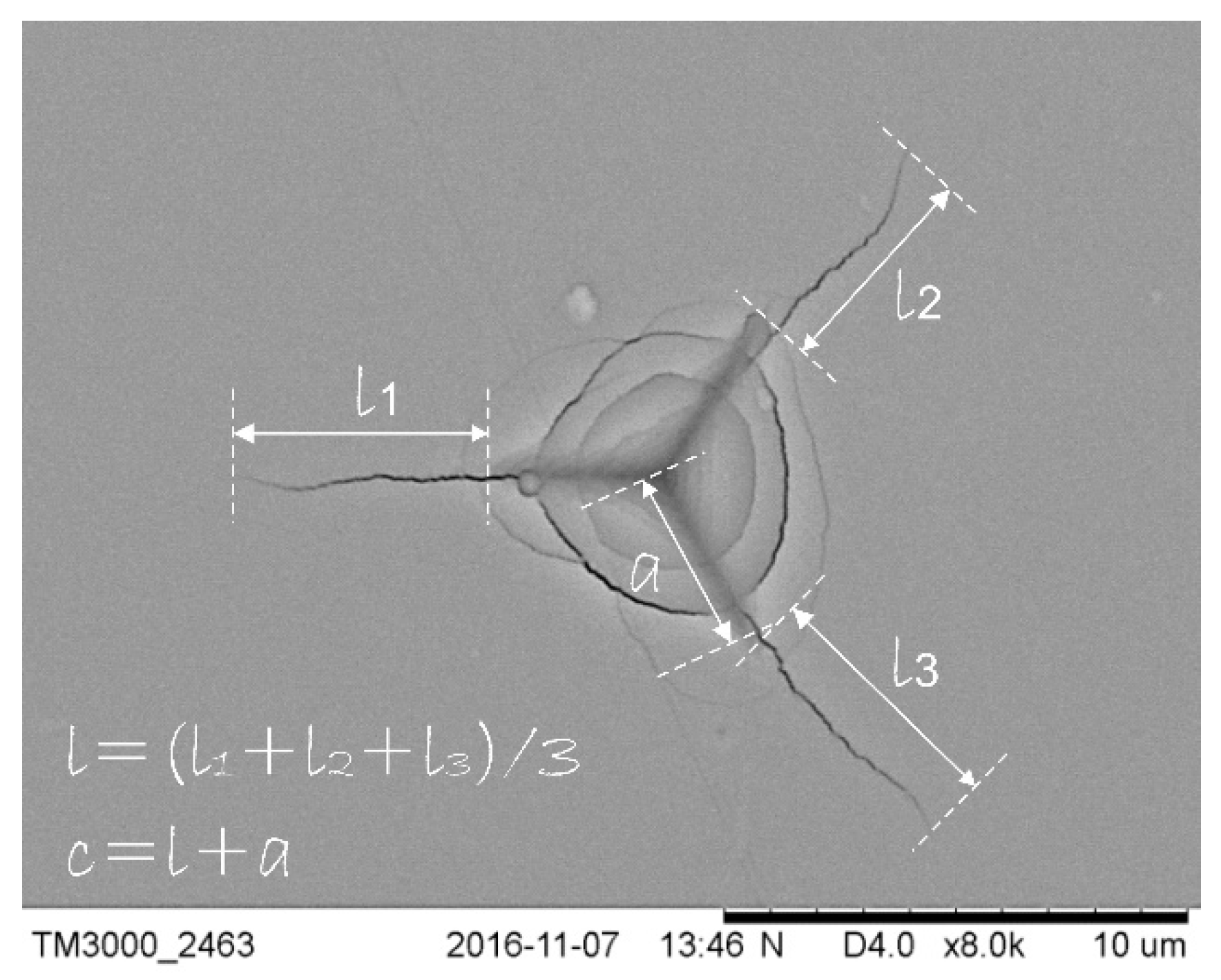
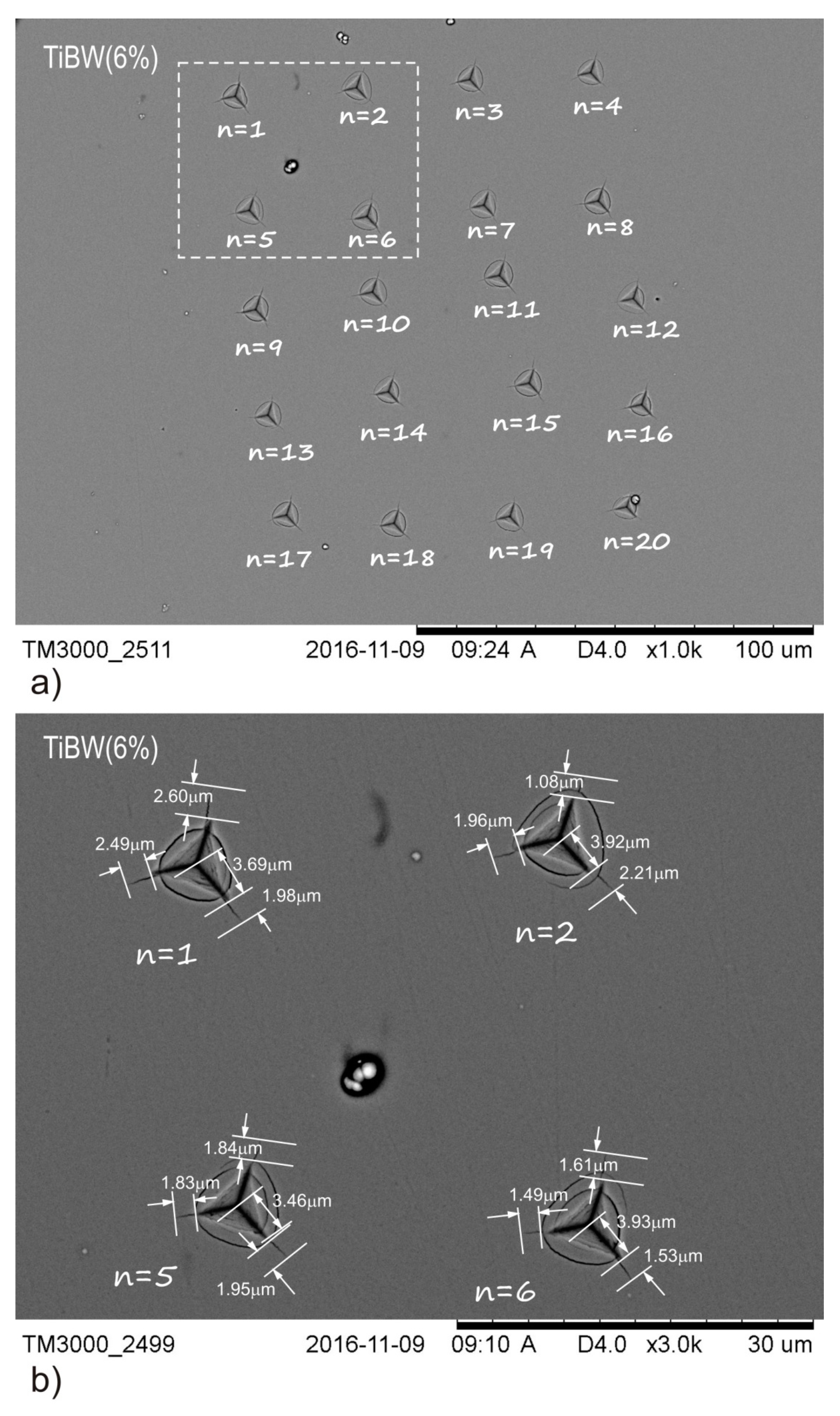
2.3. Berkovich Indentation Fracture Toughness Test
3. Results
3.1. Coating Characterization
3.2. Determination of the Fracture Toughness KIC
4. Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- ASTM G40-15 Standard Terminology Relating to Wear and Erosion; ASTM: West Conshohocken, PA, USA, 1987; Volume 3, pp. 243–250.
- Zhu, X.-K.; Joyce, J.A. Review of fracture toughness (G, K, J, CTOD, CTOA) testing and standardization. Eng. Fract. Mech. 2012, 85, 1–46. [Google Scholar] [CrossRef]
- Lawn, B.R.; Evans, A.G.; Marshall, D.B. Elastic/plastic indentation damage in ceramics: The median/radial crack system. J. Am. Ceram. Soc. 1980, 63, 574–581. [Google Scholar] [CrossRef]
- Datye, A.; Schwarz, H.T.; Lin, U.D. Fracture toughness evaluation and plastic behavior law of a single crystal silicon carbide by nanoindentation. Ceramics 2018, 1, 198–210. [Google Scholar] [CrossRef]
- Lee, K.; Marimuthu, K.P.; Lee, J.H.; Rickhey, F.; Han, J.; Lee, H. Determination of crack-free mechanical properties of brittle materials via single nanoindentation. Int. J. Solids Struct. 2020, 191, 8–25. [Google Scholar] [CrossRef]
- Hervas, I.; Montagne, A.; Van Gorp, A.; Bentoumi, M.; Thuault, A.; Iost, A. Fracture toughness of glasses and hydroxyapatite: A comparative study of 7 methods by using Vickers indenter. Ceram. Int. 2016, 42, 12740–12750. [Google Scholar] [CrossRef]
- Feng, Y.; Zhang, T. Determination of fracture toughness of brittle materials by indentation. Acta Mech. Solida Sin. 2015, 28, 221–234. [Google Scholar] [CrossRef]
- Sebastiani, M.; Johanns, K.E.; Herbert, E.G.; Pharr, G.M. Measurement of fracture toughness by nanoindentation methods: Recent advances and future challenges. Curr. Opin. Solid State Mater. Sci. 2015, 19, 324–333. [Google Scholar] [CrossRef]
- Anstis, G.R.; Chantikul, P.; Lawn, B.R.; Marshall, D.B. A critical evaluation of indentation techniques for measuring fracture toughness: I, direct crack measurements. J. Am. Ceram. Soc. 1981, 64, 533–538. [Google Scholar] [CrossRef]
- Laugier, M.T. New formula for indentation toughness in ceramics. J. Mater. Sci. Lett. 1987, 6, 355–356. [Google Scholar] [CrossRef]
- Smolik, J.; Mazurkiewicz, A.; Garbacz, H.; Kopia, A. Tungsten doped TiB2 coatings obtained by magnetron sputtering. J. Mach. Constr. Maint. 2018, 4, 27–32. [Google Scholar]
- Fabijanic, T.A.; Coric, D.; Musa, M.Š.; Sakoman, M. Vickers indentation fracture toughness of near-nano and nanostructured WC-Co cemented carbides. Metals 2017, 7, 1–16. [Google Scholar]
- Cuadrado, N.; Casellas, D.; Anglada, M.; Jiménez-Piqué, E. Evaluation of fracture toughness of small volumes by means of cube-corner nanoindentation. Scr. Mater. 2012, 66, 670–673. [Google Scholar] [CrossRef]
- Zhang, L.; Yang, Y.; Pang, X.; Gao, K.; Volinsky, A.A. Microstructure, residual stress, and fracture of sputtered TiN films. Surf. Coat. Technol. 2013, 224, 120–125. [Google Scholar] [CrossRef]
- Daniel, R.; Meindlhumer, M.; Zalesak, J.; Sartory, B.; Zeilinger, A.; Mitterer, C.; Keckes, J. Fracture toughness enhancement of brittle nanostructured materials by spatial heterogeneity: A micromechanical proof for CrN/Cr and TiN/SiOx multilayers. Mater. Des. 2016, 104, 227–234. [Google Scholar] [CrossRef]
- Sobol, O.V.; Dub, S.N.; Pogrebnjak, A.D.; Mygushchenko, R.P.; Postelnyk, A.A.; Zvyagolsky, A.V.; Tolmachova, G.N. The effect of low titanium content on the phase composition, structure, and mechanical properties of magnetron sputtered WB2-TiB2 films. Thin Solid Films 2018, 662, 137–144. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coating | Atmosphere | Pressure | UBias | Power of Magnetron | Temperature | |
|---|---|---|---|---|---|---|
| (Pa) | (V) | PTiB₂ (W) | PW (W) | T (°C) | ||
| TiB2 | Ar 100% | 0.5 | −50 | 1000 | – | 300 |
| Ti-B-W (1) | 1000 | 25 | ||||
| Ti-B-W (2) | 1000 | 50 | ||||
| Ti-B-W (3) | 1000 | 75 | ||||
| Coating | Thickness g (μm) | Roughness Ra/Rz/Rt (μm) | Hardness H (GPa) | Young’s Modulus E (GP) | Plasticity Index H/E | Resistance to Plastic Deformation H3/E2 |
|---|---|---|---|---|---|---|
| TiB2 | 1.0 | 0.03/0.22/0.55 | 34.0 ± 2 | 405 ± 5 | 0.075 | 0.239 |
| Ti-B-W (3%) | 1.1 | 0.01/0.21/0.41 | 35.5 ± 2 | 415 ± 10 | 0.085 | 0.259 |
| Ti-B-W (6%) | 1.2 | 0.01/0.29/0.56 | 37.0 ± 2 | 425 ± 7 | 0.087 | 0.280 |
| Ti-B-W (10%) | 1.3 | 0.02/0.13/0.29 | 38.0 ± 3 | 435 ± 5 | 0.087 | 0.289 |
| Coating | Chemical Composition (at.%) | B/(Ti + W) | ||
|---|---|---|---|---|
| Ti | W | B | ||
| TiB2 | 31 | – | 69 | 2.2 |
| Ti-B-W (1) | 22 | 3 | 75 | 3.0 |
| Ti-B-W (2) | 22 | 6 | 72 | 2.5 |
| Ti-B-W (3) | 22 | 10 | 68 | 2.1 |
| Coating | xv | P (mN) | H (GPa) | E (GPa) | a (μm) | l (μm) | c (μm) | |
|---|---|---|---|---|---|---|---|---|
| TiB2 | 0.022 | 200 | 34.0 ± 2 | 405 ± 5 | 4.20 | 5.32 | 9.52 | KIC [TiB₂] = 0.67 |
| Ti-B-W (3%) | 0.022 | 200 | 35.5 ± 2 | 415 ± 10 | 3.78 | 2.42 | 6.20 | KIC [TiBW (3%)] = 1.84 |
| Ti-B-W (6%) | 0.022 | 200 | 37.0 ± 2 | 425 ± 7 | 3.64 | 2.10 | 5.74 | KIC [TiBW (6%)] = 2.16 |
| Ti-B-W (10%) | 0.022 | 400 | 38.0 ± 3 | 435 ± 5 | 6.20 | 1.20 | 4.83 | KIC [TiBW (10%)] = 4.98 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Smolik, J.; Kacprzyńska-Gołacka, J.; Sowa, S.; Piasek, A. The Analysis of Resistance to Brittle Cracking of Tungsten Doped TiB2 Coatings Obtained by Magnetron Sputtering. Coatings 2020, 10, 807. https://doi.org/10.3390/coatings10090807
Smolik J, Kacprzyńska-Gołacka J, Sowa S, Piasek A. The Analysis of Resistance to Brittle Cracking of Tungsten Doped TiB2 Coatings Obtained by Magnetron Sputtering. Coatings. 2020; 10(9):807. https://doi.org/10.3390/coatings10090807
Chicago/Turabian StyleSmolik, Jerzy, Joanna Kacprzyńska-Gołacka, Sylwia Sowa, and Artur Piasek. 2020. "The Analysis of Resistance to Brittle Cracking of Tungsten Doped TiB2 Coatings Obtained by Magnetron Sputtering" Coatings 10, no. 9: 807. https://doi.org/10.3390/coatings10090807
APA StyleSmolik, J., Kacprzyńska-Gołacka, J., Sowa, S., & Piasek, A. (2020). The Analysis of Resistance to Brittle Cracking of Tungsten Doped TiB2 Coatings Obtained by Magnetron Sputtering. Coatings, 10(9), 807. https://doi.org/10.3390/coatings10090807