Microstructure and Wear-Resistant Properties of Ni80Al20-MoS2 Composite Coating on Sled Track Slippers

Abstract
1. Introduction
2. Test Materials and Research Methods
2.1. Test Materials
2.2. Coating Preparation
2.3. Coating Characteristics and Property Testing
3. Test Results and Analysis
3.1. Microstructure, Compositions and Hardness of Ni80Al20 Coating
3.2. Wear-Resistant Properties for Various Samples
4. Conclusions
- The higher the spraying power is, the greater the smoothness, density and hardness are for the Ni80Al20 coating, while the thickness changes from increased to decreased. When the spraying power is 18 kW, the thickness of the coating made up of Ni, Al, Ni3Al, NiAl and a little Al2O3 is 342.5 μm, with a surface hardness of 304.1 Hv0.2.
- When rubbing with a GCr15 ball under normal temperature, the friction coefficient of the slipper substrate is 0.7, which decreased to 0.3 after being coated with the MoS2 lubrication film, and the volume abrasion rate is cut down by about 1/5. The friction coefficient of the slipper with Ni80Al20 coating is 0.5 and with Ni80Al20-MoS2 composite coating is 0.15, comparatively. The volume abrasion rate decreases by about 1/4 and 1/3, respectively, with these two kinds of coating, compared to the bare slipper substrate.
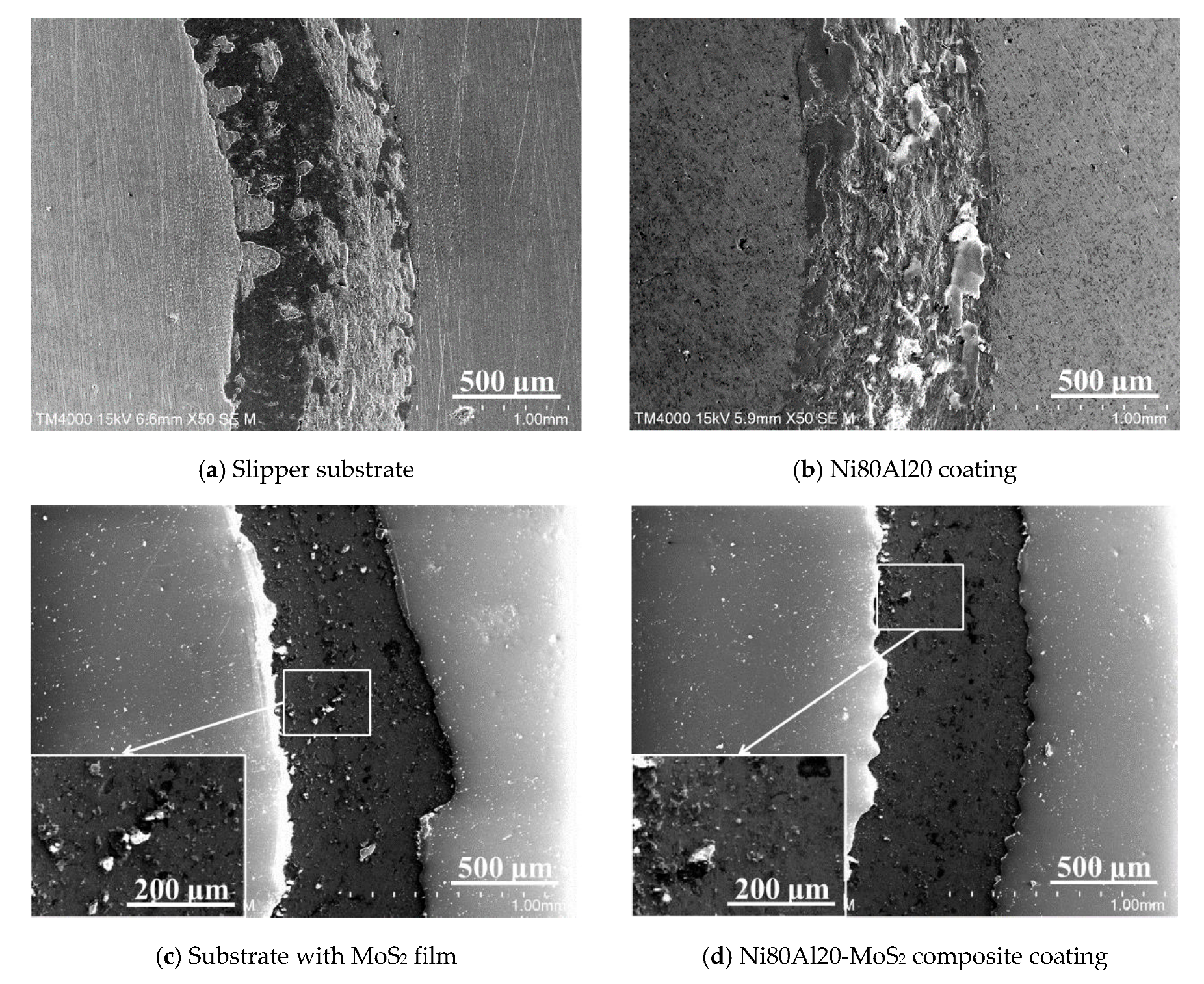
- Abrasive wear mainly occurs on the slipper sample covered with the MoS2 lubrication film. The particles generated by a crushed MoS2 film lubricate the friction surface so as to reduce the friction coefficient and volume abrasion rate effectively. Moreover, the MoS2 lubrication film lubricates the wear behavior and causes smoother friction coefficients and U-shaped scars of the substrate with the MoS2 film and the Ni80Al20-MoS2 composite coating.
Author Contributions
Funding
Conflicts of Interest
References
- Cameron, G.; Palazotto, A. An evaluation of high velocity wear. Wear 2008, 265, 1066–1075. [Google Scholar] [CrossRef]
- Wuertemberger, L.; Palazotto, A.N. Evaluation of flow and failure properties of treated 4130 steel. J. Dyn. Behav. Mater. 2016, 2, 207–222. [Google Scholar] [CrossRef]
- Chmiel, A.J. Finite Element Simulation Methods for Dry Sliding Wear. Available online: https://pdfs.semanticscholar.org/6363/d1d178f628b5bcf181997afd02552a69d0b7.pdf (accessed on 28 April 2020).
- Burton, C.A. A Finite Element Study of Sliding Friction between Rough Surfaces. 2009. Available online: https://ecommons.udayton.edu/cgi/viewcontent.cgi?article=2855&context=graduate_theses (accessed on 28 April 2020).
- Burton Chad, A.; Brockman Robert, A. Frictional Interactions in High speed Sliding Contact. In Proceedings of the 50th AIAA/ASME/ASCE/AHS/ASC Structures, Structural Dynamics and Materials Conference, Palm Springs, CA, USA, 4–7 May 2009. [Google Scholar]
- Hale Chad, S. Consideration of Wear Rates at High Velocities, AFIT/DS/ENY/10-08. Ph.D. Thesis, Air Force Institute of Technology, Wright Patterson AFB, Greene County, OH, USA, 2009. [Google Scholar]
- Cinnamon John, D.; Palazotto Anthony, N. Analysis and simulation of hypervelocity gouging impacts for a high speed sled test. Int. J. Impact Eng. 2009, 36, 254–262. [Google Scholar] [CrossRef]
- Watt, T.J.; Clay, C.E.; Bassett, P.M.; Bourell, D.L. The effect of surface indentations on gouging in railguns. Wear 2014, 310, 41–50. [Google Scholar] [CrossRef]
- Siopis, M.J.; Neu, R.W. The effect of tribomaterial pairings on wear of an aluminum slider under high sliding speeds and high contact pressure. Wear 2016, 352, 180–187. [Google Scholar] [CrossRef]
- Wang, X.-H.; Liu, B.; Xiao, J. Investigation on friction and wear topography features and failure mechanism of slide of rocket sled. Surf. Technol. 2019, 3, 141–148. (In Chinese) [Google Scholar]
- Wang, W.-H.; Xie, F.-Q.; Wu, X.-Q.; Wang, S.-Q.; Lv, T. Investigation on Friction and Wear Failure Mechanism of Rocket Sled Slide at Supersonic and under High Load. Cailiao Daobao 2020, 8. in press (In Chinese) [Google Scholar]
- Galetz, M.C.; Oskay, C.; Madloch, S. Microstructural degradation and interdiffusion behavior of NiAl and Ge-modified NiAl coatings deposited on Alloy 602 CA. Surf. Coat. Technol. 2019, 364, 211–217. [Google Scholar] [CrossRef]
- Poliarus, O.; Morgiel, J.; Umanskyi, O.; Pomorska, M.; Bobrowski, P.; Szczerba, M.; Kostenko, O. Microstructure and wear of thermal sprayed composite NiAl-based coatings. Arch. Civ. Mech. Eng. 2019, 19, 1095–1103. [Google Scholar] [CrossRef]
- Kumar, L.R.; Saravanakumara, A.; Bhuvaneswari, V.; Gokul, G.; Kumar, D.D.; Karunan, M.J. Optimization of wear behaviour for AA2219-MoS2 metal matrix composites in dry and lubricated condition. Mater. Today 2019, in press. [Google Scholar]
- Rouhi, M.; Goundarzi, M.M.; Ardestani, M. Comparison of effect of SiC and MoS2 on wear behavior of Al matrix composites. Trans. Nonferrous Met. Soc. China 2019, 29, 1169–1183. [Google Scholar] [CrossRef]
- Gao, Y.-L.; Jie, M.; Liu, Y. Mechanical properties of Al2O3 ceramic coatings prepared by plasma spraying on magnesium alloy. Surf. Coat. Technol. 2017, 315, 214–219. [Google Scholar] [CrossRef]
- Deng, W.; Li, S.; Hou, G.; Liu, X.; Zhao, X.; An, Y.; Zhou, H.; Chen, J. Comparative study on wear behavior of plasma sprayed Al2O3 coatings sliding against different counterparts. Ceram. Int. 2017, 43, 6976–6986. [Google Scholar] [CrossRef]
- Bolelli, G.; Cannillo, V.; Lusvarghi, L.; Manfredini, T. Wear behaviour of thermally sprayed ceramic oxide coatings. Wear 2006, 261, 1298–1315. [Google Scholar] [CrossRef]
- Tian, W.; Wang, Y.; Zhang, T.; Yang, Y. Sliding wear and electrochemical corrosion behavior of plasma sprayed nanocomposite Al2O3-13%TiO2 coatings. Mater. Chem. Phys. 2009, 118, 37–45. [Google Scholar] [CrossRef]
- Yılmaz, Ş. An evaluation of plasma-sprayed coatings based on Al2O3 and Al2O3-13wt.% TiO2 with bond coat on pure titanium substrate. Ceram. Int. 2009, 35, 2017–2022. [Google Scholar] [CrossRef]
- Wang, S.-Q.; Xie, F.-Q.; Wu, X.-Q.; Ma, Y.; Du, H.-X.; Wu, G. Cathodic Plasma Electrolytic Deposition of ZrO2/YSZ Doped Al2O3 Ceramic Coating on TiAl Alloy. Ceram. Int. 2019, 45, 18899–18907. [Google Scholar] [CrossRef]
- Wang, S.-Q.; Xie, F.-Q.; Wu, X.-Q.; Lv, T.; Ma, Y. Microstructure and high temperature oxidation behavior of the Al2O3 CPED coating on γ-TiAl alloy. J. Alloys Compd. 2020, 828, 154271. [Google Scholar] [CrossRef]
- Mahathanabodee, S.; Palathai, T.; Raadnui, S.; Tongsri, R.; Sombatsompop, N. Dry sliding wear behavior of SS316L composites containing h-BN and MoS2 solid lubricants. Wear 2014, 316, 37–42. [Google Scholar] [CrossRef]
- Holbery, J.; Pflueger, E.; Savan, A.; Gerbig, Y.; Luo, Q.; Lewis, D.; Münz, W.-D. Alloying MoS2, with Al and Au: Structure and Tribological Performance. Surf. Coat. Technol. 2003, 169, 716–720. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | C | Si | Mn | P | S | Ni | Cr | Ti | Fe |
|---|---|---|---|---|---|---|---|---|---|
| Contents | ≤0.07 | ≤1.00 | ≤2.00 | ≤0.035 | ≤0.030 | 8–11 | 17–19 | 5C | remainder |
| Areas | Content (at.%) | Error (at.%) | ||
|---|---|---|---|---|
| Ni | Al | Ni | Al | |
| Ni-rich area | 89.3 | 10.7 | 6.8 | 1.2 |
| Al-rich area | 65.9 | 34.1 | 4.6 | 4.1 |
| Ni-Al area | 81.6 | 19.4 | 5.6 | 1.5 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, W.; Xie, F.; Wu, X.; Zhu, Z.; Wang, S.; Lv, T. Microstructure and Wear-Resistant Properties of Ni80Al20-MoS2 Composite Coating on Sled Track Slippers. Coatings 2020, 10, 651. https://doi.org/10.3390/coatings10070651
Wang W, Xie F, Wu X, Zhu Z, Wang S, Lv T. Microstructure and Wear-Resistant Properties of Ni80Al20-MoS2 Composite Coating on Sled Track Slippers. Coatings. 2020; 10(7):651. https://doi.org/10.3390/coatings10070651
Chicago/Turabian StyleWang, Weihua, Faqin Xie, Xiangqing Wu, Zheng Zhu, Shaoqing Wang, and Tao Lv. 2020. "Microstructure and Wear-Resistant Properties of Ni80Al20-MoS2 Composite Coating on Sled Track Slippers" Coatings 10, no. 7: 651. https://doi.org/10.3390/coatings10070651
APA StyleWang, W., Xie, F., Wu, X., Zhu, Z., Wang, S., & Lv, T. (2020). Microstructure and Wear-Resistant Properties of Ni80Al20-MoS2 Composite Coating on Sled Track Slippers. Coatings, 10(7), 651. https://doi.org/10.3390/coatings10070651