Effect of SiC/Fly Ash Reinforcement on Surface Properties of Aluminum 7075 Hybrid Composites

 ,
,  ,
, 

Abstract
1. Introduction
2. Experimental Methodology
2.1. Materials
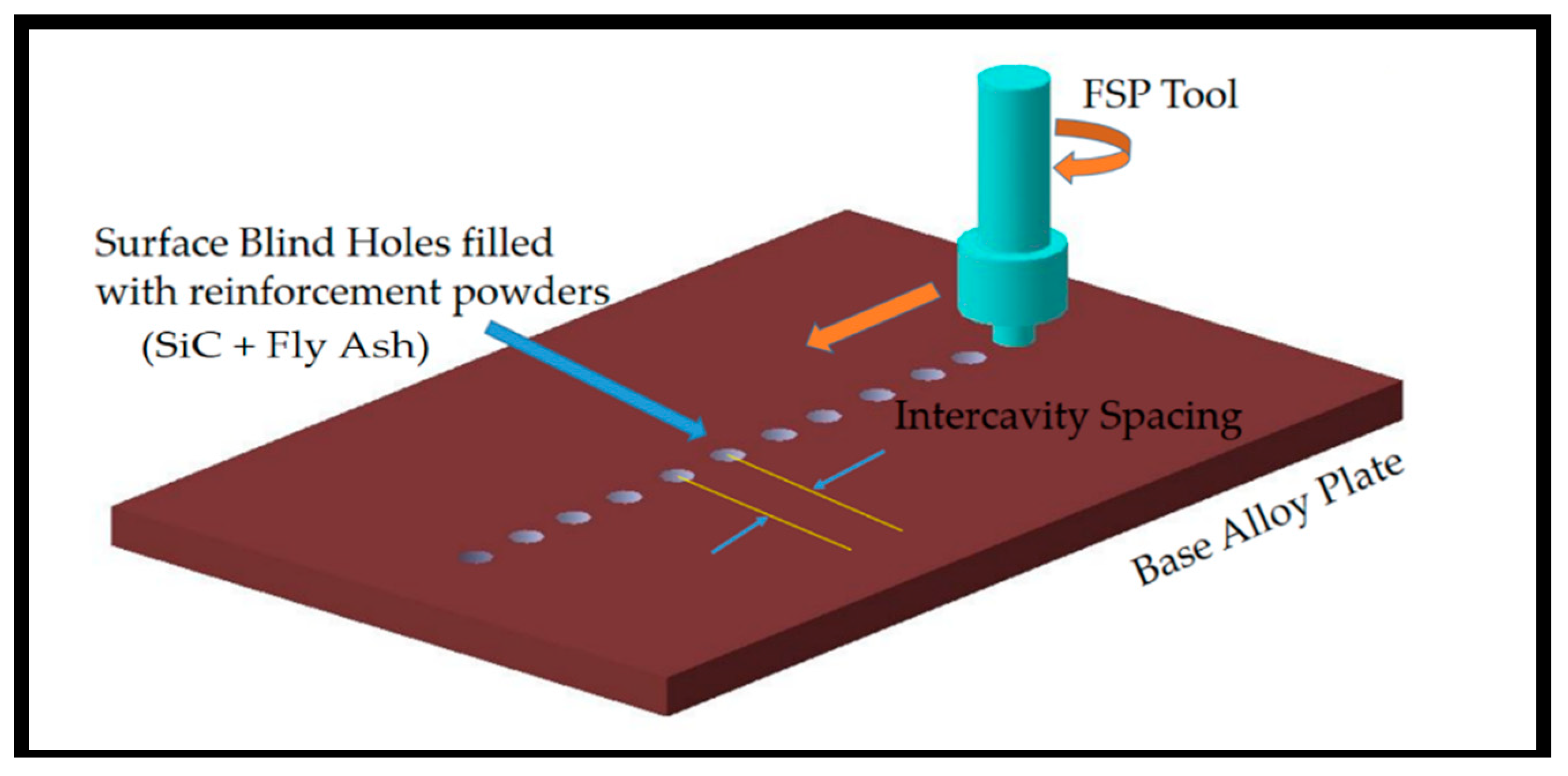
2.2. Deposition Method and Processing
2.3. Wear and Microhardness Tests
3. Results and Discussion
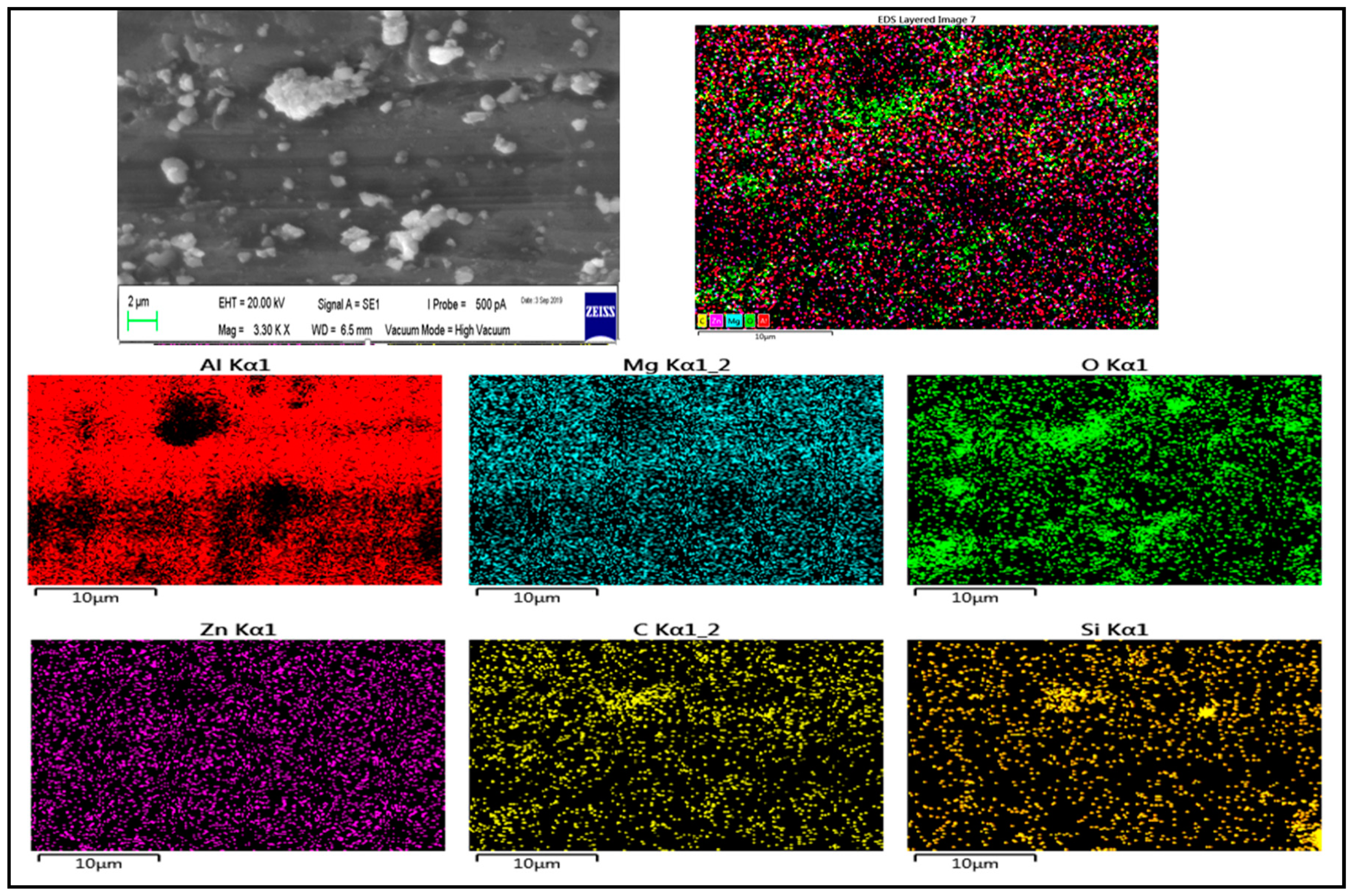
3.1. Microstructure
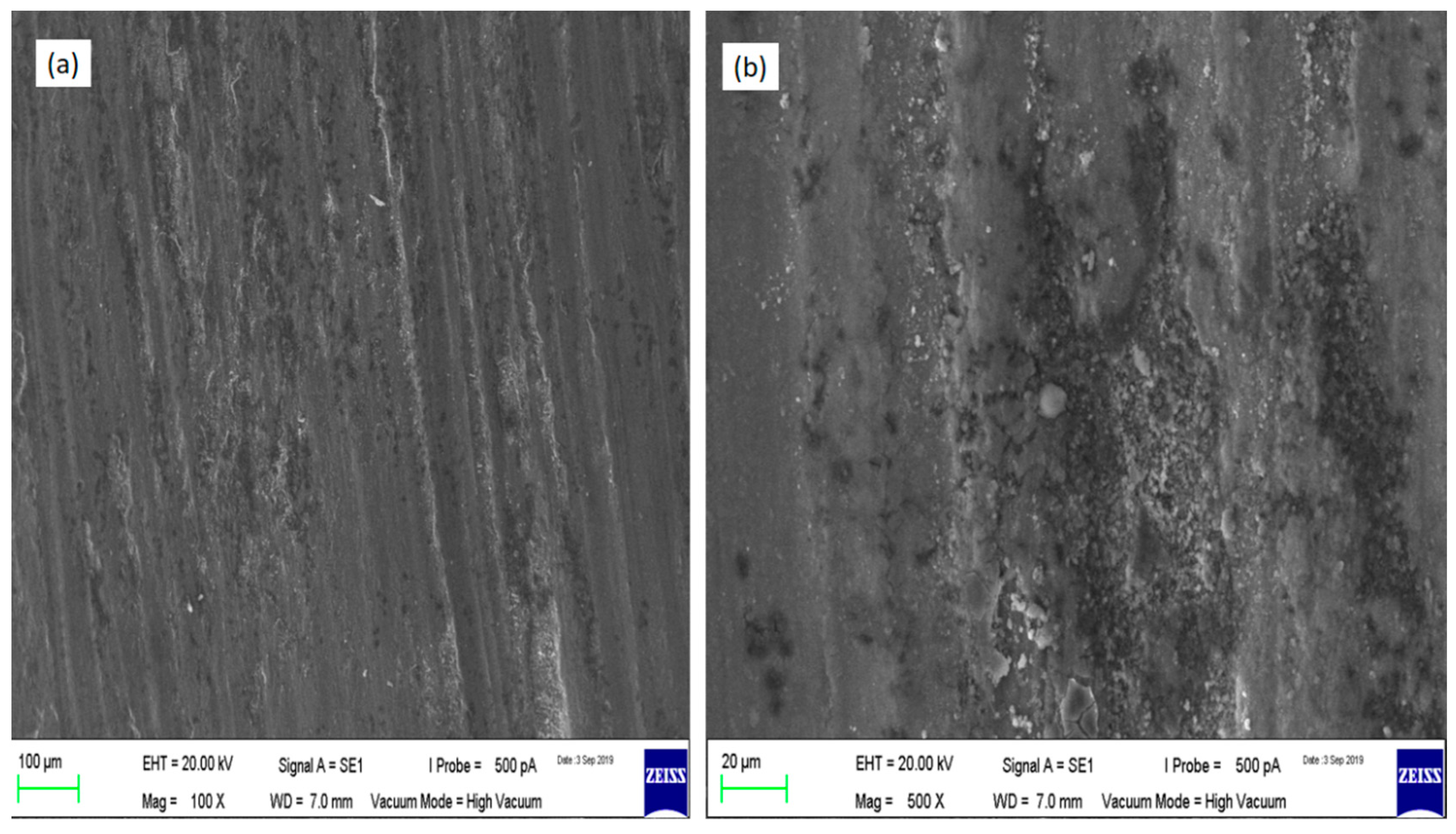
3.2. Wear Properties
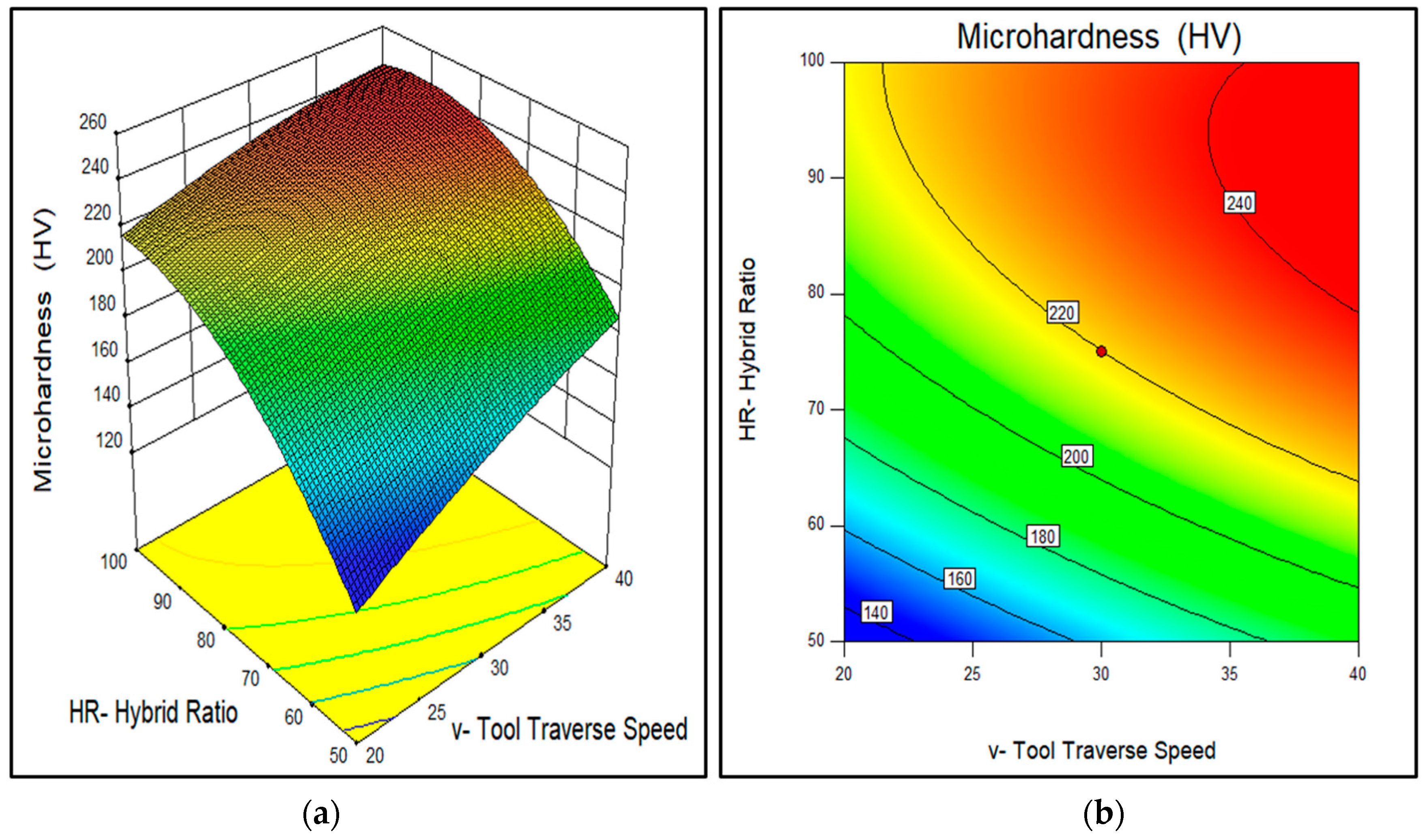
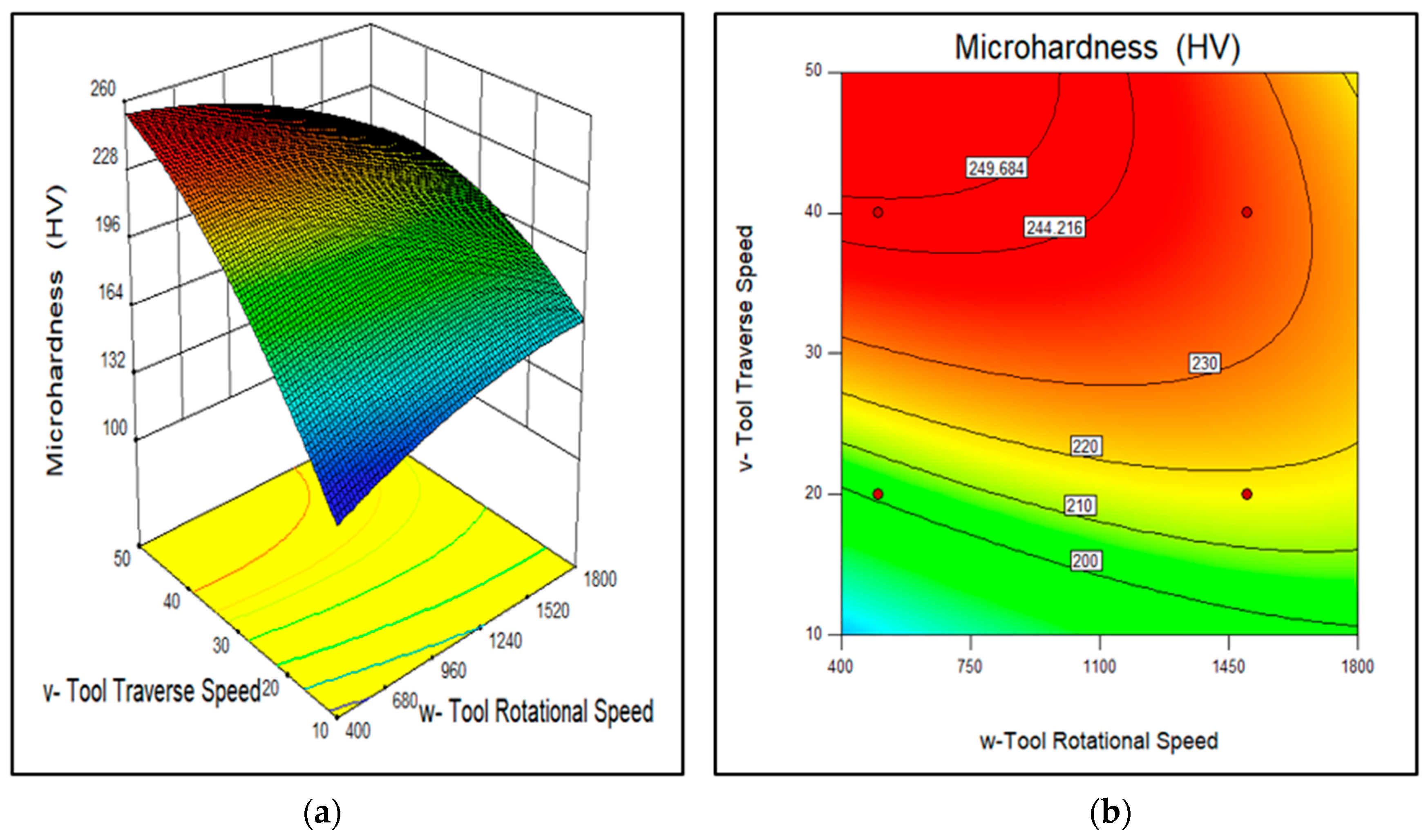
3.3. Microhardness
4. Conclusions
- The extent of uniform dispersion of SiC/fly ash reinforcements inside the AA7075 base alloy was found to be most important aspect in inducing the improvement in microhardness and wear resistance behavior into the composites.
- The interaction effect of SiC/fly ash reinforcement’s volume percentage and hybrid ratio was found to be most significant factor for inducing minimum wear rate and maximum microhardness in the AA7075-SiC/fly ash composites. In addition, the higher tool traverse speeds found to be effective for improvement in wear resistance and microhardness properties.
- Optimum wear rate and microhardness may be induced in the AA7075-SiC/fly ash composites with maximum SiC content. For inducing effective improvement in microhardness and wear behavior, the ratio of fly ash must be less than 20% and 13% in the mixture of SiC/fly ash combination, respectively.
- Wear resistance increased as the wear mechanism changed from adhesion and fatigue in base alloy to abrasion, due to the presence of SiC/fly ash particles in the composites.
- For maximum microhardness and wear resistant composite materials, the required volume percentage of SiC/fly ash into base alloy were found to be converse to each other, i.e., 10–12% and 5–8%, respectively.
- Fly ash particles were found to be fragmented during the process inside the composites and thus higher microhardness and dry sliding wear resistance was observed with maximum SiC reinforced composites.
- Notably, the wear rate was found to be increased with more agglomeration of SiC/fly ash particles, which has induced poor interfacial bonding to pull out reinforcement particles during the wear process.
- The optimum ranges of FSP parameters in the fabrication of Al7075-SiC/fly ash hybrid surface composites with minimum wear rate were observed to be: w: 900–1100 rpm, v: 38–40 mm/min, HR: 87:13–90:10 and vol.%: 5–9%.
- The optimum ranges of parameters for higher microhardness were observed to be: w: 500–1100 rpm, v: 35–40 mm/min, HR: 80:20–90:10 and vol.%: 11–12%.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Source | Sum of Squares | df | Mean Square | f Value | p-Value Prob > f |
|---|---|---|---|---|---|
| Model | 9.813 × 10−4 | 14 | 6.799 × 10−5 | 20.63 | <0.0001 |
| A-w | 3.381 × 10−7 | 1 | 1.109 × 10−6 | 0.34 | 0.5727 |
| B-v | 1.552 × 10−4 | 1 | 1.436 × 10−4 | 43.58 | <0.0001 |
| C-HR | 6.126 × 10−5 | 1 | 5.410 × 10−5 | 16.41 | 0.0016 |
| D-vol.% | 1.086 × 10−5 | 1 | 7.975 × 10−6 | 2.42 | 0.1458 |
| AB | 4.296 × 10−6 | 1 | 2.474 × 10−6 | 0.75 | 0.4033 |
| AC | 3.730 × 10−5 | 1 | 3.145 × 10−5 | 9.54 | 0.0094 |
| AD | 5.340 × 10−5 | 1 | 6.096 × 10−5 | 18.49 | 0.0010 |
| BC | 3.406 × 10−5 | 1 | 4.014 × 10−5 | 12.18 | 0.0045 |
| BD | 7.045 × 10−6 | 1 | 9.949 × 10−6 | 3.02 | 0.1079 |
| CD | 2.372 × 10−4 | 1 | 2.220 × 10−4 | 67.36 | <0.0001 |
| A2 | 7.410 × 10−5 | 1 | 7.513 × 10−5 | 22.79 | 0.0005 |
| B2 | 1.665 × 10−4 | 1 | 1.650 × 10−4 | 50.05 | <0.0001 |
| C2 | 1.006 × 10−4 | 1 | 9.945 × 10−5 | 30.17 | 0.0001 |
| D2 | 1.314 × 10−4 | 1 | 1.328 × 10−4 | 40.28 | <0.0001 |
| Residual | 4.249 × 10−5 | 12 | 3.296 × 10−6 | – | – |
| Lack of Fit | 4.236 × 10−5 | 10 | 3.942 × 10−6 | 60.62 | 0.0163 |
| Pure Error | 1.301 × 10−7 | 2 | 6.503 × 10−8 | – | – |
| Cor Total | 1.024 × 10−3 | 26 | – | – | - |
Appendix B
| Source | Sum of Squares | df | Mean Square | f Value | p-Value Prob > f |
|---|---|---|---|---|---|
| Model | 15656.89 | 14 | 1118.35 | 8.87 | 0.0003 |
| A-w | 2.51 | 1 | 2.51 | 0.020 | 0.8901 |
| B-v | 1963.76 | 1 | 1963.76 | 15.58 | 0.0019 |
| C-HR | 24.92 | 1 | 24.92 | 0.20 | 0.6645 |
| D-vol.% | 3395.43 | 1 | 3395.43 | 26.94 | 0.0002 |
| AB | 801.88 | 1 | 801.88 | 6.36 | 0.0268 |
| AC | 12.80 | 1 | 12.80 | 0.10 | 0.7554 |
| AD | 0.26 | 1 | 0.26 | 2.04 × 10−3 | 0.9647 |
| BC | 356.93 | 1 | 356.93 | 2.83 | 0.1182 |
| BD | 1745.36 | 1 | 1745.36 | 13.85 | 0.0029 |
| CD | 6477.43 | 1 | 6477.43 | 51.40 | <0.0001 |
| A2 | 37.57 | 1 | 37.57 | 0.30 | 0.5950 |
| B2 | 43.17 | 1 | 43.17 | 0.34 | 0.5692 |
| C2 | 151.38 | 1 | 151.38 | 1.20 | 0.2946 |
| D2 | 857.14 | 1 | 857.14 | 6.80 | 0.0229 |
| Residual | 1512.25 | 12 | 126.02 | – | – |
| Lack of Fit | 1490.82 | 10 | 149.08 | 13.91 | 0.0689 |
| Pure Error | 21.43 | 2 | 10.72 | – | – |
| Cor Total | 17169.14 | 26 | – | – | – |
References
- Dolata-Grosz, A.; Wieczorek, J. Tribological properties of hybrid composites containing two carbide phases. Arch. Mater. Sci. Eng. 2007, 28, 149–155. [Google Scholar]
- Patil, N.A.; Pedapati, S.R.; Mamat, O.B.; Lubis, A.M.H.S. A review on aluminium hybrid surface composite fabrication using friction stir processing. Arch. Metall. Mater. 2020, 65, 441–457. [Google Scholar]
- Bodunrin, M.O.; Alaneme, K.K.; Chown, L.H. Aluminium matrix hybrid composites: A review of reinforcement philosophies; mechanical, corrosion and tribological characteristics. J. Mater. Res. Technol. 2015, 4, 434–445. [Google Scholar] [CrossRef]
- Xing, Y.; Guo, F.; Xu, M.; Gui, X.; Li, H.; Li, G. Separation of unburned carbon from coal fly ash: A review. Powder Technol. 2019, 353, 372–384. [Google Scholar] [CrossRef]
- Sett, R. Fly ash: Characteristics, problems and possible utilization. Adv. Appl. Sci. Res. 2017, 8, 32–50. [Google Scholar]
- Mahendra, K.V.; Radhakrishna, K. Characterization of stir cast Al—Cu—(fly ash + SiC) hybrid metal matrix composites. J. Compos. Mater. 2009, 44, 989–1005. [Google Scholar] [CrossRef]
- Rao, J.B.; Rao, D.V.; Murthy, I.N.; Bhargava, N. Mechanical properties and corrosion behaviour of fly ash particles reinforced AA 2024 composites. J. Compos. Mater. 2012, 46, 1393–1404. [Google Scholar] [CrossRef]
- Rao, J.B.; Rao, D.V.; Bhargava, N. Development of Light Weight ALFA Composites; Springer: Berlin/Heidelberg, Germany, 2010. [Google Scholar]
- Dinaharan, I.; Nelson, R.; Vijay, S.J.; Akinlabi, E.T. Microstructure and wear characterization of aluminum matrix composites reinforced with industrial waste fly ash particulates synthesized by friction stir processing. Mater. Charact. 2016, 118, 149–158. [Google Scholar] [CrossRef]
- Reddy, B.R.; Srinivas, C. Fabrication and characterization of silicon carbide and fly ash reinforced aluminium metal matrix hybrid composites. Mater. Today Proc. 2018, 5, 8374–8381. [Google Scholar] [CrossRef]
- Prabhakar, G.V.N.B.; Ravi Kumar, N.; Ratna Sunil, B. Surface metal matrix composites of Al5083-fly ash produced by friction stir processing. Mater. Today Proc. 2012, 5, 8391–8397. [Google Scholar] [CrossRef]
- Wang, W.; Shi, Q.; Liu, P.; Li, H.; Li, T. A novel way to produce bulk SiCp reinforced aluminum metal matrix composites by friction stir processing. J. Mater. Process. Tech. 2009, 209, 2099–2103. [Google Scholar] [CrossRef]
- Kurt, A.; Uygur, I.; Cete, E. Surface modification of aluminium by friction stir processing. J. Mater. Process. Tech. 2011, 211, 313–317. [Google Scholar] [CrossRef]
- Miranda, R.M.; Santos, T.G.; Gandra, J.; Lopes, N.; Silva, R.J.C. Reinforcement strategies for producing functionally graded materials by friction stir processing in aluminium alloys. J. Mater. Process. Tech. 2013, 213, 1609–1615. [Google Scholar] [CrossRef]
- Rana, H.; Badheka, V. Influence of friction stir processing conditions on the manufacturing of Al-Mg-Zn-Cu alloy/boron carbide surface composite. J. Mater. Process. Tech. 2018, 255, 795–807. [Google Scholar] [CrossRef]
- Dursun, T.; Soutis, C. Recent developments in advanced aircraft aluminium alloys. Mater. Des. 2014, 56, 862–871. [Google Scholar] [CrossRef]
- Mohseni, E.; Zalnezhad, E.; Sarhan, A.A.; Bushroa, A. A study on surface modification of Al7075-T6 alloy against fretting fatigue phenomenon. Adv. Mater. Sci. Eng. 2014, 2014, 17. [Google Scholar] [CrossRef]
- Sharma, V.; Prakash, U.; Manoj Kumar, B.V. Surface composites by friction stir processing: A review. J. Mater. Process. Tech. 2015, 224, 117–134. [Google Scholar] [CrossRef]
- ASTM G99-17 Standard Test Method for Wear Testing with a Pin-on-Disk Apparatus; ASTM: West Conshohocken, PA, USA, 2017.
- Patil, N.A.; Pedapati, S.R.; Mamat, O.B.; Hidayat Syah Lubis, A.M. Optimization of friction stir process parameters for enhancement in surface properties of Al 7075-SiC/Gr hybrid surface composites. Coatings 2019, 9, 830. [Google Scholar] [CrossRef]
- Narasimha Murthy, I.; Venkata Rao, D.; Babu Rao, J. Microstructure and mechanical properties of aluminum–fly ash nano composites made by ultrasonic method. Mater. Des. 2012, 35, 55–65. [Google Scholar] [CrossRef]
- Kumar, P.R.S.; Kumaran, S.; Rao, T.S.; Natarajan, S. High temperature sliding wear behavior of press-extruded AA6061/fly ash composite. Mater. Sci. Eng. A. 2010, 527, 1501–1509. [Google Scholar] [CrossRef]
- Mishra, R.S.; Ma, Z.Y.; Charit, I. Friction stir processing: A novel technique for fabrication of surface composite. Mater. Sci. Eng. A. 2003, 341, 307–310. [Google Scholar] [CrossRef]
- Shafiei-Zarghani, A.; Kashani-Bozorg, S.F.; Zarei-Hanzaki, A. Microstructures and mechanical properties of Al/Al2O3 surface nano-composite layer produced by friction stir processing. Mater. Sci. Eng. A. 2009, 500, 84–91. [Google Scholar] [CrossRef]
- Chen, Z.; Li, J.; Borbely, A.; Ji, G.; Zhong, S.Y.; Wu, Y.; Wang, M.L.; Wang, H.W. The effects of nanosized particles on microstructural evolution of an in-situ TiB2/6063Al composite produced by friction stir processing. Mater. Des. 2015, 88, 999–1007. [Google Scholar] [CrossRef]
- Naeem, H.T. Characterizations particulates of crushed particles (Al_Zn_Mg_Cu_Ni) for fabrication of surface composites al-alloy using friction stir processing route. MJET 2016, 4, 56–65. [Google Scholar]
- Mahmoud, S.; Farshid, K.B.S.; Alimohamad, H. Evaluation of wear properties of Al7075/SiC-BN hybrid nano-composite surface layer produced by friction stir processing. Adv. Proces. Mater. 2016, 10, 47–57. [Google Scholar]
- Elangovan, K.; Balasubramanian, V. Influences of post-weld heat treatment on tensile properties of friction stir-welded AA6061 aluminum alloy joints. Mater. Charact. 2008, 59, 1168–1177. [Google Scholar] [CrossRef]
- Wang, A.; Rack, H.J. A statistical model for sliding wear of metals in metal/composite systems. Acta Metall. Mater. 1992, 40, 2301–2305. [Google Scholar] [CrossRef]
- Lin, Y.C.; Li, H.C.; Liou, S.S.; Shie, M.T. Mechanism of plastic deformation of powder metallurgy metal matrix composites of Cu–Sn/SiC and 6061/SiC under compressive stress. Mater. Sci. Eng. A. 2004, 373, 363–369. [Google Scholar] [CrossRef]
- Chen, H.; Alpas, A.T. Sliding wear map for the magnesium alloy Mg-9Al-0.9 Zn (AZ91). Wear 2000, 246, 106–116. [Google Scholar] [CrossRef]
- Majzoobi, G.; Soori, M. Fretting and plain fatigue behavior of Al 7075-T651 at elevated temperatures. Proc. Inst. Mech. Eng. J. Eng. Tribol. 2013, 227, 1386–1398. [Google Scholar] [CrossRef]
- Sato, Y.S.; Kokawa, H.; Enomoto, M.; Jogan, S. Microstructural evolution of 6063 aluminium during friction-stir welding. Metall. Mater. Trans. A. 1999, 30, 2429–2437. [Google Scholar] [CrossRef]
- Bauri, R.; Yadav, D.; Shyam Kumar, C.N.; Balaji, B. Tungsten particle reinforced Al 5083 composite with high strength and ductility. Mater. Sci. Eng. A. 2015, 620, 67–75. [Google Scholar] [CrossRef]
- Kumar, H.; Prasad, R.; Srivastava, A.; Vashista, M.; Khan, M.Z. Utilisation of industrial waste (Fly ash) in synthesis of copper based surface composite through friction stir processing route for wear applications. J. Clean. Prod. 2018, 196, 460–468. [Google Scholar] [CrossRef]
















| Parameter | Level 1 | Level 2 | Level 3 |
|---|---|---|---|
| Tool Rotational Speed (w rpm) | 500 | 1000 | 1500 |
| Tool Traverse Speed (v mm/min) | 20 | 30 | 40 |
| Reinforcement Hybrid Ratio (HR) | 60:40 | 75:25 | 90:10 |
| Reinforcement Volume Percentage (vol.%) | 4 | 8 | 12 |
| Run No. | A: w-Tool Rotational Speed (rpm) | B: v-Tool Traverse Speed (mm/min) | C: HR-Hybrid Ratio | D: vol.% | Wear Rate (mg/m) | Micro Hardness (HV) |
|---|---|---|---|---|---|---|
| 1 | 500 | 20 | 60 | 4 | 0.02507 | 184.95 |
| 2 | 1500 | 20 | 60 | 4 | 0.02475 | 209.50 |
| 3 | 500 | 40 | 60 | 4 | 0.01768 | 206.45 |
| 4 | 1500 | 40 | 60 | 4 | 0.02299 | 184.10 |
| 5 | 500 | 20 | 90 | 4 | 0.01383 | 147.85 |
| 6 | 1500 | 20 | 90 | 4 | 0.01636 | 170.95 |
| 7 | 500 | 40 | 90 | 4 | 0.01432 | 164.90 |
| 8 | 1500 | 40 | 90 | 4 | 0.01349 | 143.70 |
| 9 | 500 | 20 | 60 | 12 | 0.03360 | 160.10 |
| 10 | 1500 | 20 | 60 | 12 | 0.02210 | 152.65 |
| 11 | 500 | 40 | 60 | 12 | 0.01277 | 210.34 |
| 12 | 1500 | 40 | 60 | 12 | 0.01415 | 213.45 |
| 13 | 500 | 20 | 90 | 12 | 0.02823 | 204.20 |
| 14 | 1500 | 20 | 90 | 12 | 0.02289 | 225.45 |
| 15 | 500 | 40 | 90 | 12 | 0.02356 | 241.20 |
| 16 | 1500 | 40 | 90 | 12 | 0.01591 | 230.12 |
| 17 | 500 | 30 | 75 | 8 | 0.02652 | 191.95 |
| 18 | 1500 | 30 | 75 | 8 | 0.02829 | 175.12 |
| 19 | 1000 | 20 | 75 | 8 | 0.01415 | 158.65 |
| 20 | 1000 | 40 | 75 | 8 | 0.01240 | 207.75 |
| 21 | 1000 | 30 | 60 | 8 | 0.01841 | 172.40 |
| 22 | 1000 | 30 | 90 | 8 | 0.01315 | 186.85 |
| 23 | 1000 | 30 | 75 | 4 | 0.02742 | 194.35 |
| 24 | 1000 | 30 | 75 | 12 | 0.03095 | 216.76 |
| 25 | 1000 | 30 | 75 | 8 | 0.02083 | 186.12 |
| 26 | 1000 | 30 | 75 | 8 | 0.02134 | 192.56 |
| 27 | 1000 | 30 | 75 | 8 | 0.02108 | 188.32 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Patil, N.A.; Pedapati, S.R.; Mamat, O.B.; Hidayat Syah Lubis, A.M. Effect of SiC/Fly Ash Reinforcement on Surface Properties of Aluminum 7075 Hybrid Composites. Coatings 2020, 10, 541. https://doi.org/10.3390/coatings10060541
Patil NA, Pedapati SR, Mamat OB, Hidayat Syah Lubis AM. Effect of SiC/Fly Ash Reinforcement on Surface Properties of Aluminum 7075 Hybrid Composites. Coatings. 2020; 10(6):541. https://doi.org/10.3390/coatings10060541
Chicago/Turabian StylePatil, Namdev Ashok, Srinivasa Rao Pedapati, Othman Bin Mamat, and Abdul Munir Hidayat Syah Lubis. 2020. "Effect of SiC/Fly Ash Reinforcement on Surface Properties of Aluminum 7075 Hybrid Composites" Coatings 10, no. 6: 541. https://doi.org/10.3390/coatings10060541
APA StylePatil, N. A., Pedapati, S. R., Mamat, O. B., & Hidayat Syah Lubis, A. M. (2020). Effect of SiC/Fly Ash Reinforcement on Surface Properties of Aluminum 7075 Hybrid Composites. Coatings, 10(6), 541. https://doi.org/10.3390/coatings10060541