Cold-Sprayed Al6061 Coatings: Online Spray Monitoring and Influence of Process Parameters on Coating Properties





Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
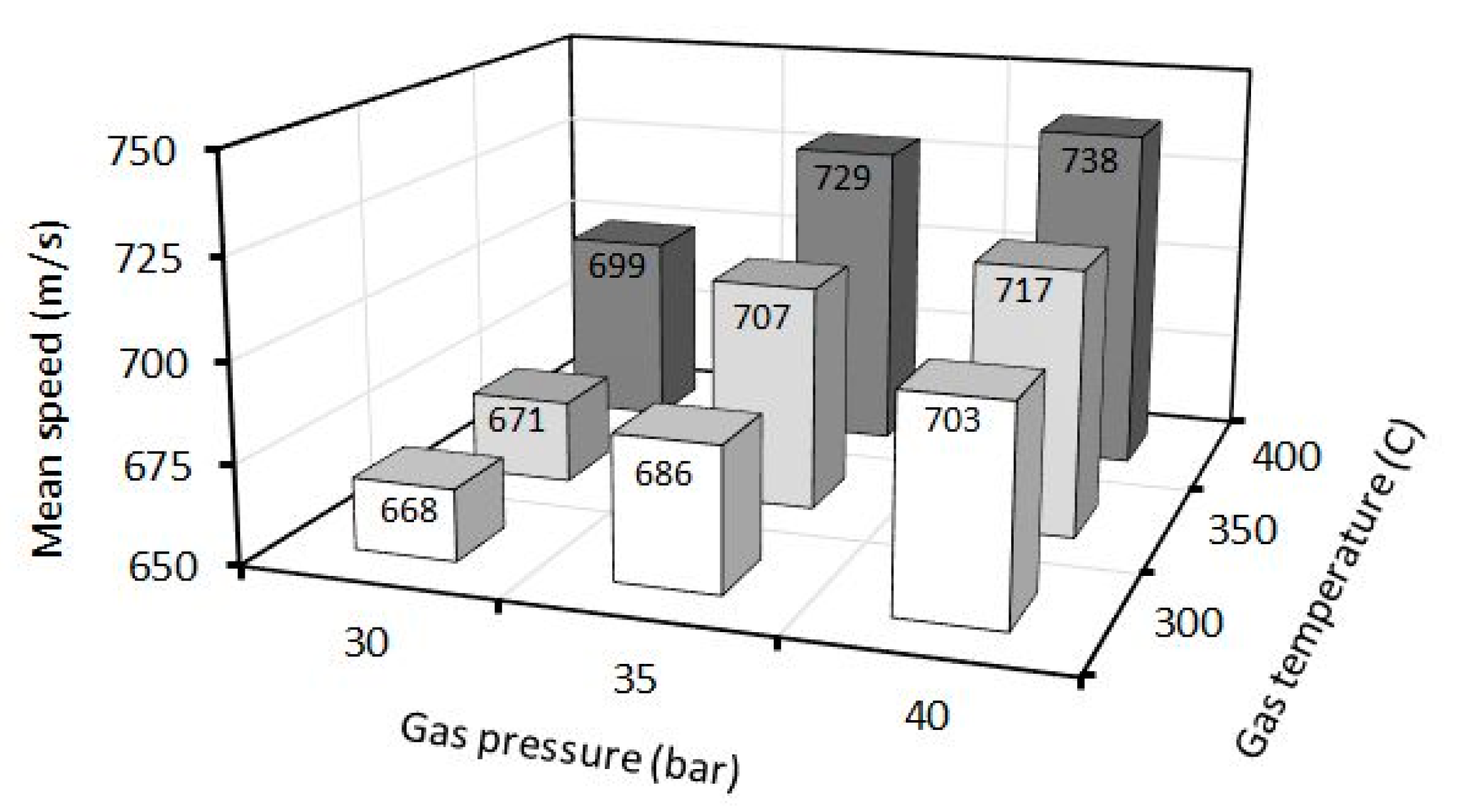
3.1. Particle Velocity Measurements
3.2. Particle Size Measurements
3.3. Cold-Sprayed Al6061 Coatings–Structural Properties
3.4. Cold-Sprayed Al6061 Coatings–Mechanical Properties
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Gavras, A.G.; Lados, D.; Champagne, V.K.; Warren, R. Effects of processing on microstructure evolution and fatigue crack growth mechanisms in cold-spray 6061 aluminum alloy. Int. J. Fatigue 2018, 110, 49–62. [Google Scholar] [CrossRef]
- Koivuluoto, H.; Milanti, A.; Bolelli, G.; Latokartano, J.; Pulci, G.; Vihinen, J.; Lusvarghi, L.; Vuoristo, P.; Marra, F. Structures and Properties of Laser-Assisted Cold-Sprayed Aluminum Coatings. Mater. Sci. Forum 2016, 879, 984–989. [Google Scholar] [CrossRef]
- Koivuluoto, H.; Kiilakoski, J.; Costil, S. Effect of Laser Texturing of Substrate Surface on Coating Properties of Cold-Sprayed and Laser-Assisted Cold-Sprayed Aluminum Coatings. In Proceedings of the International Thermal Spray Conference 2019, Yokohama, Japan, 26–29 May 2019; pp. 810–815. [Google Scholar]
- White, B.; Story, W.; Brewer, L.; Jordon, J.B. Fatigue behaviour of fastener holes in high-strength aluminium plates repaired by cold spray deposition. Fatigue Fract. Eng. Mater. Struct. 2019, 43, 317–329. [Google Scholar] [CrossRef]
- Cavaliere, P.; Silvello, A. Crack Repair in Aerospace Aluminum Alloy Panels by Cold Spray. J. Therm. Spray Technol. 2017, 26, 661–670. [Google Scholar] [CrossRef]
- Papyrin, A.; Kosarev, V.; Klinkov, S.; Alkhimov, A.; Fomin, V.M. (Eds.) Cold Spray Technology, 1st ed.; Elsevier Science: London, UK, 2006; p. 336. [Google Scholar]
- Cavaliere, P. (Ed.) Cold-Spray Coatings: Recent Trends and Future Perspectives; Springer International Publishing: Berlin, Germany, 2018; p. 570. [Google Scholar]
- Villafuerte, J. (Ed.) Modern Cold Spray: Materials, Process, and Applications; Springer International Publishing: Berlin, Germany, 2015; p. 429. [Google Scholar]
- Maev, R.; Leshchynsky, V. Introduction to Low Pressure Gas Dynamic Spray: Physics and Technology; Wiley: Hoboken, NJ, USA, 2009; p. 234. [Google Scholar]
- Champagne, V.K. (Ed.) The Cold Spray Materials Deposition Process: Fundamentals and Applications; Woodhead Publishing Limited: Cambridge, UK, 2007; p. 376. [Google Scholar]
- Luo, X.-T.; Li, C.-X.; Shang, F.; Yang, G.-J.; Wang, Y.-Y.; Li, C. High velocity impact induced microstructure evolution during deposition of cold spray coatings: A review. Surf. Coat. Technol. 2014, 254, 11–20. [Google Scholar] [CrossRef]
- Assadi, H.; Kreye, H.; Gärtner, F.; Klassen, T. Cold spraying—A materials perspective. Acta Mater. 2016, 116, 382–407. [Google Scholar] [CrossRef]
- Schmidt, T.; Assadi, H.; Gärtner, F.; Richter, H.; Stoltenhoff, T.; Kreye, H.; Klassen, T.; Gaertner, F. From Particle Acceleration to Impact and Bonding in Cold Spraying. J. Therm. Spray Technol. 2009, 18, 794–808. [Google Scholar] [CrossRef]
- Schmidt, T.; Gärtner, F.; Assadi, H.; Kreye, H.; Gaertner, F. Development of a generalized parameter window for cold spray deposition. Acta Mater. 2006, 54, 729–742. [Google Scholar] [CrossRef]
- Yin, S.; Meyer, M.; Li, W.; Liao, H.; Lupoi, R. Gas Flow, Particle Acceleration, and Heat Transfer in Cold Spray: A review. J. Therm. Spray Technol. 2016, 25, 874–896. [Google Scholar] [CrossRef]
- Sova, A.; Smurov, I.Y.; Doubenskaia, M.; Petrovskiy, P. Deposition of aluminum powder by cold spray micronozzle. Int. J. Adv. Manuf. Technol. 2017, 95, 3745–3752. [Google Scholar] [CrossRef]
- Gilmore, D.; Dykhuizen, R.; Neiser, R.; Roemer, T.; Smith, M. Particle Velocity and Deposition Efficiency in the Cold Spray Process. J. Therm. Spray Technol. 1999, 8, 576–582. [Google Scholar] [CrossRef]
- Champagne, V.K.; Helfritch, D.J.; Dinavahi, S.P.G.; Leyman, P.F. Theoretical and Experimental Particle Velocity in Cold Spray. J. Therm. Spray Technol. 2010, 20, 425–431. [Google Scholar] [CrossRef]
- Fukanuma, H.; Ohno, N.; Sun, B.; Huang, R. In-flight particle velocity measurements with DPV-2000 in cold spray. Surf. Coat. Technol. 2006, 201, 1935–1941. [Google Scholar] [CrossRef]
- Suo, X.; Yin, S.; Planche, M.-P.; Liu, T.; Liao, H. Strong effect of carrier gas species on particle velocity during cold spray processes. Surf. Coat. Technol. 2015, 268, 90–93. [Google Scholar] [CrossRef]
- Ajdelsztajn, L.; Jodoin, B.; Richer, P.; Sansoucy, E.; Lavernia, E. Cold Gas Dynamic Spraying of Iron-Base Amorphous Alloy. J. Therm. Spray Technol. 2006, 15, 495–500. [Google Scholar] [CrossRef]
- Pardhasaradhi, S.P.; Venkatachalapathy, V.; Joshi, S.; Govindan, S. Optical Diagnostics Study of Gas Particle Transport Phenomena in Cold Gas Dynamic Spraying and Comparison with Model Predictions. J. Therm. Spray Technol. 2008, 17, 551–563. [Google Scholar] [CrossRef]
- Wu, J.; Fang, H.; Yoon, S.; Kim, H.; Lee, C. Measurement of particle velocity and characterization of deposition in aluminum alloy kinetic spraying process. Appl. Surf. Sci. 2005, 252, 1368–1377. [Google Scholar] [CrossRef]
- Sova, A.; Okunkova, A.A.; Grigoriev, S.; Smurov, I. Velocity of the Particles Accelerated by a Cold Spray Micronozzle: Experimental Measurements and Numerical Simulation. J. Therm. Spray Technol. 2012, 22, 75–80. [Google Scholar] [CrossRef]
- Meyer, M.; Yin, S.; Lupoi, R. Particle In-Flight Velocity and Dispersion Measurements at Increasing Particle Feed Rates in Cold Spray. J. Therm. Spray Technol. 2016, 26, 60–70. [Google Scholar] [CrossRef]
- Koivuluoto, H.; Matikainen, V.; Larjo, J.; Vuoristo, P. Novel Online Diagnostic Analysis for In-Flight Particle Properties in Cold Spraying. J. Therm. Spray Technol. 2018, 27, 423–432. [Google Scholar] [CrossRef]
- Sova, A.; Doubenskaia, M.; Petrovskiy, P.; Smurov, I.Y. Visualization of particle jet in cold spray by infrared camera: Feasibility tests. Int. J. Adv. Manuf. Technol. 2017, 95, 3057–3063. [Google Scholar] [CrossRef]
- Jodoin, B.; Raletz, F.; Vardelle, M. Cold spray modeling and validation using an optical diagnostic method. Surf. Coat. Technol. 2006, 200, 4424–4432. [Google Scholar] [CrossRef]
- Silvello, A.; Cavaliere, P.; Albaladejo, V.; Martos, A.; Dosta, S.; Cano, I.G. Powder Properties and Processing Conditions Affecting Cold Spray Deposition. Coatings 2020, 10, 91. [Google Scholar] [CrossRef]
- Anderson, K.; Weritz, J.; Kaufman, J.G. (Eds.) 6061 and Alclad 6061: General Structural Alloy, Properties of Selection of Aluminium Alloys, ASM Handbook; ASM International: Geauga County, OH, USA, 2019; pp. 388–393. [Google Scholar]
- ASTM C633, Standard Test Method for Adhesion or Cohesion Strength of Thermal Spray Coatings; ASTM: West Conshohocken, PA, USA, 2001; pp. 1–7.
- Raoelison, R.; Xie, Y.; Sapanathan, T.; Planche, M.-P.; Kromer, R.; Costil, S.; Langlade, C. Cold gas dynamic spray technology: A comprehensive review of processing conditions for various technological developments till to date. Addit. Manuf. 2018, 19, 134–159. [Google Scholar] [CrossRef]
- Alkhimov, A.; Kosarev, V.; Klinkov, S. The Features of Cold Spray Nozzle Design. J. Therm. Spray Technol. 2001, 10, 375–381. [Google Scholar] [CrossRef]
- Mauer, G.; Singh, R.; Rauwald, K.-H.; Schrüfer, S.; Wilson, S.; Vaßen, R. Diagnostics of Cold-Sprayed Particle Velocities Approaching Critical Deposition Conditions. J. Therm. Spray Technol. 2017, 26, 1423–1433. [Google Scholar] [CrossRef]
- Li, Y.; Wei, Y.; Luo, X.; Li, C.; Ma, N. Correlating particle impact condition with microstructure and properties of the cold-sprayed metallic deposits. J. Mater. Sci. Technol. 2020, 40, 185–195. [Google Scholar] [CrossRef]
- Koivuluoto, H.; Vuoristo, P. Structural Analysis of Cold-Sprayed Nickel-Based Metallic and Metallic-Ceramic Coatings. J. Therm. Spray Technol. 2010, 19, 975–989. [Google Scholar] [CrossRef]
- Hirsch, J. Annealing of Aluminum and Its Alloys, Heat Treating of Nonferrous Alloys, ASM Handbook; ASM International: Geauga County, OH, USA, 2016; pp. 137–147. [Google Scholar]
- Stoltenhoff, T.; Borchers, C.; Gärtner, F.; Kreye, H. Microstructures and key properties of cold-sprayed and thermally sprayed copper coatings. Surf. Coat. Technol. 2006, 200, 4947–4960. [Google Scholar] [CrossRef]
- Kromer, R.; Costil, S.; Verdy, C.; Gojon, S.; Liao, H. Laser surface texturing to enhance adhesion bond strength of spray coatings—Cold spraying, wire-arc spraying, and atmospheric plasma spraying. Surf. Coat. Technol. 2018, 352, 642–653. [Google Scholar] [CrossRef]
- Rokni, M.; Widener, C.A.; Ozdemir, O.; Crawford, G. Microstructure and mechanical properties of cold sprayed 6061 Al in As-sprayed and heat treated condition. Surf. Coat. Technol. 2017, 309, 641–650. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test | Pressure (bar) | Temperature (°C) | Online Spray Monitoring | Coating Code |
|---|---|---|---|---|
| 1 | 30 | 300 | X | - |
| 2 | 30 | 350 | X | - |
| 3 | 30 | 400 | X | Al30_400 |
| 4 | 35 | 300 | X | Al35_300 |
| 5 | 35 | 350 | X | Al35_350 |
| 6 | 35 | 400 | X | Al35_400 |
| 7 | 40 | 300 | X | - |
| 8 | 40 | 350 | X | - |
| 9 | 40 | 400 | X | Al40_400 |
| Pressure (bar) | Temperature (°C) | Mean Speed (m/s) | Mean Size (µm) | DV50 (µm) | DV90 (µm) |
|---|---|---|---|---|---|
| 35 | 300 | 686 | 29.5 | 35.2 | 45.6 |
| 35 | 350 | 707 | 30.1 | 35.5 | 43.4 |
| 35 | 400 | 729 | 30.4 | 36.4 | 43.6 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Koivuluoto, H.; Larjo, J.; Marini, D.; Pulci, G.; Marra, F. Cold-Sprayed Al6061 Coatings: Online Spray Monitoring and Influence of Process Parameters on Coating Properties. Coatings 2020, 10, 348. https://doi.org/10.3390/coatings10040348
Koivuluoto H, Larjo J, Marini D, Pulci G, Marra F. Cold-Sprayed Al6061 Coatings: Online Spray Monitoring and Influence of Process Parameters on Coating Properties. Coatings. 2020; 10(4):348. https://doi.org/10.3390/coatings10040348
Chicago/Turabian StyleKoivuluoto, Heli, Jussi Larjo, Danilo Marini, Giovanni Pulci, and Francesco Marra. 2020. "Cold-Sprayed Al6061 Coatings: Online Spray Monitoring and Influence of Process Parameters on Coating Properties" Coatings 10, no. 4: 348. https://doi.org/10.3390/coatings10040348
APA StyleKoivuluoto, H., Larjo, J., Marini, D., Pulci, G., & Marra, F. (2020). Cold-Sprayed Al6061 Coatings: Online Spray Monitoring and Influence of Process Parameters on Coating Properties. Coatings, 10(4), 348. https://doi.org/10.3390/coatings10040348