Effect of Coating Process on Performance of Reversible Thermochromic Waterborne Coatings for Chinese Fir

Abstract
1. Introduction
2. Materials and Methods
2.1. Test Materials
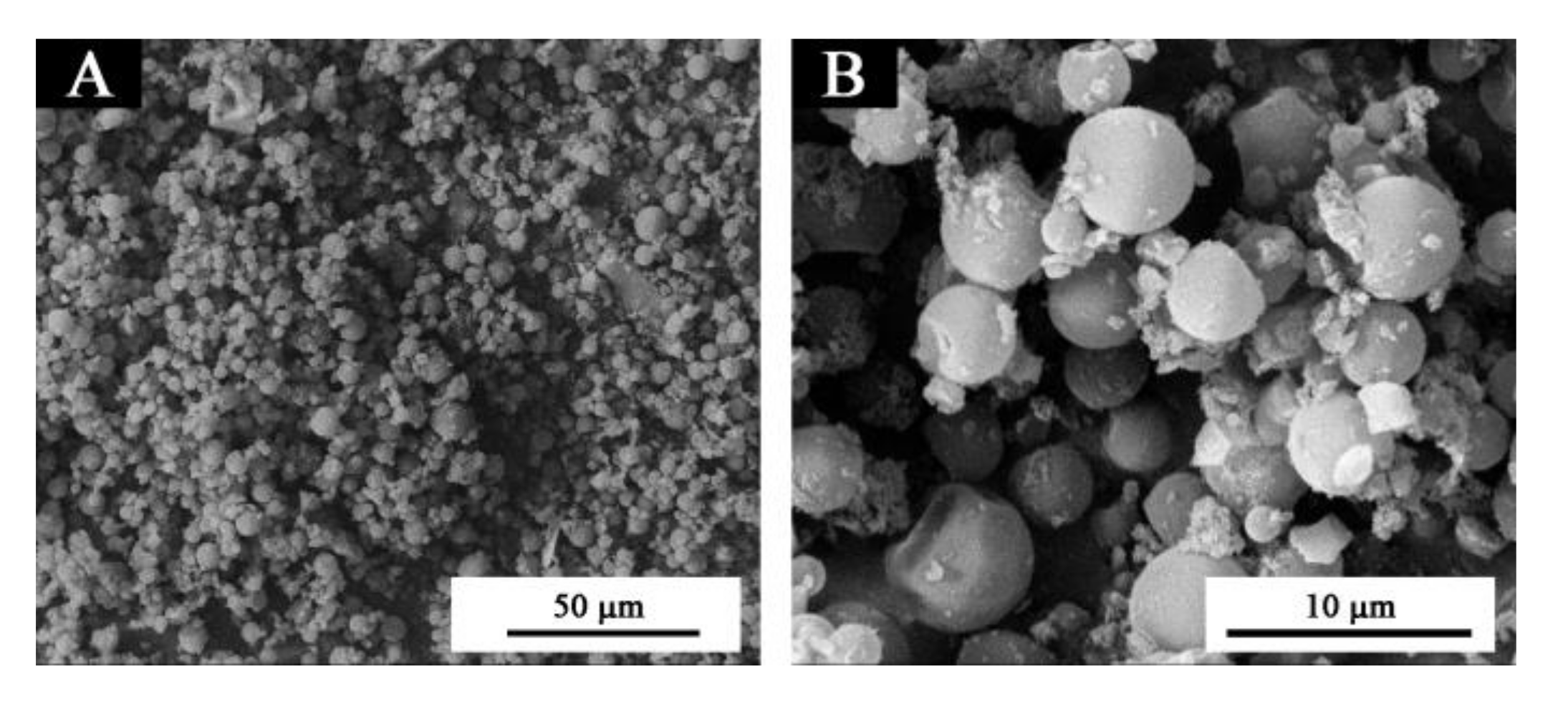
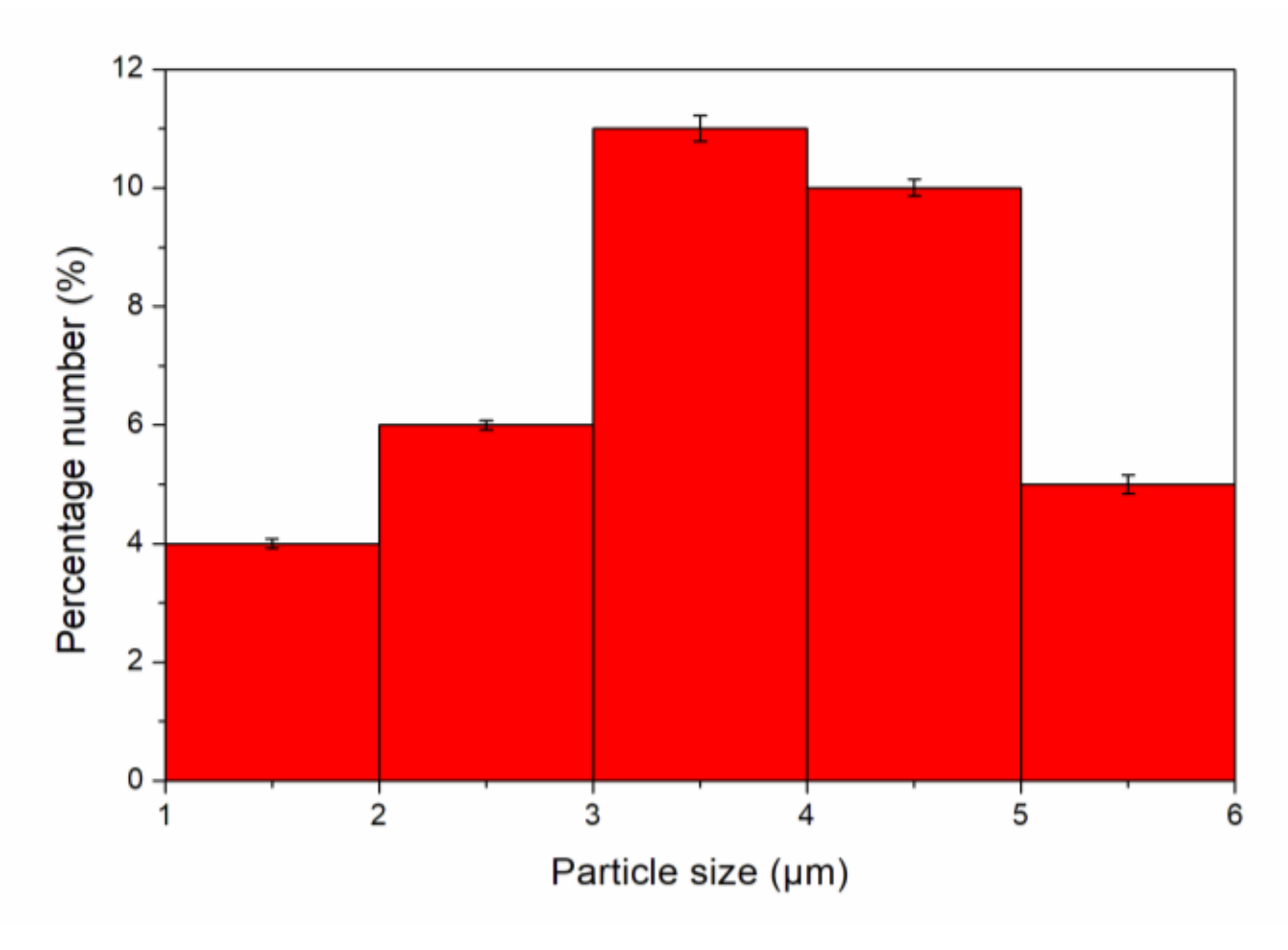
2.2. Preparation of Thermochromic Ink
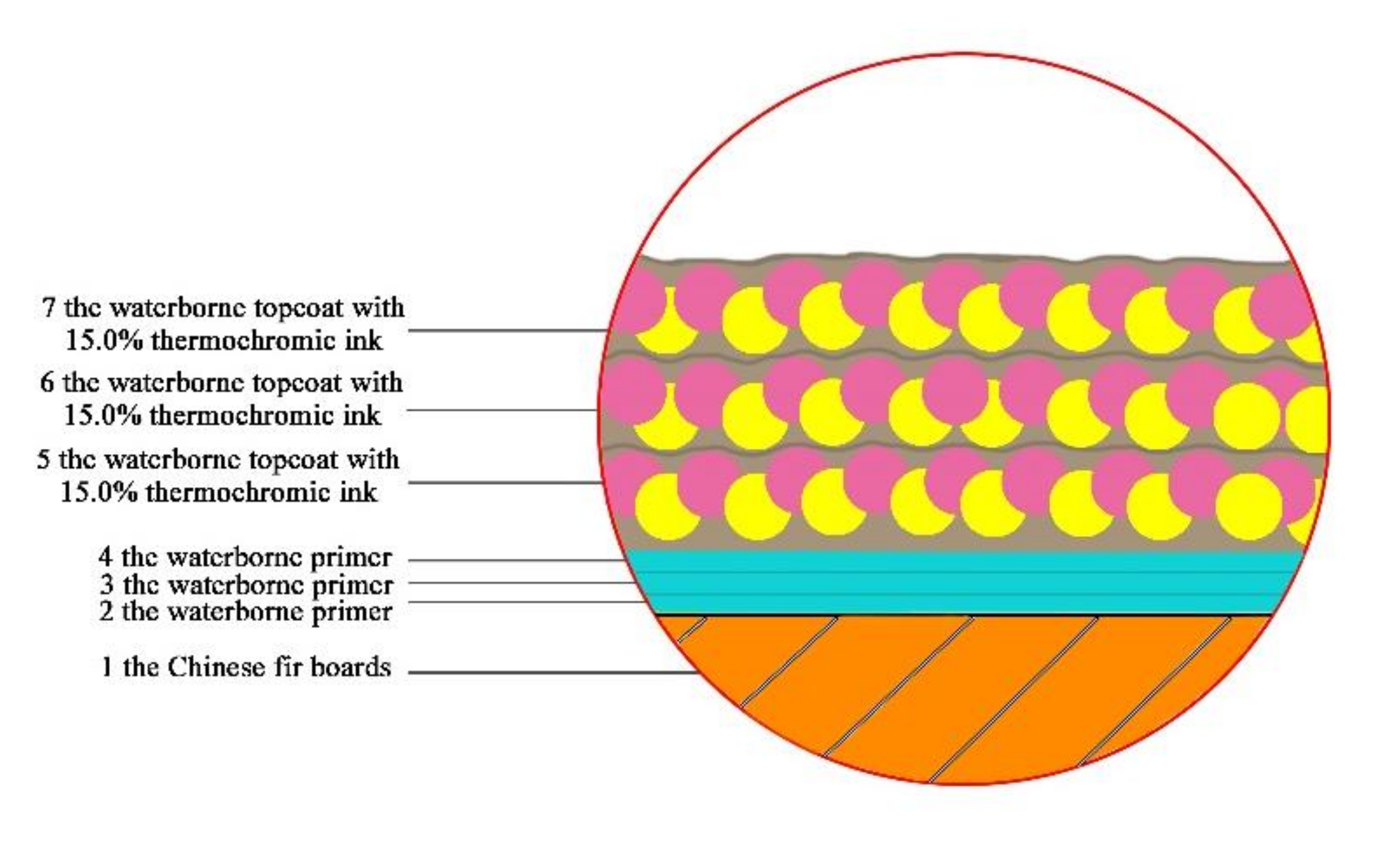
2.3. Preparation of Thermochromic Waterborne Coatings
2.4. Performance Test
3. Results and Discussion
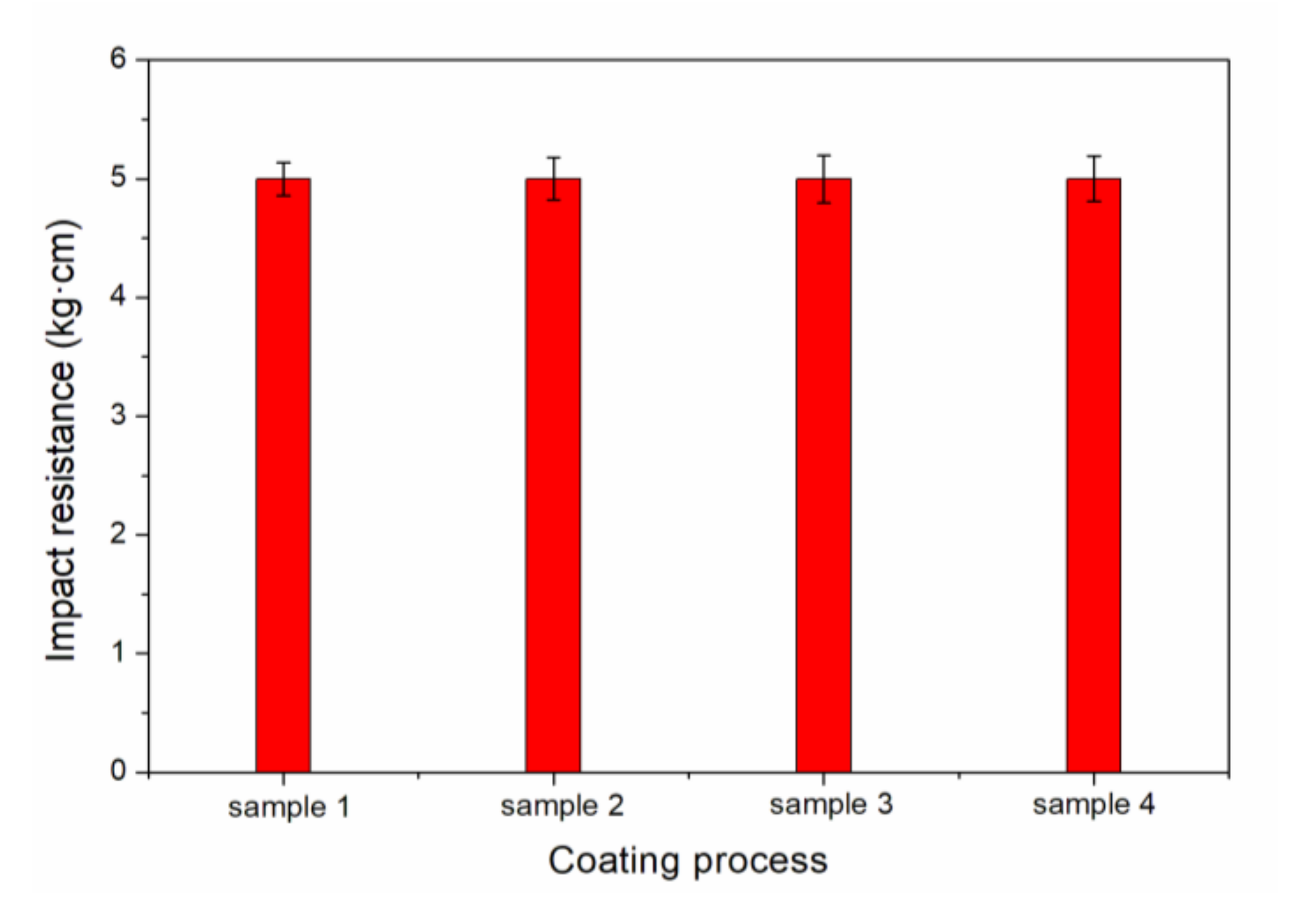
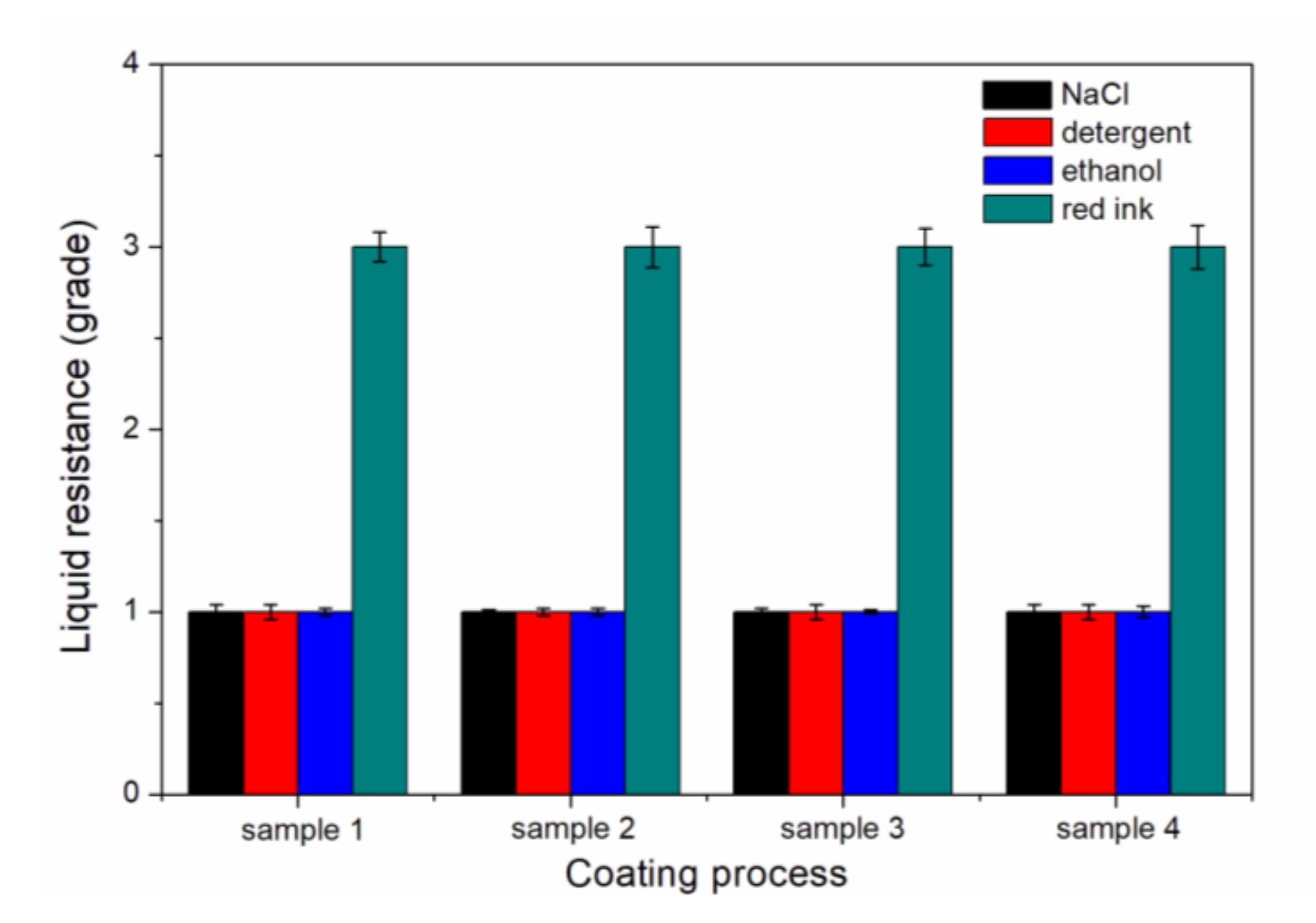
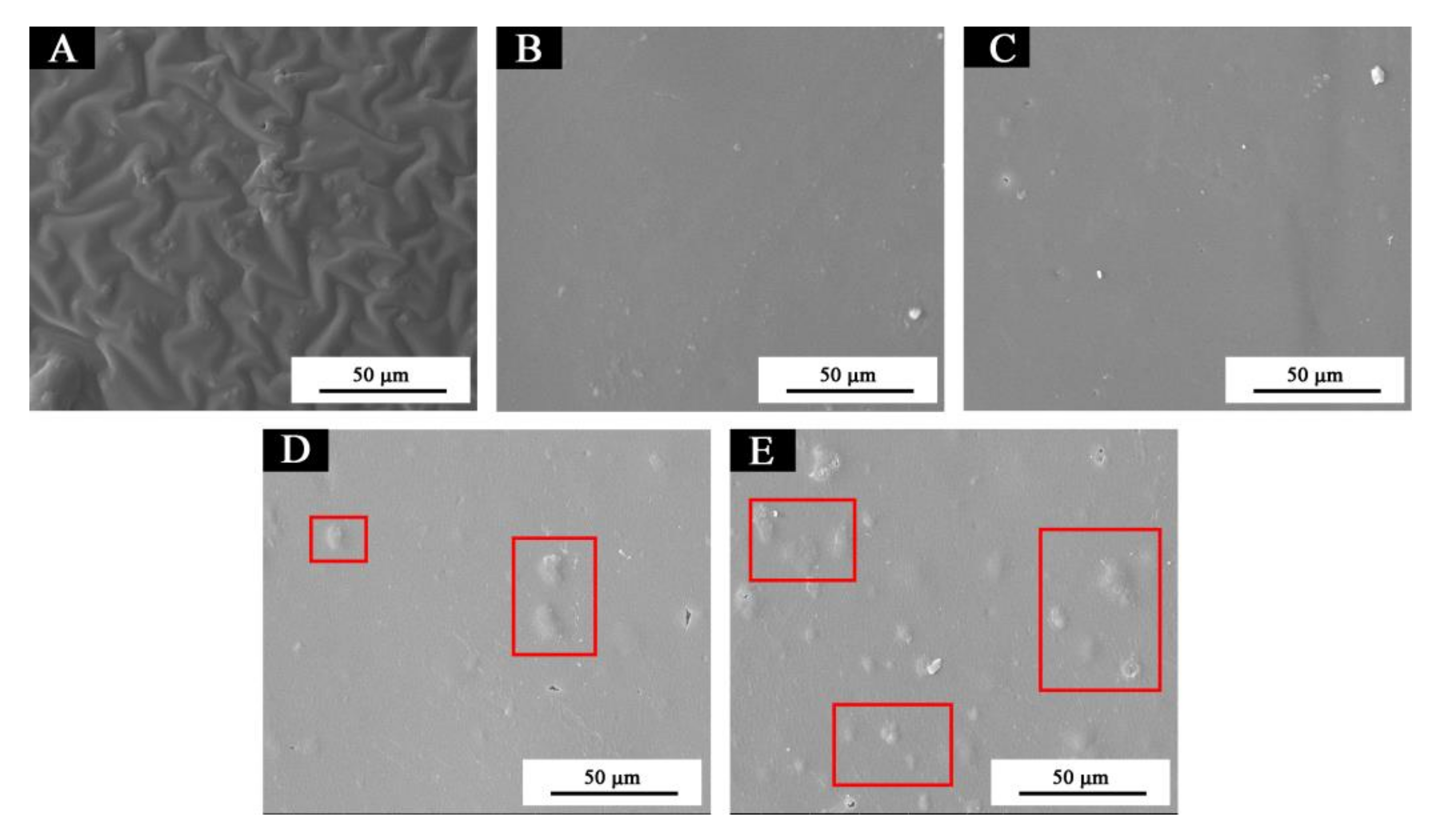
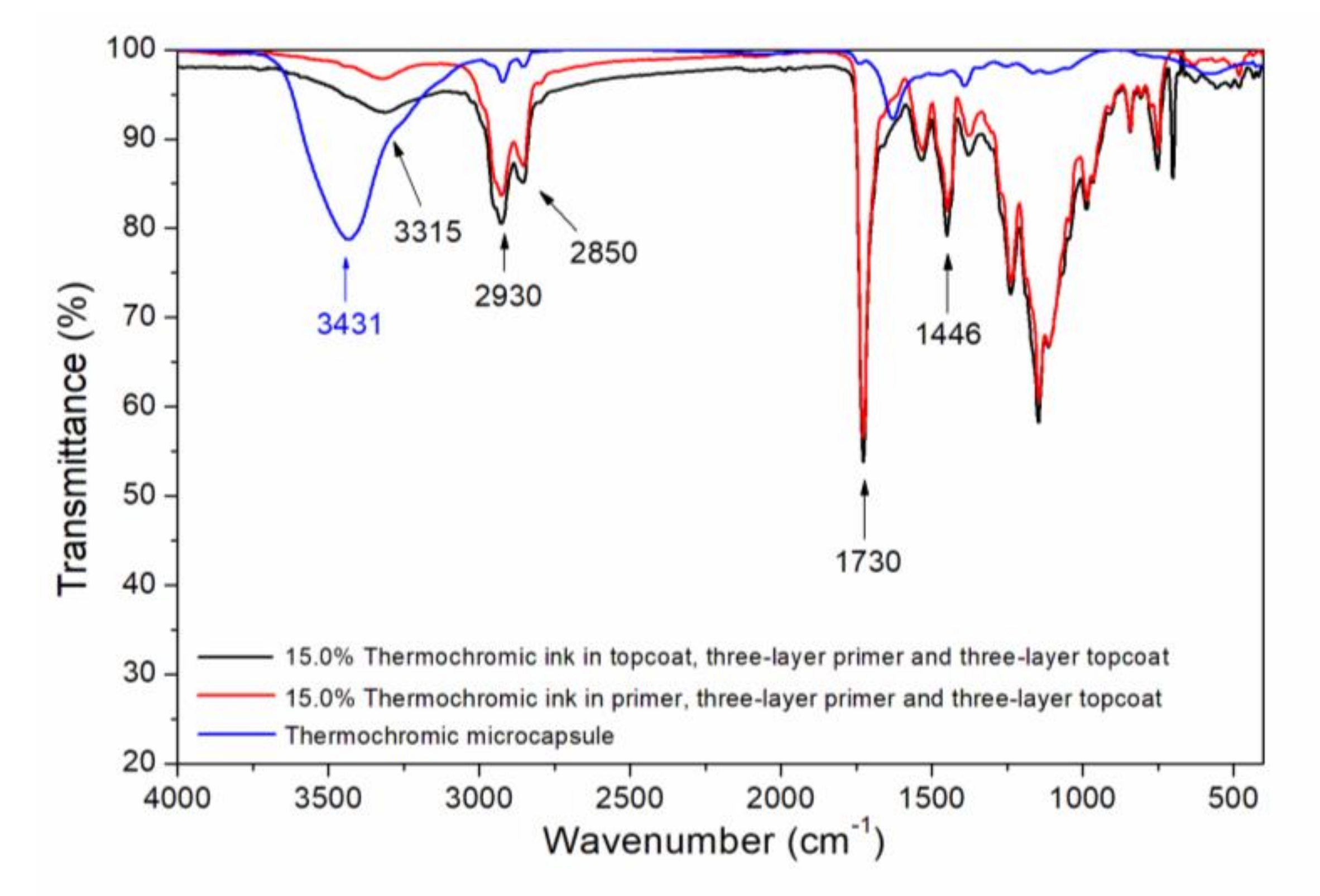
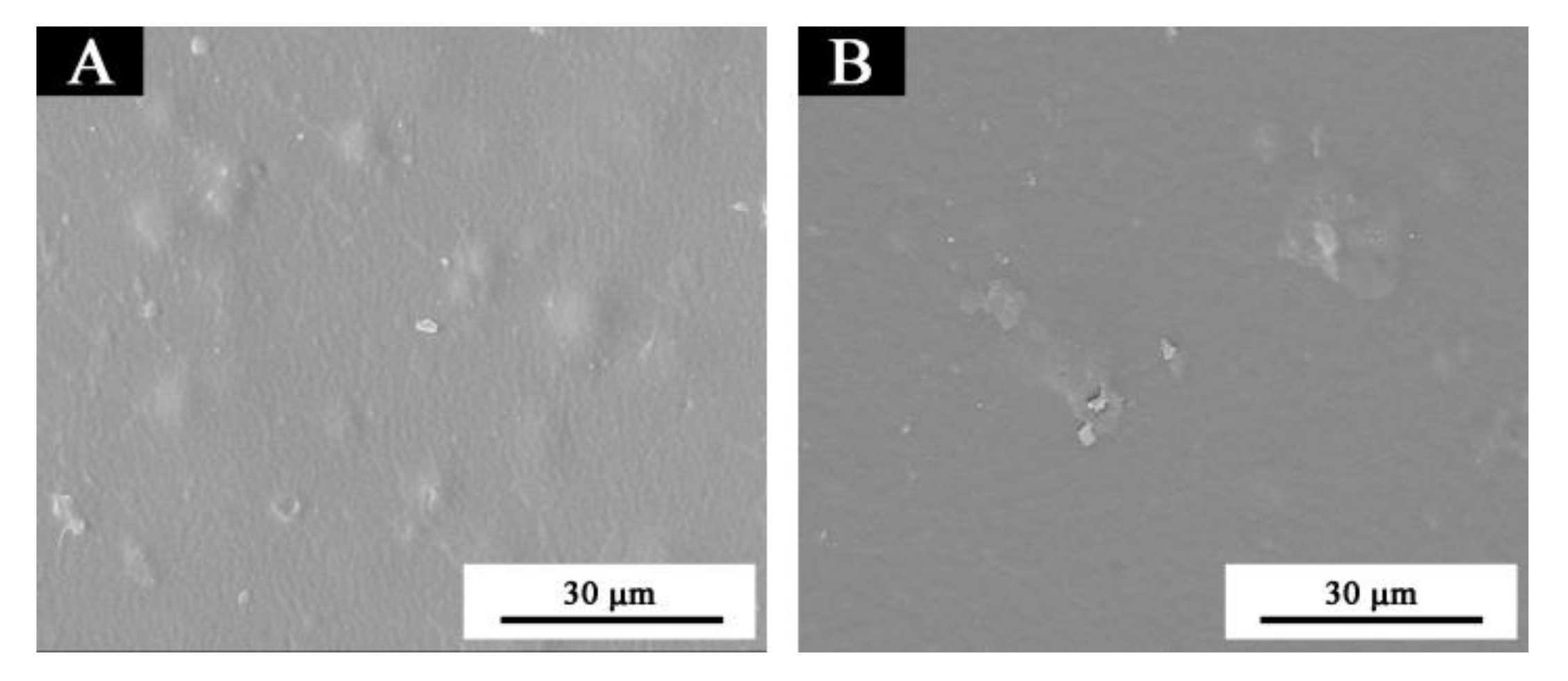
3.1. Effect of Coating Process on the Coating Properties
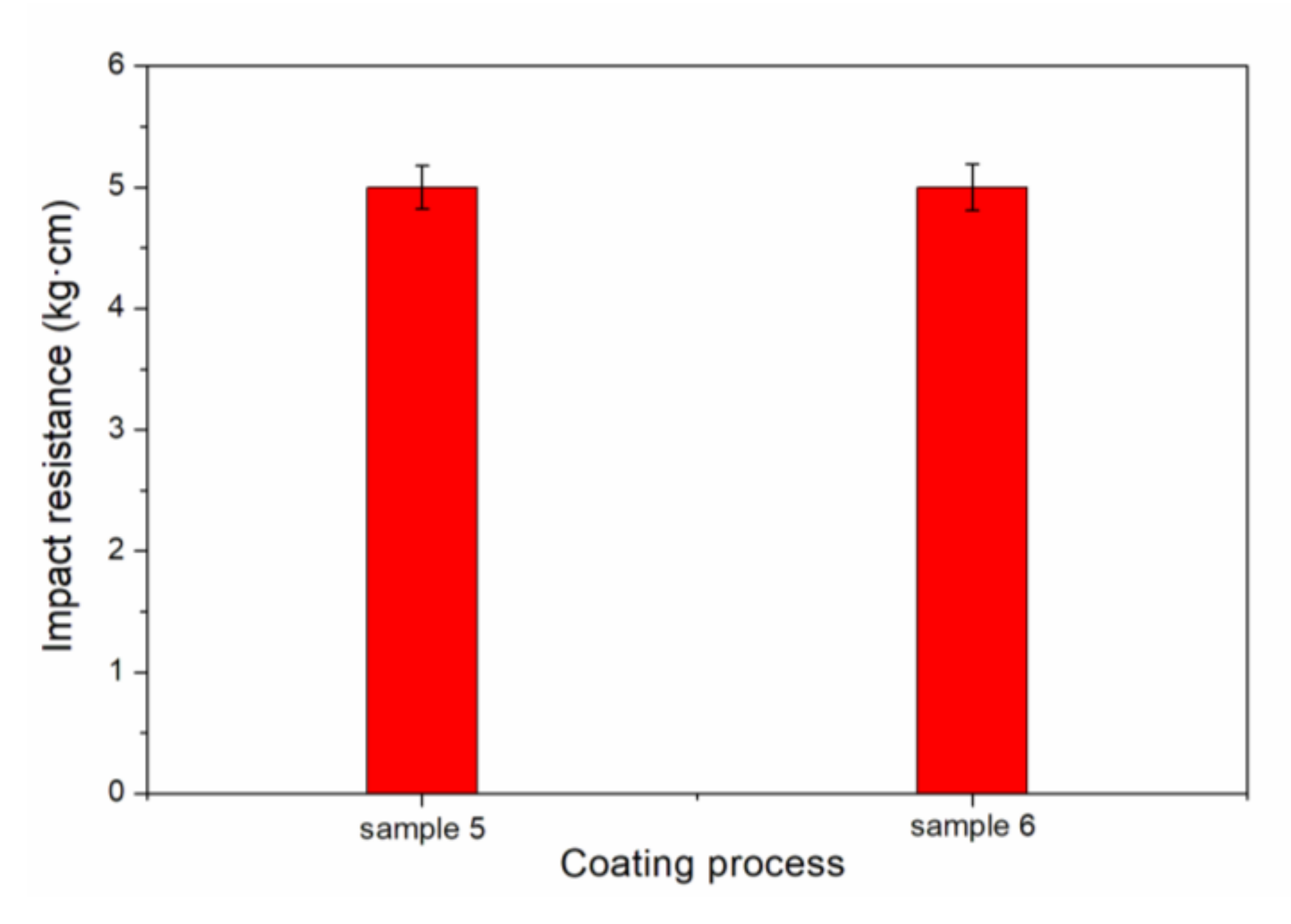
3.2. Coating Process Optimization
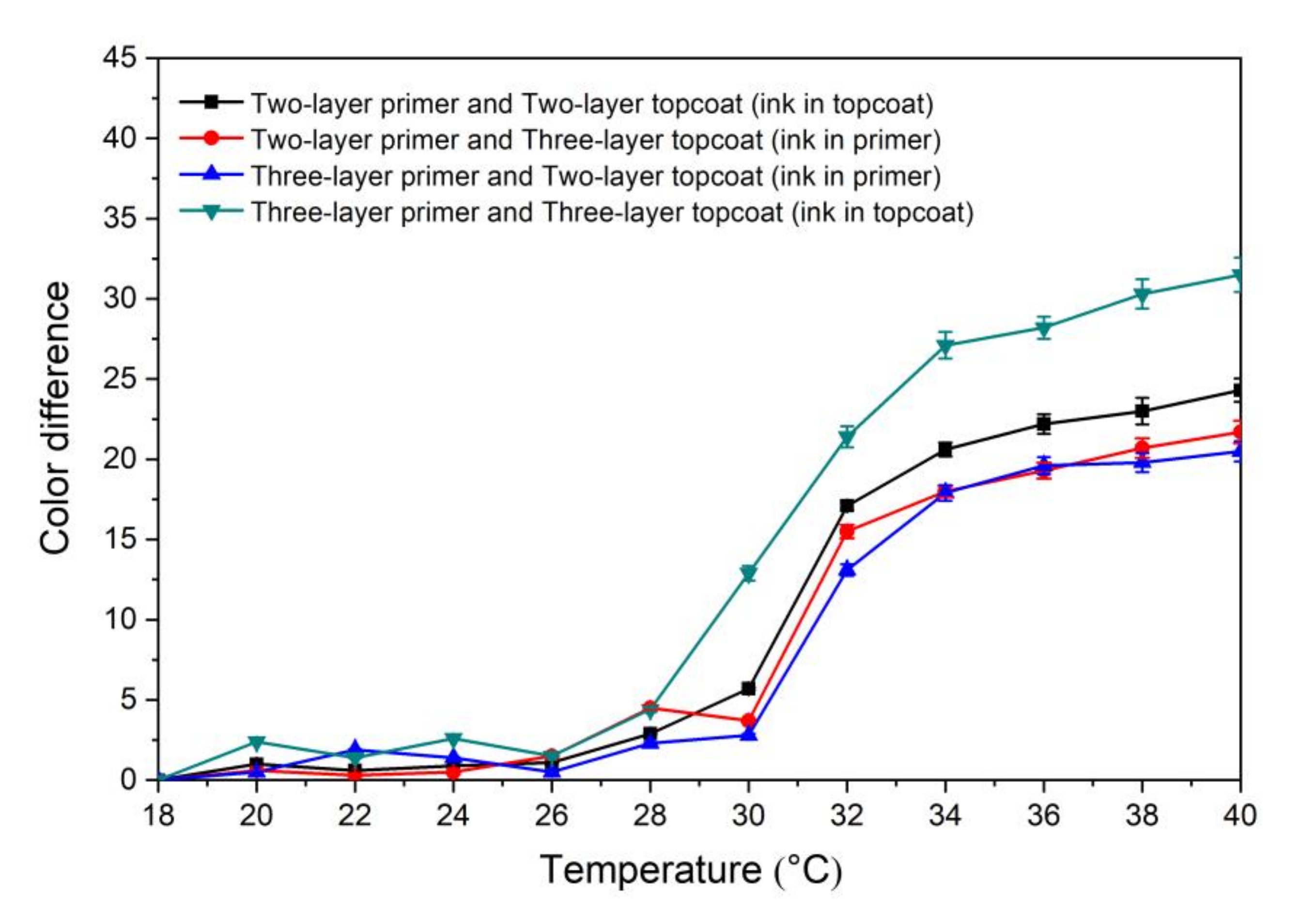
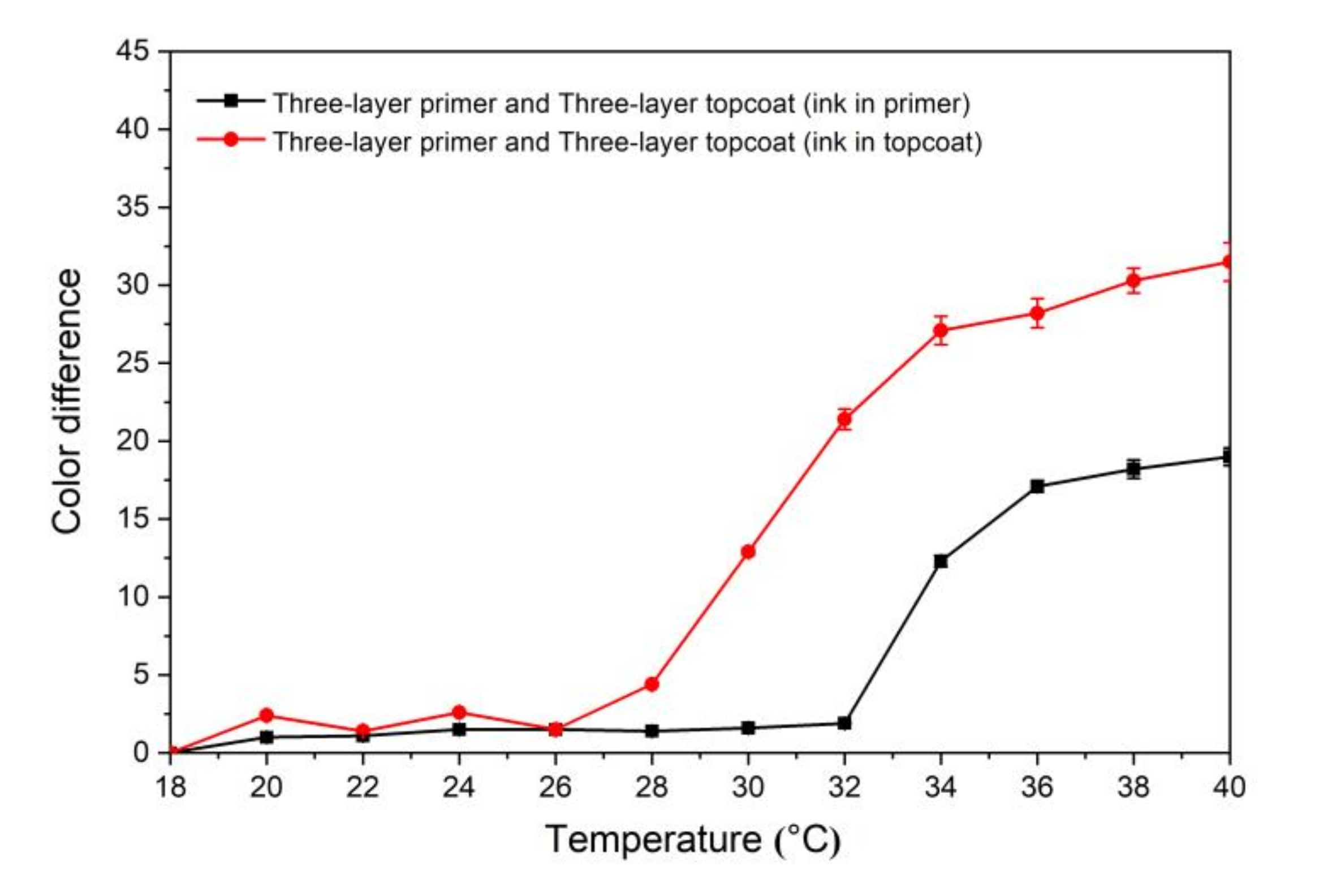
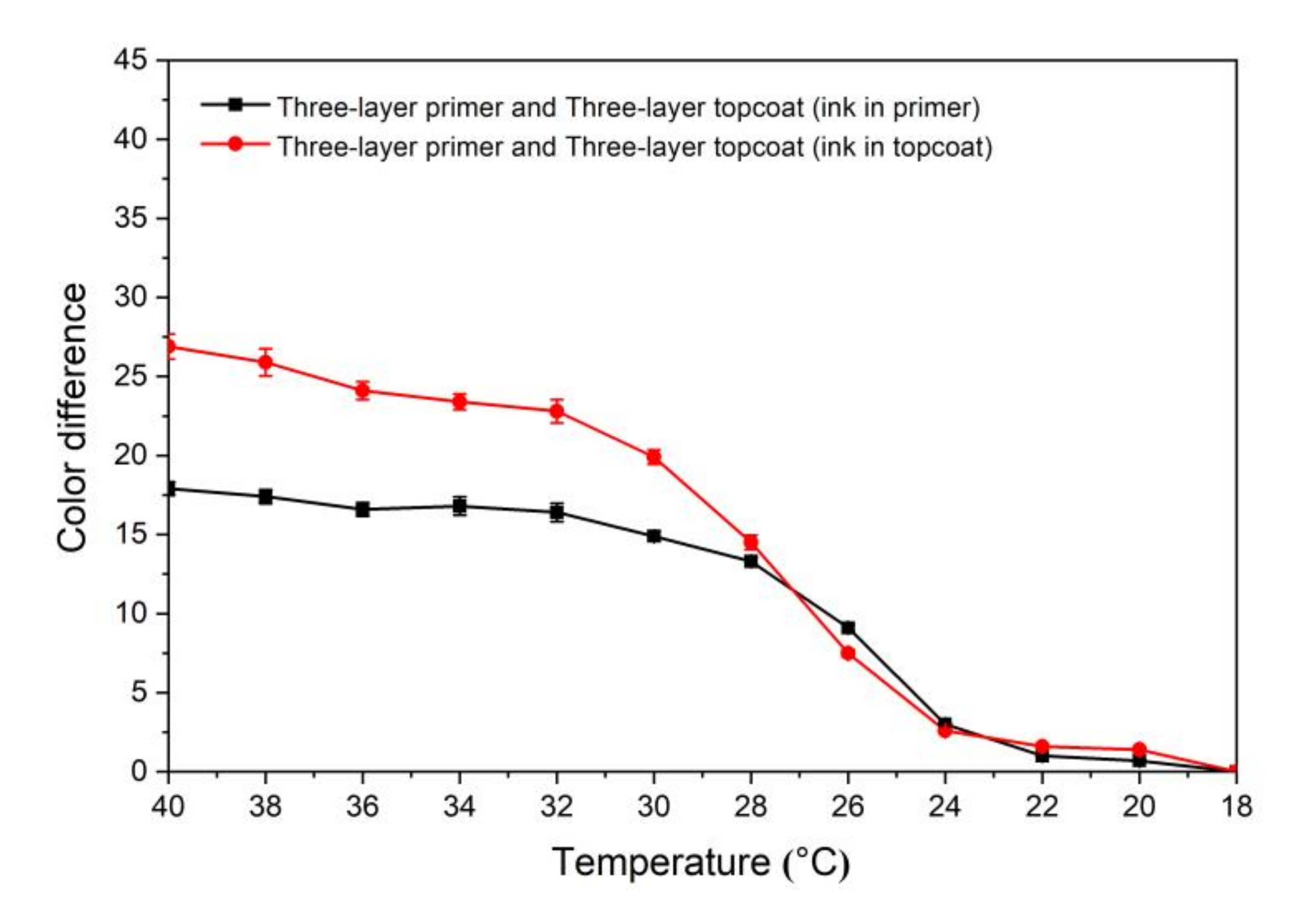
3.3. Effect of Time on the Discoloration of Coatings
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Hu, L.; Lyu, S.Y.; Fu, F.; Huang, J.D.; Wang, S.Q. Preparation and properties of multifunctional thermochromic energy-storage wood materials. J. Mater. Sci. 2016, 51, 2716–2726. [Google Scholar] [CrossRef]
- Schlaefer, J.; Sol, C.; Li, T.; Malarde, D.; Portnoi, M.; Macdonald, T.J.; Laney, S.K.; Powell, M.J.; Top, I.; Parkin, I.P.; et al. Thermochromic VO2-SiO2 nanocomposite smart window coatings with narrow phase transition hysteresis and transition gradient width. Sol. Energy Mater. Sol. Cells 2019, 200, 109944. [Google Scholar] [CrossRef]
- Zomaya, D.; Xu, W.Z.; Grohe, B.; Mittler, S.; Charpentier, P.A. W-doped VO2/PVP coatings with enhanced thermochromic performance. Sol. Energy Mater. Sol. Cells 2019, 200, 109900. [Google Scholar] [CrossRef]
- Pedaballi, S.; Li, C.C.; Song, Y.J. Dispersion of microcapsules for the improved thermochromic performance of smart coatings. RSC Adv. 2019, 9, 24175–24183. [Google Scholar] [CrossRef]
- Jonsson, J.C.; Goudey, H.; Curcija, C. An edge-heating device for optical measurement of thermochromic glazing materials and recommended test procedure. J. Test. Eval. 2014, 42, 305–311. [Google Scholar] [CrossRef]
- Du, J.H.; Chen, Q.N.; Xu, Y.; Li, W.; Wang, X.J.; Li, M.J.; Zhang, S.X.A. Simple and general platform for highly adjustable thermochromic fluorescent materials and multi-feasible applications. Mater. Horiz. 2019, 6, 1654–1662. [Google Scholar] [CrossRef]
- He, Y.Y.; Li, W.; Han, N.; Wang, J.P.; Zhang, X.X. Facile flexible reversible thermochromic membranes based on micro/nanoencapsulated phase change materials for wearable temperature sensor. Appl. Energy 2019, 247, 615–629. [Google Scholar] [CrossRef]
- Patel, R.G.; Patel, M.P.; Patel, R.G. 3,6-Disubtituted fluorans containing 4(3H)-quinazolinon-3-yl, diethyl amino groups and their application in reversible thermochromic materials. Dyes Pigments 2005, 66, 7–13. [Google Scholar] [CrossRef]
- Yang, H.Y.; Wang, Y.Z.; Yu, Q.Q.; Cao, G.L.; Yang, R.; Ke, J.N.; Di, X.; Liu, F.; Zhang, W.B.; Wang, C.Y. Composite phase change materials with good reversible thermochromic ability in delignified wood substrate for thermal energy storage. Appl. Energy 2018, 212, 455–464. [Google Scholar] [CrossRef]
- Mehta, L.; Wadgaonkar, K.; Suryawanshi, M.; Jagtap, R. Solvent-free microwave-assisted synthesis and characterization of polybenzoxazine as a thermochromic material for smart coatings. Colloid Polym. Sci. 2019, 297, 795–798. [Google Scholar] [CrossRef]
- Liang, R.Q.; Sun, Y.Y.; Aburas, M.; Wilson, R.; Wu, Y.P. An exploration of the combined effects of NIR and VIS spectrally selective thermochromic materials on building performance. Energy Build. 2019, 201, 149–162. [Google Scholar] [CrossRef]
- Veeramuthu, L.; Chen, B.Y.; Tsai, C.Y.; Liang, F.C.; Venkatesan, M.; Jiang, D.H.; Chen, C.W.; Cai, X.K.; Kuo, C.C. Novel stretchable thermochromic transparent heaters designed for smart window defroster applications by spray coating silver nanowire. Rsc Adv. 2019, 9, 35786–35796. [Google Scholar] [CrossRef]
- Zhang, Y.X.; Zhai, X.Q. Preparation and testing of thermochromic coatings for buildings. Sol. Energy 2019, 191, 540–548. [Google Scholar] [CrossRef]
- Wang, H.; Yue, L.N.; Wang, X.W.; Deng, M.G.; Sun, Y.J.; Gao, M. Imitation-mussel-based high-performance conductive coating on hydrophobic fabric for thermochromic application. J. Appl. Polym. Sci. 2019, 136, 47751. [Google Scholar] [CrossRef]
- Pan, G.T.; Yang, Y.L.; Chong, S.H.; Arjun, N.; Yang, T.C.K.; Lai, Y.C. The durability study of thermochromic vanadium dioxide films with the addition of barrier coatings. Vacuum 2017, 145, 158–168. [Google Scholar] [CrossRef]
- Zhang, G.X.; Chan, J.M.W. Reversibly thermochromic bismuth-organic materials with tunable optical gaps. J. Mater. Chem. C 2017, 5, 10007–10015. [Google Scholar] [CrossRef]
- Hanzer, S.J.; Rozic, M.; Vukoje, M.; Jukic, M.; Galic, A. safety evaluation of deinked pulp containing offset thermochromic inks. Bioresources 2018, 13, 678–690. [Google Scholar]
- Xu, W.; Fang, X.Y.; Han, J.T.; Wu, Z.H.; Zhang, J.L. Effect of coating thickness on sound absorption property of four wood species commonly used for piano soundboards. Wood Fiber Sci. 2020, 52, 28–43. [Google Scholar] [CrossRef]
- Li, Z.; Jiang, J.L.; Lu, J.X. Moisture-dependent orthotropic viscoelastic properties of Chinese fir wood during quenching in the temperature range of 20 to −120 °C. Holzforschung 2020, 74, 10–19. [Google Scholar] [CrossRef]
- Sun, S.J.; Zhao, Z.Y.; Shen, J. Effects of the manufacturing conditions on the VOCs emissions of particleboard. Bioresources 2020, 15, 1074–1084. [Google Scholar]
- Xiong, X.Q.; Fang, L.; Wu, Z.H.; Zhang, M.; Lu, R.; Tetsuo, M. Special coating technology and film performance of rice straw particleboard. J. Wood Fiber Sci. 2016, 72, 139–146. [Google Scholar]
- Liu, Y.; Hu, J.; Wu, Z.H. Fabrication of coatings with structural color on a wood surface. Coatings 2020, 10, 32. [Google Scholar] [CrossRef]
- Sun, S.J.; Zhang, M.; Umemura, K.; Zhao, Z.Y. Investigation and characterization of synthesis conditions on sucrose-ammonium dihydrogen phosphate (SADP) adhesive: Bond performance and chemical transformation. Materials 2019, 12, 4078. [Google Scholar] [CrossRef] [PubMed]
- Xiong, X.Q.; Bao, Y.L.; Guo, W.J.; Fang, L.; Wu, Z.H. Preparation and application of high performance corn starch glue in straw decorative panel. Wood Fiber Sci. 2018, 50, 88–95. [Google Scholar]
- De Bastiani, M.; Saidaminov, M.I.; Dursun, I.; Sinatra, L.; Peng, W.; Buttner, U.; Mohammed, O.F.; Bakr, O.M. Thermochromic perovskite inks for reversible smart window applications. Chem. Mater. 2017, 29, 3367–3370. [Google Scholar] [CrossRef]
- Kulcar, R.; Friskovec, M.; Hauptman, N.; Vesel, A.; Gunde, M.K. Colorimetric properties of reversible thermochromic printing inks. Dyes Pigments 2010, 86, 271–277. [Google Scholar] [CrossRef]
- Yan, X.X.; Chang, Y.J.; Qian, X.Y. Effect of the concentration of pigment slurry on the film performances of waterborne wood coatings. Coatings 2019, 9, 635. [Google Scholar] [CrossRef]
- GB/T 3181-1995 Colour Standard for Paint Film; Standardization Administration of the People’s Republic of China: Beijing, China, 1995; pp. 10–17. (In Chinese)
- GB/T 9754-2007 Paints and Varnishes—Determination of Specular Gloss of Non-Metallic Paint Films at 20°, 60° and 85°; Standardization Administration of the People’s Republic of China: Beijing, China, 2007; pp. 1–9. (In Chinese)
- GB/T 1732-93 Determination of Impact Resistance of Film; Standardization Administration of the People’s Republic of China: Beijing, China, 1993; pp. 418–420. (In Chinese)
- GB/T 1720-89 Determination of Adhesion of Film; Standardization Administration of the People’s Republic of China: Beijing, China, 1979; pp. 378–379. (In Chinese)
- GB/T 1733-93 Determination of Resistance to Water of Films; Standardization Administration of the People’s Republic of China: Beijing, China, 1993; pp. 421–423. (In Chinese)
- Yan, X.X.; Chang, Y.J. Investigation of waterborne thermochromic topcoat film with colorchanging microcapsules on Chinese fir surface. Prog. Org. Coat. 2019, 136, 105262. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Layer Number of Primer | Layer Number of Topcoat | Adding Ways of Thermochromic Ink |
|---|---|---|---|
| 1 | 2 | 2 | Thermochromic ink in topcoat |
| 2 | 2 | 3 | Thermochromic ink in primer |
| 3 | 3 | 2 | Thermochromic ink in primer |
| 4 | 3 | 3 | Thermochromic ink in topcoat |
| Sample | Layer Number of Primer | Layer Number of Topcoat | Adding Ways of Thermochromic Ink |
|---|---|---|---|
| 5 | 3 | 3 | Thermochromic ink in primer |
| 6 | 3 | 3 | Thermochromic ink in topcoat |
| Sample | Layer Number of Primer | Layer Number of Topcoat | Adding Ways of Thermochromic Ink | Color Difference |
|---|---|---|---|---|
| 1 | 2 | 2 | Thermochromic ink in topcoat | 17.10 ± 0.37 |
| 2 | 2 | 3 | Thermochromic ink in primer | 15.50 ± 0.45 |
| 3 | 3 | 2 | Thermochromic ink in primer | 13.10 ± 0.28 |
| 4 | 3 | 3 | Thermochromic ink in topcoat | 21.40 ± 0.50 |
| Mean and Range | Results of Color Difference from Layer Number of Primer | Results of Color Difference from Layer Number of Topcoat | Results of Color Difference from Adding Ways of Thermochromic Ink |
|---|---|---|---|
| Mean 1 | 16.300 | 15.100 | 19.250 |
| Mean 2 | 17.250 | 18.450 | 14.300 |
| Range | 0.950 | 3.350 | 4.950 |
| Sample | 20° Gloss (%) | 60° Gloss (%) | 85° Gloss (%) |
|---|---|---|---|
| 1 | 26.40 ± 0.78 | 59.80 ± 2.03 | 75.90 ± 1.70 |
| 2 | 31.10 ± 0.68 | 79.70 ± 2.03 | 88.80 ± 2.28 |
| 3 | 29.20 ± 0.80 | 70.90 ± 2.28 | 81.60 ± 1.77 |
| 4 | 26.00 ± 0.79 | 55.60 ± 1.78 | 79.10 ± 1.64 |
| Sample | Layer Number of Primer | Layer Number of Topcoat | Adding Ways of Thermochromic Ink | Gloss (%) |
|---|---|---|---|---|
| 1 | 2 | 2 | Thermochromic ink in topcoat | 59.80 ± 2.03 |
| 2 | 2 | 3 | Thermochromic ink in primer | 79.70 ± 2.03 |
| 3 | 3 | 2 | Thermochromic ink in primer | 70.90 ± 2.28 |
| 4 | 3 | 3 | Thermochromic ink in topcoat | 55.60 ± 1.78 |
| Mean and Range | Results of Gloss from Layer Number of Primer | Results of Gloss from Layer Number of Topcoat | Results of Gloss from Adding Ways of Thermochromic Ink |
|---|---|---|---|
| Mean 1 | 69.750 | 65.350 | 57.700 |
| Mean 2 | 63.250 | 67.650 | 75.300 |
| Range | 6.500 | 2.300 | 17.600 |
| Sample | Layer Number of Primer | Layer Number of Topcoat | Adding Ways of Thermochromic Ink | Adhesion (grade) |
|---|---|---|---|---|
| 1 | 2 | 2 | Thermochromic ink in topcoat | 0 ± 0 |
| 2 | 2 | 3 | Thermochromic ink in primer | 0 ± 0 |
| 3 | 3 | 2 | Thermochromic ink in primer | 0 ± 0 |
| 4 | 3 | 3 | Thermochromic ink in topcoat | 0 ± 0 |
| Sample | 20° Gloss (%) | 60° Gloss (%) | 85° Gloss (%) |
|---|---|---|---|
| 5 | 24.10 ± 0.54 | 54.20 ± 0.94 | 59.50 ± 0.78 |
| 6 | 26.00 ± 0.22 | 55.60 ± 0.8 | 79.10 ± 0.74 |
| Sample | Layer Number of Primer | Layer Number of Topcoat | Adding Ways of Thermochromic Ink | Adhesion (grade) |
|---|---|---|---|---|
| 5 | 3 | 3 | Thermochromic ink in primer | 0 ± 0 |
| 6 | 3 | 3 | Thermochromic ink in topcoat | 0 ± 0 |
| Sample | Color Value | 18 °C | Three Months at 18 °C | 30 °C | Three Months at 30 °C Heated 24 h | Three Months at 30 °C Heated 48 h | Three Months at 30 °C Heated 72 h |
|---|---|---|---|---|---|---|---|
| 6 | L | 65.80 ± 0.83 | 65.60 ± 0.50 | 72.50 ± 1.47 | 71.40 ± 0.78 | 71.80 ± 0.43 | 71.20 ± 0.73 |
| a | 40.30 ± 0.22 | 38.90 ± 0.67 | 29.30 ± 0.59 | 30.10 ± 0.59 | 30.70 ± 0.51 | 30.30 ± 0.86 | |
| b | 24.90 ± 0.37 | 25.80 ± 0.14 | 24.50 ± 0.72 | 23.80 ± 0.29 | 23.60 ± 0.58 | 24.20 ± 0.29 | |
| c | 47.40 ± 0.85 | 46.60 ± 0.50 | 38.30 ± 0.43 | 39.10 ± 0.22 | 39.30 ± 0.50 | 39.40 ± 0.64 | |
| H | 31.70 ± 0.29 | 32.90 ± 0.71 | 39.90 ± 0.28 | 38.40 ± 0.78 | 37.80 ± 0.22 | 38.50 ± 0.57 |
| Sample | After Three Months | |||
|---|---|---|---|---|
| Color Difference at 18 °C | Color Difference at 30 °C Heating 24 h | Color Difference at 30 °C Heating 48 h | Color Difference at 30 °C Heating 72 h | |
| 6 | 1.70 ± 0.05 | 1.50 ± 0.03 | 1.80 ± 0.02 | 1.70 ± 0.02 |
| Sample | L | a | b | C | h | ΔE | Gloss (%) |
|---|---|---|---|---|---|---|---|
| Before aging | 65.80 ± 0.72 | 40.30 ± 0.36 | 24.90 ± 0.43 | 47.40 ± 0.50 | 31.70 ± 0.22 | – | 55.60 ± 0.78 |
| After aging | 59.30 ± 0.50 | 35.70 ± 0.29 | 21.30 ± 0.36 | 41.60 ± 0.37 | 30.80 ± 0.22 | 8.70 ± 0.11 | 47.30 ± 0.50 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yan, X.; Wang, L.; Qian, X. Effect of Coating Process on Performance of Reversible Thermochromic Waterborne Coatings for Chinese Fir. Coatings 2020, 10, 223. https://doi.org/10.3390/coatings10030223
Yan X, Wang L, Qian X. Effect of Coating Process on Performance of Reversible Thermochromic Waterborne Coatings for Chinese Fir. Coatings. 2020; 10(3):223. https://doi.org/10.3390/coatings10030223
Chicago/Turabian StyleYan, Xiaoxing, Lin Wang, and Xingyu Qian. 2020. "Effect of Coating Process on Performance of Reversible Thermochromic Waterborne Coatings for Chinese Fir" Coatings 10, no. 3: 223. https://doi.org/10.3390/coatings10030223
APA StyleYan, X., Wang, L., & Qian, X. (2020). Effect of Coating Process on Performance of Reversible Thermochromic Waterborne Coatings for Chinese Fir. Coatings, 10(3), 223. https://doi.org/10.3390/coatings10030223