1. Introduction
Most roads have been built by asphalt, because it can offer better driving efficiency and less maintenance than concrete roads. Asphalt is an easy to find, low-cost and highly flexible material obtained from crude oil refining. In a hot mixed asphalt (HMA) construction process, the workability is of importance to be considered before paving. Workability is defined as a function accounting the ease of mixing and compaction of HMA. This definition offers the concept of HMA movement, HMA handling and road compactivity via road equipment. Mixing aggregates with asphalt binder is an important task in the production of asphalt pavement. The mixing consistency can have a significant impact on the performance of asphalt surfaces on many features of asphalt mixtures such as the thickness and homogeneity. Many parameters, including the temperatures of processing, the mineralogy of aggregates, the gradation of the aggregates, the size or shape of the aggregates and the type of asphalt binder used, affect the workability of asphalt mixtures [
1,
2]. While some factors may be more dominant than others, their influence depends on specific mixture characteristics and may also range from case to case. The guidelines and standards that support paving engineers in the design and production of materials should therefore be sufficient for a broad range of materials and boundary conditions.
The mixing and compaction temperature of asphalt mixtures was typically calculated by the test of an asphalt binder viscosity [
3,
4]. However, even for ordinary mixtures, there may be some challenges as to the correlation between the asphalt binder and mixture behaviors, when more complex material types are used.
Since the mineral filler fraction has a rather large surface area relative to the coarser aggregates in the mixtures, the physio-chemical interaction between asphalt binder and fillers can be a significant parameter in the mixture performance. It was in the 1870s that we began using asphalt fillers putting into asphalt mixtures [
5]. Several researchers subsequently investigated the use of asphalt mastic stiffening fillers and found that fillers were the key factors [
1,
6,
7]. The characteristics of fillers including the shape of the fillers, their size and size distribution, the nature of their surface texture, their adsorption intensity and the chemical composition of the fillers are of importance on long-term performance of asphalt mixtures [
2,
8,
9,
10]. Additionally, several experiments have shown that the Rigden voids have an effect on the geometric properties of the filler. Fractional voids are, thus, an important measure of how filler properties interact with the reinforcement of binders [
8,
11,
12,
13,
14,
15,
16,
17,
18,
19,
20,
21,
22,
23]. These essential studies show that fillers have a major effect on mastic efficiency. Nonetheless, workability and efficiency outcomes with the same asphalt mixture design are still unknown with different fillers. The decreasing optimum content of asphalt is associated with the presence of the filler [
2,
24,
25]. Higher filler rates result in more resistance to deformation due to an increase in asphalt cohesiveness and internal consistency in the filler [
2,
24,
26]. However, an excessive number of fillers can weaken the asphalt mixture by increasing asphalt required for aggregate coverage, thereby affecting the workability of the asphalt mixture [
25,
27]. If asphalt and aggregates are combined during a mixing process, the fineness of the filler can be attributed to the mastic asphalt. Interactions between asphalt and filler create certain properties that affect the asphalt mixture‘s efficiency. Due to its different filler surface area, it can absorb asphalt differently causing different results on the mixture of asphalt [
28,
29,
30].
Nowadays, waste natural materials have been adopted in many industries. In this study, coconut peat and bagasse are chosen as fillers because they have a relatively large amount waste natural materials in Thailand. They have been produced about 4,500,000 (bagasse) and 50,000 (coconut peat) tons a year, while the aggregate fillers used for asphalt road construction are about 2,000,000 tons/year. Thus, the volume of waste natural materials is considered to be reduced by replacing mineral fillers with agricultural waste disposal fillers. Some researchers have found that replacement of asphalt by bagasse ash can improve the HMA stability of Marshall [
31,
32]. The application to improve the viscosity and performance of the asphalt filler was chosen for reducing the disposal and increasing the value of natural materials, bagasse, and coconut peat, which were easily discovered.
The objectives of this study are to determine the effect of using bagasse and coconut peat as fillers on mastic viscosity and to determine the stability and flow of asphalt mixture mixed with bagasse and coconut peat fillers. It is hypothesized that bagasse and coconut peat crushed as filler are able to increase viscosity and performance of asphalt.
2. Materials and Methods
For the asphalt blending process, four different types of fillers from various quarries and fields were chosen including limestone, granite, bagasse, and coconut peat. These four fillers displayed substantially different densities, as shown in
Table 1. In this study, 15–30 percent by volume of fillers were added in the asphalt binder. The controlled asphalt binder was AC 60–70.
Table 1 shows that the density of bagasse and coconut peat (0.38 and 0.29 g/cm
3, respectively) were much lower than those of limestone and granite (2.62 and 2.58 g/cm
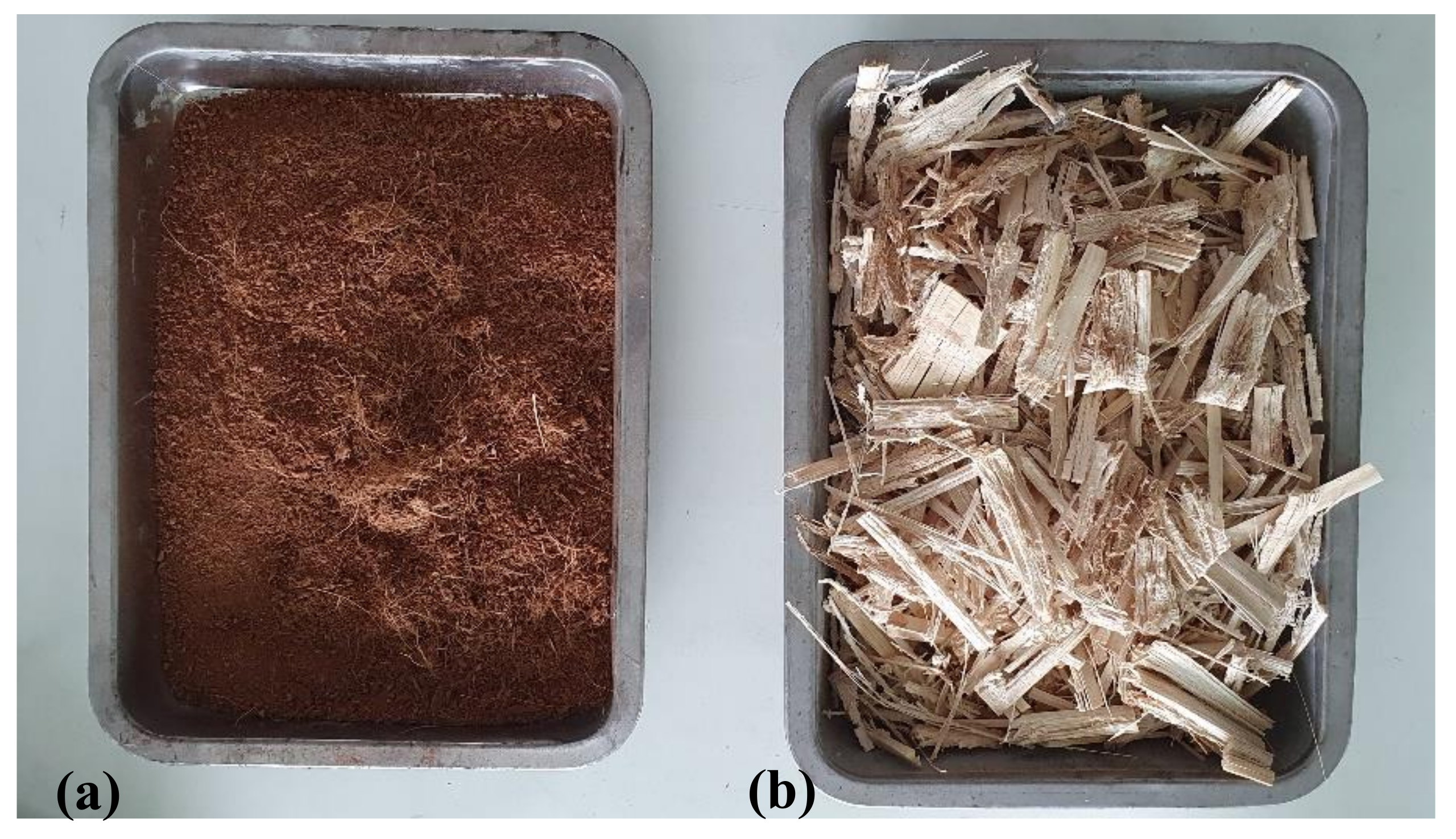
3, respectively). It is revealed that waste natural fillers’ density was approximately 7–10 times smaller than the mineral filler, thus the use of bagasse and coconut peat by weight in asphalt mixture would be less than that of mineral fillers. Two waste natural fillers were separated by the grinding machine: coconut peat (
Figure 1a) and bagasse (
Figure 1b). They were subsequently sieved to obtain fillers with a sieve number of 200 (0.075 mm). The asphalt binder AC 60–70 used in this analysis was obtained from TIPCO Asphalt PCL. Two aggregates, including limestone and granite, were used. The aggregate gradation was based on the Superpave specification with large traffic volumes (
Figure 2).
Typically, filler-to-asphalt ratio (F/A) is in between 0.6–1.6 depending on the density of mineral filler. The ratios can be converted as percent by asphalt volume in which the estimated minimum filler content is 20% by volume of asphalt, while 40% by volume of asphalt is estimated as maximum filler content. Due to the low density of coconut peat and bagasse fillers, the filler content may be varied depending on the workability of asphalt mastic. Therefore, in order to determine the optimum content and effect of waste natural filler with asphalt, asphalt mastic viscosities should be determined.
Mineral filler particles have the micro-surface texture characteristics of which influence the interfacial contact between the filler and the asphalt binder [
33]. The four fillers’ surface micro morphological characteristics were observed with FEI Quanta 250 scanning electron microscope (SEM) used for structural and chemical analysis of metallographic specimens with magnification up to ×1,000,000 and down to a resolution of 3 nm as shown in
Figure 3. SEM operational parameters were 20 kV accelerating voltage, 15 mm working distance and stage tilt angles of 8°.
The figures show that the micro surface textures of the coconut peat and bagasse filler particles were alike sheets, while those of the limestone and granite filler particles were more uneven. The shape of coconut peat, bagasse and limestone fillers were more angular than the granite filler that can be created the weakest interfacial adhesion among the four studied fillers.
From
Table 2, it is shown that the SEM surface area of limestone, bagasse, and coconut peat fillers (i.e., 3437, 3494 and 3973 µm², respectively) are among the similar sizes which yield higher values than that of granite filler (i.e., 2253 µm²).
The mixture was made of asphalt and aggregate depending on the method of Marshall. Two series of Marshall specimens were created for each blend. The first series of asphalt specimens that had a particular asphalt content was used for optimum asphalt content of the blends. The optimum content of asphalt was identified by selecting the asphalt content in the asphalt range that fulfills the design criteria identified in the Department of Highway (DOH). The second series with an optimum asphalt content was developed for the mechanical efficiency determination of the respective mixtures for each filler.
In accordance with ASTM D6926 (ASTM 2010a) [
34], every material was prepared. The aggregates were heated overnight at 100 °C to insure moisture-free conditions. Due to increasing viscosity of the asphalt mastic and a constant temperature of 150 °C, the mixture samples were heated over 2 h. For compacting specimens measuring 101.6 mm in diameter and 65–75 mm in height, the Marshall hammer compaction (2 × 75 blows) was used. For all specimens’ volumetric measurements were performed after a 24 h curing time for the Marshall specimens. Following the required conditioning, the Marshall stability test was carried out in accordance with ASTM D6927-15 [
35]. The specimens were then tested indirect tensile strength (ITS) according to the AASHTO T283.
The experiments were divided into two phases including the viscosity test of the asphalt mastic by rotational viscometer and the performance tests.
2.1. Experimental Method of the Effect of Waste Natural Fillers on Asphalt Mastic Viscosity
During the first phase of the experimental design, apparent viscosity experiments were conducted at temperatures between 100 and 220 °C. This involved asphalt mastic produced with AC 60–70 and four types of fillers (i.e., limestone, granite, bagasse, and coconut peat). Asphalt mastics were prepared using estimated minimum and maximum filler contents, which equal to 20 and 40% by asphalt binder volume with three replicates of each sample. The asphalt mastics were blended using laboratory devices including a heating mental and a vertical blender with a spindle. The blending process for the asphalt mastics consist of the following steps: heating of the asphalt into the heating mental up to the mixing temperature (i.e., 155 °C); placing the spindle in the center of the asphalt, then blending with an addition of filler with the rotational speed of 1000 rpm for 1 h. A total of 24 samples were tested. The studied asphalt and fillers were blended by a high shear blending machine. Preliminary tests have shown that the blended between asphalt binder and filler content of 40% for bagasse and coconut peat were impracticable because of the excessive quantity of these two waste natural fillers. As a result, the 40% by asphalt binder volume was removed from the experiments. The results, highlighting the impact of filler types and dosage on the viscosity of asphalt mastics, have enabled investigators to define the compaction temperature’s (iso-viscosity) effects.
In this study, preliminary asphalt mastics viscosities display a Newtonian behavior between the shear stress and shear rate as their filler concentration was low, thus the rotational viscometer was adopted to use for determining the asphalt mastic viscosities. A standard viscosity (or Brookfield) viscometer (RV) was used in the viscosity test, in accordance with the AASHTO T316 standard or with standard ASTM D4402 [
36]. With the precision of ±1 percent and repeatability of ±0.2 percent, the viscometer system measures viscosities between 100 and 40 million cP. The device is compatible with a wide range of spindles including an integrated temperature resistance detector to measure samples from 9 to 260 °C. The rotational viscometer used in this study. Viscometer measures the torque as the spindle rotates at a constant speed through an asphalt tube. The dynamic viscosity is proportional to the torque of the rotational viscosity. The RV criterion for calculating non-Newtonian viscosity fluids is prevalently used in the chemical and food industry. RV can be tested at high temperatures and suited for non-Newtonian fluids (such as asphalt binder and modified asphalt binder). RV is used in asphalt technology primarily to measure asphalt binder viscosity; however, some studies have used RV to assess asphalt mastic viscosity [
37]. In a straightforward way, such a viscometer consists of a cylindrical chamber that controls temperatures, in which the test fluid is inserted and a 27-size spindle that is operated by a power motor. While the spindle is spinning, a calibrated spring, attached to the dial, records the fluid resistance to rotation. Although viscosity (measured by the rotational viscometer) is not an absolute feature of bituminous binders, as it can often show non-Newtonian behavior, it can be used for comparative purposes where, as with the present analysis, temperatures, share rate, torque, etc. Therefore, through the entire investigation, the shear rate kept at 20 rpm and the torque at 100% ± 3%. The shear rate of 20 rpm was used, since the shear rate in binder experiments is the most widely used. Several experiments to determine the effect of shear rate on the viscosity of mastics have been performed. While shear dependence on the mastic was found, the relative classification of the mastics did not change according to the shear rate covered in the test. Viscosity tests were performed with a spindle of SC4–27 and a sample of 10 ± 0.5 g.
In this study, asphalt mastic viscosity determines asphalt viscosity at 20, 40, 60, 80, 100, 150 and 200 rpm following AASSTO T316 specifications to calculate the impact of different speeds and temperatures on the mastic viscosity at 4 different temperatures of 150, 160, 170 and 180 °C.
2.2. Experimental Method of the Assessment of Asphalt Concrete Mixed with Bagasse and Coconut Peat Filler Performance
During the second phase, the findings from the first phase of the analysis were verified, when asphalt blends with unmodified binder (AC 60–70) and 20% of filler content used was prepared for the preparation of the asphalt mastic. A comparative analysis was also conducted of these asphalt blends. The compacted specimens were comparable with scientific literature temperatures [
38] and iso-viscosity temperatures obtained in the first phase of the analysis across a variety of measures, namely Marshall stability and IDT tests specified in ASTM D6927-15 and AASHTO T283, respectively. The Marshall stability and IDT results obtained from Humboldt HM–5120A including the load capacity of 50 kN, speed range of 50.8 mm/min, platen size of 254 mm/100 mm and 1000 tests and up to 3000 readings per test data storage.
The composition of the asphalt mixtures was determined according to current specification for wearing course of the Department of Highway, Thailand. Therefore, a different value of asphalt content based on the equivalent void of 4% by asphalt mixture volume was chosen to prepare the mixtures.
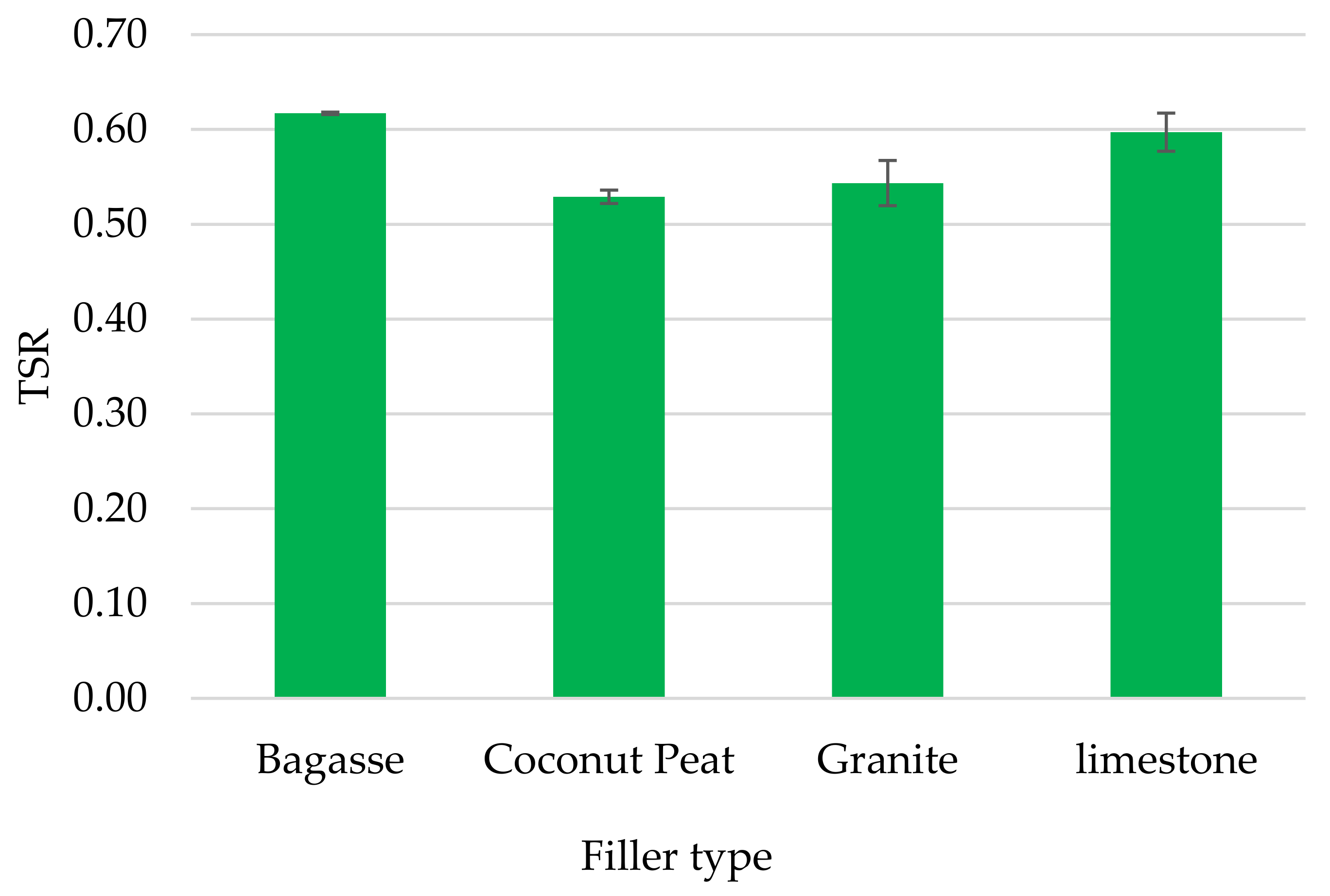
In the second phase, mastic viscosities in which were corresponding to testing temperatures were prepared for testing Marshall stability and tensile strength ratio (TSR) in the conditions of mixing and compacting at the same temperature and those at different temperatures, as shown in
Table 3.
The number of mixtures tested in this phase were total 32 samples including 16 for stability test (i.e., 4 asphalt filler types, 2 temperature conditions, and 2 replicates), and 16 for moisture damage resistance test (i.e., 4 asphalt filler types, 2 moisture conditions, and 2 replicates).
5. Conclusions
This study can be concluded that the mastic viscosity is vital for determining the workability of asphalt mixture. The waste natural fillers including bagasse and coconut peat give similar mastic viscosity to limestone filler and higher than granite filler.
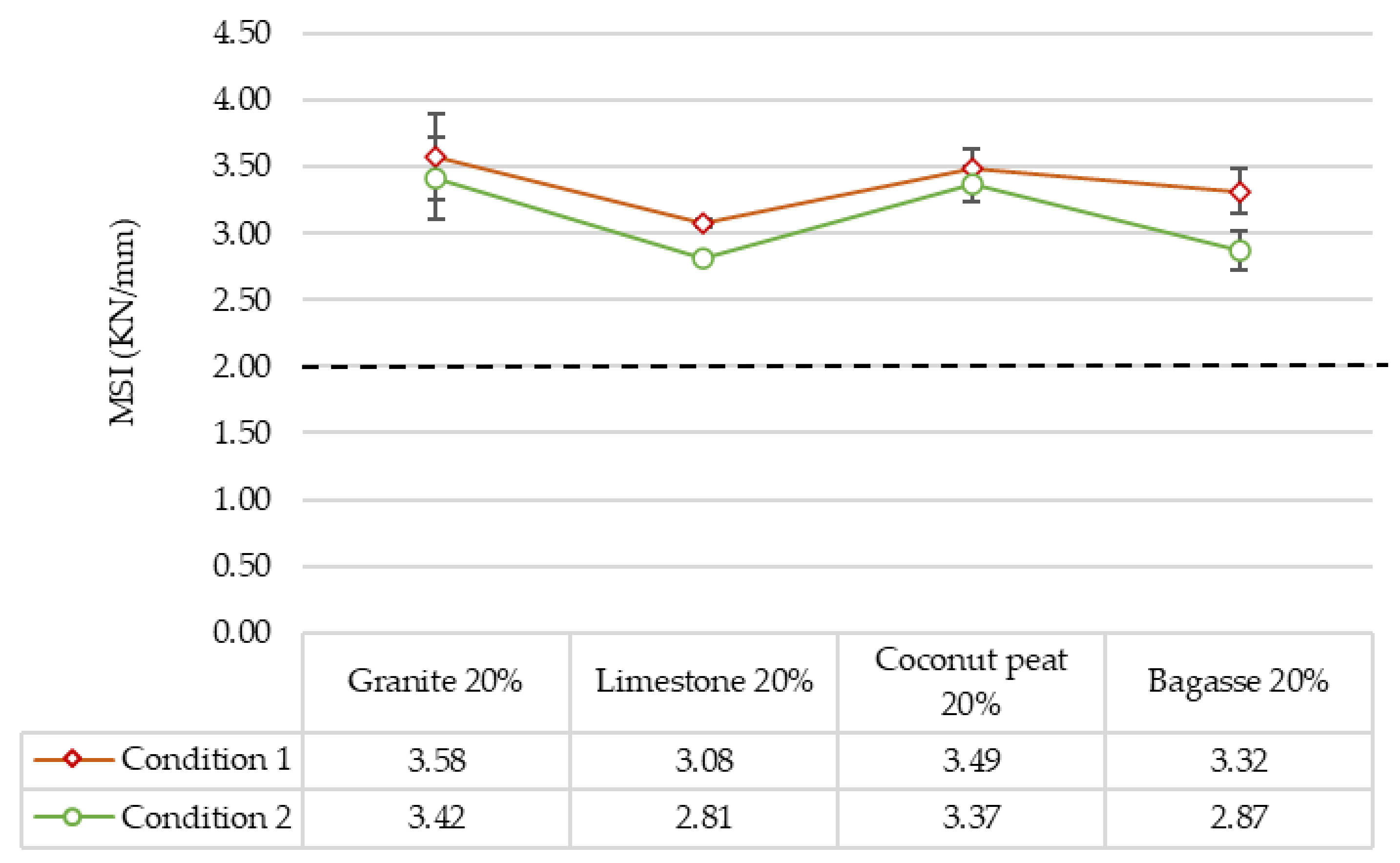
It also can be concluded that asphalt mastic viscosity affects the Marshall stability and flow values. Preliminary results show that although the MSI irrespective of asphalt mastic viscosity samples gave better results than those with considering asphalt mastic viscosity, the values were close, and the determining of mixing and compaction temperatures was not based on the value set of mastic viscosities. Therefore, bagasse and coconut peat fillers are deemed to be the potential materials used in asphalt mixture.
Further studies on different factors such as binder type, aggregate type and aggregate gradation should be considered to verify the performance of using waste natural fillers as an alternative to asphalt mixture. Other failure performance tests for testing the mixtures of bagasse or coconut peat fillers should be considered for future work. The non-Newtonian behavior for the high concentration of fillers needs to be considered.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}