Particle Velocimetry, CFD, and the Role of Particle Sphericity in Cold Spray


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Experimental Methods
2.2.1. Powder Characterization
2.2.2. Particle Image Velocimetry Experiments
Velocimetry Experiments used for CFD Model Validation
Evaluation of Particle Velocimetry as a Diagnostic Tool
2.2.3. Schlieren Imaging Setup
2.3. Computational Methods
2.3.1. 3D-CFD Simulations
2.3.2. 3D-CFD Mesh Independence Examination
2.3.3. 1D-CFD Simulations
3. Results and Discussion
3.1. Particle Size and Shape Characteristics
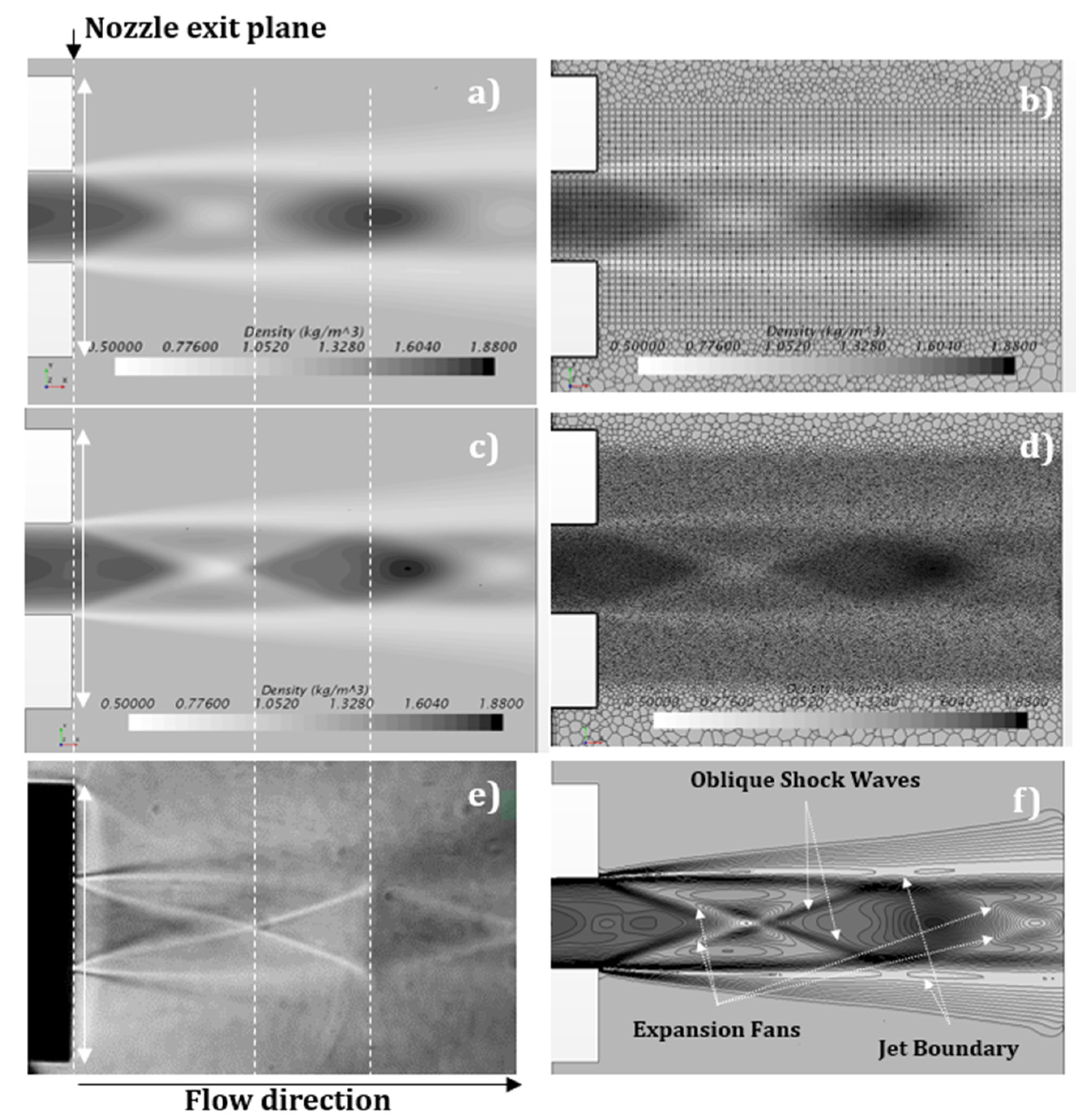
3.2. Comparison of CFD and Schlieren Visualization of Supersonic Jet Characteristics
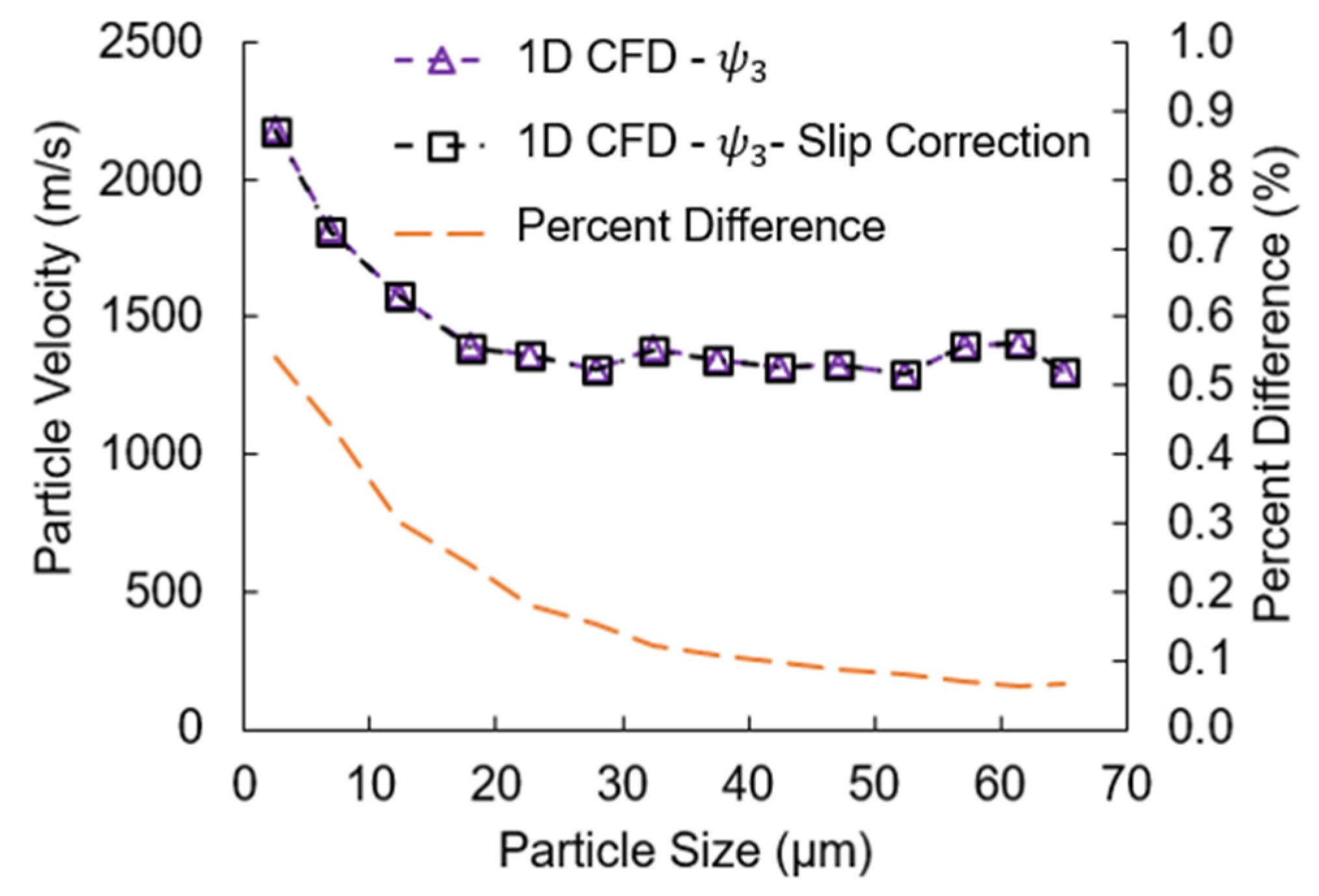
3.3. Measurement and Prediction of Size Dependent Particle Velocity
3.4. Velocimetry as a Rapid Diagnostic Tool
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Shaikh, F.Z.; Blair, H.D.; Tabaczynski, R.J.; Pan, T.Y. Gas-Dynamic Cold Spraying Lining for Aluminum Engine Block Cylinders. U.S. Patent Application No. US20020073982 A1, 20 June 2002. [Google Scholar]
- Britton, O.A. Repair of External Aircraft Panels and Surface Characterization of Cold Spray Depositions for Cold Spray/Epoxy Adhesion. Ph.D. Thesis, South Dakota School of Mines and Technology, Rapid City, SD, USA, 2013. [Google Scholar]
- Champagne, V. The repair of magnesium rotorcraft components by cold spray. J. Fail. Anal. Prev. 2008, 8, 164–175. [Google Scholar] [CrossRef]
- Faccoli, M.; Cornacchia, G.; Maestrini, D.; Marconi, G.P.; Roberti, R. Cold Spray Repair of Martensitic Stainless Steel Components. J. Therm. Spray Technol. 2014, 23, 1270–1280. [Google Scholar] [CrossRef]
- Ngai, S.; Ngai, T.; Vogel, F.; Story, W.; Thompson, G.B.; Brewer, L.N. Saltwater Corrosion Behavior of Cold Sprayed AA7075 Aluminum Alloy Coatings. Corros. Sci. 2018, 130, 231–240. [Google Scholar] [CrossRef]
- Widener, C.A.; Carter, M.J.; Ozdemir, O.C. Application of High-Pressure Cold Spray for an Internal Bore Repair of a Navy Valve Actuator. J. Therm. Spray Technol. 2016, 25, 193–201. [Google Scholar] [CrossRef]
- Champagne, V. (Ed.) The Cold Spray Materials Deposition Process: Fundamentals and Applications; Woodhead Publishing Limited: Cambridge, UK, 2007; pp. 1–362. [Google Scholar]
- Papyrin, A.; Kosarev, V.; Klinkov, S.; Alkhimov, A.; Fomin, V. (Eds.) Cold Spray Technology; Elsevier Limited: Oxford, UK, 2007; pp. 1–328. [Google Scholar]
- Villafuerte, J. (Ed.) Modern Cold Spray: Materials, Process, and Applications; Springer International Publishing AG: Cham, Switzerland, 2015. [Google Scholar]
- Kingsbury, A. Cheaper powders, faster build speeds, and no themal stresses? How AM is going supersonic at SPEE3D. Met. Addit. Manuf. 2020, 6, 111–120. [Google Scholar]
- Vo, P.; Martin, M. Build strategies for additive manufacturing by cold spray. In Cold Spray Action Team Meeting; Boston, MA, USA, 2017. [Google Scholar]
- Assadi, H.; Kreye, H.; Gartner, F.; Klassen, T. Cold Spraying-A Materials Perspective. Acta Mater. 2016, 116, 382–407. [Google Scholar] [CrossRef]
- Rokni, M.R.; Widener, C.A.; Ozdemir, O.C.; Crawford, G.A. Microstructure and mechanical properties of cold sprayed 6061 Al in As-sprayed and heat treated condition. Surf. Coat. Technol. 2017, 309, 641–650. [Google Scholar] [CrossRef]
- Sinclair-Adamson, R.; Luzin, V.; Duguid, A.; Kannorpatti, K.; Murray, R. Residual stress distributions in cold-Spray 3D-Printed parts. J. Therm. Spray Technol. 2020. [Google Scholar] [CrossRef]
- Koivuluoto, H.; Matikainen, V.; Larjo, J.; Vuoristo, P. Novel online diagnostic analysis for in-flight particle properties in cold spraying. J. Therm. Spray Technol. 2018, 27, 423–432. [Google Scholar] [CrossRef]
- Ozdemir, O.C.; Widener, C.A.; Carter, M.J.; Johnson, K.W. Predicting the effects of powder feeding rates on particle impact conditions and cold spray deposited coatings. J. Therm. Spray Technol. 2017, 26, 1598–1615. [Google Scholar] [CrossRef]
- Ozdemir, O.C.; Widener, C.A.; Helfritch, D.; Delfanian, F. Estimating the effect of helium and nitrogen mixing on deposition efficiency in cold spray. J. Therm. Spray Technol. 2016, 25, 660–671. [Google Scholar] [CrossRef]
- Koivuluoto, H.; Larjo, J.; Marini, D.; Pulci, G.; Marra, F. Cold-Sprayed Al6061 Coatings: Online spray monitoring and influence of process parameters on coating properties. Coatings 2020, 10, 348. [Google Scholar] [CrossRef]
- Nastic, A.; Jodoin, B. Evaluation of heat transfer transport coefficient for cold spray through computational fluid dynamics and particle in-flight temperature measurement using a high-speed IR camera. J. Therm. Spray Technol. 2018, 27, 1491–1517. [Google Scholar] [CrossRef]
- Suate, B.; Turgeon, S. In-Flight Velocity and Temperature Measurement of Cold Spray Particle Using High-Speed IR Camera. Available online: https://www.telops.com/ (accessed on 5 December 2019).
- USDOD. Materials deposition, cold spray. In Manufacturing Process Standard; U.S. DOD, U.S. Army Research Laboratory: Aberdeen Proving Ground, MD, USA, 2015. [Google Scholar]
- Assadi, H. On Parameter Selection in Cold Spraying. J. Therm. Spray Technol. 2011, 20, 1161–1176. [Google Scholar] [CrossRef]
- Schmidt, T. From Particle Acceleration to Impact and Bonding in Cold Spraying. J. Therm. Spray Technol. 2009, 18, 794–808. [Google Scholar] [CrossRef]
- Schmidt, T.; Gartner, F.; Assadi, H.; Kreye, H. Development of a generalized parameter window for cold spray deposition. Acta Mater. 2006, 54, 729–742. [Google Scholar] [CrossRef]
- Helfritch, D.; Champagne, V. A Model Study of Powder Particle Size Effects in Cold Spray Deposition; Army Research Lab: Aberdeen Proving Ground, MD, USA, 2008. [Google Scholar]
- Hassani-Gangaraj, M.; Veysset, D.; Champagne, V.K.; Nelson, K.A.; Schuh, C.A. Adiabatic shear instability is not necessary for adhesion in cold spray. Acta Mater. 2018, 158, 430–439. [Google Scholar] [CrossRef]
- Hassani-Gangaraj, M.; Veysset, D.; Nelson, K.A.; Schuh, C.A. In-situ observations of single micro-particle impact bonding. Scr. Mater. 2018, 145, 9–13. [Google Scholar] [CrossRef]
- Chen, Q.; Alizadeh, A.; Xie, W. High-strain-rate material behavior and adiabatic material instability in impact of micron scale Al-6061 particles. J. Therm. Spray Technol. 2018, 27, 641–653. [Google Scholar] [CrossRef]
- Lee, J.-H.; Loya, P.E.; Lou, J.; Thomas, E.L. Dynamic mechanical behavior of multilayer graphene via supersonic projectile penetration. Science 2014, 346, 1092–1096. [Google Scholar] [CrossRef]
- Lee, J.H.; Veysset, D.; Singer, J.P. High strain rate deformation of layered nanocomposites. Nat. Commun. 2012, 3, 1–9. [Google Scholar] [CrossRef]
- Xie, W.; Alizadeh-Dehkharghani, A.; Chen, Q. Dynamics and extreme plasticity of metallic microparticles in supersonic collisions. Sci. Rep. 2017, 7, 1–9. [Google Scholar] [CrossRef] [PubMed]
- Lin, E.; Chen, Q.; Ozdemir, O.C. Effects of interface bonding on the residual stresses in cold-sprayed Al-6061: A numerical investigation (Report). J. Therm. Spray Technol. 2019, 28, 472–483. [Google Scholar] [CrossRef]
- Yin, S.; Meyer, M.; Li, W.; Liao, H.; Lupoi, R. Gas flow, particle acceleration, and heat transfer in cold Spray: A review. J. Therm. Spray Technol. 2016, 25, 874–896. [Google Scholar] [CrossRef]
- Bouthier, L.-V.; Hachem, E. Analysis and comparisons of various models in cold spray simulations: Towards high fidelity simulations. arXiv 2020, arXiv:2008.07835. [Google Scholar]
- Alhulaifi, A. Numerical and Experimental Characterization of the Cold Spray Process. For Spraying Nano Particle Powders; South Dakota School of Mines and Technology: Rapid City, SD, USA, 2011; p. 187. [Google Scholar]
- Faizan-Ur-Rab, M.; Zahiri, S.; Masood, S.H.; Jahedi, M.; Nagarajah, R. Development of 3D multicomponent model for cold spray process using nitrogen and air. Coatings 2015, 5, 688–708. [Google Scholar]
- Samareh, B.; Dolatabadi, A. A three-dimensional analysis of the cold spray process: The effects of substrate location and shape. J. Therm. Spray Technol. 2007, 16, 634–642. [Google Scholar] [CrossRef]
- Ozdemir, O.C.; Widener, C.A. Influence of Powder Injection Parameters in High-Pressure Cold Spray. J. Therm. Spray Technol. 2017, 26, 1411–1422. [Google Scholar] [CrossRef]
- Liebersbach, P.; Foelsche, A.; Champagne, V.K.; Siopis, M.; Nardi, A.; Schmidt, D.P. CFD simulations of feeder tube pressure oscillations and prediction of clogging in cold spray nozzles. J. Therm. Spray Technol. 2020, 29, 400–412. [Google Scholar] [CrossRef]
- Pattison, J.; Celotto, S.; Khan, A.; O’Neill, W. Standoff distance and bow shock phenomena in the cold spray process. Surf. Coat. Technol. 2007, 202, 1443–1454. [Google Scholar] [CrossRef]
- Kiselev, S.; Kiselev, V.; Zaikovskii, V. Effect of gas flow swirling on coating deposition by the cold gas-dynamic spray method. J. Appl. Mech. Tech. Phys. 2012, 53, 207–217. [Google Scholar] [CrossRef]
- Ozdemir, O.; Chen, Q.; Muftu, S.; Champagne, V.J. Modeling the continuous heat generation in the cold spray coating process. J. Therm. Spray Technol. 2018, 28, 108–123. [Google Scholar] [CrossRef]
- Ozdemir, O.C. On the optimization and design of high pressure cold spray. In Mechanical Engineering Department; South Dakota School of Mines and Technology: Rapid City, SD, USA, 2017; p. 276. [Google Scholar]
- USDOD. Powders for Cold Spray Deposition. In Materials Deposition, Cold Spray; U.S. DOD, U.S. Army Research Laboratory: Aberdeen Proving Ground, MD, USA, 2018. [Google Scholar]
- Settles, G.S. Schlieren and Shadowgraph Techniques: Visualizing Phenomena in Transparent Media; Springer-Verlag Berlin Heidelberg: New York, NY, USA, 2001. [Google Scholar]
- Kaiser, S.; Salazar, V.; Hoops, A. Schlieren measurements in the round cylinder of an optically accessible internal combustion engine. Appl. Opt. 2013, 52, 10. [Google Scholar] [CrossRef]
- Bird, R.B.; Stewart, W.E.; Lightfoot, E.N. Transport. Phenomena, 2nd ed.; John Wiley and Sons, Inc.: New York, NY, USA, 2002. [Google Scholar]
- Anderson, J.D.J. Computational FLUID DYNAMICS: The Basics with Applications; McGraw-Hill Inc.: New York, NY, USA, 1995. [Google Scholar]
- Spotlight on Turbulence: STAR-CCM+ v11.06. 2016. Available online: https://steve.cd-adapco.com/articles/en_US/FAQ/Spotlight-on-Turbulence (accessed on 4 July 2017).
- Schiller, L.; Naumann, A. Uber die grundlegenden Berechnungen bei der Schwerkraftaufbereitung. Vdi Zeits 1933, 77, 318–320. [Google Scholar]
- Haider, A.; Levenspiel, O. Drag coefficient and terminal velocity of spherical and nonspherical particles. Powder Technol. 1989, 58, 63–70. [Google Scholar] [CrossRef]
- Tran-Cong, S.; Gay, M.; Michaelides, E.E. Drag coefficients of irregularly shaped particles. Powder Technol. 2004, 139, 21–32. [Google Scholar] [CrossRef]
- Blay Esteban, L. Dynamics of non-Spherical Particles in Turbulence; Springer: Berlin/Heidelberg, Germany, 2020. [Google Scholar]
- Cruz-Matiaz, I.; Ayala, D. Orientation, Sphericity and Roundness Evaluation of Particles Using Alternative 3D Representations; Universitat Politecnica de Catalunya: Barcelona, Spain, 2013. [Google Scholar]
- Ranz, W.E.; Marshall, W.R.J. Evaporation from Drops. Chem. Eng. Prog. 1952, 48, 141–146. [Google Scholar]
- Ranz, W.E.; Marshall, W.R.J. Evaporation from Drops: Part 2. Chem. Eng. Prog. 1952, 48, 173–180. [Google Scholar]
- Cengel, Y.A.; Cimbala, J.M. Fluid Mechanics: Fundamentals and Applications; McGraw Hill: New York, NY, USA, 2014. [Google Scholar]
- Peterson, H. The Properties of Helium: Density, Specific Heats, Viscosity, and Thermal Conductivity at Pressures from 1 to 100 bar and from Room Temperature to about 1800 K; Riso, D.A.E., Ed.; Danish Atomic Energy Commission: Copenhagen, Denmark, 1970; pp. 1–42.
- Martin, S.; Williams, J.R. Multiphase Flow Research; Nova Science Publishers, Inc.: Hauppauge, NY, USA, 2009. [Google Scholar]
- Rader, D. Momentum slip correction factor for small particles in nine common gases. J. Aerosol Sci. 1989, 21, 161–168. [Google Scholar] [CrossRef]
- Allen, M.D.; Raabe, O.G. Slip correction measurements of spherical solid aerosol particles in an improved millikan apparatus. Aerosol Sci. Technol. 1985, 4, 269–286. [Google Scholar] [CrossRef]
- STAR-CCM+ Release Notes v11.06. 2016. Available online: https://steve.cd-adapco.com/ (accessed on 4 July 2017).
- Birt, A.M.; Champagne, V.K., Jr.; Sisson, R.D., Jr.; Apelian, D. Microstructural analysis of Ti-6Al-4V powder for cold gas dynamic spray applications. Adv. Powder Technol. 2015, 26, 1335–1347. [Google Scholar] [CrossRef]
- Champagne, V., Jr.; Kaplowitz, D.; Champagne, V.K., III. Dissimilar metal joining and structural repair of ZE41A-T5 cast magnesium by the cold spray (CS) process. Mater. Manuf. Process. 2018, 33, 130–139. [Google Scholar] [CrossRef]
- Champagne, V.; Helfritch, D. Critical Assessment 11: Structural repairs by cold spray. Mater. Sci. Technol. 2015, 31, 627–634. [Google Scholar] [CrossRef]
- Bagherifard, S.; Monti, S.; Zuccoli, M.V.; Riccio, M.; Kondas, J.; Guagliano, M. Cold Spray deposition for additive manufacturing of freeform structural components compared to selective laser melting. Mater. Sci. Eng. A 2018, 721, 339–350. [Google Scholar] [CrossRef]
- Duguid, A. Materials & properties for additive cold spray. In Proceedings of the Cold Spray Action Team Meeting, Worcester, MA, USA, 25 June 2019. [Google Scholar]
- Lin, E.; Nault, I.; Champagne, V.K.; Nardi, A.; Müftü, S. Analysis of interface fracture of cold-sprayed coatings due to thermal cycling. J. Therm. Spray Technol. 2019, 29. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Case Identification | Al6061-N2 | Al6061-He | Cu-Air |
|---|---|---|---|
| Cold Spray System | VRC Metal Systems Gen III | VRC Metal Systems Gen III | SPEE3D LightSPEE3D |
| Nozzle | NZZL 0071 | NZZL 0071 | Standard |
| Powder | Valimet AM6061 Powder Modified per MIL-DTL-32495A [44] | Valimet AM6061 Powder Modified per MIL-DTL-32495A [44] | Praxair Cu-159-3 |
| Gas Pressure (bar) | 65 | 35 | 30 |
| Gas Temperature (°C) | 425 | 400 | 500 |
| Standoff Distance (mm) | 25 | 25 | 24 |
| Powder Feed Rate (g/min) | 4.1 | 4.1 | 20 g/min |
| Case Identification | Cold Spray System | Nozzle | Powder | Gas Pressure (bar) | Gas Temperature (°C) | Powder Feed Rate (g/min) |
|---|---|---|---|---|---|---|
| Cu-N2-1 | VRC Gen III | NZZL 0058 | Praxair Cu-159-3 | 40 | 252 | 10.7 |
| Cu-N2-2 | VRC Gen III | NZZL 0058 | Praxair Cu-159-3 | 50 | 368 | 10.7 |
| Cu-N2-3 | VRC Gen III | NZZL 0058 | Praxair Cu-159-3 | 60 | 484 | 10.7 |
| Cu-N2-4 | VRC Gen III | NZZL 0058 | Praxair Cu-159-3 | 65 | 600 | 10.7 |
| Cu-N2-3-1:6 | VRC Gen III | NZZL 0058 | Praxair Cu-159-3 | 60 | 484 | 10.7 |
| Case Identification | Al6061-N2 | Al6061-He | Cu-Air |
|---|---|---|---|
| Hot Inlet Pressure (bar) | 65 | 35 | 30 |
| Hot Inlet Temperature (K) | 688 | 673 | 773 |
| Hot Inlet Mass Flow Rate (kg/s) | 2.19 × 10−2 | 4.91 × 10−3 | 1.37 × 10−2 |
| Cold Inlet Pressure (bar) | 65 | 35 | 30 |
| Cold Inlet Temperature (K) | 300 | 300 | 300 |
| Cold Inlet Mass Flow Rate (kg/s) | 2.35 × 10−3 | 4.00 × 10−4 | 7.06 × 10−4 |
| Powder Feed Rate (g/min) | 4.1 | 4.1 | 20 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Özdemir, O.Ç.; Conahan, J.M.; Müftü, S. Particle Velocimetry, CFD, and the Role of Particle Sphericity in Cold Spray. Coatings 2020, 10, 1254. https://doi.org/10.3390/coatings10121254
Özdemir OÇ, Conahan JM, Müftü S. Particle Velocimetry, CFD, and the Role of Particle Sphericity in Cold Spray. Coatings. 2020; 10(12):1254. https://doi.org/10.3390/coatings10121254
Chicago/Turabian StyleÖzdemir, Ozan Çağatay, Joseph Mitchell Conahan, and Sinan Müftü. 2020. "Particle Velocimetry, CFD, and the Role of Particle Sphericity in Cold Spray" Coatings 10, no. 12: 1254. https://doi.org/10.3390/coatings10121254
APA StyleÖzdemir, O. Ç., Conahan, J. M., & Müftü, S. (2020). Particle Velocimetry, CFD, and the Role of Particle Sphericity in Cold Spray. Coatings, 10(12), 1254. https://doi.org/10.3390/coatings10121254