Effect of WC-Ni Powder Composition and Preparation on Cold Spray Performance


Abstract
1. Introduction
2. Materials and Methods
2.1. Powder
2.2. Powder Characterization
2.2.1. Particle Size Distribution
2.2.2. Density
2.2.3. Flowability
2.2.4. Impact
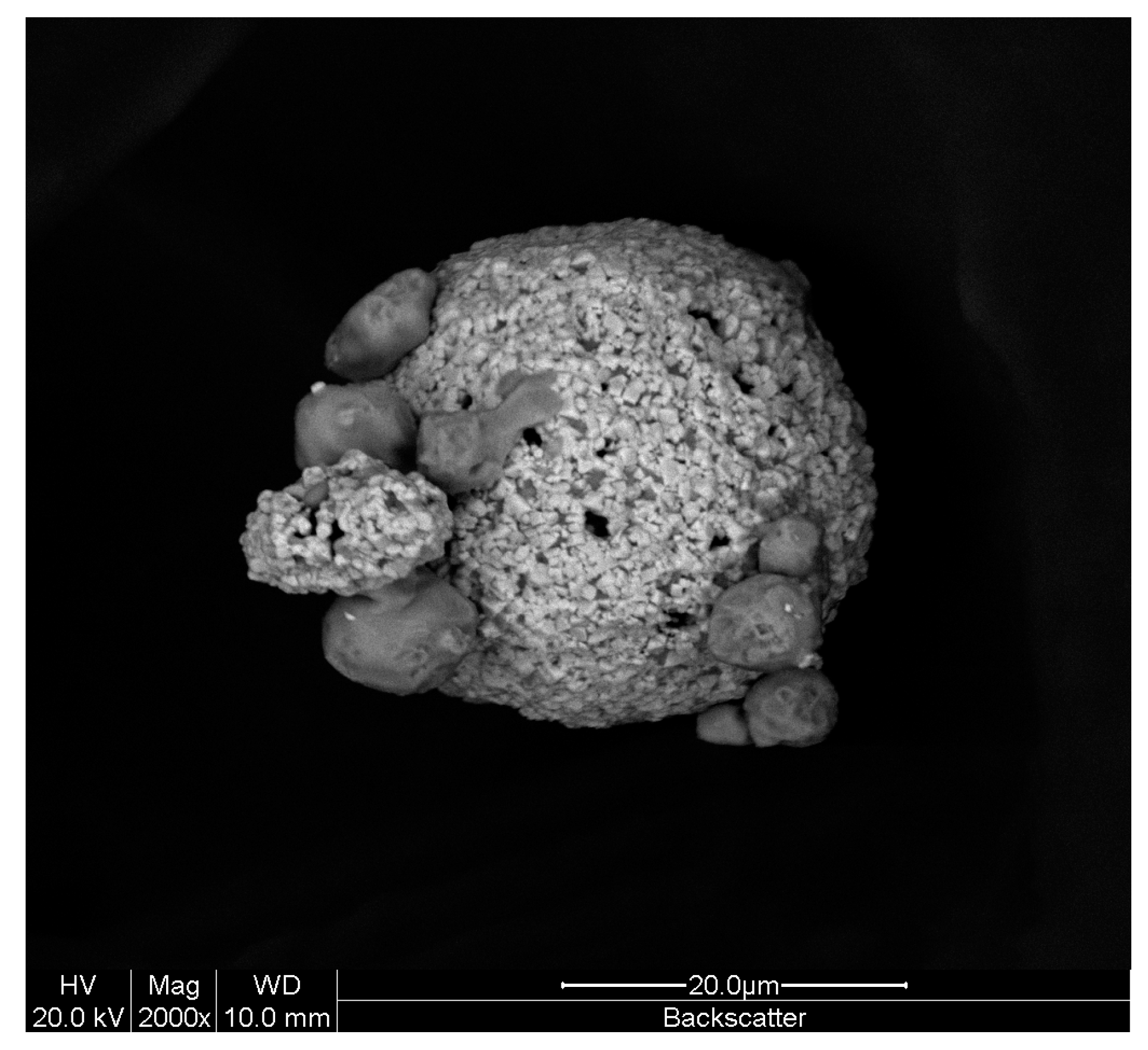
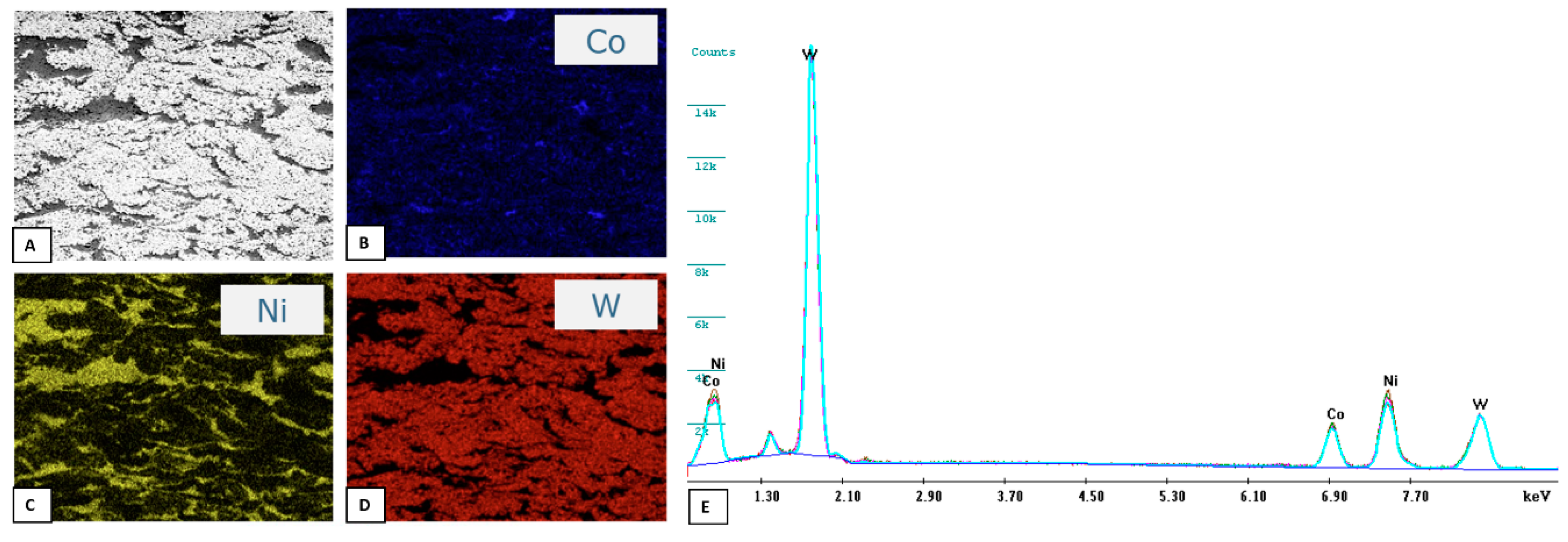
2.2.5. Electron Microscopy
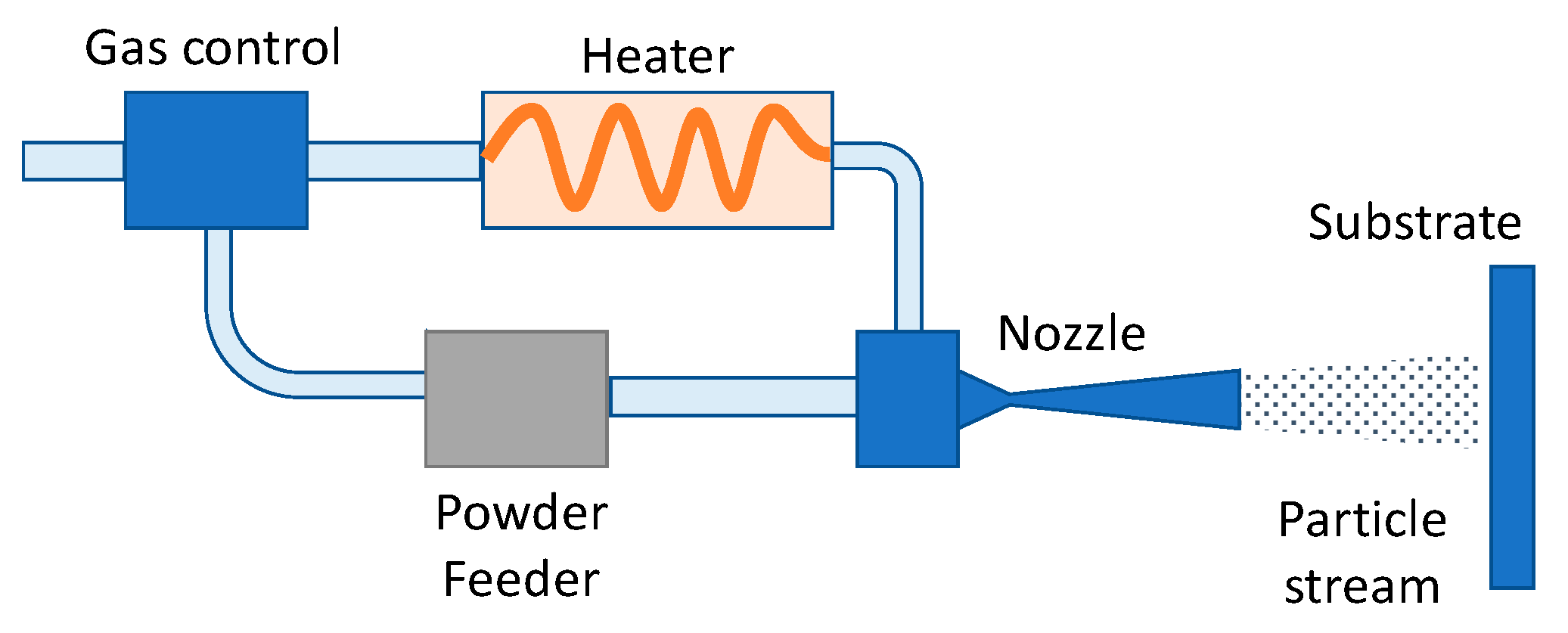
2.3. Cold Spray Consolidation
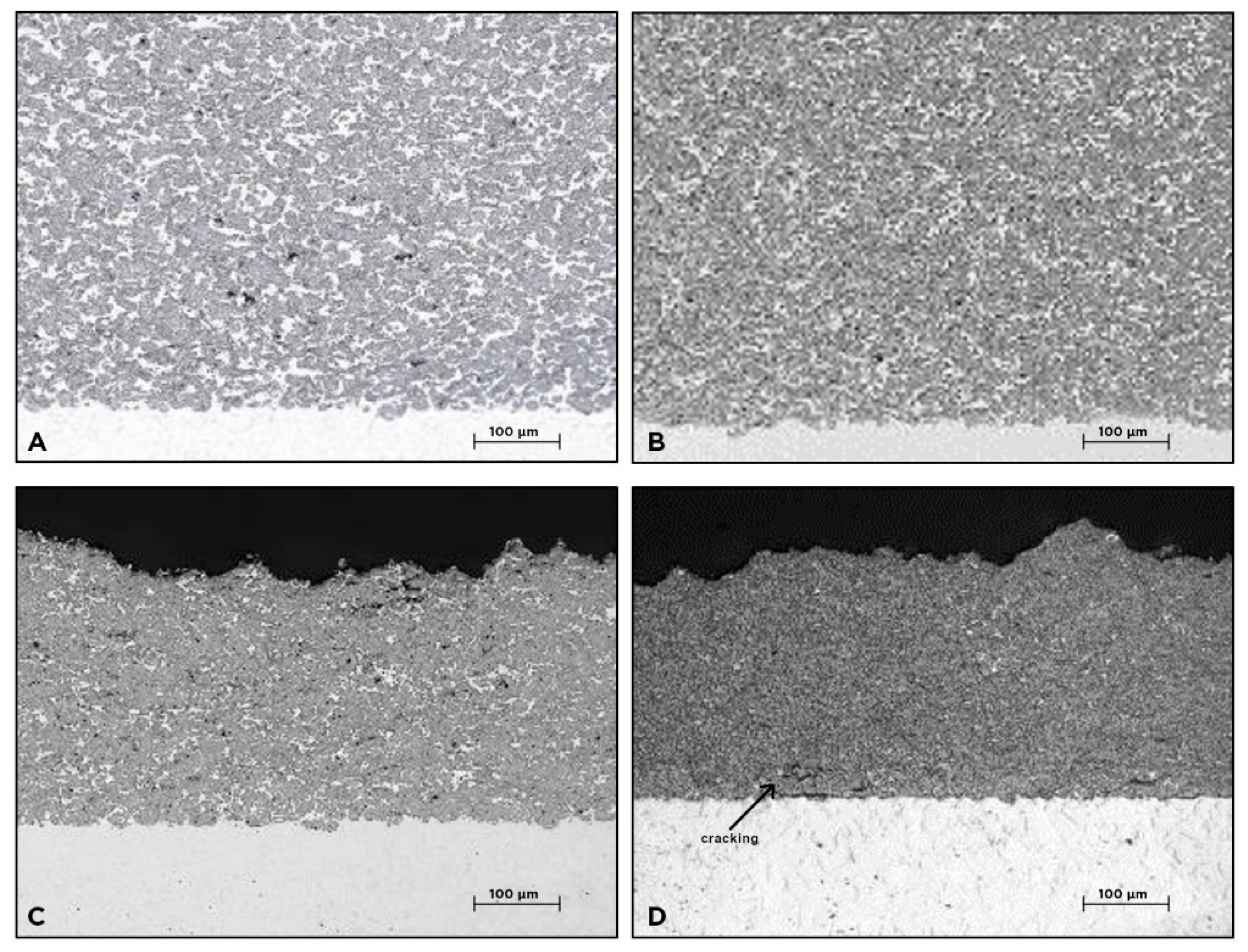
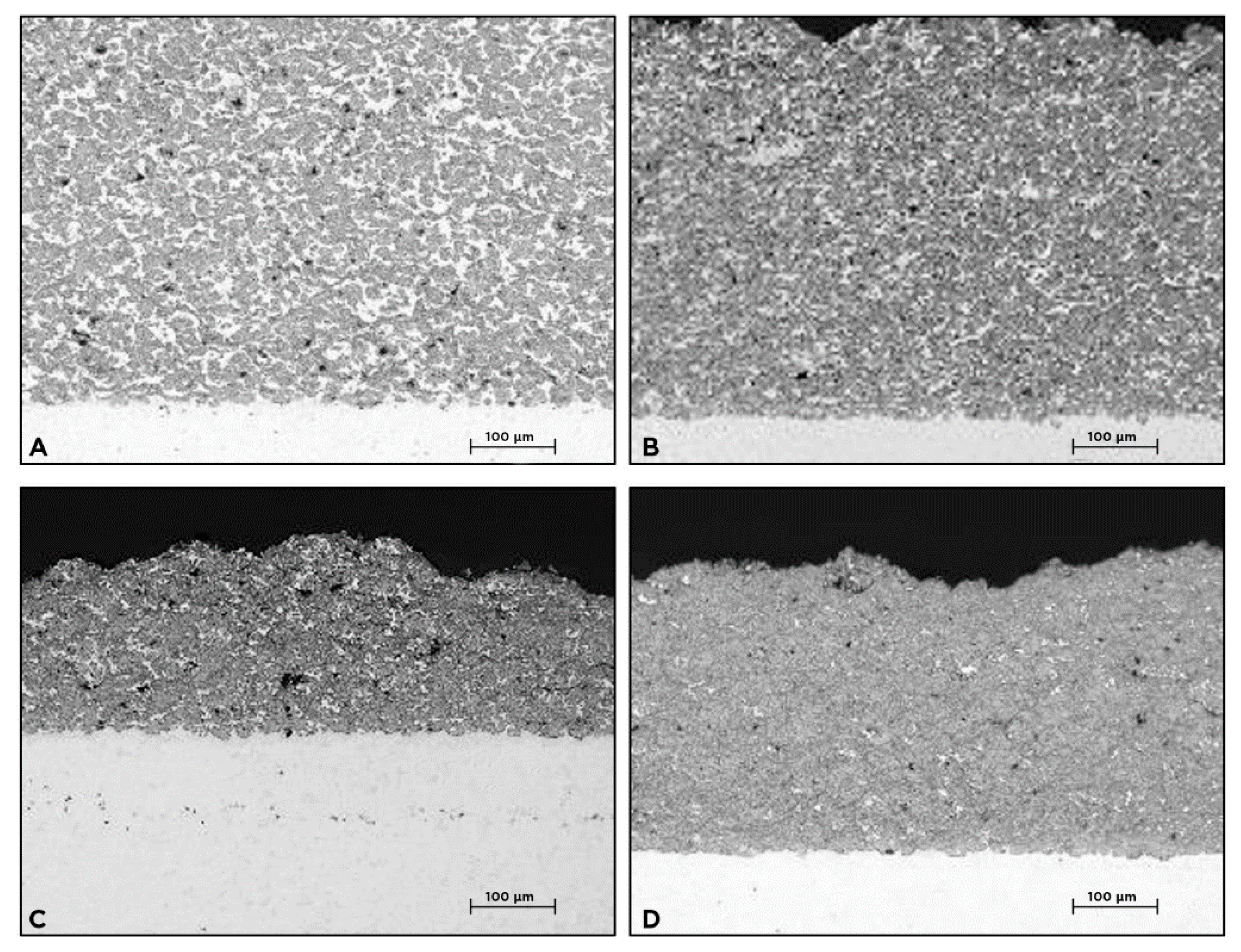
2.4. Deposit Evaluation
3. Results and Discussion
3.1. Powder Characterization
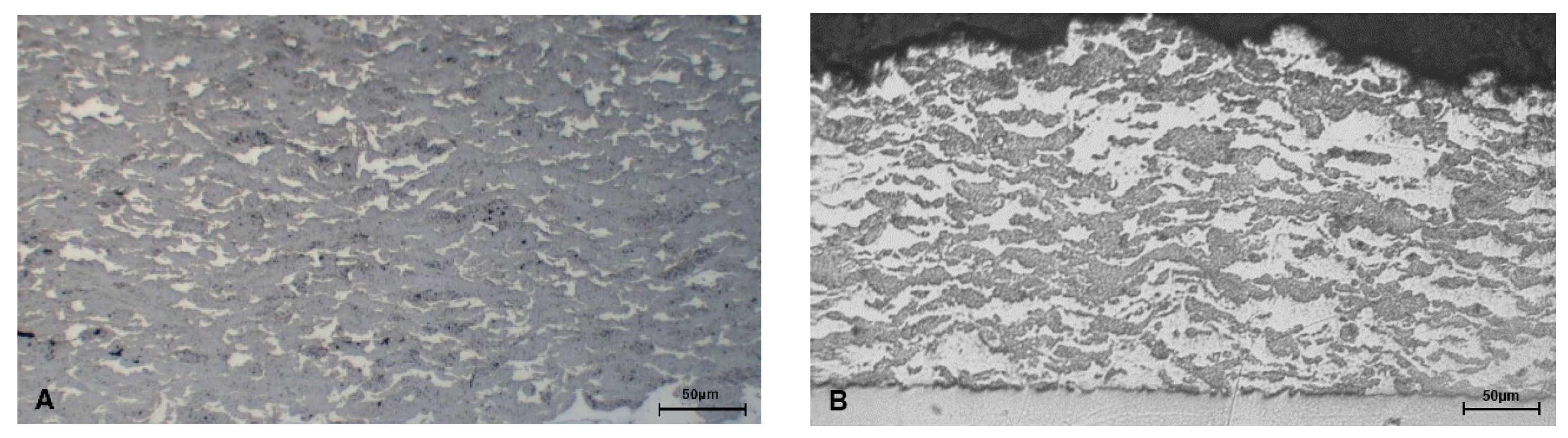
3.2. Cold Spray Evaluation
3.2.1. Compositional Impact Assessment
3.2.2. Geometric Configuration Assessment
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Vencl, A.; Gligorijević, B.; Katavić, B.; Nedić, B.; Džunić, D. Abrasive Wear resistance of the iron-and WC-based hardfaced coatings evaluated with scratch test method. Tribol. Ind. 2013. Available online: www.tribology.fink.rs (accessed on 21 October 2020).
- Monga, A.; Gumber, S.; Grover, H. Study of abrasion wear and factors affecting wear rate. Int. J. Adv. Res. Sci. Eng. 2018, 7, 113–120. [Google Scholar]
- Kato, K.; Adachi, K. 7.1 Wear mechanisms. In Modern Tribology Handbook; CRC Press: Boca Raton, FL, USA, 2001; pp. 273–300. [Google Scholar]
- Rohatgi, P.K.; Tabandeh-Khorshid, M.; Omrani, E.; Lovell, M.R.; Menezes, P.L. Tribology of metal matrix composites. In Tribology for Scientists and Engineers: From Basics to Advanced Concept; Springer: New York, NY, USA, 2013; pp. 233–268. ISBN 9781461419457. [Google Scholar]
- He, X.; Ngo, D.; Kim, S. Mechanochemical Reactions of Adsorbates at Tribological Interfaces: Tribopolymerizations of Allyl Alcohol Coadsorbed with Water on Silicon Oxide. Langmuir 2019, 35, 15451–15458. [Google Scholar] [CrossRef] [PubMed]
- Yamagata, H. The piston ring. Sci. Technol. Mater. Automot. Engines 2005, 1, 87–109. [Google Scholar] [CrossRef]
- Fedrizzi, L.; Rossi, S.; Bellei, F.; Deflorian, F. Wear–corrosion mechanism of hard chromium coatings. Wear 2002, 253, 1173–1181. [Google Scholar] [CrossRef]
- Widener, C.A.; Ozdemir, O.C.; Carter, M. Structural repair using cold spray technology for enhanced sustainability of high value assets. Procedia Manuf. 2018, 21, 361–368. [Google Scholar] [CrossRef]
- Astanin, V.K.; Pukhov, E.V.; Stekolnikov, Y.A.; Emtsev, V.V.; Golikova, O.A. Hardening parts by chrome plating in manufacture and repair. IOP Conf. Ser. Mater. Sci. Eng. 2018, 327, 032008. [Google Scholar] [CrossRef]
- Czerwinski, F. Thermochemical treatment of metals. In Heat Treatment—Conventional and Novel Applications; IntechOpen: London, UK, 2012; pp. 73–112. [Google Scholar]
- Shanker, A.K.; Venkateswarlu, B. Chromium: Environmental pollution, health effects and mode of action. In Encyclopedia of Environmental Health; Elsevier BV: Amsterdam, The Netherlands, 2011; pp. 650–659. [Google Scholar]
- Juhani, K.; Pirso, J.; Viljus, M.; Letunovitš, S. Impact wear of chromium carbide based cermets. Mat. Sci. 2008, 14, 341–344. [Google Scholar]
- Zikin, A.; Hussainova, I.; Katsich, C.; Badisch, E.; Tomastik, C. Advanced chromium carbide-based hardfacings. Surf. Coat. Technol. 2012, 206, 4270–4278. [Google Scholar] [CrossRef]
- Fernandez, R.; Jodoin, B. Effect of particle morphology on cold spray deposition of chromium carbide-nickel chromium cermet powders. J. Therm. Spray Technol. 2017, 26, 1356–1380. [Google Scholar] [CrossRef]
- Sidik, M.H.I.; Amir, N.; Kamal, S. Wear mechanism of wear resistant HVOF thermal spray coating: Chromium carbide nickel chrome on 304 AISI steel. MATEC Web Conf. 2018, 225, 06017. [Google Scholar] [CrossRef][Green Version]
- Castro, R.; Cavaler, L.; Marques, F.; Bristot, V.; Rocha, A. Comparative of the tribological performance of hydraulic cylinders coated by the process of thermal spray hvof and hard Chrome Plating. Trib. Ind. 2014, 36, 79–89. [Google Scholar]
- Sahraoui, T.; Fenineche, N.-E.; Montavon, G.; Coddet, C. Alternative to chromium: Characteristics and wear behavior of HVOF coatings for gas turbine shafts repair (heavy-duty). J. Mater. Process. Technol. 2004, 152, 43–55. [Google Scholar] [CrossRef]
- Champagne, V.; Nardi, A.; Nault, I. Cold Spray Coatings for Cr and Ni Plating Replacement. Final Report to SERDP, Approved for Public Release. 2019. Available online: https://www.serdp-estcp.org/content/download/50651/497809/file/WP-2607%20Final%20Report.pdf (accessed on 13 November 2020).
- Li, C.-J.; Li, W. Deposition characteristics of titanium coating in cold spraying. Surf. Coat. Technol. 2003, 167, 278–283. [Google Scholar] [CrossRef]
- Gavras, A.G.; Lados, D.A.; Champagne, V.K.; Warren, R.J.; Singh, D. Small fatigue crack growth mechanisms and interfacial stability in cold-spray 6061 aluminum alloys and coatings. Met. Mater. Trans. A 2018, 49, 6509–6520. [Google Scholar] [CrossRef]
- Sova, A.; Kosarev, V.F.; Papyrin, A.; Smurov, I. Effect of ceramic particle velocity on cold spray deposition of metal-ceramic coatings. J. Therm. Spray Technol. 2010, 20, 285–291. [Google Scholar] [CrossRef]
- Cizek, J.; Vilémová, M.; Lukáč, F.; Koller, M.; Kondás, J.; Singh, R. Cold sprayed tungsten armor for tokamak first wall. Coatings 2019, 9, 836. [Google Scholar] [CrossRef]
- Bailly, O.; Laguionie, T.; Bianchi, L.; Vardelle, M.; Vardelle, A. Residual Stress Measurements in Cold Sprayed Tantalum Coatings. In Proceedings of the International Thermal Spray Conference and Exposition (ITSC), Houston, TX, USA, 21–24 May 2012; pp. 21–24. [Google Scholar]
- Koivuluoto, H.; Coleman, A.; Murray, K.; Kearns, M.; Vuoristo, P. High pressure cold sprayed (HPCS) and low pressure cold sprayed (LPCS) coatings prepared from OFHC Cu feedstock: Overview from powder characteristics to coating properties. J. Therm. Spray Technol. 2012, 21, 1065–1075. [Google Scholar] [CrossRef]
- Anupam, A.; Kumar, S.; Chavan, N.M.; Murty, B.S.; Kottada, R.S. First report on cold-sprayed AlCoCrFeNi high-entropy alloy and its isothermal oxidation. J. Mater. Res. 2019, 34, 796–806. [Google Scholar] [CrossRef]
- Champagne, V.; Helfritch, D. Critical Assessment 11: Structural repairs by cold spray. Mater. Sci. Technol. 2014, 31, 627–634. [Google Scholar] [CrossRef]
- Kang, S.H.; Park, D.H.; Choi, B.K.; Noh, S.; Kim, T.K. Spray of mechanically alloyed F/M-ODS steel powder. In Proceedings of the Korean Nuclear Society Spring Meeting, Jeju, Korea, 11–13 May 2016; pp. 1–2. [Google Scholar]
- Moridi, A.; Hassani-Gangaraj, S.M.; Guagliano, M.; Dao, M. Cold spray coating: Review of material systems and future perspectives. Surf. Eng. 2014, 30, 369–395. [Google Scholar] [CrossRef]
- Pathak, S.; Saha, G.C. Development of sustainable cold spray coatings and 3D additive manufacturing components for repair/manufacturing applications: A critical review. Coatings 2017, 7, 122. [Google Scholar] [CrossRef]
- Lioma, D.; Sacks, N.; Botef, I. Cold gas dynamic spraying of WC–Ni cemented carbide coatings. Int. J. Refract. Met. Hard Mater. 2015, 49, 365–373. [Google Scholar] [CrossRef]
- Nunthavarawong, P.; Sacks, N.; Botef, I. Effect of powder feed rate on the mechanical properties of WC-5 wt.% Ni coatings deposited using low pressure cold spray. Int. J. Refract. Met. Hard Mater. 2016, 61, 230–237. [Google Scholar] [CrossRef]
- Melendez, N.; Narulkar, V.; Fisher, G.; McDonald, A.G. Effect of reinforcing particles on the wear rate of low-pressure cold-sprayed WC-based MMC coatings. Wear 2013, 306, 185–195. [Google Scholar] [CrossRef]
- Alidokht, S.; Manimunda, P.; Vo, P.; Yue, S.; Chromik, R. Cold spray deposition of a Ni–WC composite coating and its dry sliding wear behavior. Surf. Coat. Technol. 2016, 308, 424–434. [Google Scholar] [CrossRef]
- Melendez, N.; McDonald, A.G. Development of WC-based metal matrix composite coatings using low-pressure cold gas dynamic spraying. Surf. Coat. Technol. 2013, 214, 101–109. [Google Scholar] [CrossRef]
- ISO 13322-1. Particle Size Analysis—Image Analysis Methods—Part 1: Static Image Analysis Methods; International Organization for Standards: Geneva, Switzerland, 2019; Available online: www.iso.org (accessed on 11 November 2020).
- ASTM B964-16. Standard Test Methods for Flow Rate of Metal Powders Using the Carney Funnel; ASTM International: West Conshohocken, PA, USA, 2016; Available online: www.astm.org (accessed on 11 November 2020).








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Powder Type | Condition | Nickel (wt.%) | Soft/Hard Phase Configuration—Schematic | Soft/Hard Phase Configuration—SEM | Description |
|---|---|---|---|---|---|
| Decorated | β-trial | 18 |  |  | Finer, soft phase bonded to the surface of the larger, hard phase |
| Decorated | β-trial | 24 | |||
| Decorated | β-trial | 30 | |||
| Decorated | β-trial | 36 | |||
| Decorated | Standard | 18 | |||
| Blended | Custom | 18 |  |  | Blended hard and soft phase, no adhesion |
| Powder Manufacturing Method | Condition | Nickel (wt.%) | d10 (µm) | d50 (µm) | d90 (µm) |
|---|---|---|---|---|---|
| Decorated | Standard | 18 | 15.9 | 27.3 | 51.1 |
| Decorated | β-trial | 18 | 16.5 | 25.1 | 47.9 |
| Decorated | β-trial | 24 | 16.8 | 27.0 | 63.5 |
| Decorated | β-trial | 30 | 17.8 | 30.8 | 74.5 |
| Decorated | β-trial | 36 | 19.4 | 37.0 | 79.7 |
| Blended | Custom | 18 | 12.0 | 20.0 | 30.7 |
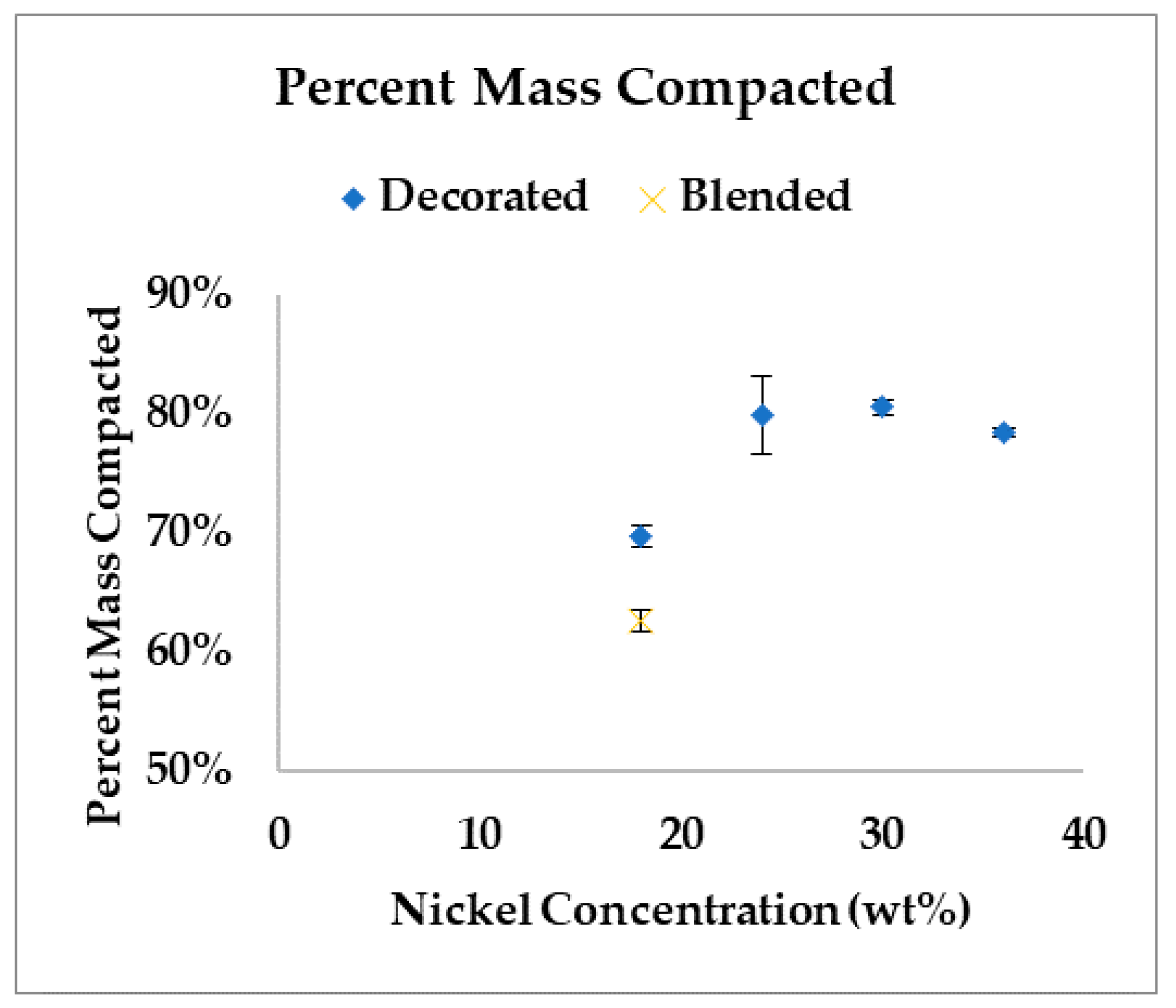
| Powder Manufacturing Method | Condition | Nickel (wt.%) | Carney Flow Rate (g/s) | Bulk Density (g/mL) | Tapped Density (g/mL) | Hausner Ratio | Percent Mass Compacted (%) |
|---|---|---|---|---|---|---|---|
| Decorated | Standard | 18 | 12.5 | 3.33 | 4.13 | 1.24 | 67.0 |
| Decorated | β-trial | 18 | 19 | 4.23 | 5.25 | 1.24 | 69.7 |
| Decorated | β-trial | 24 | 17 | 4.39 | 5.68 | 1.29 | 79.9 |
| Decorated | β-trial | 30 | 13.8 | 3.68 | 4.74 | 1.29 | 80.5 |
| Decorated | β-trial | 36 | 15.8 | 3.71 | 4.8 | 1.29 | 78.5 |
| Blended | Custom | 18 | 15.4 | 4.85 | 5.55 | 1.15 | 62.6 |
| Characteristic | Nozzle | 36 wt.% Ni | 30 wt.% Ni | 24 wt.% Ni | 18 wt.% Ni |
|---|---|---|---|---|---|
| Average Hardness (Vickers) | VRC NZZL0082 (1.47 mm × 2.41 mm × 73.15 mm) | 539 HV | 511 HV | 559 HV | 727 HV |
| VRC Mini-ID nozzle (1.57 mm × 2.24 mm × 19.05 mm) | 417 HV | 456 HV | 456 HV | 517 HV | |
| Deposition Efficiency | VRC NZZL0082 (1.47 mm × 2.41 mm × 73.15 mm) | 43% | 35% | 26% | 26% |
| VRC Mini-ID nozzle (1.57 mm × 2.24 mm × 19.05 mm) | 35% | 29% | 21% | 29% |
| Property | Decorated 18Ni–10Co–72WC | Blended 18% Ni + WC–Co |
|---|---|---|
| Average Hardness (Vickers) | 789 HV | 428 HV |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Heelan, J.; Langan, S.M.; Walde, C.; Nardi, A.; Siopis, M.; Barth, R.; Landry, T.; Birt, A. Effect of WC-Ni Powder Composition and Preparation on Cold Spray Performance. Coatings 2020, 10, 1196. https://doi.org/10.3390/coatings10121196
Heelan J, Langan SM, Walde C, Nardi A, Siopis M, Barth R, Landry T, Birt A. Effect of WC-Ni Powder Composition and Preparation on Cold Spray Performance. Coatings. 2020; 10(12):1196. https://doi.org/10.3390/coatings10121196
Chicago/Turabian StyleHeelan, Joseph, Sean M. Langan, Caitlin Walde, Aaron Nardi, Matthew Siopis, Robert Barth, Timothy Landry, and Aaron Birt. 2020. "Effect of WC-Ni Powder Composition and Preparation on Cold Spray Performance" Coatings 10, no. 12: 1196. https://doi.org/10.3390/coatings10121196
APA StyleHeelan, J., Langan, S. M., Walde, C., Nardi, A., Siopis, M., Barth, R., Landry, T., & Birt, A. (2020). Effect of WC-Ni Powder Composition and Preparation on Cold Spray Performance. Coatings, 10(12), 1196. https://doi.org/10.3390/coatings10121196