The Effects of Transition Metal Oxides (Me = Ti, Zr, Nb, and Ta) on the Mechanical Properties and Interfaces of B4C Ceramics Fabricated via Pressureless Sintering


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials and Preparation
2.2. Experiments and Characterization
3. Results and Discussion
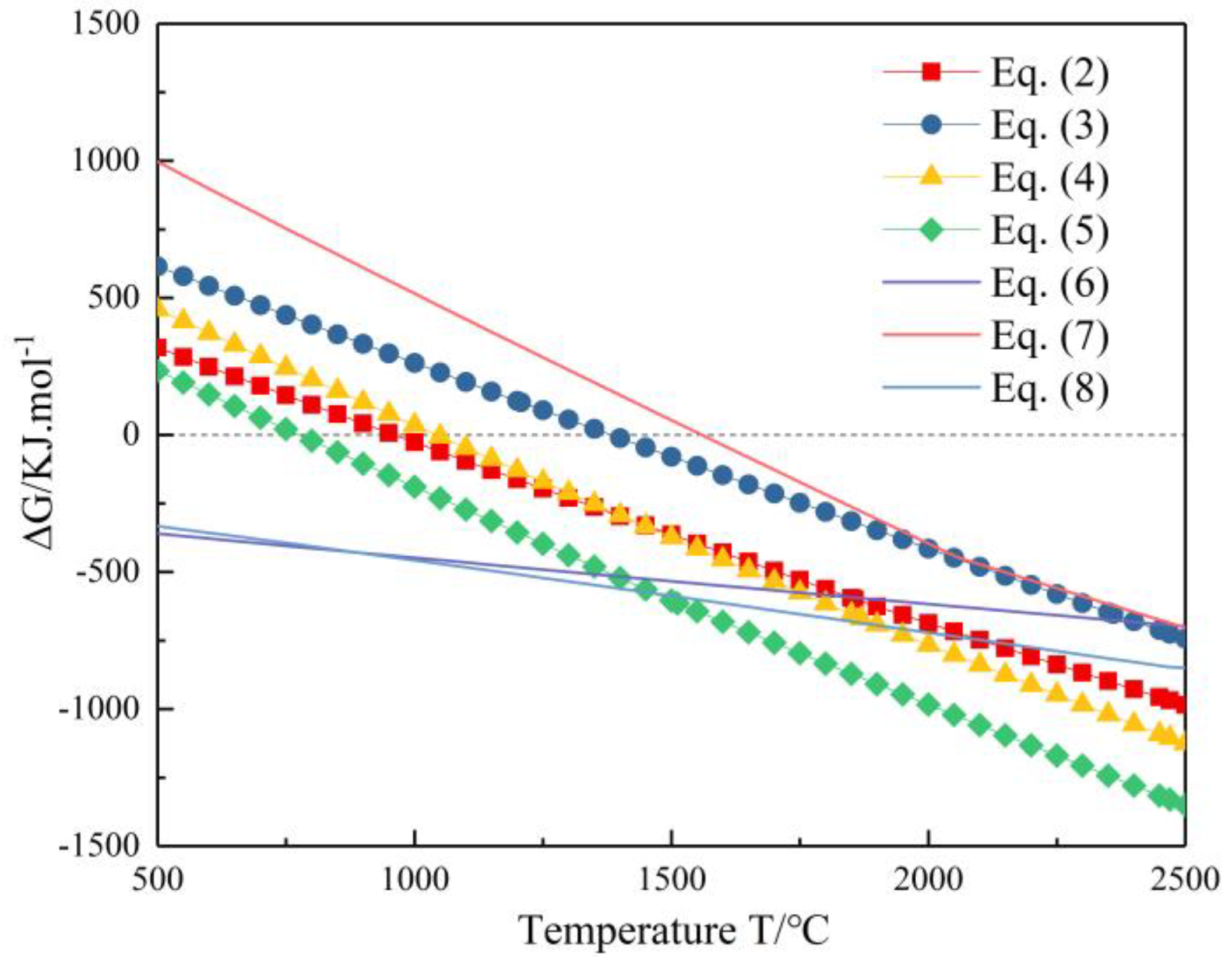
3.1. Thermodynamic Calculations
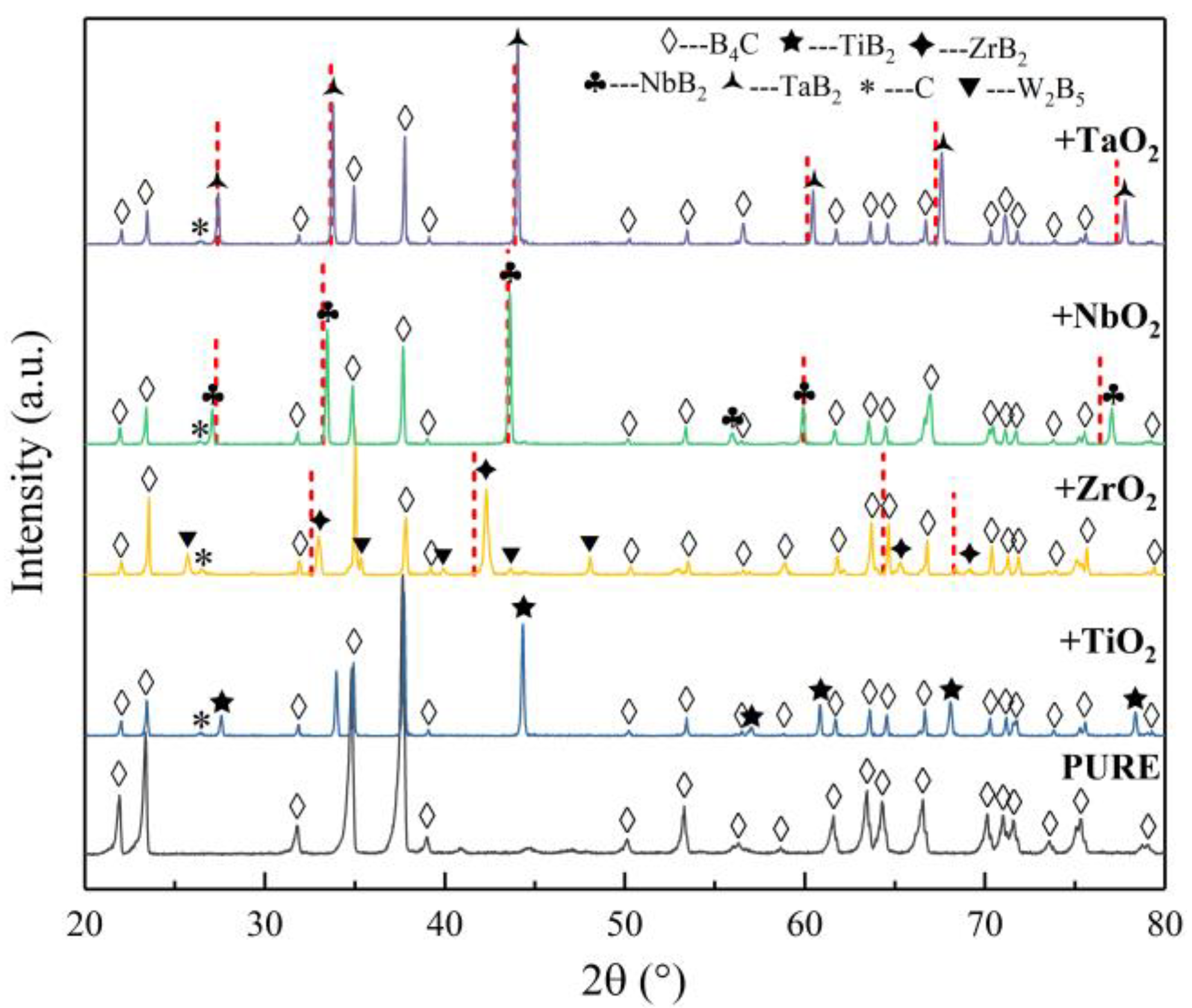
3.2. Phase Analysis
3.3. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Vas, N.; Lazzari, R.; Besson, J.M.; Baroni, S.; Corso, A.D. Atomic structure and vibrational properties of icosahedral α-boron and B4C boron carbide. Comp. Mater. Sci. 2000, 17, 127–132. [Google Scholar]
- Zorzi, J.E.; Perottoni, C.A.; Jornada, J.A.H.D. Hardness and wear resistance of B4C ceramics prepared with several additives. Mater. Lett. 2005, 59, 2932–2935. [Google Scholar] [CrossRef]
- Hayun, S.; Weizmann, A.; Dariel, M.P. Microstructural evolution during the infiltration of boron carbide with molten silicon. J. Eur. Ceram. Soc. 2010, 30, 1007–1014. [Google Scholar] [CrossRef]
- With, G.D. High temperature fracture of boron carbide: Experiments and simple theoretical models. J. Mater. Sci. 1984, 19, 457–466. [Google Scholar] [CrossRef]
- Bejarano, G.G.; Caicedo, J.C.; Prieto, P.; Balogh, A.G. Cutting tool performance enhancement by using a B4C/BCN/C-BN multilayer system. Phys. Status Solidi C 2007, 4, 4282–4287. [Google Scholar] [CrossRef]
- Sun, J.L.; Liu, C.X.; Liu, J.X. Effect of Grain Size on Erosion Wear of B4C/TiC/Al2O3 Ceramic Nozzles. Appl. Mech. Mater. 2015, 740, 32–35. [Google Scholar] [CrossRef]
- Guo, T.; Wang, C.; Dong, L.M.; Liang, T.X. Preparation and Properties of B4C/Graphite Neutron Absorption Ball. Key Eng. Mater. 2014, 602, 248–251. [Google Scholar] [CrossRef]
- Kumar, S.; Sairam, K.; Sonber, J.K.; Murthy, T.S.R.C.; Reddy, V.; Nageswara, G.V.S.; Srinivasa, T. Hot-pressing of MoSi2 reinforced B4C composites. Ceram. Int. 2014, 40, 16099–16105. [Google Scholar] [CrossRef]
- Radev, D.; Avramova, I.; Kovacheva, D.; Gautam, D.; Radev, I. Synthesis of Boron Carbide by Reactive-Pulsed Electric Current Sintering in the Presence of Tungsten Boride. Int. J. Appl. Ceram. Tec. 2016, 13, 997–1007. [Google Scholar] [CrossRef]
- Huang, S.; Kim, V.; Jozef, V. In-situ synthesis and densification of B4C-(Zr, Ti)B2 composites by pulsed electric current sintering. J. Chinese Ceram. Soc. 2014, 1, 113–121. [Google Scholar]
- He, R.; Jing, L.; Qu, Z.; Zhou, Z.; Ai, S.; Kai, W. Effects of ZrB2 contents on the mechanical properties and thermal shock resistance of B4C-ZrB2 ceramics. Mater. Design 2015, 71, 56–61. [Google Scholar] [CrossRef]
- Zou, J.; Huang, S.G.; Vanmeensel, K.; Zhang, G.J.; Vleugels, J.; Vander-Biest, O. Spark Plasma Sintering of Superhard B4C-ZrB2 Ceramics by Carbide Boronizing. J. Am. Ceram. Soc. 2013, 96, 1055–1059. [Google Scholar] [CrossRef]
- Zhang, X.R.; Zhang, Z.X.; Wang, W.X.; Che, H.W.; Zhang, X.L.; Bai, Y.M.; Zhang, L.; Fu, Z.G. Densification behaviour and mechanical properties of B4C-SiC intergranular/intragranular nanocomposites fabricated through spark plasma sintering assisted by mechanochemistry. Ceram. Int. 2017, 43, 1904–1910. [Google Scholar] [CrossRef]
- You, Y.; Tan, D.W.; Guo, W.M.; Wu, S.H.; Lin, H.T.; Luo, Z. TaB2 powders synthesis by reduction of Ta2O5 with B4C. Ceram. Int. 2017, 43, 897–900. [Google Scholar] [CrossRef]
- Saeedi, H.M.; Baharvandi, H.R. Comparing the effects of different sintering methods for ceramics on the physical and mechanical properties of B4C-TiB2 nanocomposites. Int. J. Refract. Met. H 2015, 51, 224–232. [Google Scholar] [CrossRef]
- Zhang, X.R.; Zhang, Z.X.; Wang, W.M.; Zhang, X.L.; Fu, Z.Y. Preparation of B4C composites toughened by TiB2-SiC agglomerates. J. Eur. Ceram. Soc. 2017, 37, 865–869. [Google Scholar] [CrossRef]
- Husarova, I.O.; Potapov, O.M.; Solodkyi, I.V.; Bogomol, I.I. Production and Properties of B4C-TiB2 Composites with Isotropic Eutectic Microstructure. Powder Metall. Met. Ceram. 2018, 57, 209–214. [Google Scholar] [CrossRef]
- Wang, G.F.; Zhang, J.H.; Zhang, C.; Zhang, K.F. Densification and Mechanical Properties of B4C Based Composites Sintered by Reaction Hot-Pressing. Key Eng. Mater. 2010, 434, 24–27. [Google Scholar] [CrossRef]
- Tamari, N.; Kobayashi, H.; Tanaka, T.; Kondoh, I.; Kose, S. Mechanical Properties of B4C-SiC Whisker Composite Ceramics. J. Ceram. Soc. Jpn. 2010, 98, 1159–1163. [Google Scholar] [CrossRef][Green Version]
- Jiang, T.; Tian, C.C. Investigation of Microstructure and Thermal Shock Resistance of the B4C/BN Composites Fabricated by Hot-Pressing Process. Key Eng. Mater. 2012, 512, 748–752. [Google Scholar] [CrossRef]
- Yan, Z.; Liu, J.; Zhang, J.; Ma, T.; Li, Z.; Yan, Z.; Jie, L. Biomorphic silicon/silicon carbide ceramics from birch powder. Ceram. Int. 2011, 37, 725–730. [Google Scholar] [CrossRef]
- Neuman, E.W.; Hilmas, G.E.; Fahrenholtz, W.G. Processing, microstructure, and mechanical properties of zirconium diboride-boron carbide ceramics. Ceram. Int. 2017, 43, 6942–6948. [Google Scholar] [CrossRef]
- Neuman, E.W.; Brown-Shaklee, H.J.; Hilmas, G.E.; Fahrenholtz, W.G. Titanium diboride-silicon carbide-boron carbide ceramics with super-high hardness and strength. J. Am. Ceram. Soc. 2017, 101, 497–501. [Google Scholar] [CrossRef]
- Liu, L.; Geng, G.; Jiang, Y.; Wang, Y.; Hai, W.; Sun, W.Z.; Chen, Y.H.; Wu, L. Microstructure and mechanical properties of tantalum carbide ceramics: Effects of Si3N4 as sintering aid. Ceram. Int. 2017, 43, 5136–5144. [Google Scholar] [CrossRef]
- Zhang, C.; Gupta, A.; Seal, S.; Boesl, B.; Agarwal, A. Solid solution synthesis of tantalum carbide-hafnium carbide by spark plasma sintering. J. Am. Ceram. Soc. 2017, 100, 1853–1862. [Google Scholar] [CrossRef]
- Zhang, W.; Yamashita, S.J.; Kita, H. Progress in pressureless sintering of boron carbide ceramics—A review. Adv. Appl. Ceram. 2019, 118, 222–239. [Google Scholar] [CrossRef]
- Gao, D.; Jing, J.; Yu, J.; Guo, X.; Zhang, Y.; Gong, H.; Zhang, Y. Graphene platelets enhanced pressureless sintered B4C ceramics. Roy. Soc. Open Sci. 2018, 5, 171837. [Google Scholar] [CrossRef]
- Moshtaghioun, B.M.; Diego, G.G.; Arturo, D.R. High-temperature plastic deformation of spark plasma sintered boron carbide-based composites: The case study of B4C-SiC with/without graphite (g). J. Eur. Ceram. Soc. 2016, 36, 1127–1134. [Google Scholar] [CrossRef]
- Ariza Galván, E.; Montealegre-Meléndez, I.; Arévalo, C.; Kitzmantel, M.; Neubauer, E. Ti/B4C Composites Prepared by In Situ Reaction Using Inductive Hot Pressing. Key Eng. Mater. 2017, 742, 121–128. [Google Scholar] [CrossRef]
- Sairam, K.; Vishwanadh, B.; Sonber, J.K.; Murthy, T.S.R.C.; Majumdar, S.; Mahata, T.; Basu, B. Competition between densification and microstructure development during spark plasma sintering of B4C-Eu2O3. J. Am. Ceram. Soc. 2017, 101, 2516–2526. [Google Scholar] [CrossRef]
- Perevislov, S.N.; Lysenkov, A.S.; Vikhman, S.V. Effect of Si additions on the microstructure and mechanical properties of hot-pressed B4C. Inorg. Mater. 2017, 53, 376–380. [Google Scholar] [CrossRef]
- Yue, X.Y.; Zhao, S.M.; Yu, L.; Ru, H.Q. Microstructures and Mechanical Properties of B4C-TiB2 Composite Prepared by Hot Pressure Sintering. Key Eng. Mater. 2010, 434, 50–53. [Google Scholar] [CrossRef]
- Uygun, B.; Göller, G.; Onüralp, Y.; Şahin, F.Ç. Production and Characterization of Boron Carbide-Titanium Diboride Ceramics by Spark Plasma Sintering Method. Adv. Sci. Technol. 2010, 63, 68–73. [Google Scholar] [CrossRef]
- Baharvandi, H.R.; Hadian, A.M.; Alizadeh, A. Processing and Mechanical Properties of Boron Carbide-Titanium Diboride Ceramic Matrix Composites. Appl. Compos. Mater. 2006, 13, 191–198. [Google Scholar] [CrossRef]
- Xu, C.; Cai, Y.; Lodström, K.; Li, F.Z.; Esmaeilzadeh, S.; Zhang, G.-J. Spark plasma sintering of B4C ceramics: The effects of milling medium and TiB2 addition. Int. J. Refract. Met. Hard Mater. 2012, 30, 39–144. [Google Scholar] [CrossRef]
- Dudina, D.V.; Hulbert, D.M.; Jiang, D.; Unuvar, C.; Cytron, S.J.; Mukherjee, A.K. In situ boron carbide-titanium diboride composites prepared by mechanical milling and subsequent spark plasma sintering. J. Mater. Sci. 2008, 43, 3569–3576. [Google Scholar] [CrossRef]
- Liu, A.D.; Qiao, Y.J.; Liu, Y.Y. Pressureless sintering and properties of boron carbide-titanium diboride composites by in situ reaction. Key Eng. Mater. 2013, 525, 321–324. [Google Scholar] [CrossRef]
- Demirskyi, D.; Sakka, Y.; Vasylkiv, O. High-Strength B4C-TaB2 Eutectic Composites Obtained via In Situ by Spark Plasma Sintering. J. Am. Ceram. Soc. 2016, 99, 2436–2441. [Google Scholar] [CrossRef]
- Liu, R.; Ru, H.Q.; Zhao, Y.; Tang, D. In situ synthesis of B4C ceramics toughened by ZrB2 particles. Chin. J. Mater. Res. 2006, 20, 611–616. [Google Scholar]
- Ho, C.J.; Tuan, W.H. Toughening and strengthening zirconia through the addition of a transient solid solution additive. J. Eur. Ceram. Soc. 2012, 32, 335–341. [Google Scholar] [CrossRef]
- Liu, G.Q.; Chen, S.X.; Zhao, Y.W.; Fu, Y.D.; Wang, Y.J. The effect of transition metal carbides MeC (Me = Ti, Zr, Nb, and W) on mechanical properties of B4C ceramics fabricated via pressureless sintering. Ceram. Int. 2020, 46, 27283–27291. [Google Scholar] [CrossRef]
- Awaji, H.; Choi, S.M.; Yagi, E. Mechanisms of toughening and strengthening in ceramic-based nanocomposites. Mech. Mater. 2002, 34, 411–422. [Google Scholar] [CrossRef]
- Vahldiek, F.W. Electrical resistivity, elastic modulus, and debye temperature of titanium diboride. J. Less Common Met. 1967, 12, 202–209. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Composition (wt.%) | Preparation Conditions | ||
|---|---|---|---|---|
| B4C | MeOx | Temperature (°C) | Time (h) | |
| B4C | 100 | - | 2250 | 1 |
| B4C + TiO2 | 95 | 5 | ||
| B4C + ZrO2 | 95 | 5 | ||
| B4C + Nb2O5 | 95 | 5 | ||
| B4C + Ta2O5 | 95 | 5 | ||
| No. | Sample Name | Relative Density (%) |
|---|---|---|
| 1 | B4C | 78.3 |
| 2 | B4C+5%TiO2 | 89.3 |
| 3 | B4C+5%ZrO2 | 93.2 |
| 4 | B4C+5%Nb2O5 | 93.8 |
| 5 | B4C+5%Ta2O5 | 94.0 |
| No. | Process Condition | Sample Name | Elastic Modulus (GPa) | Hardness (GPa) | |
|---|---|---|---|---|---|
| 1 | In this study | 2250 °C, 1 h | B4C | 209 | 12.4 ± 0.34 |
| 2 | B4C + 5%TiO2 | 411 | 19.2 ± 3.34 | ||
| 3 | B4C + 5%ZrO2 | 367 | 21.1 ± 0.98 | ||
| 4 | B4C + 5%Nb2O5 | 296 | 15.0 ± 2.27 | ||
| 5 | B4C + 5%Ta2O5 | 312 | 16.3 ± 1.02 | ||
| 6 | Xu et al. [35] | SPS, 1800 °C, 5 min, 50 MPa | B4C + 2.8%TiB2 | - | 17 |
| 7 | Dudina et al. [36] | SPS, 1700 °C, 2 min, 100 MPa | B4C + 23%Ti | - | 19.5 |
| 9 | Liu et al. [37] | 2150 °C, 1 h | B4C + 5%TiB2 | - | 17 |
| No. | Process Condition | Samples Composition | Flexural Strength (MPa) | Fracture Toughness (MPa·m1/2) | |
|---|---|---|---|---|---|
| 1 | In this study | 2250 °C, 1 h | B4C | 188 ± 4.38 | 1.98 ± 0.31 |
| 2 | B4C + 5%TiO2 | 336 ± 21.7 | 3.75 ± 0.30 | ||
| 3 | B4C + 5%ZrO2 | 367 ± 24.9 | 4.06 ± 0.16 | ||
| 4 | B4C + 5%Nb2O5 | 268 ± 15.3 | 5.56 ± 0.38 | ||
| 5 | B4C + 5%Ta2O5 | 313 ± 11.7 | 6.08 ± 0.08 | ||
| 6 | Wang et al. [18] | 1850 °C, 1 h, 30 MPa | B4C + 10%TiO2 | 260 | 3.3 |
| 7 | Demirskyi et al. [38] | SPS, 1800 °C, 1 min, 2350 °C, 1 min, 20 MPa | B4C + 33%TaB2 | 430 | 4.5 |
| 8 | Liu et al. [39] | 1600 °C, 1 h, 2060 °C, 0.5 h | B4C + 16%ZrB2 | 320 | 3.1 |
| 9 | Ho et al. [40] | 2150 °C, 1 h | B4C + 5%TiB2 | 260 | 2.6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, G.; Chen, S.; Zhao, Y.; Fu, Y.; Wang, Y. The Effects of Transition Metal Oxides (Me = Ti, Zr, Nb, and Ta) on the Mechanical Properties and Interfaces of B4C Ceramics Fabricated via Pressureless Sintering. Coatings 2020, 10, 1253. https://doi.org/10.3390/coatings10121253
Liu G, Chen S, Zhao Y, Fu Y, Wang Y. The Effects of Transition Metal Oxides (Me = Ti, Zr, Nb, and Ta) on the Mechanical Properties and Interfaces of B4C Ceramics Fabricated via Pressureless Sintering. Coatings. 2020; 10(12):1253. https://doi.org/10.3390/coatings10121253
Chicago/Turabian StyleLiu, Guanqi, Shixing Chen, Yanwei Zhao, Yudong Fu, and Yujin Wang. 2020. "The Effects of Transition Metal Oxides (Me = Ti, Zr, Nb, and Ta) on the Mechanical Properties and Interfaces of B4C Ceramics Fabricated via Pressureless Sintering" Coatings 10, no. 12: 1253. https://doi.org/10.3390/coatings10121253
APA StyleLiu, G., Chen, S., Zhao, Y., Fu, Y., & Wang, Y. (2020). The Effects of Transition Metal Oxides (Me = Ti, Zr, Nb, and Ta) on the Mechanical Properties and Interfaces of B4C Ceramics Fabricated via Pressureless Sintering. Coatings, 10(12), 1253. https://doi.org/10.3390/coatings10121253