The Property Characterization of α-Sialon/Ni Composites Synthesized by Spark Plasma Sintering


 , ,
, , 
Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
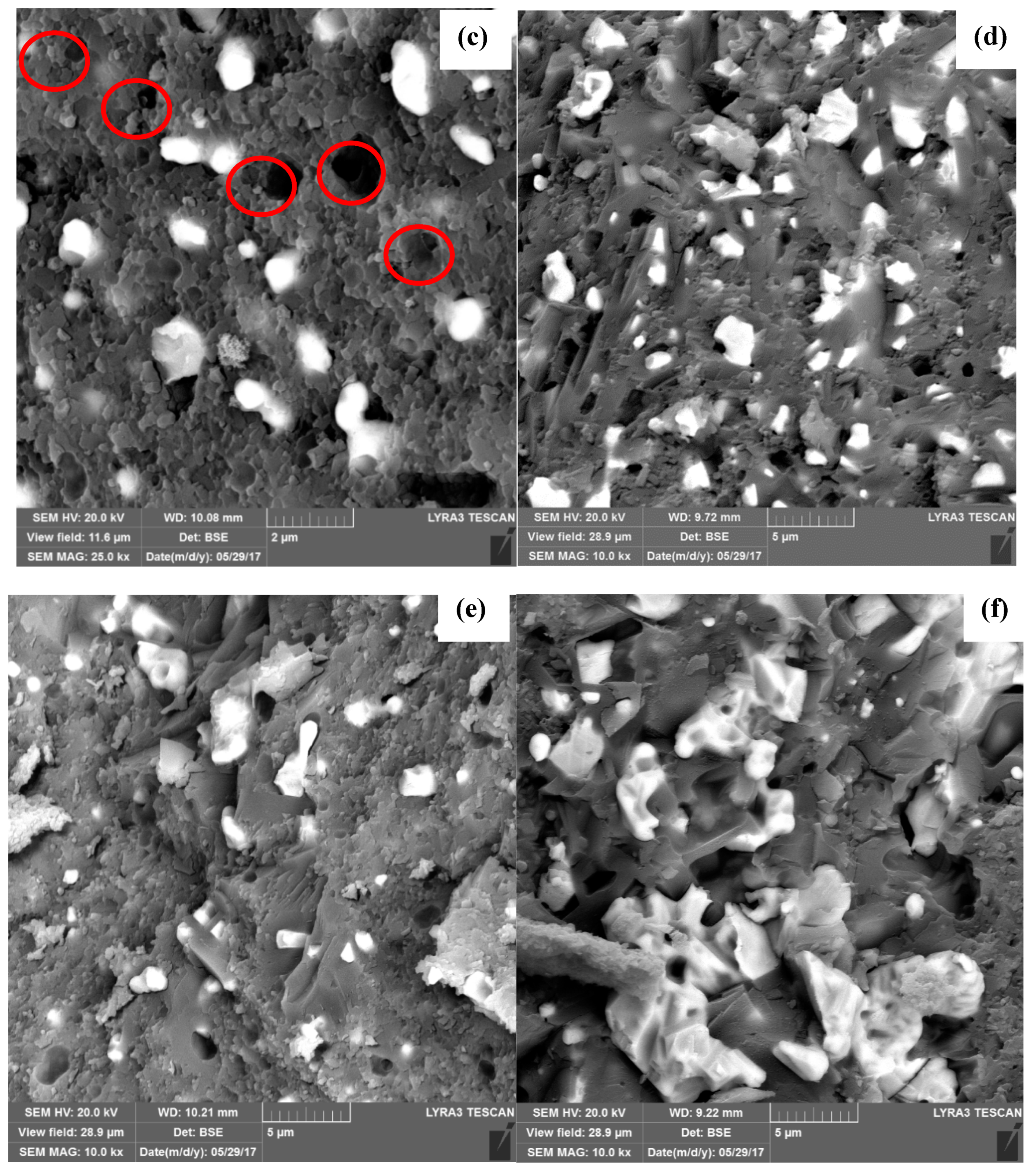
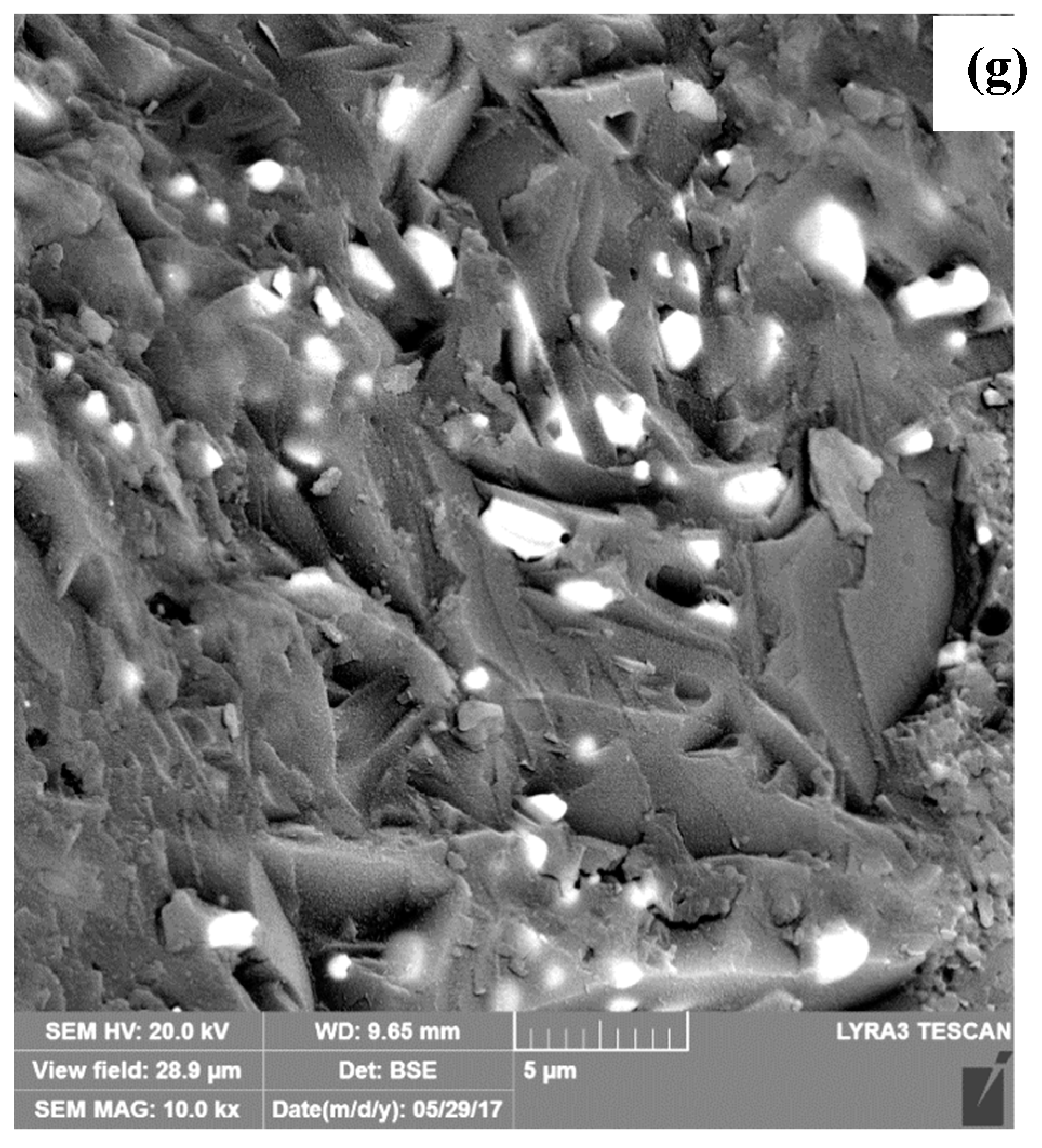
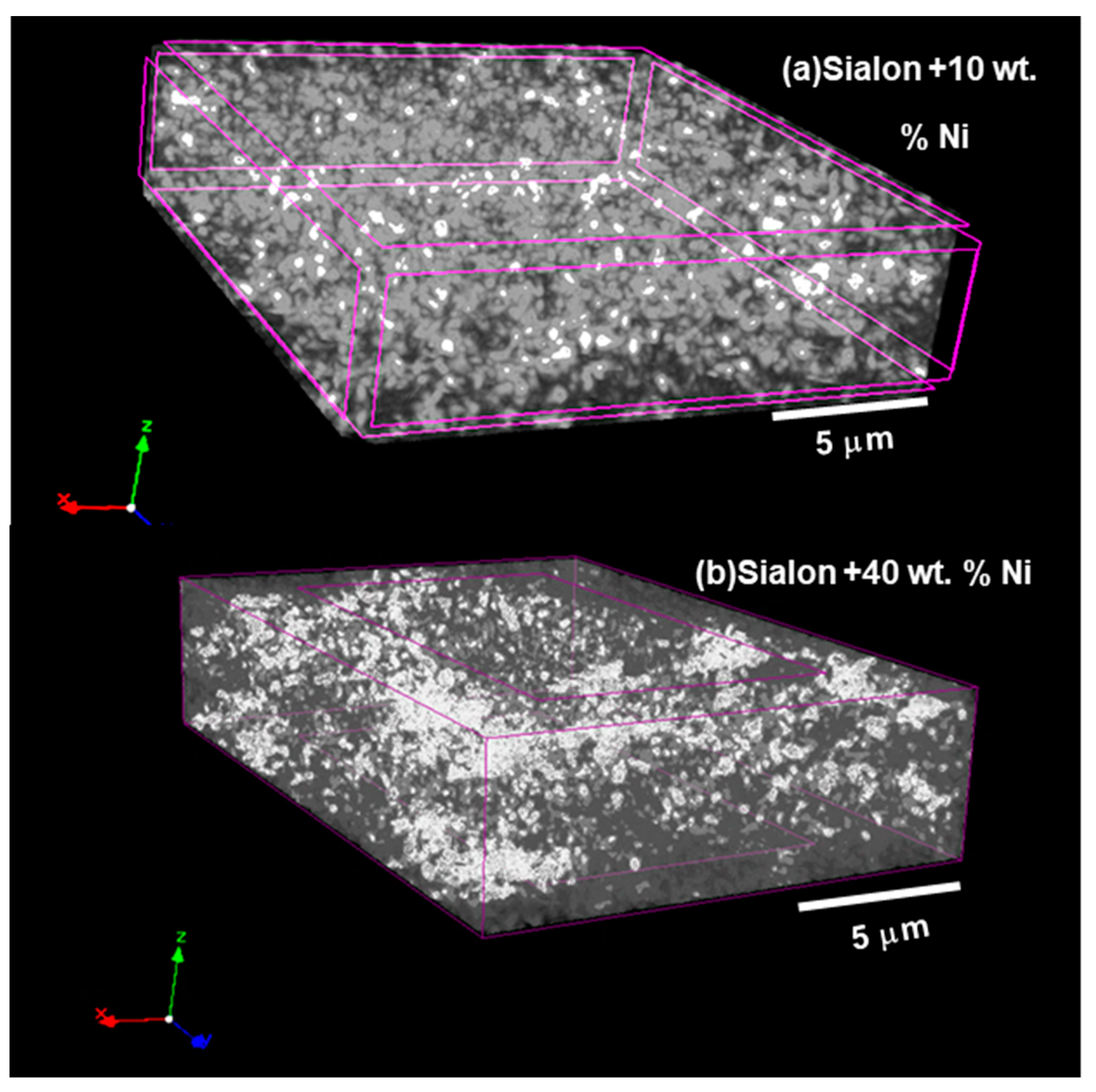
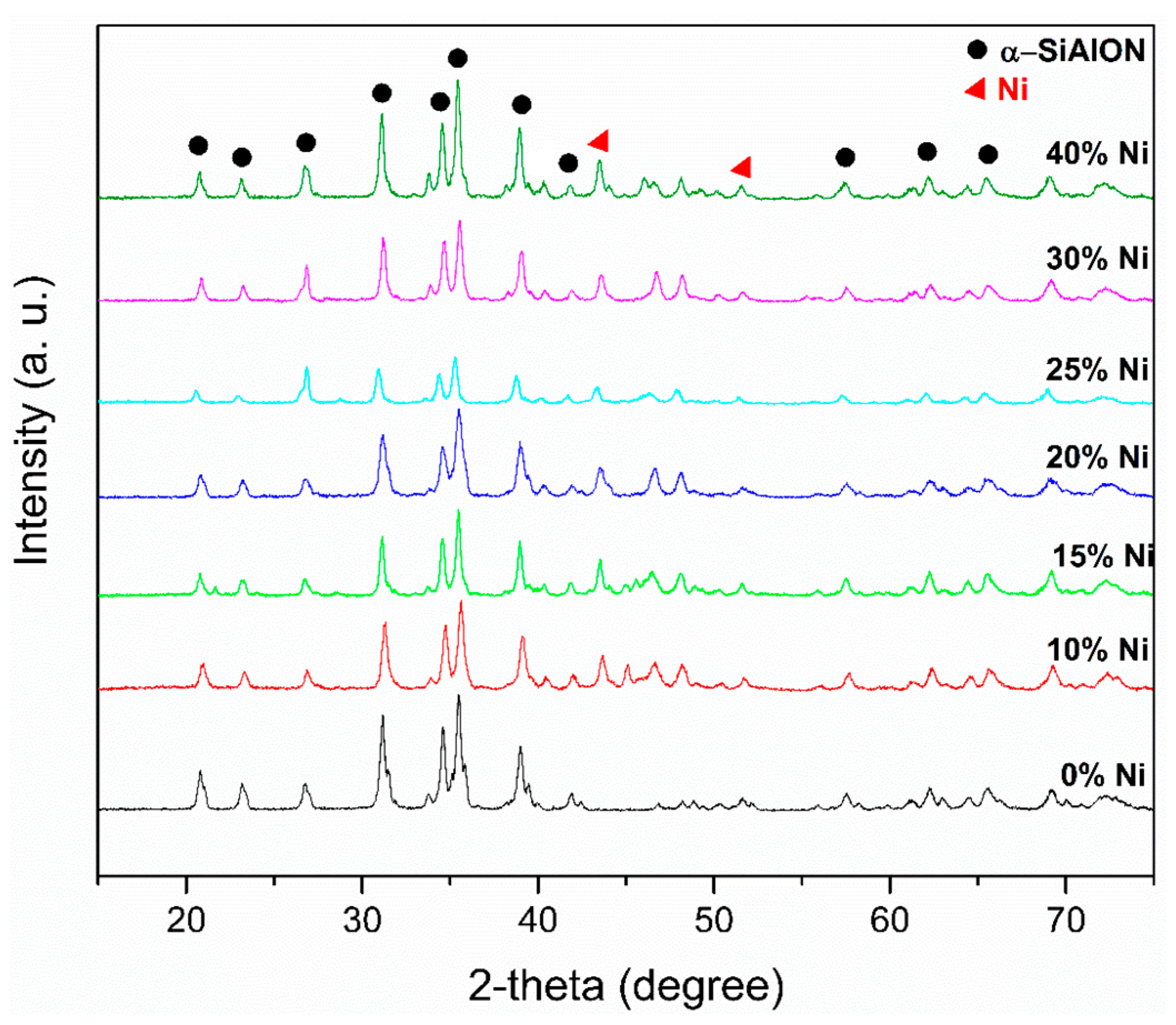
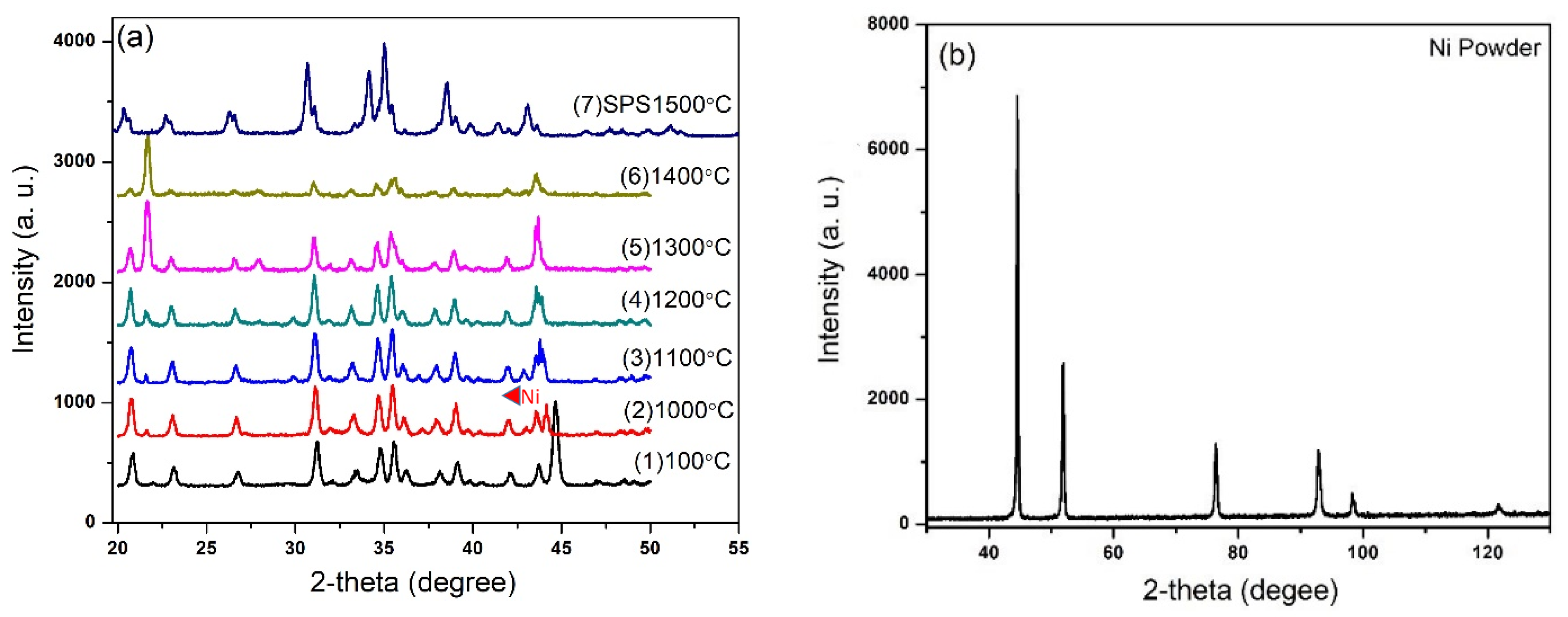
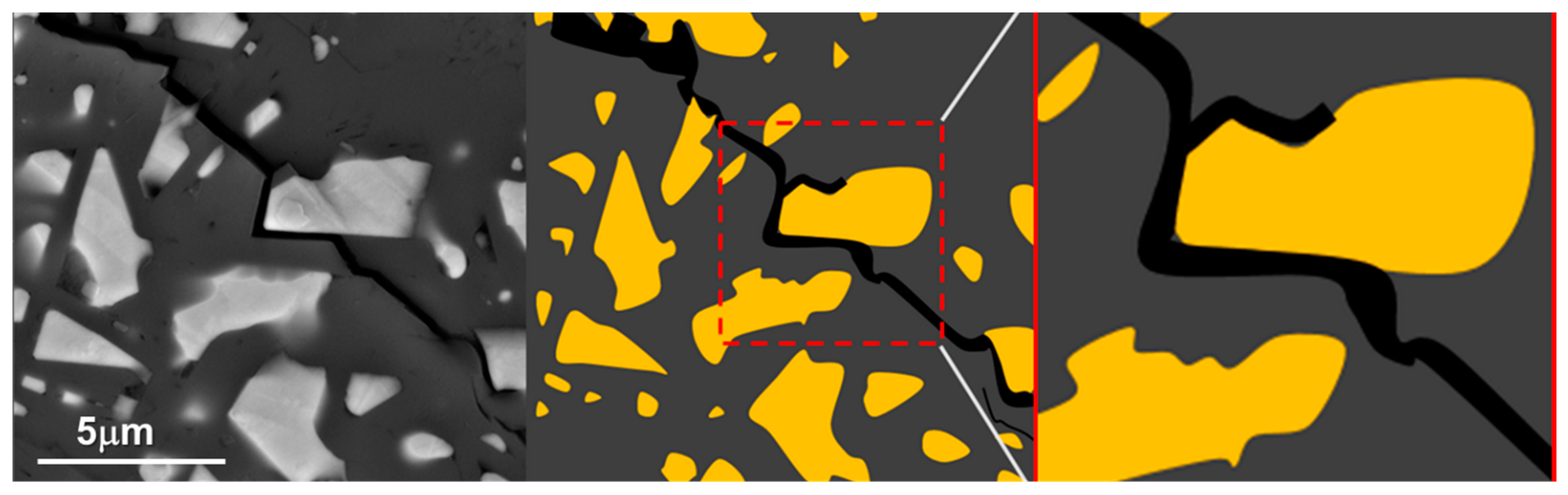
3.1. Microstructure and Phase Analysis
3.2. Densification, Thermal and Mechanical Properties
4. Conclusions
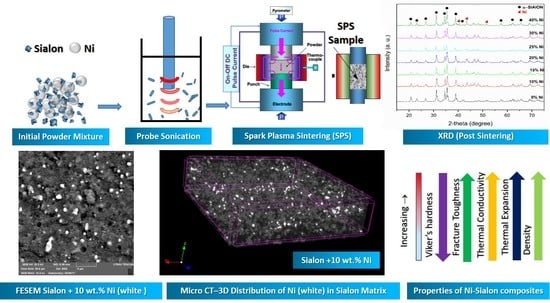
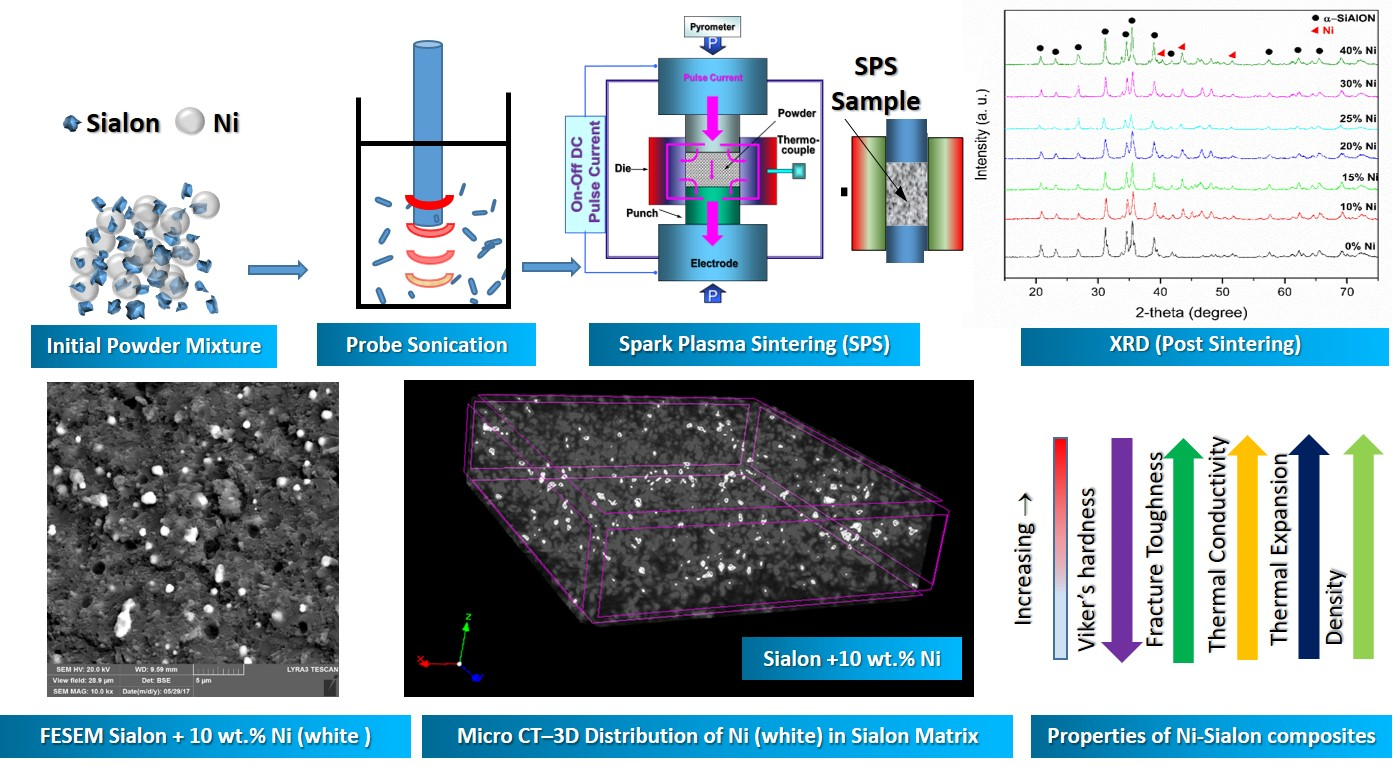
- α-sialon/nickel composites were synthesized by spark plasma sintering (SPS) using nanosized alpha sialon starting powder precursors and micron-sized nickel particles.
- Effect on different properties of Ni-sialon composites on addition of Ni was evaluated
- Thermal conductivity, thermal expansion, theoretical density, and fracture toughness increased with the addition of nickel
- Relative density and Vickers hardness decreased with the addition of nickel
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Jack, K.H. The Sialons. Mater. Res. Bull. 1978, 13, 1327–1333. [Google Scholar] [CrossRef]
- Campbell, P.; Laoui, T.; Celis, J.P.; Van Der Biest, O. The influence of intergranular phases on the tribological performance of sialons. Mater. Sci. Eng. A 1996, 207, 72–86. [Google Scholar] [CrossRef]
- Oyama, Y.; Kamigaito, O. Solid Solubility of Some Oxides in Si3N4. Jpn. J. Appl. Phys. 1971, 10, 1637. [Google Scholar] [CrossRef]
- Jack, K.H.; Wilson, W.I. Ceramics based on the Si-Al-O-N and Related Systems. Nature 1972, 238, 28. [Google Scholar] [CrossRef]
- Cao, G.Z.; Metselaar, R. α’-Sialon ceramics: A review. Chem. Mater. 1991, 3, 242–252. [Google Scholar] [CrossRef]
- Chatfield, C.; Ekstrom, T.; Mikus, M. Microstructural investigation of alpha-beta yttrium sialon materials. J. Mater. Sci. 1986, 21, 2297–2307. [Google Scholar] [CrossRef]
- Mandal, H.; Kara, F.; Kara, A.; Turan, S. Doped Alpha-Beta Sialon Ceramics. U.S. Patent 7,064,095, 20 June 2006. [Google Scholar]
- Dong, S.; Jiang, D.; Tan, S.; Guo, J. Hot isostatic pressing and post-hot isostatic pressing of SiC-β-sialon composites. Mater. Lett. 1996, 29, 259–263. [Google Scholar] [CrossRef]
- Chen, I.W.; Rosenflanz, A. A tough SIAION ceramic based on α-Si3N4 with a whisker-like microstructure. Nature 1997, 389, 701–704. [Google Scholar] [CrossRef]
- Shin, I.H.; Kim, D.J. Growth of elongated grains in α-SiAlON ceramics. Mater. Lett. 2001, 47, 329–333. [Google Scholar] [CrossRef]
- Santos, C.; Strecker, K.; Ribeiro, S.; De Souza, J.V.C.; Silva, O.M.M.; Da Silva, C.R.M. α-SiAlON ceramics with elongated grain morphology using an alternative sintering additive. Mater. Lett. 2004, 58, 1792–1796. [Google Scholar] [CrossRef]
- Garrett, J.C.; Sigalas, I.; Herrmann, M.; Olivier, E.J.; O’Connell, J.H. cBN reinforced Y-α-SiAlON composites. J. Eur. Ceram. Soc. 2013, 33, 2191–2198. [Google Scholar] [CrossRef]
- Garrett, J.C.; Sigalas, I.; Wolfrum, A.K.; Herrmann, M. Effect of cubic boron nitride grain size in the reinforcing of α-Sialon ceramics sintered via SPS. J. Eur. Ceram. Soc. 2015, 35, 451–462. [Google Scholar] [CrossRef]
- Ahmed, B.A.; Hakeem, A.S.; Laoui, T.; Al Malki, M.; Ehsan, M.A.; Ali, S. Low-temperature spark plasma sintering of calcium stabilized alpha sialon using nano-size aluminum nitride precursor. Int. J. Refract. Met. Hard Mater. 2018, 71, 301–306. [Google Scholar] [CrossRef]
- Khan, R.M.A.; Ahmed, B.A.; Al Malki, M.M.; Hakeem, A.S.; Laoui, T. Synthesis of hard and tough calcium stabilized α-sialon/SiC ceramic composites using nano-sized precursors and spark plasma sintering. J. Alloys Compd. 2018, 757, 200–208. [Google Scholar] [CrossRef]
- Ahmed, B.A.; Hakeem, A.S.; Laoui, T.; Khan, R.M.A.; Al Malki, M.M.; Ul-Hamid, A. Effect of precursor size on the structure and mechanical properties of calcium-stabilized sialon/cubic boron nitride nanocomposites. J. Alloys Compd. 2017, 728, 836–843. [Google Scholar] [CrossRef]
- Al Malki, M.M.; Khan, R.M.A.; Hakeem, A.S.; Hampshire, S.; Laoui, T. Effect of Al metal precursor on the phase formation and mechanical properties of fine-grained SiAlON ceramics prepared by spark plasma sintering. J. Eur. Ceram. Soc. 2017, 37, 1975–1983. [Google Scholar] [CrossRef]
- Wang, X.; Gong, H.; Zhang, Y.; Feng, Y.; Zhang, L.; Zhao, Y. Effect of AlN content on properties of hot-press sintered Sialon ceramics. Ceram. Int. 2015, 41, 4308–4311. [Google Scholar] [CrossRef]
- Käll, P.O.; Ekström, T. Sialon ceramics made with mixtures of Y2O3Nd2O3 as sintering aids. J. Eur. Ceram. Soc. 1990, 6, 119–127. [Google Scholar] [CrossRef]
- Shuba, R.; Chen, I.W. Refractory α-SiAlON containing La2O3. J. Am. Ceram. Soc. 2006, 89, 2860–2868. [Google Scholar] [CrossRef]
- Ye, F.; Hou, Z.; Zhang, H.; Liu, L.; Zhou, Y. Spark plasma sintering of cBN/β-SiAlON composites. Mater. Sci. Eng. A 2010, 527, 4723–4726. [Google Scholar] [CrossRef]
- Khan, R.M.A.; Al Malki, M.M.; Hakeem, A.S.; Ehsan, M.A.; Laoui, T. Development of a single-phase Ca-α-SiAlON ceramic from nanosized precursors using spark plasma sintering. Mater. Sci. Eng. A 2016, 673, 243–249. [Google Scholar] [CrossRef]
- Ahmed, B.A.; Hakeem, A.S.; Laoui, T. Effect of nano-size oxy-nitride starting precursors on spark plasma sintering of calcium sialons along the alpha/(alpha + beta) phase boundary. Ceram. Int. 2019, 45, 9638–9645. [Google Scholar] [CrossRef]
- Azam, M.U.; Ahmed, B.A.; Hakeem, A.S.; Irshad, H.M.; Laoui, T.; Ehsan, M.A. Tribological behaviour of alumina-based nanocomposites reinforced with uncoated and Ni-coated cubic boron nitride. J. Mater. Res. Technol. 2019. [Google Scholar] [CrossRef]
- Waqar, T.; Akhtar, S.S.; Arif AF, M.; Hakeem, A.S. Design and Development of ceramic-based composites with tailored properties for cutting tool inserts. Ceram. Int. 2018, 44, 22421–22431. [Google Scholar] [CrossRef]
- Inam, F.; Yan, H.; Jayaseelan, D.D.; Peijs, T.; Reece, M.J. Electrically conductive alumina-carbon nanocomposites prepared by Spark Plasma Sintering. J. Eur. Ceram. Soc. 2010, 30, 153–157. [Google Scholar] [CrossRef]
- Alaniz, J.E.; Perez-Gutierrez, F.G.; Aguilar, G.; Garay, J.E. Optical properties of transparent nanocrystalline yttria stabilized zirconia. Opt. Mater. 2009, 32, 62–68. [Google Scholar] [CrossRef]
- Hakeem, A.S.; Laoui, T.; Ehsan, M.A.; Ahmed, B.A. Spark Plasma Method for Making Cbn/Sialon Ceramic. U.S. Patent Application No. 16/189,517, July 2019. [Google Scholar]
- Hakeem, A.S.; Laoui, T.; Ehsan, M.A.; Ahmed, B.A. Method Including Sonication and Spark Plasma Sintering for Forming a Ceramic Material. U.S. Patent Application No. 16/189,581, March 2019. [Google Scholar]
- Michael, J.H.; Gunter, P. (Eds.) Tailoring of Mechanical Properties of Si3N4 Ceramics. In Proceedings of the NATO Advanced Research Workshop on ‘Tailoring of High Temperature Properties of Si3N4 Ceramics’, Schloß Ringberg/Munich, Germany, 6–9 October 1993. [Google Scholar]
- Hasan Mandal, D.P.T. α→β Sialon Transformation in Calcium-containing α-SiAlON Ceramics. J. Eur. Ceram. Soc. 1999, 19, 543–552. [Google Scholar] [CrossRef]
- Hakeem, A.S. Novel Route of Oxynitride Glass Synthesis and Characterisation of Glasses in the Ln-Si-O-N and Ln-Si-Al-O-N Systems. Ph.D. Thesis, Stockholm University, Stockholm, Sweden, 2007. [Google Scholar]
- Li, Y.; Han, W.; Chen, G.; Cheng, Y.; Gui, K. Effect of Cu particles on phase transformation of spark plasma sintered silicon nitride. Mater. Lett. 2016, 174, 122–125. [Google Scholar] [CrossRef]
- Hakeem, A.S.; Grins, J.; Esmaeilzadeh, S. La–Si–O–N glasses: Part I. Extension of the glass forming region. J. Eur. Ceram. Soc. 2007, 27, 4773–4781. [Google Scholar] [CrossRef]
- Irshad, H.M.; Hakeem, A.S.; Ahmed, B.A.; Ali, S.; Ali, S.; Ali, S. Effect of Ni content and Al2O3 particle size on the thermal and mechanical properties of Al2O3/Ni composites prepared by spark plasma sintering. Int. J. Refract. Met. Hard Mater. 2018, 76, 25–32. [Google Scholar] [CrossRef]
- Irshad, H.M.; Ahmed, B.A.; Ehsan, M.A.; Khan, T.I.; Laoui, T.; Yousaf, M.R. Investigation of the structural and mechanical properties of micro-/nano-sized Al2O3 and cBN composites prepared by spark plasma sintering. Ceram. Int. 2017, 43, 10645–10653. [Google Scholar] [CrossRef]
- Akhtar, S.S.; Arif, A.F.M.; Siddiqui, M.U.; Raza, K.; Kareem, L.T.; Hakeem, A.S. (Eds.) Computational Design and Development of Alumina-Nickel Droplet Composites. In Proceedings of the ASME International Mechanical Engineering Congress and Exposition, Phoenix, AZ, USA, 11–17 November 2016; ASME: Phoenix, AZ, USA, 2016. [Google Scholar]
- Hakeem, A.S.; Khan, R.M.A.; Al-Malki, M.M.; Patel, F.; Bakare, A.I.; Ali, S. Development and Processing of SiAlON Nano-Ceramics by Spark Plasma Sintering. Adv. Sci. Technol. 2014, 89, 63. [Google Scholar] [CrossRef]
- Sharma, N.K.; Misra, R.K.; Sharma, S. Thermal expansion behavior of Ni–Al2O3 composites with particulate and interpenetrating phase structures: An analysis using finite element method. Comput. Mater. Sci. 2014, 90, 130–136. [Google Scholar] [CrossRef]
- Yang, J.Z.; Huang, Z.H.; Fang, M.H.; Liu, Y.G.; Huang, J.T.; Hu, J.H. Preparation and mechanical properties of Fe/Mo–Sialon ceramic composites. Scr. Mater. 2009, 61, 632–635. [Google Scholar] [CrossRef]
- Chou, W.B.; Tuan, W.H. Toughening and strengthening of alumina with silver inclusions. J. Eur. Ceram. Soc. 1995, 15, 291–295. [Google Scholar] [CrossRef]
- Tuan, W.H.; Brook, R.J. Processing of Alumina/Nickel Composites. J. Eur. Ceram. Soc. 1992, 10, 95–100. [Google Scholar] [CrossRef]
- Yin, Z.; Huang, C.; Zou, B.; Liu, H.; Zhu, H.; Wang, J. Effects of particulate metallic phase on microstructure and mechanical properties of carbide reinforced alumina ceramic tool materials. Ceram. Int. 2014, 40, 2809–2817. [Google Scholar] [CrossRef]
- Sun, X.; Yeomans, J.A. Microstructure and fracture toughness of nickel particle toughened alumina matrix composites. J. Mater. Sci. 1996, 31, 875–880. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample No. | Ni wt.% | CaO wt.% | SiO2 wt.% | AlN wt.% | Si3N4 wt.% |
|---|---|---|---|---|---|
| S1 | 0 | 7.572 | 2.028 | 19.370 | 71.030 |
| S2 | 10 | 6.815 | 1.825 | 17.433 | 63.927 |
| S3 | 15 | 6.436 | 1.724 | 16.464 | 60.375 |
| S4 | 20 | 6.058 | 1.622 | 15.496 | 56.824 |
| S5 | 25 | 5.679 | 1.521 | 14.527 | 53.272 |
| S6 | 30 | 5.300 | 1.420 | 13.559 | 49.721 |
| S7 | 40 | 4.543 | 1.217 | 11.622 | 42.618 |
| Sample IDs | S1 | S2 | S3 | S4 | S5 | S6 | S7 |
|---|---|---|---|---|---|---|---|
| Ni wt.% | 0 | 10 | 15 | 20 | 25 | 30 | 40 |
| Density (g/cm3) | 3.16(4) | 3.35(6) | 3.39(4) | 3.33(8) | 3.30(6) | 3.30(7) | 3.30(6) |
| Theoretical Density (g/cm3) | 3.25(6) | 3.47(5) | 3.59(4) | 3.72(5) | 3.86(6) | 4.01(8) | 4.36(4) |
| Relative Density * (%) | 98 | 97 | 95 | 90 | 86 | 83 | 76 |
| Thermal Conductivity (W/m·k) ** | 5.67 | 5.81 | 5.78 | 5.74 | 5.80 | 5.81 | 5.81 |
| Thermal Expansion (ppm·K−1) | 2.62 | 3.17 | 2.96 | 2.89 | 2.84 | 2.75 | 2.70 |
| Hardness HV10 (GPa) | 21.6(6) | 18.3(8) | 17.5(5) | 17.1(6) | 16.6(7) | 16.5(7) | 16.3(5) |
| Fracture Toughness K1c (MPa*m1/2) | 7.3(6) | 7.8(8) | 8.2(4) | 8.8(7) | 10.2(5) | 12.1(5) | 14.1(6) |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Adeniyi, A.S.; Ahmed, B.A.; Hakeem, A.S.; Patel, F.; Bakare, A.I.; Ul-Hamid, A.; Khan, A.A.; Ehsan, M.A.; Khan, T.I. The Property Characterization of α-Sialon/Ni Composites Synthesized by Spark Plasma Sintering. Nanomaterials 2019, 9, 1682. https://doi.org/10.3390/nano9121682
Adeniyi AS, Ahmed BA, Hakeem AS, Patel F, Bakare AI, Ul-Hamid A, Khan AA, Ehsan MA, Khan TI. The Property Characterization of α-Sialon/Ni Composites Synthesized by Spark Plasma Sintering. Nanomaterials. 2019; 9(12):1682. https://doi.org/10.3390/nano9121682
Chicago/Turabian StyleAdeniyi, Adedayo Sheriff, Bilal Anjum Ahmed, Abbas Saeed Hakeem, Faheemuddin Patel, Akolade Idris Bakare, Anwar Ul-Hamid, Amir Azam Khan, Muhammad Ali Ehsan, and Tahir Irfan Khan. 2019. "The Property Characterization of α-Sialon/Ni Composites Synthesized by Spark Plasma Sintering" Nanomaterials 9, no. 12: 1682. https://doi.org/10.3390/nano9121682
APA StyleAdeniyi, A. S., Ahmed, B. A., Hakeem, A. S., Patel, F., Bakare, A. I., Ul-Hamid, A., Khan, A. A., Ehsan, M. A., & Khan, T. I. (2019). The Property Characterization of α-Sialon/Ni Composites Synthesized by Spark Plasma Sintering. Nanomaterials, 9(12), 1682. https://doi.org/10.3390/nano9121682