
Cf/SiC Ceramic Matrix Composites with Extraordinary Thermomechanical Properties up to 2000 °C

 , ,
, ,
Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussions
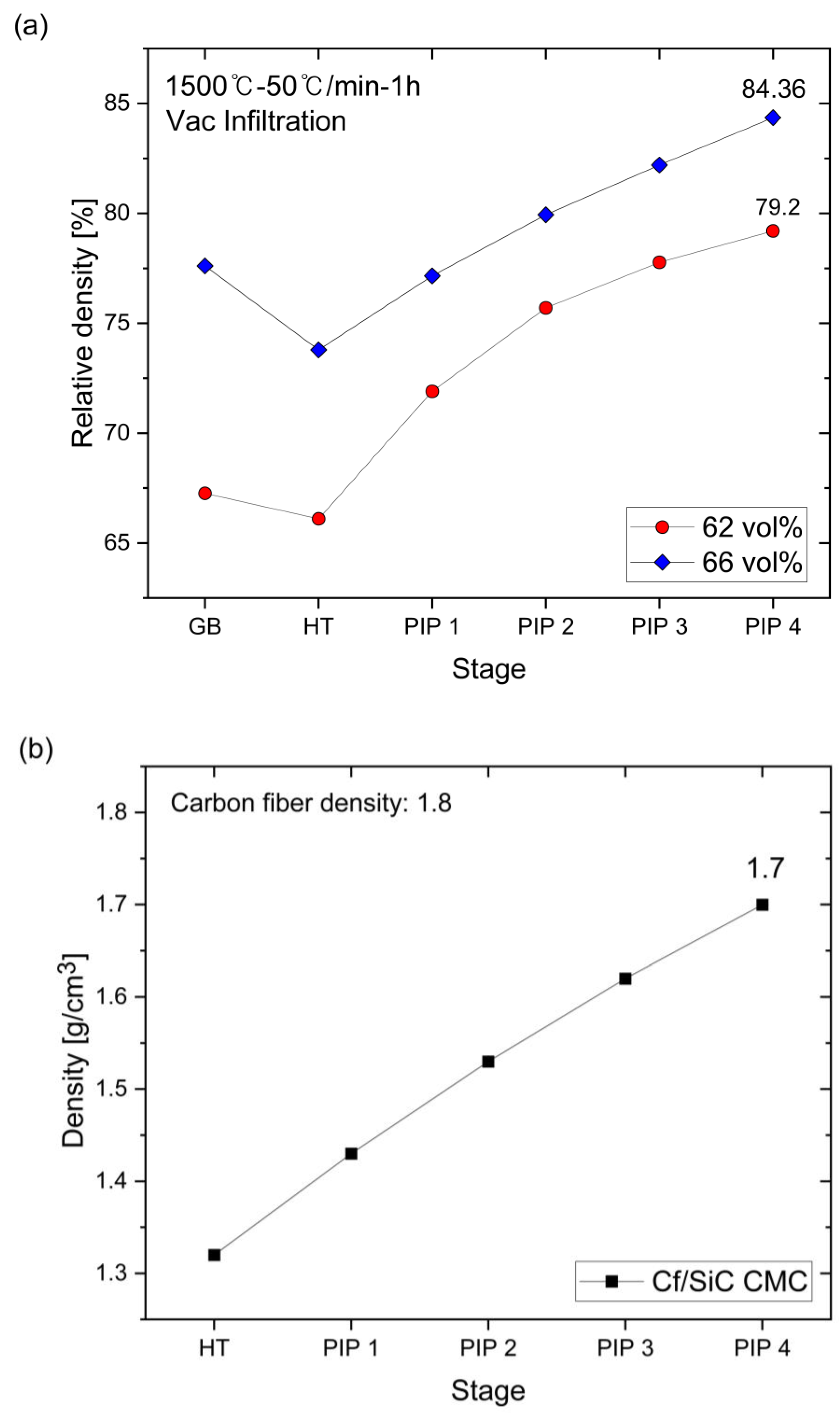
3.1. Specimen Preparation
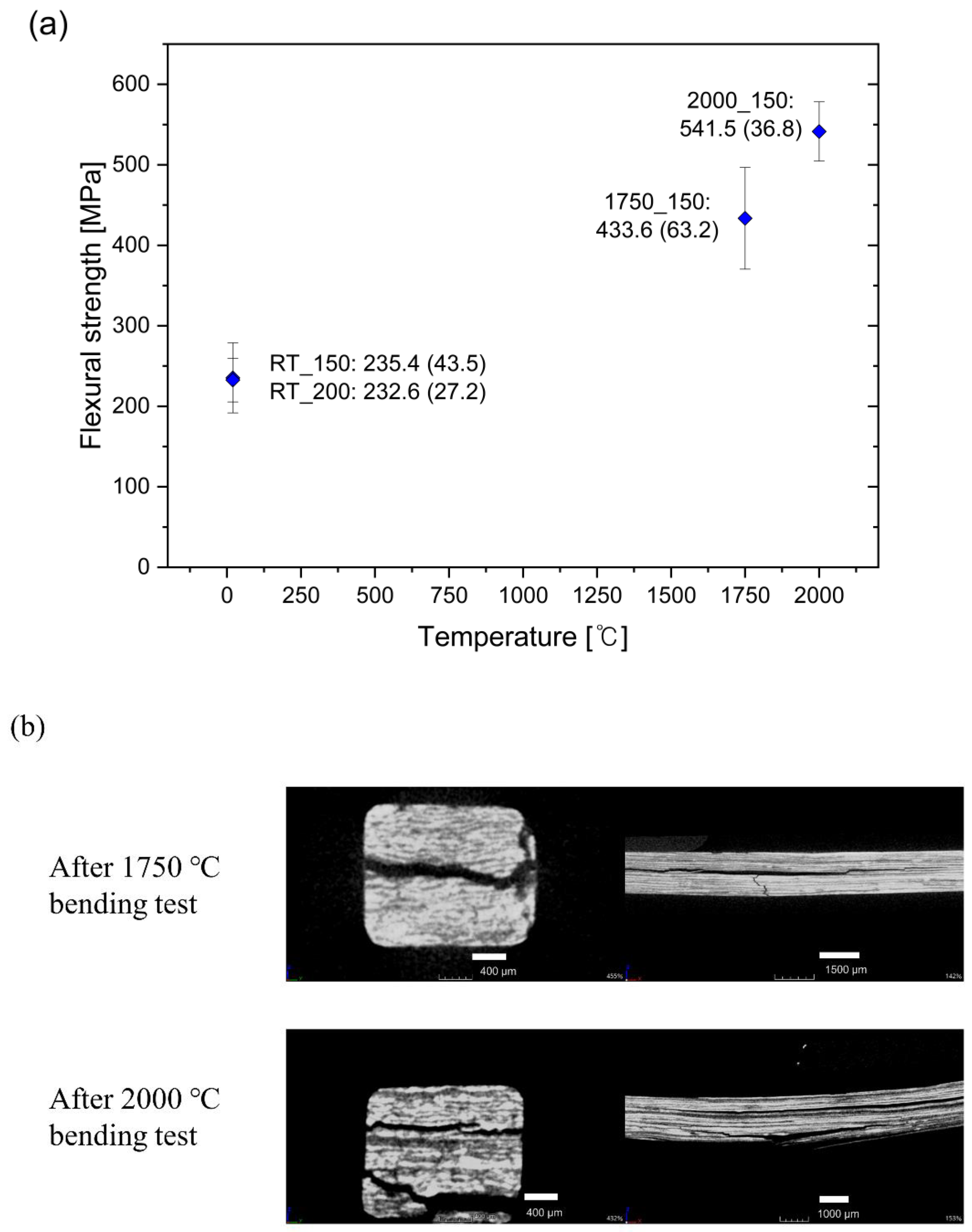
3.2. Elevated Temperature In Situ Strength Testing
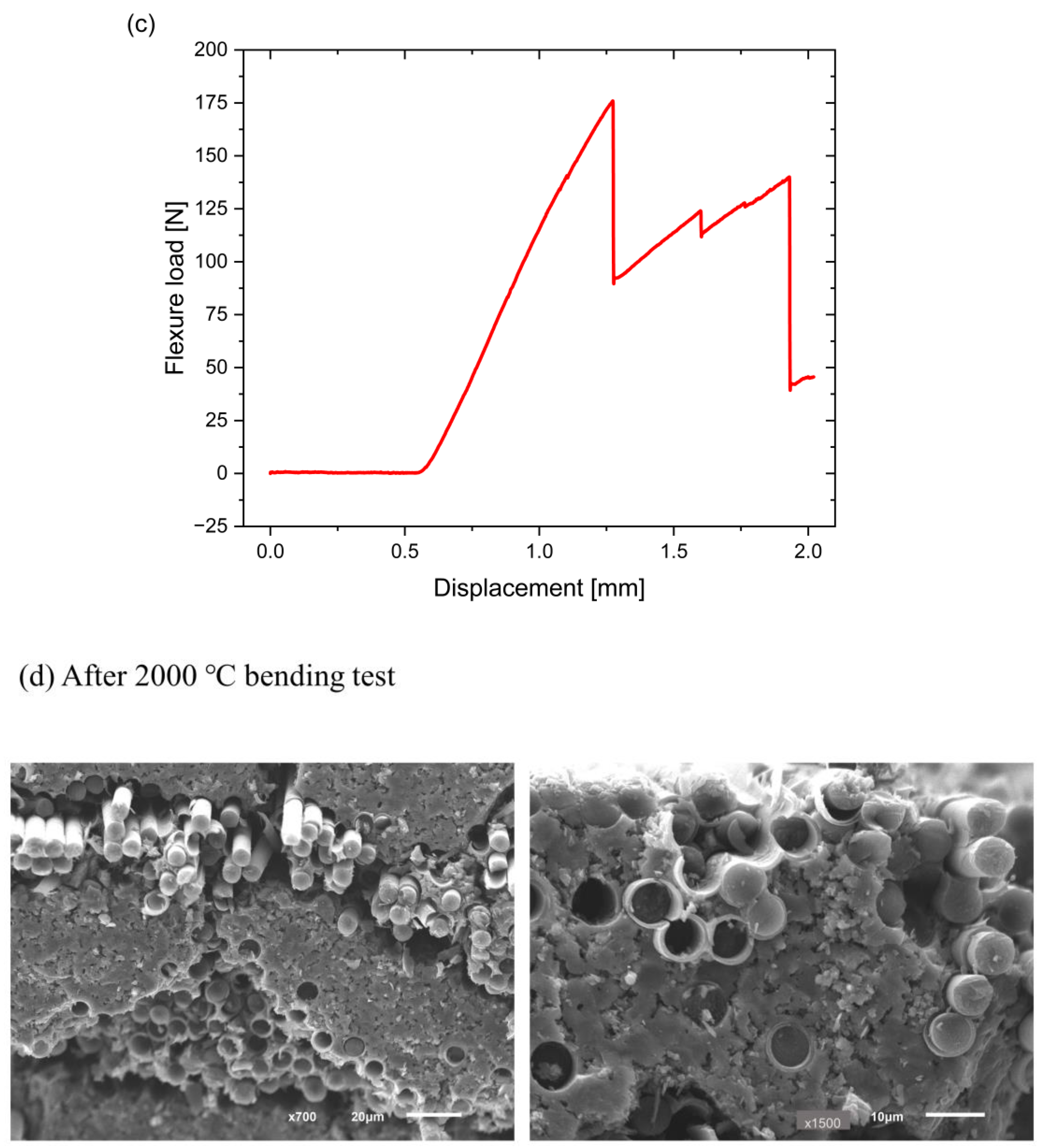
3.3. Mechanisms for the Increase in Elevated Temperature Strength
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Correction Statement
References
- Katoh, Y.; Snead, L.L. Silicon carbide and its composites for nuclear applications—Historical overview. J. Nucl. Mater. 2019, 526, 151849. [Google Scholar] [CrossRef]
- Eom, J.-H.; Kim, Y.-W.; Raju, S. Processing and properties of macroporous silicon carbide ceramics: A review. J. Asian Ceram. Soc. 2013, 1, 220–242. [Google Scholar] [CrossRef]
- Li, J.; Ren, X.; Zhang, Y.; Hou, H. Silicon carbide hot pressing sintered by magnesium additive: Microstructure and sintering mechanism. J. Mater. Res. Technol. 2020, 9, 520–529. [Google Scholar] [CrossRef]
- Nair, S.G.; Vijay, V.; Siva, M.S.; Devasia, R.; Mohamed, F.; Suresh, M.K.; Sreejith, K.J. Development of C/PyC/SiC CMCs by CVI Process for Hypersonic Vehicle Application. Trans. Indian Natl. Acad. Eng. 2020, 6, 79–85. [Google Scholar] [CrossRef]
- Steibel, J. Ceramic matrix composites taking flight at GE Aviation. Am. Ceram. Soc. Bull. 2019, 98, 30–33. [Google Scholar]
- Niu, C.; Zhang, Q.; Cheng, L.; Ye, F.; Zhang, L. Microstructure and mechanical properties of Cf/SiC composites with dispersed C-SiC interphase prepared by chemical vapor infiltration. Compos. Part A Appl. Sci. Manuf. 2023, 165, 107339. [Google Scholar] [CrossRef]
- Zhang, K.; Zhang, L.; He, R.; Wang, K.; Wei, K.; Zhang, B. Joining of Cf/SiC Ceramic Matrix Composites: A Review. Adv. Mater. Sci. Eng. 2018, 2018, 6176054. [Google Scholar] [CrossRef]
- Stobierski, L.; Gubernat, A. Sintering of silicon carbide I. Effect of carbon. Ceram. Int. 2003, 29, 287–292. [Google Scholar] [CrossRef]
- Stobierski, L.; Gubernat, A. Sintering of silicon carbide II. Effect of boron. Ceram. Int. 2003, 29, 355–361. [Google Scholar] [CrossRef]
- Wang, X.; Gao, X.; Zhang, Z.; Cheng, L.; Ma, H.; Yang, W. Advances in modifications and high-temperature applications of silicon carbide ceramic matrix composites in aerospace: A focused review. J. Eur. Ceram. Soc. 2021, 41, 4671–4688. [Google Scholar] [CrossRef]
- Grasso, S.; Saunders, T.; Porwal, H.; Milsom, B.; Tudball, A.; Reece, M. Flash Spark Plasma Sintering (FSPS) of α and β SiC. J. Am. Ceram. Soc. 2016, 99, 1534–1543. [Google Scholar] [CrossRef]
- Yoon, B.L.; Lee, S.H.; Lee, H.S. Low temperature Densification of nano-SiC powder containing Al-C additives prepared by high-energy ball-milling. Ceram. Int. 2017, 43, 12–19. [Google Scholar] [CrossRef]
- Gu, J.; Lee, S.H.; Vu, V.H.; Yang, J.; Lee, H.S.; Kim, J.S. Fast fabrication of SiC particulate-reinforced SiC composites by modified PIP process using spark plasma sintering—Effects of green density and heating rate. J. Eur. Ceram. Soc. 2021, 41, 4037–4047. [Google Scholar] [CrossRef]
- Singh, S.; Singh, V.; Kumari, S.; Udayakumar, A.; Prasad, V.V. High-temperature flexural strength of I-CVI processed Cf/SiC composites with variable interphases. J. Eur. Ceram. Soc. 2021, 41, 130–135. [Google Scholar] [CrossRef]
- Süß, F.; Schneider, T.; Frieß, M.; Jemmali, R.; Vogel, F.; Klopsch, L.; Koch, D. Combination of PIP and LSI processes for SiC/SiC ceramic matrix composites. Open Ceram. 2021, 5, 100056. [Google Scholar] [CrossRef]
- Key, T.S.; Patel, D.K.; Wilks, G.B.; Cinibulk, M.K. Modeling the pyrolysis of preceramic polymers: A kinetic study of the polycarbosilane SMP-10. J. Eur. Ceram. Soc. 2021, 41, 6356–6365. [Google Scholar] [CrossRef]
- Neuman, E.W.; Brown-Shaklee, H.J.; Watts, J.L.; Hilmas, G.; Fahrenholtz, W.G. Case study: Building an ultra-high temperature mechanical testing system. Am. Ceram. Soc. Bull. 2013, 92, 36–38. [Google Scholar] [CrossRef]
- Kumar, K.S.; Cherusseri, J.; Thomas, J. Two-Dimensional Mn3O4 Nanowalls Grown on Carbon Fibers as Electrodes for Flexible Supercapacitors. ACS Omega 2019, 4, 4472–4480. [Google Scholar] [CrossRef]
- Braginsky, M.; Przybyla, C.P. Simulation of crack propagation/deflection in ceramic matrix continuous fiber reinforced composites with weak interphase via the extended finite element method. Compos. Struct. 2016, 136, 538–545. [Google Scholar] [CrossRef]
- Guangwu, F.; Long, L.; Xiguang, G.; Yingdong, S. Finite Element Analysis of the Crack Deflection in Fiber Reinforced Ceramic Matrix Composites with Multilayer Interphase Using Virtual Crack Closure Technique. Appl. Compos. Mater. 2020, 27, 307–320. [Google Scholar] [CrossRef]
- Nakazato, N.; Kishimoto, H.; Park, J.-S. Appropriate thickness of pyrolytic carbon coating on SiC fiber reinforcement to secure reasonable quasi-ductility on NITE SiC/SiC composites. Ceram. Int. 2018, 44, 19307–19313. [Google Scholar] [CrossRef]
- Xu, T.-T.; Cheng, S.; Jin, L.A. High-temperature flexural strength of SiC ceramics prepared by additive manufacturing. Int. J. Appl. Ceram. Technol. 2020, 17, 438–448. [Google Scholar] [CrossRef]
- Yin, J.; Lee, S.H.; Feng, L.; Zhu, Y.; Liu, X.; Huang, Z.; Kim, S.Y.; Han, I.S. The effects of SiC precursors on the microstructures and mechanical properties of SiCf/SiC composites prepared via polymer impregnation and pyrolysis process. Ceram. Int. 2015, 41, 4145–4153. [Google Scholar] [CrossRef]
- Weinmann, M.; Kamphowe, T.W.; Schuhmacher, J.; Müller, K.; Aldinger, F. Synthesis and Thermal Behavior of Novel Si−B−C−N Ceramic Precursors. Chem. Mater. 2000, 12, 2112. [Google Scholar] [CrossRef]
- Pisch, A.; Ferraria, A.M.; Chatillon, C.; Blanquet, E. Evaporation Behavior of SiC Powder for Single Crystal Growth—An Experimental Study on Thermodynamics and Kinetics. Mater. Sci. Forum 2000, 338–342, 91–94. [Google Scholar] [CrossRef]
- Yun, S.I.; Nahm, S.; Park, S.W. Effects of SiC particle size on flexural strength, permeability, electrical resistivity, and thermal conductivity of macroporous SiC. Ceram. Int. 2022, 48, 1429–1438. [Google Scholar] [CrossRef]
- Deng, Z.-Y.; She, J.; Inagaki, Y.; Yang, J.-F.; Ohji, T.; Tanaka, Y. Reinforcement by crack-tip blunting in porous ceramics. J. Eur. Ceram. Soc. 2004, 24, 2055–2059. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | ||||||||
|---|---|---|---|---|---|---|---|---|
| Specimen | Space Group | a = b [Å] | c [Å] | Volume [Å3] | Phase Fraction [vol%] | Rexp [%] | Rpro [%] | χ2 |
| SiCp/SiC PRC | F −4 3 m | 4.359 | =a | 82.800 | 100.0 | 7.91829 | 18.75110 | 7.53398 |
| P 63 m c | — | — | — | 0.0 | ||||
| SiCp/SiC PRC-1700C | F −4 3 m | 4.355 | =a | 82.573 | 97.8 | 9.60238 | 17.39561 | 5.30152 |
| P 63 m c | 3.095 | 15.245 | 126.484 | 1.2 | ||||
| SiCp/SiC PRC-2000C | F −4 3 m | 4.357 | =a | 82.720 | 82.2 | 10.35522 | 14.98942 | 3.15222 |
| P 63 m c | 3.082 | 15.103 | 124.242 | 11.1 | ||||
| Cf/SiC CMC-1750C | F −4 3 m | 4.359 | =a | 82.840 | 88.0 | 16.30605 | 39.98667 | 9.81793 |
| P 63 m c | 3.080 | 15.136 | 124.325 | 12.0 | ||||
| Cf/SiC CMC-2000C | F −4 3 m | 4.359 | =a | 82.839 | 81.2 | 13.85204 | 14.73738 | 2.27492 |
| P 63 m c | 3.085 | 15.115 | 124.571 | 10.3 | ||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Park, M.-s.; Gu, J.; Lee, H.; Lee, S.-H.; Feng, L.; Fahrenholtz, W.G. Cf/SiC Ceramic Matrix Composites with Extraordinary Thermomechanical Properties up to 2000 °C. Nanomaterials 2024, 14, 72. https://doi.org/10.3390/nano14010072
Park M-s, Gu J, Lee H, Lee S-H, Feng L, Fahrenholtz WG. Cf/SiC Ceramic Matrix Composites with Extraordinary Thermomechanical Properties up to 2000 °C. Nanomaterials. 2024; 14(1):72. https://doi.org/10.3390/nano14010072
Chicago/Turabian StylePark, Min-sung, Jian Gu, Heesoo Lee, Sea-Hoon Lee, Lun Feng, and William G. Fahrenholtz. 2024. "Cf/SiC Ceramic Matrix Composites with Extraordinary Thermomechanical Properties up to 2000 °C" Nanomaterials 14, no. 1: 72. https://doi.org/10.3390/nano14010072
APA StylePark, M.-s., Gu, J., Lee, H., Lee, S.-H., Feng, L., & Fahrenholtz, W. G. (2024). Cf/SiC Ceramic Matrix Composites with Extraordinary Thermomechanical Properties up to 2000 °C. Nanomaterials, 14(1), 72. https://doi.org/10.3390/nano14010072