
Occupational Exposure during the Production and the Spray Deposition of Graphene Nanoplatelets-Based Polymeric Coatings


 ,
,  ,
,  and
and 
Abstract
1. Introduction
2. Materials and Methods
2.1. Production Process of the GNP-Filled Polyurethane Composite
- Phase 1: tip-sonication of the worm-like expanded graphite (WEG)/acetone suspension and solvent evaporation in hoven to obtain a GNP dried powder;
- Phase 2: mixing and sonication steps of dried GNPs with PU paint, DI water, and curing agent; spray casting deposition with airbrush of the final coating.
2.2. Morphological and Chemical Characterizations of the Nanocomposite Coating
2.3. Workplace Description
2.4. Measurements and Sampling Method
- Condensation Particle Counter (CPC mod. 3007, TSI Inc., Shoreview, MN, USA). It is an optical counter that can measure the Particle Number Concentration (PNC [part/cm3]) with a time resolution of 1 s and an accuracy of ±20%. CPC can detect nano-objects with an average size in the range between 10 and 1000 nm. CPC has a concentration range from 0 to 100,000 part/cm3 as declared by the manufacturer. The working fluid is Isopropanol;
- Mini Diffusion Size Classifier (DiSCmini, mod. TESTO, TESTO SE & Co. KGaA, Titisee-Neustadt, Germany). It is a diffusion charging (DC) instrument that measures three parameters—PNC (part/cm3), modal average diameter (Davg [nm]), and Lung Deposited Surface Area (LDSA [µm2/cm3])—in the environment and in correspondence with the worker’s personal breathing zone (PBZ) with a time resolution of 1 s and an accuracy of ±30%. This instrument is able to detect airborne particles characterized by a diameter ranging from 10 nm to 700 nm for PNC measurements and from 10 nm to 300 nm for Davg measurements. Sampling TygonTM tubes 1.5 m length have been used for DiSCmini (DM) measurements;
- Nanoparticle Surface Area Monitor (NSAM mod. 3550, TSI Inc., Shoreview, MN, USA). This instrument measures the average and cumulative LDSA (µm2/cm3) of particles from 10 nm to 1000 nm with 1 s time resolution, corresponding to the tracheobronchial (TB) or alveolar (A) pulmonary fractions, and based on the model published by the International Commission on Radiological Protection [43];
- Personal impactor (mod. Sioutas, SKC Inc., Eighty Four, PA, USA) equipped with 5 different filter stages. It separates and collects ultrafine, fine, and >2.5 µm airborne particles characterized by different aerodynamic diameters ranges: <0.25 µm, 0.25–0.50 µm, 0.50–1.0 µm, 1.0–2.5 µm, >2.5 µm (up to 10 µm). Particles above each cut point are collected on a 25 mm aluminum filter in each appropriate stage when the Sioutas is used with a 9 L/min sample pump. Particles of less than 0.25 µm cut point of the last stage are collected on a 37 mm PTFE after-filter.
- Inside the production laboratory, before starting the manufacturing process, for Near-Field (NF) background characterization. The NF background measurements sessions lasted 15 min and they were conducted with the furnace off and the fume hood turned on, representing the standard conditions in the lab before starting the production process;
- In the other room not influenced by the process, where NMs are not produced/handled and no other sources of nanoparticles are present, simultaneously with the manufacturing process, for Far-Field (FF) background characterization.
2.5. Experimental Campaign Setting Up
3. Results and Discussion
3.1. Characterization of the Background Environment When No Production Occurred
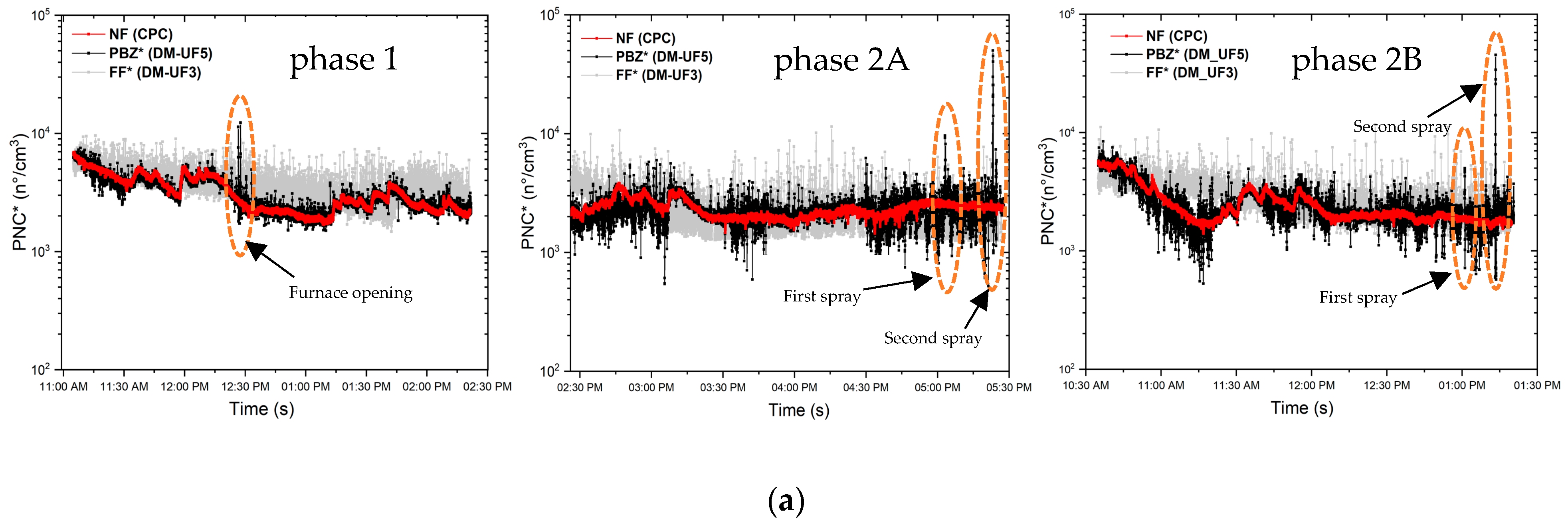
3.2. Real-Time Measurements
3.3. SEM and EDS Analysis on Sampled Materials
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Cataldi, P.; Athanassiou, A.; Bayer, I.S. Graphene Nanoplatelets-Based Advanced Materials and Recent Progress in Sustainable Applications. Appl. Sci. 2018, 8, 1438. [Google Scholar] [CrossRef]
- Rinaldi, A.; Tamburrano, A.; Fortunato, M.; Sarto, M.S. A flexible and highly sensitive pressure sensor based on a PDMS foam coated with graphene nanoplatelets. Sensors 2016, 16, 12. [Google Scholar] [CrossRef]
- Fortunato, M.; Bellagamba, I.; Tamburrano, A.; Sarto, M.S. Flexible Ecoflex®/Graphene Nanoplatelet Foams for Highly Sensitive Low-Pressure Sensors. Sensors 2020, 20, 4406. [Google Scholar] [CrossRef]
- Zuruzi, A.S.; Haffiz, T.M.; Affidah, D.; Amirul, A.; Norfatriah, A.; Nurmawati, M.H. Towards wearable pressure sensors using multiwall carbon nanotube/polydimethylsiloxane nanocomposite foams. Mater. Des. 2017, 132, 449–458. [Google Scholar] [CrossRef]
- Lee, H.; Kim, M.J.; Kim, J.H.; Lee, J.Y.; Ji, E.; Capasso, A.; Choi, H.J.; Shim, W.; Lee, G.H. Highly flexible graphene nanoplatelet- polydimethylsiloxane strain sensors with proximity- sensing capability. Mater. Res. Express. 2020, 7, 045603. [Google Scholar] [CrossRef]
- Sadanandan, K.S.; Bacon, A.; Shin, D.W.; Alkhalifa, S.F.R.; Russo, S.; Craciun, M.F.; Neves, A.I.S. Graphene coated fabrics by ultrasonic spray coating for wearable electronics and smart textiles. J. Phys. Mater. 2021, 4, 1. [Google Scholar] [CrossRef]
- Sebastian, J.; Schehl, N.; Bouchard, M.; Boehle, M.; Li, L.; Lagounov, A.; Lafdi, K. Health monitoring of structural composites with embedded carbon nanotube coated glass fiber sensors. Carbon 2014, 66, 191–200. [Google Scholar] [CrossRef]
- Fortunato, M.; Bellagamba, I.; Marra, F.; Tamburrano, A.; Sarto, M.S. Development and Characterization of a Piezoresistive Polyurethane/GNP Coating for Strain Sensing Applications. In Proceedings of the IEEE 20th International Conference on Nanotechnology (IEEE-NANO), Montreal, QC, Canada, 29–31 July 2020; pp. 176–179. [Google Scholar] [CrossRef]
- Azhari, F.; Banthia, N. Cement-based sensors with carbon fibers and carbon nanotubes for piezoresistive sensing. Cem. Concr. Compos. 2012, 34, 866–873. [Google Scholar] [CrossRef]
- D’Aloia, A.G.; Marra, F.; Tamburrano, A.; De Bellis, G.; Sarto, M.S. Electromagnetic absorbing properties of graphene-polymer composite shields. Carbon 2014, 73, 175–184. [Google Scholar] [CrossRef]
- Paliotta, L.; De Bellis, G.; Tamburrano, A.; Marra, F.; Rinaldi, A.; Balijepalli, S.K.; Kaciulisc, S.; Sarto, M.S. Highly conductive multilayer-graphene paper as a flexible lightweight electromagnetic shield. Carbon 2015, 89, 260–271. [Google Scholar] [CrossRef]
- Shangguan, Q.; Chen, Z.; Yang, H.; Cheng, S.; Yang, W.; Yi, Z.; Wu, X.; Wang, S.; Yi, Y.; Wu, P. Design of Ultra-Narrow Band Graphene Refractive Index Sensor. Sensors 2022, 22, 6483. [Google Scholar] [CrossRef]
- Zhang, Z.; Cai, R.; Long, F.; Wang, J. Development and application of tetrabromobisphenol. A imprinted electrochemical sensor based on graphene/carbon nanotubes three-dimensional nanocomposites modified carbon electrode. Talanta 2015, 134, 435–442. [Google Scholar] [CrossRef] [PubMed]
- Shangguan, Q.; Zhao, Y.; Song, Z.; Wang, J.; Yang, H.; Chen, J.; Liu, C.; Cheng, S.; Yang, W.; Yi, Z. High sensitivity active adjustable graphene absorber for refractive index sensing applications. Diam. Relat. Mat. 2022, 128, 109273. [Google Scholar] [CrossRef]
- Ursini, C.L.; Fresegna, A.M.; Ciervo, A.; Maiello, R.; Del Frate, V.; Folesani, G.; Galetti, M.; Poli, D.; Buresti, G.; Di Cristo, L.; et al. Occupational exposure to graphene and silica nanoparticles. Part II: Pilot study to identify a panel of sensitive biomarkers of genotoxic, oxidative and inflammatory effects on suitable biological matrices. Nanotoxicology 2021, 15, 223–237. [Google Scholar] [CrossRef]
- Su, W.-C.; Ku, B.K.; Kulkarni, P.; Cheng, Y.S. Deposition of graphene nanomaterial aerosols in human upper airways. J. Occup. Environ. Hyg. 2016, 13, 48–59. [Google Scholar] [CrossRef]
- Fadeel, B.; Bussy, C.; Merino, S.; Vázquez, E.; Flahaut, E.; Mouchet, F.; Evariste, L.; Gauthier, L.; Koivisto, A.J.; Vogel, U.; et al. Safety Assessment of Graphene-Based Materials: Focus on Human Health and the Environment. ACS Nano 2018, 12, 10582–10620. [Google Scholar] [CrossRef]
- Schinwald, A.; Murphy, F.A.; Jones, A.; MacNee, W.; Donaldson, K. Graphene-Based Nanoplatelets: A New Risk to the Respiratory System as a Consequence of Their Unusual Aerodynamic Properties. ACS Nano 2012, 6, 736–746. [Google Scholar] [CrossRef]
- Mihalache, R.; Verbeek, J.; Graczyk, H.; Murashov, V.; van Broekhuizen, P. Occupational exposure limits for manufactured nanomaterials, a systematic review. Nanotoxicology 2017, 11, 7–19. [Google Scholar] [CrossRef]
- Lee, Y.; Sung, J.; Song, K.; Kim, J.; Choi, B.; Yud, I.; Park, J. Derivation of occupational exposure limits for multi-walled carbon nanotubes and graphene using subchronic inhalation toxicity data and a multi-path particle dosimetry model. Toxicol. Res. 2019, 8, 580. [Google Scholar] [CrossRef]
- Oberbek, P.; Kozikowski, P.; Czarnecka, K.; Sobiech, P.; Jakubiak, S.; Jankowski, T. Inhalation exposure to various nanoparticles in work environment—Contextual information and results of measurements. J. Nanopart. Res. 2019, 21, 222. [Google Scholar] [CrossRef]
- Visser, M.; Gosens, I.; Bard, D.; van Broekhuizen, P.; Janer, G.; Kuempel, E.; Riediker, M.; Vogel, U.; Dekkers, S. Towards health-based nano reference values (HNRVs) for occupational exposure: Recommendations from an expert panel. NanoImpact 2022, 26, 100396. [Google Scholar] [CrossRef]
- van Broekhuizen, P.; van Veelen, W.; Streekstra, W.H.; Schulte, P.; Reijnders, L. Exposure limits for nanoparticles: Report of an international workshop on nano reference values. Ann. Occup. Hyg. 2012, 56, 515–524. [Google Scholar] [CrossRef] [PubMed]
- Pelin, M.; Sosa, S.; Prato, M.; Tubaro, A. Occupational exposure to graphene based nanomaterials: Risk assessment. Nanoscale 2018, 10, 15894. [Google Scholar] [CrossRef]
- Spinazzè, A.; Cattaneo, A.; Campagnolo, D.; Bollati, V.; Bertazzi, P.A.; Cavallo, D.M. Engineered nanomaterials exposure in the production of graphene. Aerosol Sci. Technol. 2016, 50, 812–821. [Google Scholar] [CrossRef]
- Boccuni, F.; Ferrante, R.; Tombolini, F.; Natale, C.; Gordiani, A.; Sabella, S.; Iavicoli, S. Occupational exposure to graphene and silica nanoparticles. Part I:Workplace measurements and samplings. Nanotoxicology 2020, 14, 1280–1300. [Google Scholar] [CrossRef]
- Tombolini, F.; Boccuni, F.; Ferrante, R.; Natale, C.; Marasco, L.; Mantero, R.; Del Rio Castillo, A.E.; Leoncino, L.; Pellegrini, V.; Sabella, S.; et al. An Integrated and Multi-Technique Approach to Characterize Airborne Graphene Flakes in the Workplace during Production Phases. Nanoscale 2021, 13, 3841–3852. [Google Scholar] [CrossRef]
- Lee, J.H.; Han, J.H.; Kim, J.H.; Kim, B.; Bello, D.; Kim, J.K.; Lee, G.H.; Sohn, E.K.; Lee, K.; Ahn, K.; et al. Exposure monitoring of graphene nanoplatelets manufacturing workplaces. Inhal. Toxicol. 2016, 28, 281–291. [Google Scholar] [CrossRef]
- Lovén, K.; Franzén, S.M.; Isaxon, C.; Messing, M.E.; Martinsson, J.; Gudmundsson, A.; Pagels, J.; Hedmer, M. NanoLund, Emissions and exposures of graphene nanomaterials, titanium dioxide nanofibers, and nanoparticles during down-stream industrial handling. J. Expo. Sci. Environ. Epidemiol. 2021, 31, 736–752. [Google Scholar] [CrossRef]
- Schulte, P.A.; Rinehart, R.; Okun, A.; Geraci, C.L.; Heidel, D.S. National Prevention through Design (PtD) Initiative. J. Safety Res. 2008, 39, 115–121. [Google Scholar] [CrossRef]
- CDC-NIOSH. Occupational Exposure to Titanium Dioxide. Current Intelligence Bulletin 63. 2011; Volume 160, pp. 1–140. Available online: https://stacks.cdc.gov/view/cdc/5922/cdc_5922DS1.pdf (accessed on 6 February 2023).
- Geraci, C.; Heidel, D.; Sayes, C.; Hodson, L.; Schulte, P.; Eastlake, A.; Brenner, S. Perspectives on the design of safer nanomaterials and manufacturing processes. J. Nanoparticle Res. 2015, 17, 366. [Google Scholar] [CrossRef]
- Bellagamba, I.; Boccuni, F.; Ferrante, R.; Tombolini, F.; Marra, F.; Sarto, M.S.; Iavicoli, S. Workers’ exposure assessment during the production of graphene nanoplatelets in r&d laboratory. Nanomaterials 2020, 10, 1520. [Google Scholar] [CrossRef]
- Sarto, M.S.; Tamburrano, A.; Proietti, A.; Rinaldi, A.; Paliotta, L. Water-Based Piezoresistive Conductive Polymeric Paint Containing Graphene for Electromagnetic and Sensor Applications. U.S. Patent No. 15/736,701, 22 June 2016. [Google Scholar]
- Brouwer, D.; Berges, M.; Virji, M.A.; Fransman, W.; Bello, D.; Hodson, L.; Gabriel, S.; Tielemans, E. Harmonization of measurement strategies for exposure to manufactured nano-objects; Report of a workshop. Ann. Occup. Hyg. 2012, 56, 1–9. [Google Scholar] [CrossRef]
- Boccuni, F.; Ferrante, R.; Tombolini, F.; Iavicoli, S.; Pelliccioni, A. Relationship between indoor high frequency size distribution of ultrafine particles and their metrics in a university site. Sustainability 2021, 13, 5504. [Google Scholar] [CrossRef]
- McCormick, S.; Niang, M.; Dahm, M.M. Occupational Exposures to Engineered Nanomaterials: A Review of Workplace Exposure Assessment Methods. Curr. Environ. Health Rep. 2021, 8, 223–234. [Google Scholar] [CrossRef]
- OECD. Harmonized Tiered Approach to Measure and Assess the Potential Exposure to Airborne Emissions of Engineered Nano-Objects and their Agglomerates and Aggregates at Workplaces. Ser. Saf. Manuf. Nanomater. 2015, 55, JT03378848. [Google Scholar]
- OECD. Strategies, Techniques and Sampling Protocols for Determining the Concentrations of Manufactured Nanomaterials in Air At the Workplace. Ser. Saf. Manuf. Nanomater. 2017, 82, 1–15. [Google Scholar]
- Sarto, M.S.; D’Aloia, A.G.; Tamburrano, A.; De Bellis, G. Synthesis, Modeling, and Experimental Characterization of Graphite Nanoplatelet-Based Composites for EMC Applications. IEEE Trans. Electromagn. Compat. 2012, 54, 17–27. [Google Scholar] [CrossRef]
- Rago, I.; Bregnocchi, A.; Zanni, E.; D’Aloia, A.G.; De Angelis, F.; Bossu, M.; De Bellis, G.; Polimeni, A.; Uccelletti, D.; Sarto, M.S. Antimicrobial activity of graphene nanoplatelets against Streptococcus mutans. In Proceedings of the IEEE 15th International Conference on Nanotechnology (IEEE-NANO), Rome, Italy, 27–30 July 2015; pp. 9–12. [Google Scholar] [CrossRef]
- WHO. WHO Guidelines on Protecting Workers from Potential Risks of Manufactured Nanomaterials; World Health Organization: Geneva, Switzerland, 2017. [Google Scholar]
- International Commission on Radiological Protection (ICRP). Human Respiratory Tract Model for Radiological Protection. In ICRP Publication No. 66. Annals of the ICRP; Smith, H., Ed.; Pergamon Press: Tarrytown, NY, USA, 1994. [Google Scholar]
- Brouwer, D.; Van Duuren-Stuurman, B.; Berges, M.; Jankowska, E.; Bard, D.; Mark, D. From workplace air measurement results toward estimates of exposure? Development of a strategy to assess exposure to manufactured nano-objects. J. Nanoparticle Res. 2009, 11, 1867–1881. [Google Scholar] [CrossRef]
- Asbach, C.; Kuhlbusch, T.A.J.; Kaminski, H.; Stahlmecke, B.; Plitzko, S.; Götz, U.; Voetz, M.; Kiesling, H.; Dahmann, D. Standard Operation Procedures for Assessing Exposure to Nanomaterials, Following a Tiered Approach. 2012, pp. 1–90. Available online: https://www.nanopartikel.info/files/methodik/SOPs_aus_Projekten/nanoGEM-SOP_tiered-approach-exposure-assessment-workplace_2012.pdf (accessed on 6 February 2023).
- Fierz, M.; Houle, C.; Steigmeier, P.; Burtscher, H. Design, calibration, and field performance of a miniature diffusion size classifier. Aerosol Sci. Technol. 2011, 45, 1–10. [Google Scholar] [CrossRef]
- Pelliccioni, A.; Gherardi, M. Development and validation of an intra-calibration procedure for MiniDISCs measuring ultrafine particles in multi-spatial indoor environments. Atmos. Environ. 2021, 246, 118154. [Google Scholar] [CrossRef]
- Bekker, C.; Kuijpers, E.; Brouwer, D.H.; Vermeulen, R.; Fransman, W. Occupational Exposure to Nano-Objects and Their Agglomerates and Aggregates Across Vrious Life Cycle Stages; A Broad-Scale Exposure Study. Ann. Occup. Hyg. 2015, 59, 681–704. [Google Scholar] [CrossRef]
- Asbach, C.; Kaminski, H.; Von Barany, D.; Kuhlbusch, T.A.J.; Monz, C.; Dziurowitz, N.; Pelzer, J.; Vossen, K.; Berlin, K.; Dietrich, S.; et al. Comparability of Portable Nanoparticle Exposure Monitors. Ann. Occup. Hyg. 2012, 56, 606–621. [Google Scholar] [CrossRef]
- Todea, A.M.; Beckmann, S.; Kaminski, H.; Bard, D.; Bau, S.; Clavaguera, S.; Dahmann, D.; Dozol, H.; Dziurowitz, N.; Elihn, K.; et al. Inter-comparison of personal monitors for nanoparticles exposure at workplaces and in the environment. Sci. Total Environ. 2017, 605, 929–945. [Google Scholar] [CrossRef] [PubMed]
- Asbach, C.; Kaminski, H.; Lamboy, Y.; Schneiderwind, U.; Fierz, M.; Todea, A.M. Silicone sampling tubes can cause drastic artifacts in measurements with aerosol instrumentation based on unipolar diffusion charging. Aerosol Sci. Technol. 2016, 201650, 1375–1384. [Google Scholar] [CrossRef]
- Viana, M.; Rivas, I.; Reche, C.; Fonseca, A.S.; Pérez, N.; Querol, X.; Alastuey, A.; Álvarez-Pedrerol, M.; Sunyer, J. Field comparison of portable and stationary instruments for outdoor urban air exposure assessments. Atmos. Environ. 2015, 123 Pt A, 220–228. [Google Scholar] [CrossRef]
- CSN EN 16966; Workplace Exposure—Measurement of Exposure by Inhalation of Nano Objects and Their Aggregates and agglomerates—Metrics to Be Used such as Number Concentration, Surface Area Concentration and Mass Concentration. European Committee for Standardization (CEN): Brussels, Belgium, 2018.
- Gao, H.; He, W.; Yu, R.; Hammer, T.; Xu, G.; Wang, J. Aerodynamic property and filtration evaluation of airborne graphene nanoplatelets with plate-like shape and folded structure. Sep. Purif. Technol. 2020, 251, 117293. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Acetone [mL] | GNPs [g] | Pu Paint and Hardener [g] | DI Water [mL] |
|---|---|---|---|---|
| Paint type A | 150 | 1.75 | 62.5 | 10 |
| Paint type B | 150 | 4 | 62.5 | 40 |
| Day | Time | Measurements |
|---|---|---|
| DAY 1 Instruments setup | 12:15 p.m.–01:35 p.m. | Instruments comparison |
| DAY 2 Production: phase 1 and phase 2A (paint type A) | 10:50 a.m.–05:25 p.m. | Background FF |
| 10:50 a.m.–11:05 a.m. | Background NF | |
| 11:10 a.m.–02:20 p.m. | Production: phase 1 | |
| 02:25 p.m.–05:25 p.m. | Production: phases 2A | |
| DAY 3 Production: phase 2B (paint type B) Instruments setup | 10:20 a.m.–01:20 p.m. | Background FF |
| 10:20 a.m.–10:35 a.m. | Background NF | |
| 10:40 a.m.–01:20 p.m. | Production: phases 2B | |
| 02:05 p.m.–02:45 p.m. | Instruments comparison |
| DAY 2 | DAY 3 | ||||||
|---|---|---|---|---|---|---|---|
| NF | PBZ * | FF * | NF | PBZ * | FF * | ||
| PNC (part/cm3) | CPC | DM | DM | CPC | DM | DM | |
| Mean | 8000 | 7800 | 5900 | 5700 | 5500 | 3900 | |
| σ | 600 | 700 | 600 | 300 | 400 | 500 | |
| Significant Value | 9800 | 9900 | 7700 | 6600 | 6700 | 5400 | |
| Davg (nm) | DM | DM | DM | DM | |||
| Mean | - | 53 | 70 | - | 56 | 68 | |
| σ | - | 2 | 6 | - | 2 | 6 | |
| LDSA (μm2/cm3) | NSAM | DM | DM | NSAM | DM | DM | |
| Mean | 29 | 28 | 29 | 20 | 20 | 16 | |
| σ | 3 | 3 | 1 | 2 | 1 | 1 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bellagamba, I.; Boccuni, F.; Ferrante, R.; Tombolini, F.; Natale, C.; Marra, F.; Sarto, M.S.; Iavicoli, S. Occupational Exposure during the Production and the Spray Deposition of Graphene Nanoplatelets-Based Polymeric Coatings. Nanomaterials 2023, 13, 1378. https://doi.org/10.3390/nano13081378
Bellagamba I, Boccuni F, Ferrante R, Tombolini F, Natale C, Marra F, Sarto MS, Iavicoli S. Occupational Exposure during the Production and the Spray Deposition of Graphene Nanoplatelets-Based Polymeric Coatings. Nanomaterials. 2023; 13(8):1378. https://doi.org/10.3390/nano13081378
Chicago/Turabian StyleBellagamba, Irene, Fabio Boccuni, Riccardo Ferrante, Francesca Tombolini, Claudio Natale, Fabrizio Marra, Maria Sabrina Sarto, and Sergio Iavicoli. 2023. "Occupational Exposure during the Production and the Spray Deposition of Graphene Nanoplatelets-Based Polymeric Coatings" Nanomaterials 13, no. 8: 1378. https://doi.org/10.3390/nano13081378
APA StyleBellagamba, I., Boccuni, F., Ferrante, R., Tombolini, F., Natale, C., Marra, F., Sarto, M. S., & Iavicoli, S. (2023). Occupational Exposure during the Production and the Spray Deposition of Graphene Nanoplatelets-Based Polymeric Coatings. Nanomaterials, 13(8), 1378. https://doi.org/10.3390/nano13081378