
Microengineering Design for Advanced W-Based Bulk Materials with Improved Properties

 , , and
, , and
Abstract
1. Introduction
- (i)
- (ii)
- W has a low (4.5 × 10−6 K−1) thermal expansion coefficient (CTE), which generates problems related to its joining to structural materials, which in turn have much higher CTEs (10 ÷ 17 × 10−6 K−1 for steels and 16 ÷ 18 × 10−6 K−1 for Cu alloys). The CTE mismatch between armor and structural materials is a serious concern since thermal fatigue in the divertor joints might lead to severe failures.
- (iii)
- W oxidizes easily even at modest temperatures (600 °C), and even a small cooling-fluid accident might compromise the entire reactor for a long time. To address this problem, the so-called self-passivation or “smart W alloys” might provide a solution [13]. Such materials contain elements (Cr, Y) that create an oxide barrier limiting O penetration in the W volume. However, the improved oxidation resistance comes at the expense of a much lower thermal conductivity (100 W/m/K or even lower), which is not suitable for the divertor armor.
- Grain growth and recrystallization can be shifted to higher temperatures by nanometric dispersions, but to the best of our knowledge, no systematic study has been performed to evaluate the effect of the dispersion type and dimensions. Additionally, in some cases, the effects are complex, i.e., a decrease in the brittle-to-delamination transition temperature but an increase in the delamination-to-ductile transition temperature [11,39].
2. Materials and Methods
2.1. Design Approach
- Carbides such as SiC or ZrC and diamond, with the last one most likely producing W-C. In fact, Z.M. Xie et al. have shown that hot-rolled W with ZrC exhibits improved malleability [40], while SPS-ed W with nanometric dispersions of ZrC [41] shows better recrystallization behavior and improved mechanical properties.
- Metals that can interact with W during SPS processing, such as Cr. Using nanometric Cr powders, we expect a limited reaction at the bigger W grain borders, as depicted in the diagram below:


- Metals that melt during SPS but do not react strongly with W, such as Fe. Small amounts of such metals can be included in W without causing the entire sample to melt in SPS processing or in further heating above the Fe melting temperature. Here, we might also expect a “pseudo-ductility effect” created by the coating of W grains with Fe, as observed in the W fibers/W matrix in the case of coated fibers [42].
2.2. Materials Processing
2.3. Sample Characterization
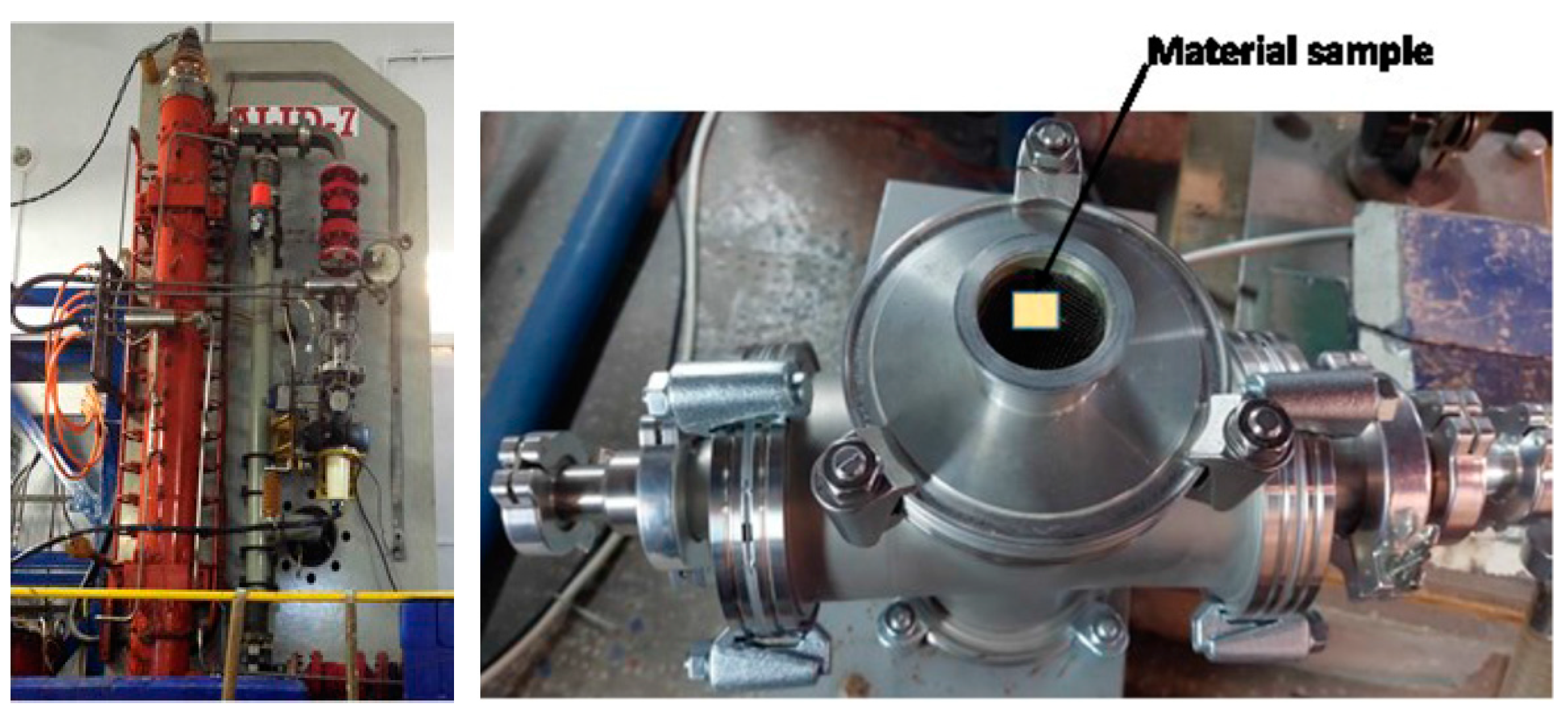
2.4. Sample Irradiation
3. Results
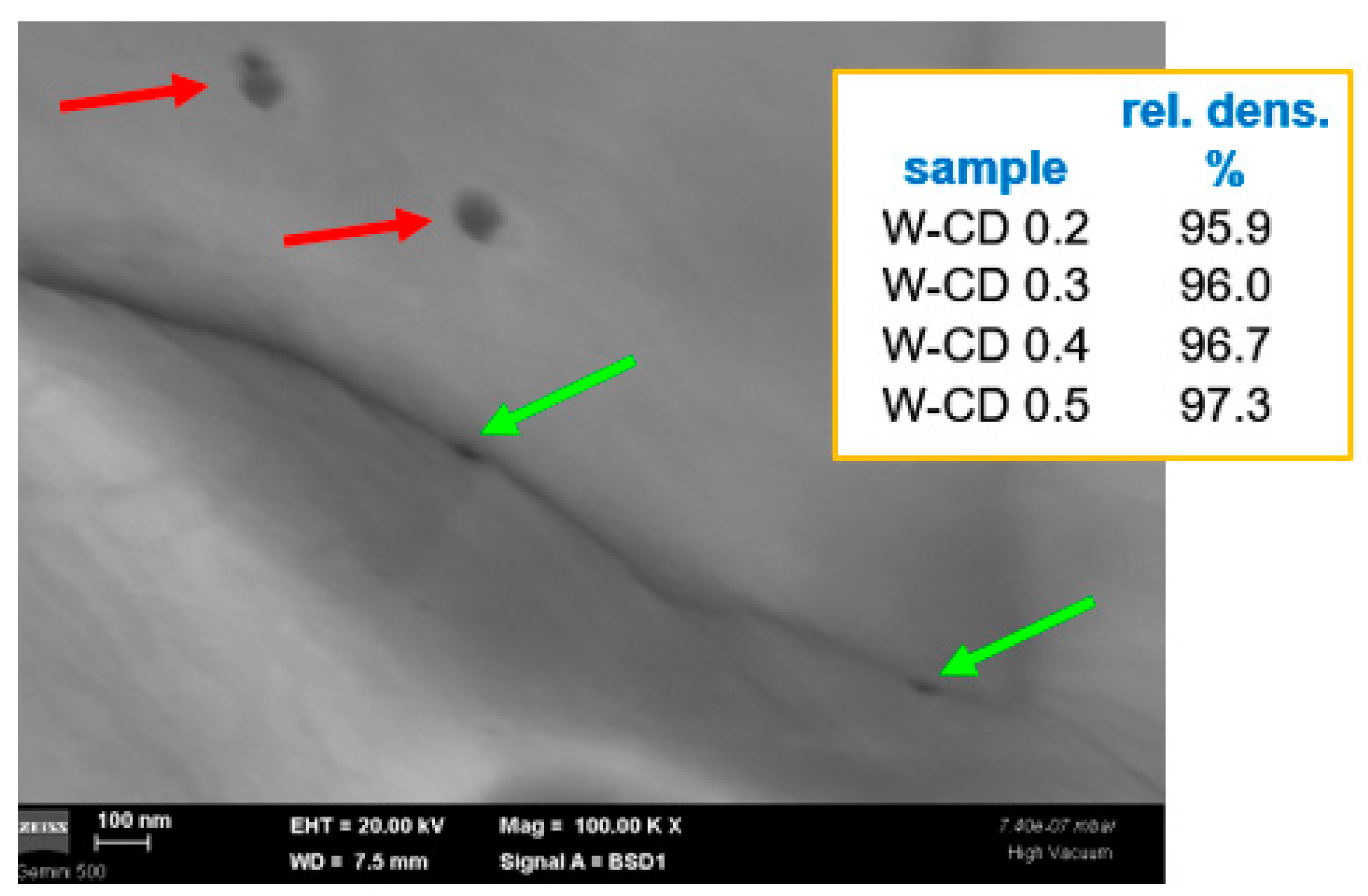
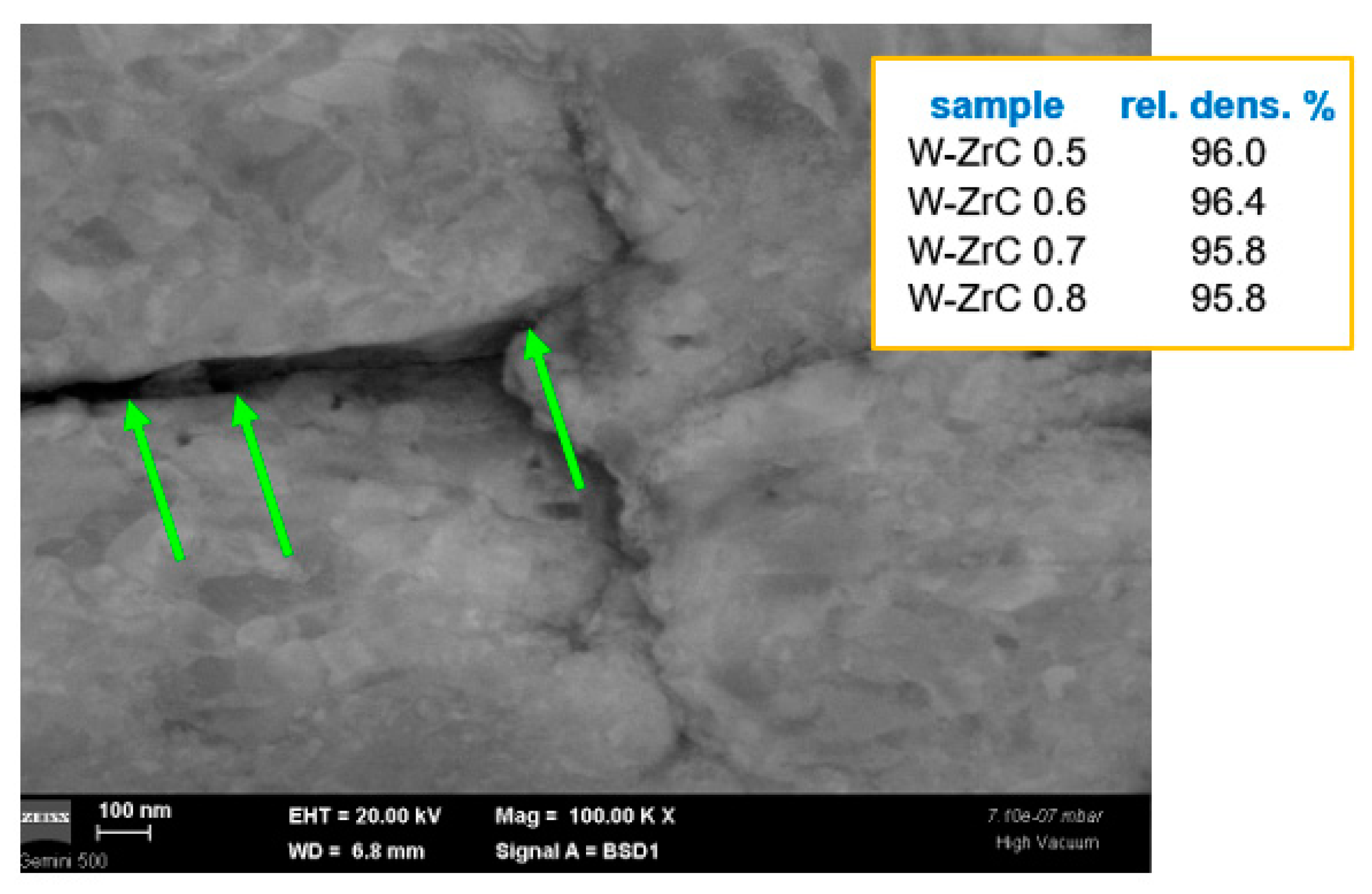
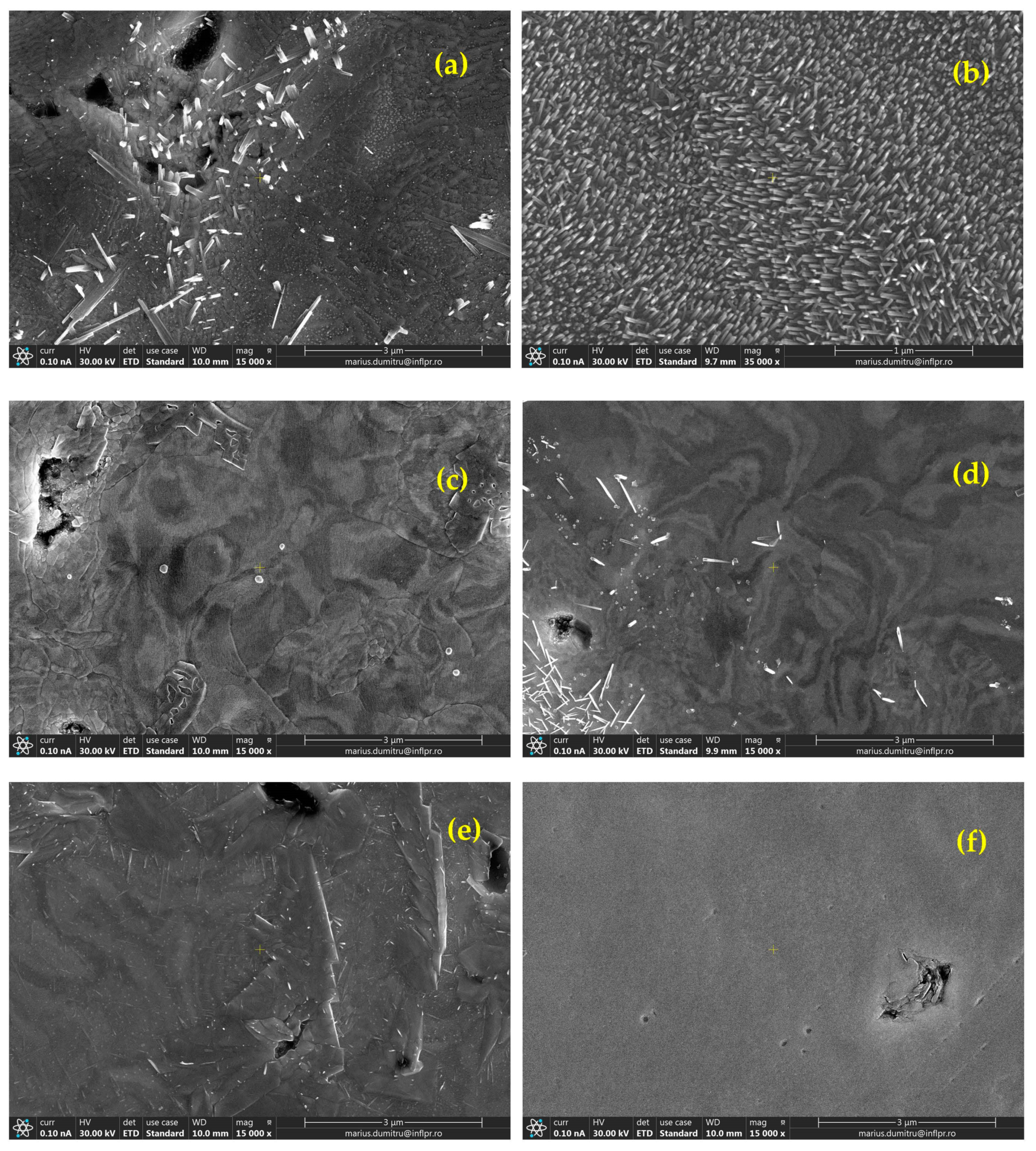
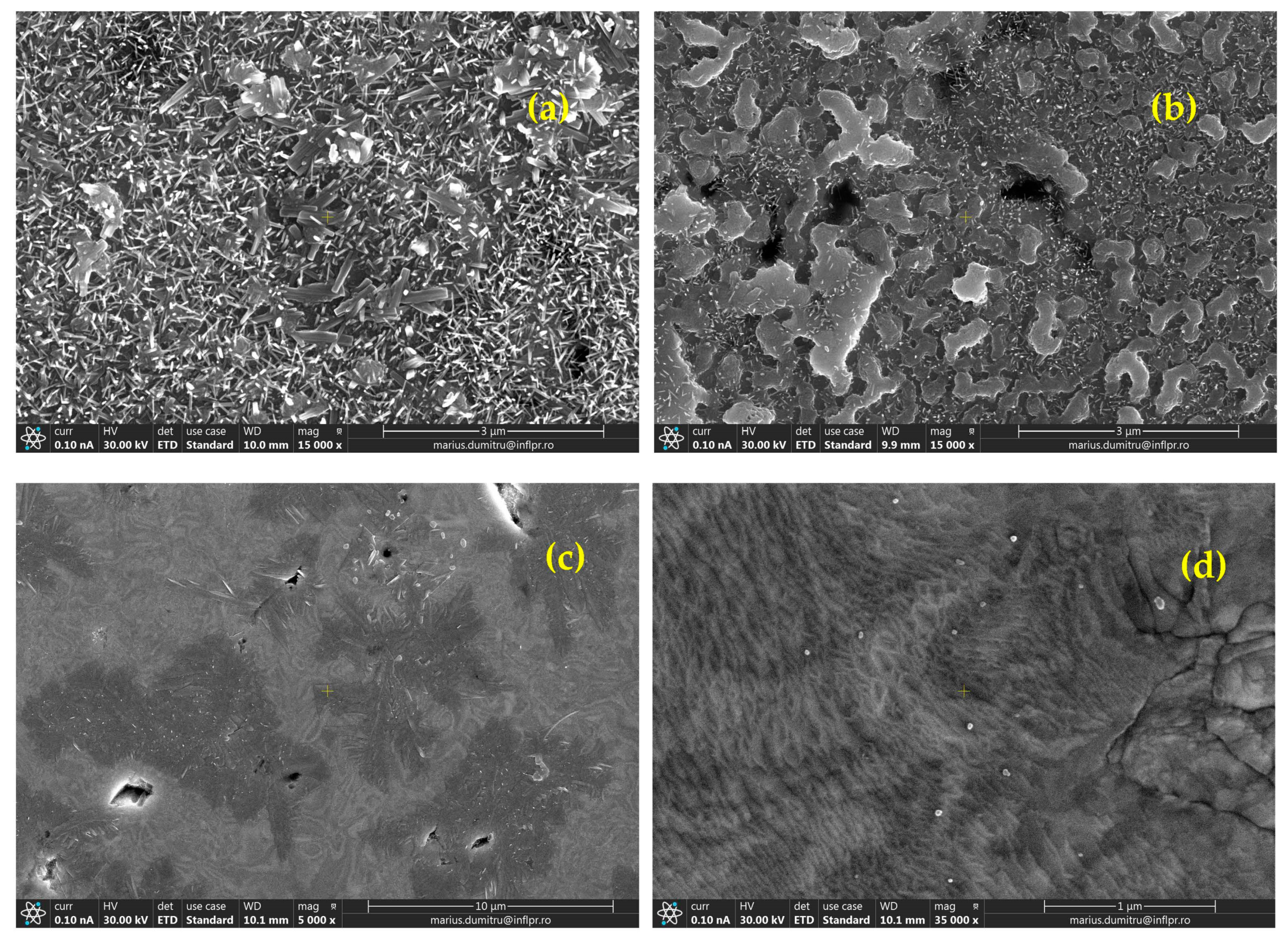
3.1. Density and Microstructure
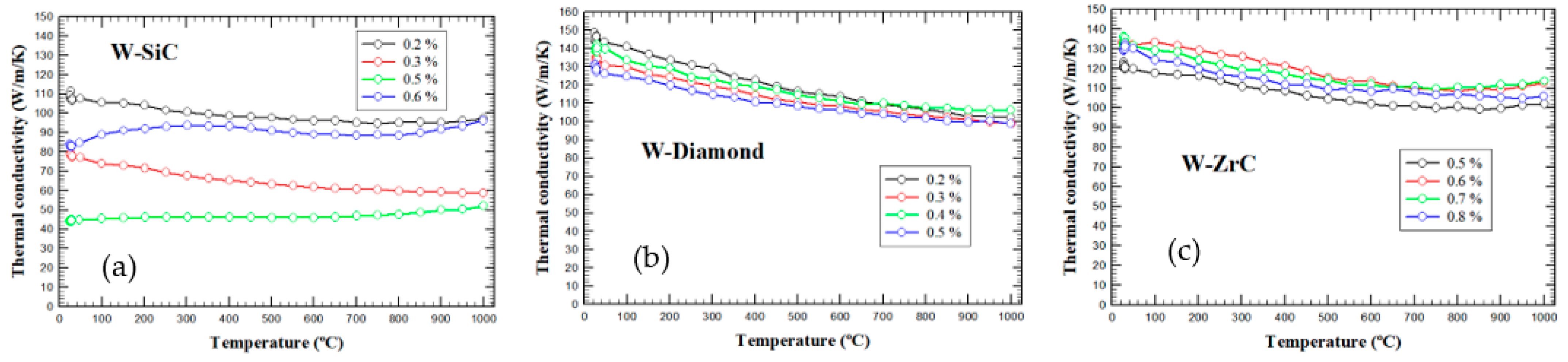
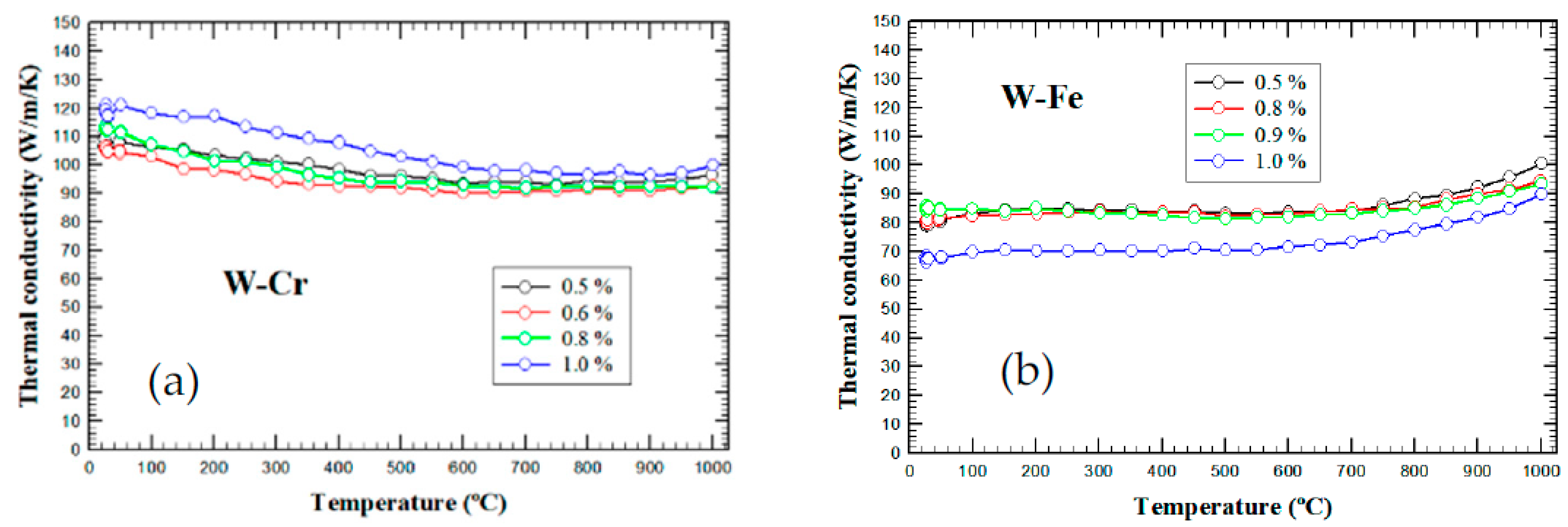
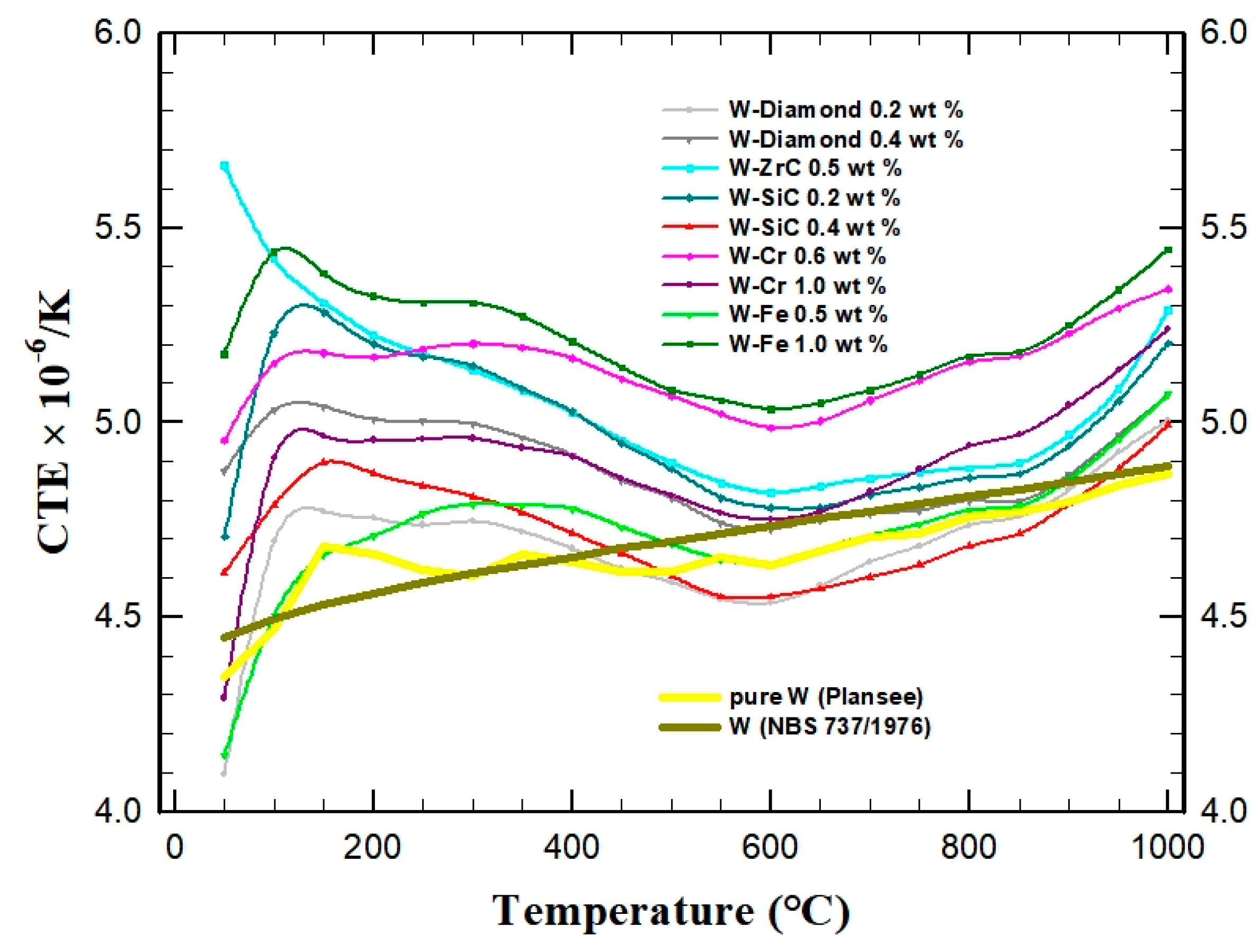
3.2. Thermophysical Properties
3.3. Post-Irradiation Analyses of Exposed Surfaces
4. Discussion
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Donne, T.; Morris, W. European Research Roadmap to the Realisation of Fusion Energy. Updated 2018. Available online: https://www.euro-fusion.org/eurofusion/roadmap (accessed on 3 January 2023).
- De Vicente, S.M.G.; Dudarev, S.; Rieth, M. Overview of the Structural Materials Program for Fusion Reactors under EFDA. Fusion Sci. Technol. 2014, 66, 38. [Google Scholar] [CrossRef]
- Shafranov, V.D. Plasma Equilibrium in a Magnetic Field. Rev. Plasma Phys. 1966, 2, 103. [Google Scholar]
- Albanese, R.; Villone, F. The linearized CREATE-L plasma response model for the control of current, position and shape in tokamaks. Nucl. Fusion 1998, 38, 723. [Google Scholar] [CrossRef]
- You, J.H.; Mazzone, G.; Bachmann, C.; Coccorese, D.; Cocilovo, V.; De Meis, D.; Di Maio, P.A.; Dongiovanni, D.; Frosi, P.; Di Gironimo, G.; et al. Progress in the initial design activities for the European DEMO divertor: Subproject “Cassette”. Fusion Eng. Des. 2017, 124, 364. [Google Scholar] [CrossRef]
- Pitts, R.A.; Bardin, S.; Bazylev, B.; van den Berg, M.A.; Bunting, P.; Carpentier-Chouchana, S.; Coenen, J.W.; Corre, Y.; Dejarnac, R.; Escourbiac, F.; et al. Physics conclusions in support of ITER W divertor monoblock shaping. Nucl. Mater. Energy 2017, 12, 60. [Google Scholar] [CrossRef]
- Federici, G.; Bachmann, C.; Biel, W.; Boccaccini, L.; Cismondi, F.; Ciattaglia, S.; Coleman, M.; Day, C.; Diegele, E.; Franke, T.; et al. Overview of the design approach and prioritization of R&D activities towards an EU DEMO. Fusion Eng. Des. 2016, 109, 1464. [Google Scholar]
- Crescenzi, F.; Greuner, H.; Roccella, S.; Visca, E.; You, J.H. ITER-like divertor target for DEMO: Design study and fabrication test. Fusion Eng. Des. 2017, 124, 432. [Google Scholar] [CrossRef]
- You, J.H. A review on two previous divertor target concepts for DEMO: Mutual impact between structural design requirements and materials performance. Nucl. Fusion 2015, 55, 113026. [Google Scholar] [CrossRef]
- Pintsuk, G.; Diegele, E.; Dudarev, S.L.; Gorley, M.; Henry, J.; Reiser, J.; Rieth, M. European materials development: Results and perspective. Fusion Eng. Des. 2019, 146, 1300–1307. [Google Scholar] [CrossRef]
- Rieth, M.; Armstrong, D.; Dafferner, B.; Heger, S.; Hoffmann, A.; Hoffmann, M.D.; Jäntsch, U.; Kübel, C.; Materna-Morris, E.; Reiser, J.; et al. Tungsten as a Structural Divertor Material. Adv. Sci. Technol. 2010, 73, 11. [Google Scholar]
- Lassner, E.; Schubert, W.D. Tungsten—Properties, Chemistry, Technology of the Element, Alloys, and Chemical Compounds; Springer: Berlin/Heidelberg, Germany, 1999. [Google Scholar]
- Koch, F.; Köppl, S.; Bolt, H. Self passivating W-based alloys as plasma-facing material. J. Nucl. Mater. 2009, 572, 386–388. [Google Scholar] [CrossRef]
- Zinkle, S.J.; Ghoniem, N.M. Operating temperature windows for fusion reactor structural materials. Fusion Eng. Des. 2000, 51, 55. [Google Scholar] [CrossRef]
- Li-Puma, A.; Richou, M.; Magaud, P.; Missirlian, M.; Visca, E.; Ridolfini, V.P. Potential and limits of water cooled divertor concepts based on monoblock design as possible candidates for a DEMO reactor. Fusion Eng. Des. 2013, 88, 1836. [Google Scholar] [CrossRef]
- Carro, G.; Muñoz, A.; Monge, M.A.; Savoini, B.; Galatanu, A.; Galatanu, M.; Pareja, R. Thermal conductivity and diffusivity of Cu-Y alloys produced by different powder metallurgy routes. Fusion Eng. Des. 2017, 124, 1156. [Google Scholar] [CrossRef]
- Munoz, A.; Savoini, B.; Monge, M.A.; Ortega, Y.; Dura, O.J. Fabrication and characterization of Cu reinforced with Y-enriched particles following a novel powder metallurgy route. Nucl. Mater. Energy 2021, 29, 101075. [Google Scholar] [CrossRef]
- Müller, A.V.; Ewert, D.; Galatanu, A.; Milwich, M.; Neu, R.; Pastor, J.Y.; Siefken, U.; Tejado, E.; You, J.H. Melt infiltrated tungsten–copper composites as advanced heat sink materials for plasma facing components of future nuclear fusion devices. Fusion Eng. Des. 2017, 124, 455. [Google Scholar] [CrossRef]
- Richou, M.; Gallay, F.; Chu, I.; Li, M.; Magaud, P.; Missirlian, M.; Rocella, S.; Visca, E.; You, J.H. Status on the W monoblock type high heat flux target with graded interlayer for application to DEMO divertor. Fusion Eng. Des. 2017, 124, 338. [Google Scholar] [CrossRef]
- Galatanu, M.; Enculescu, M.; Galatanu, A. High temperature thermo-physical properties of SPS-ed W–Cu functional gradient materials. Mater. Res. Express 2018, 5, 026502. [Google Scholar] [CrossRef]
- Barrett, T.R.; McIntosh, S.C.; Fursdon, M.; Hancock, D.; Timmis, W.; Coleman, M.; Rieth, M.; Reiser, J. Enhancing the DEMO divertor target by interlayer engineering. Fusion Eng. Des. 2015, 98-99, 1216. [Google Scholar] [CrossRef]
- Galatanu, M.; Enculescu, M.; Ruiu, G.; Popescu, B.; Galatanu, A. Cu-based composites as thermal barrier materials in DEMO divertor components. Fusion Eng. Des. 2017, 124, 1131. [Google Scholar] [CrossRef]
- Galatanu, M.; Enculescu, M.; Galatanu, A. Thermophysical properties of Cu-ZrO2 composites as potential thermal barrier materials for a DEMO W-monoblock divertor. Fusion Eng. Des. 2018, 127, 179. [Google Scholar] [CrossRef]
- Reiser, J.; Garrison, L.; Greuner, H.; Hoffmann, J.; Weingärtner, T.; Jäntsch, U.; Klimenkov, M.; Franke, P.; Bonk, S.; Bonnekoh, C.; et al. Ductilisation of tungsten (W): Tungsten laminated composites. Int. J. Refract. Met. Hard Mater. 2017, 69, 66. [Google Scholar] [CrossRef]
- Hancock, D.D.; Homfray, D.; Porton, M.; Todd, I.; Wynne, B. Refractory metals as structural materials for fusion high heat flux components. J. Nucl. Mat. 2018, 512, 169–183. [Google Scholar] [CrossRef]
- Pickering, E.J.; Carruthers, A.W.; Barron, P.J.; Middleburgh, S.C.; Armstrong, D.E.J.; Gandy, A.S. High-Entropy Alloys for Advanced Nuclear Applications. Entropy 2021, 23, 98. [Google Scholar] [CrossRef]
- Litnovsky, A.; Wegener, T.; Klein, F.; Linsmeier, C.; Rasinski, M.; Kreter, A.; Unterberg, B.; Vogel, M.; Kraus, S.; Breuer, U.; et al. Smart alloys for a future fusion power plant: First studies under stationary plasma load and in accidental conditions. Nucl. Mater. Energy 2017, 12, 1363. [Google Scholar] [CrossRef]
- Klein, F.; Litnovsky, A.; Tan, X.; Gonzalez-Julian, J.; Rasinski, M.; Linsmeier, C.; Bram, M.; Coenen, J.W. Smart alloys as armor material for DEMO: Overview of properties and joining to structural materials. Fusion Eng. Des. 2021, 166, 112272. [Google Scholar] [CrossRef]
- Tran-Huu-Loi Morniroli, J.P.; Gantois, M.; Lahaye, M. Brittle fracture of polycrystalline tungsten. J. Mater. Sci. 1985, 20, 199. [Google Scholar] [CrossRef]
- Gludovatz, B.; Wurster, S.; Weingärtner, T.; Hoffmann, A.; Pippan, R. Influence of impurities on the fracture behaviour of tungsten. Philos. Mag. 2011, 91, 3006–3020. [Google Scholar] [CrossRef]
- Gludovatz, B. Fracture Behaviour of Tungsten. Ph.D. Thesis, University Leoben, Leoben, Austria, 2010. [Google Scholar]
- Rupp, D.; Weygand, S.M. Experimental investigation of the fracture toughness of polycrystalline tungsten in the brittle and semi-brittle regime. J. Nucl. Mater. 2009, 386–388, 591. [Google Scholar] [CrossRef]
- Rupp, D.; Mönig, R.; Gruber, P.; Weygand, S.M. Fracture toughness and microstructural characterization of polycrystalline rolled tungsten. Int. J. Refract. Met. Hard Mater. 2010, 28, 669. [Google Scholar] [CrossRef]
- Rupp, D.; Weygand, S. Anisotropic fracture behaviour and brittle-to-ductile transition of polycrystalline tungsten. Philos. Mag. 2010, 90, 4055. [Google Scholar] [CrossRef]
- Gludovatz, B.; Wurster, S.; Hoffmann, A.; Pippan, R. Fracture toughness of polycrystalline tungsten alloys. Int. J. Refract. Met. Hard Mater. 2010, 28, 674. [Google Scholar] [CrossRef]
- Rieth, M.; Hoffmann, A. Impact Bending Tests on Selected Refractory Materials. Adv. Mater. Res. 2009, 59, 101. [Google Scholar] [CrossRef]
- Faleschini, M.; Kreuzer, H.; Kiener, D.; Pippan, R. Fracture toughness investigations of tungsten alloys and SPD tungsten alloys. J. Nucl. Mater. 2007, 367–370, 800. [Google Scholar] [CrossRef]
- Faleschini, M.; Knabl, W.; Pippan, R. Fracture Toughness Investigations of Severe Plastic Deformed Tungsten Alloys. Nano Eng. Mater. Struct. B 2006, 2T15, 445. [Google Scholar]
- Rieth, M.; Hoffmann, A. Influence of microstructure and notch fabrication on impact bending properties of tungsten materials. Int. J. Refract. Met. Hard Mater. 2010, 28, 679. [Google Scholar] [CrossRef]
- Xie, Z.M.; Liu, R.; Miao, S.; Yang, X.D.; Zhang, T.; Wang, X.P.; Fang, Q.F.; Liu, C.S.; Luo, G.N.; Lian, Y.Y.; et al. Extraordinary high ductility/strength of the interface designed bulk W-ZrC alloy plate at relatively low temperature. Sci. Rep. 2015, 5, 16014. [Google Scholar] [CrossRef]
- Xie, Z.M.; Zhang, T.; Liu, R.; Fang, Q.F.; Miao, S.; Wang, X.P.; Liu, C.S. Grain growth behavior and mechanical properties of zirconium micro-alloyed and nano-size zirconium carbide dispersion strengthened tungsten alloys. Int. J. Refract. Met. Hard Mater. 2015, 51, 180. [Google Scholar] [CrossRef]
- Riesch, J.; Höschen, T.; Linsmeier, C.; Wurster, S.; You, J.H. Enhanced toughness and stable crack propagation in a novel tungsten fibre-reinforced tungsten composite produced by chemical vapour infiltration. Phys. Scr. 2014, T159, 014031. [Google Scholar] [CrossRef]
- Ticos, C.M.; Galatanu, M.; Galatanu, A.; Luculescu, C.; Scurtu, A.; Udrea, N.; Ticos, D.; Dumitru, M. Cracks and nanodroplets produced on tungsten surface samples by dense plasma jets. Appl. Surf. Sci. 2018, 434, 1122. [Google Scholar] [CrossRef]
- Galatanu, M.; Popescu, B.; Enculescu, M.; Tiseanu, I.; Craciunescu, T.; Galatanu, A. Direct sintering of SiC-W composites with enhanced thermal conductivity. Fusion Eng. Des. 2013, 88, 2598. [Google Scholar] [CrossRef]
- Novak, S.; Kocen, M.; Zavasnik, A.S.; Galatanu, A.; Galatanu, M.; Tarancon, S.; Tejado, E.; Pastor, J.Y.; Jenus, P. Beneficial effects of a WC addition in FAST-densified tungsten. Mater. Sci. Eng. A 2020, 772, 138666. [Google Scholar] [CrossRef]
- Callaway, J.; Von Baeyer, H.C. Effect of Point Imperfections on Lattice Thermal Conductivity. Phys. Rev. 1960, 120, 1149. [Google Scholar] [CrossRef]
- Toberer, E.S.; Baranowski, L.L.; Dames, C. Advances in Thermal Conductivity. Annu. Rev. Mater. Res. 2012, 42, 179. [Google Scholar] [CrossRef]
- Monachon, C.; Weber, L.; Dames, C. Thermal Boundary Conductance: A Materials Science Perspective. Annu. Rev. Mater. Res. 2016, 46, 433. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | No. of Samples | wt.% Concentration | vol.% Concentration |
|---|---|---|---|
| W-SiC | 5 | 0.2–0.6 | 1.19–3.49 |
| W-ZrC | 4 | 0.5–0.8 | 1.42–2.27 |
| W-D | 4 | 0.2–0.5 | 1.08–2.68 |
| W-Cr | 6 | 0.5–1.0 | 1.34–2.65 |
| W-Fe | 6 | 0.5–1.0 | 1.21–2.41 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Galatanu, M.; Enculescu, M.; Galatanu, A.; Ticos, D.; Dumitru, M.; Ticos, C. Microengineering Design for Advanced W-Based Bulk Materials with Improved Properties. Nanomaterials 2023, 13, 1012. https://doi.org/10.3390/nano13061012
Galatanu M, Enculescu M, Galatanu A, Ticos D, Dumitru M, Ticos C. Microengineering Design for Advanced W-Based Bulk Materials with Improved Properties. Nanomaterials. 2023; 13(6):1012. https://doi.org/10.3390/nano13061012
Chicago/Turabian StyleGalatanu, Magdalena, Monica Enculescu, Andrei Galatanu, Dorina Ticos, Marius Dumitru, and Catalin Ticos. 2023. "Microengineering Design for Advanced W-Based Bulk Materials with Improved Properties" Nanomaterials 13, no. 6: 1012. https://doi.org/10.3390/nano13061012
APA StyleGalatanu, M., Enculescu, M., Galatanu, A., Ticos, D., Dumitru, M., & Ticos, C. (2023). Microengineering Design for Advanced W-Based Bulk Materials with Improved Properties. Nanomaterials, 13(6), 1012. https://doi.org/10.3390/nano13061012