
Exploring Effects of Graphene and Carbon Nanotubes on Rheology and Flow Instability for Designing Printable Polymer Nanocomposites


Abstract
1. Introduction
2. Materials and Methods
3. Results
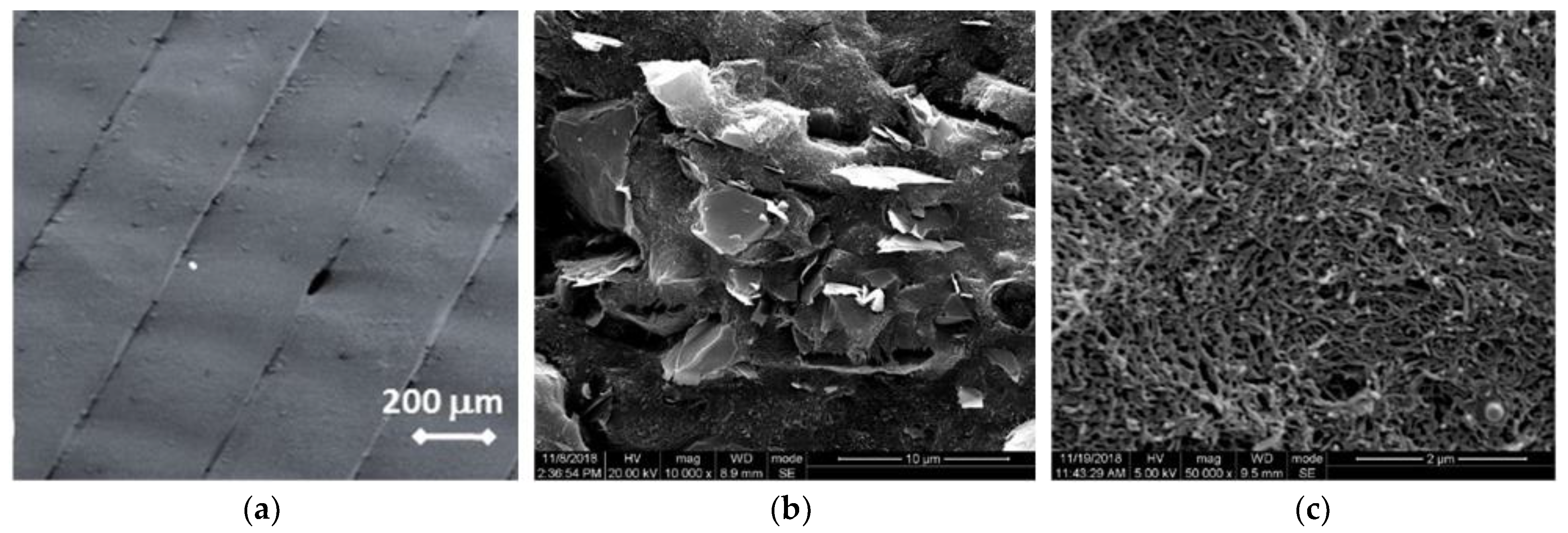
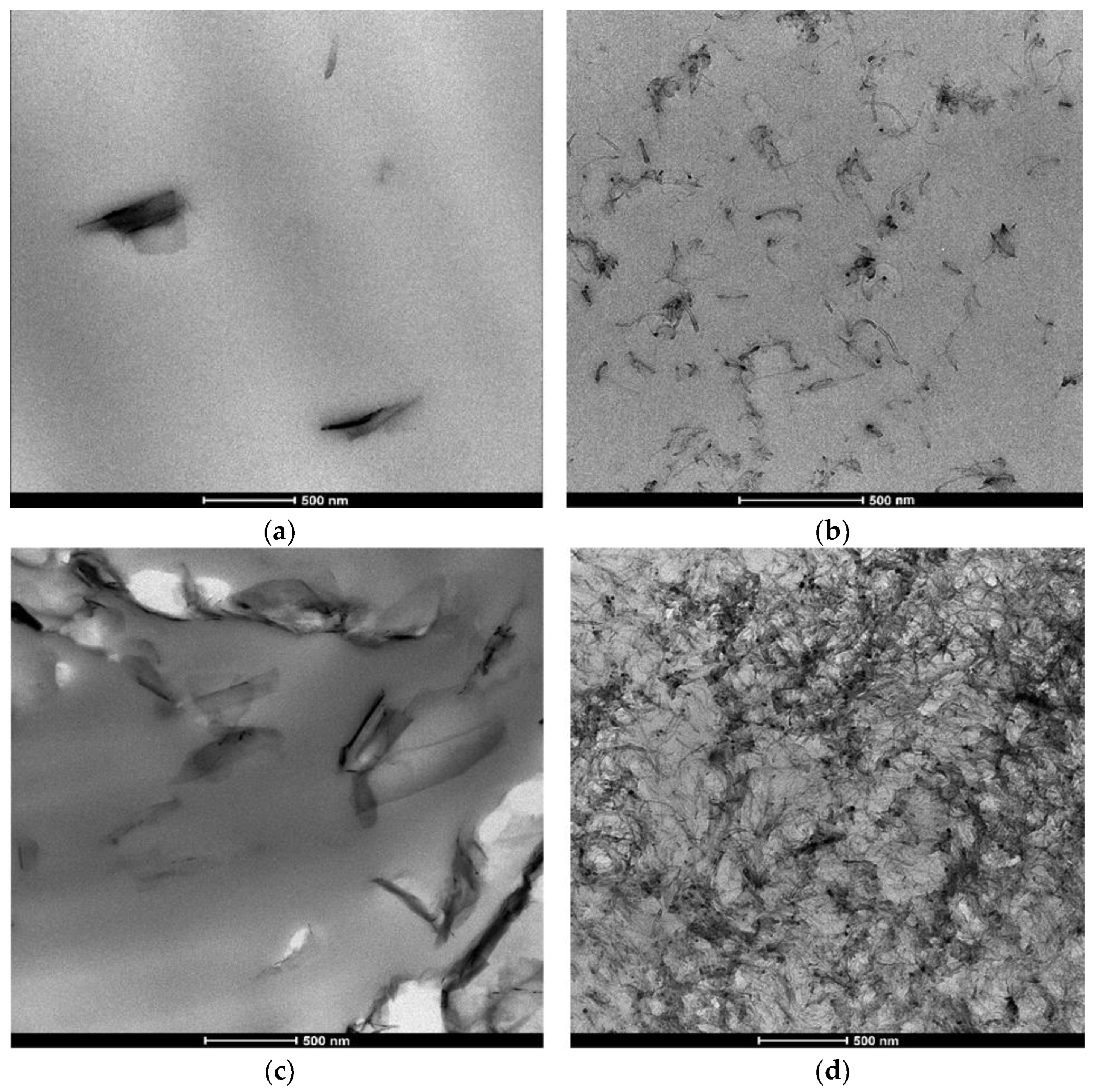
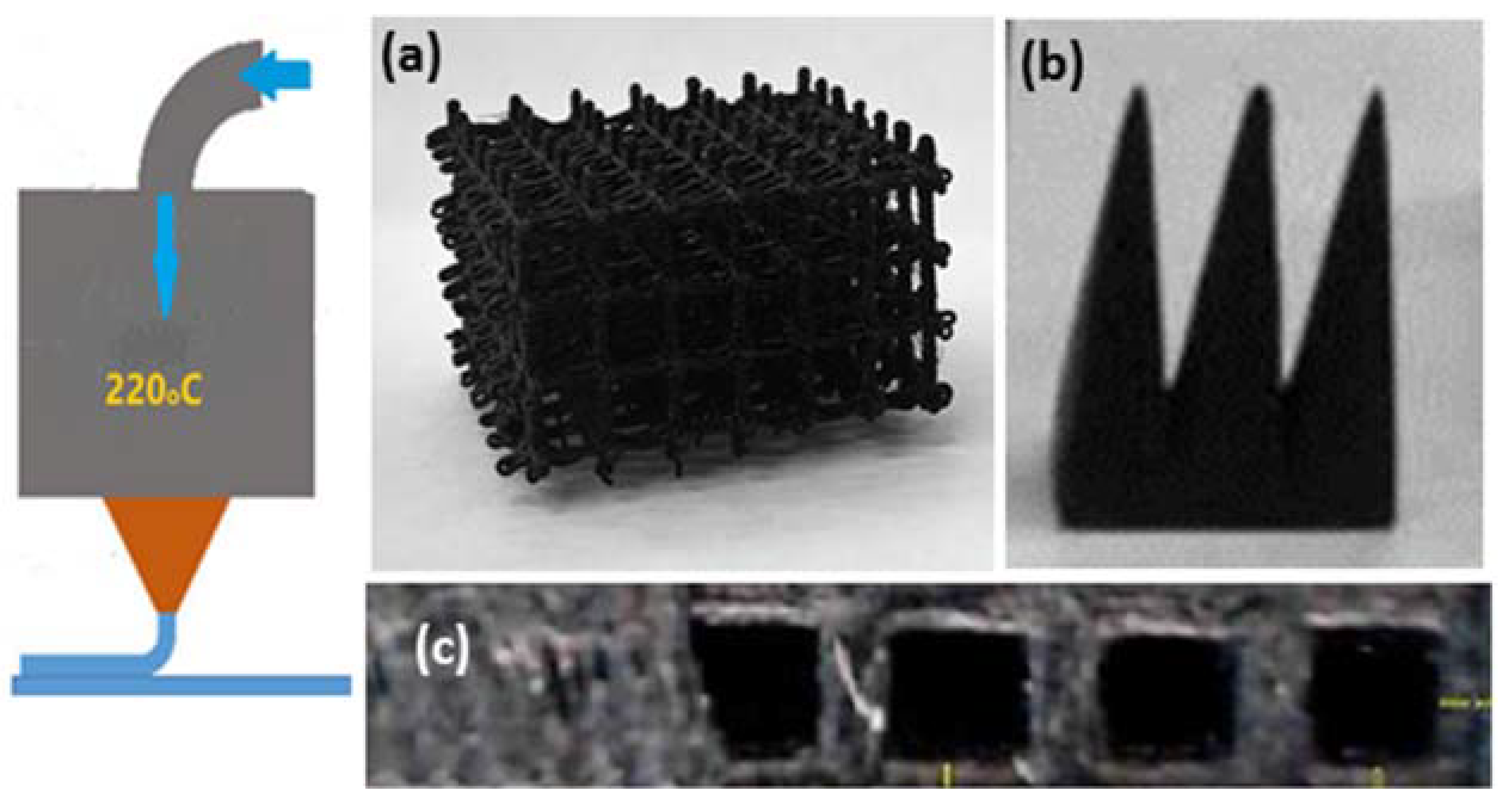
3.1. Microstructure Observation
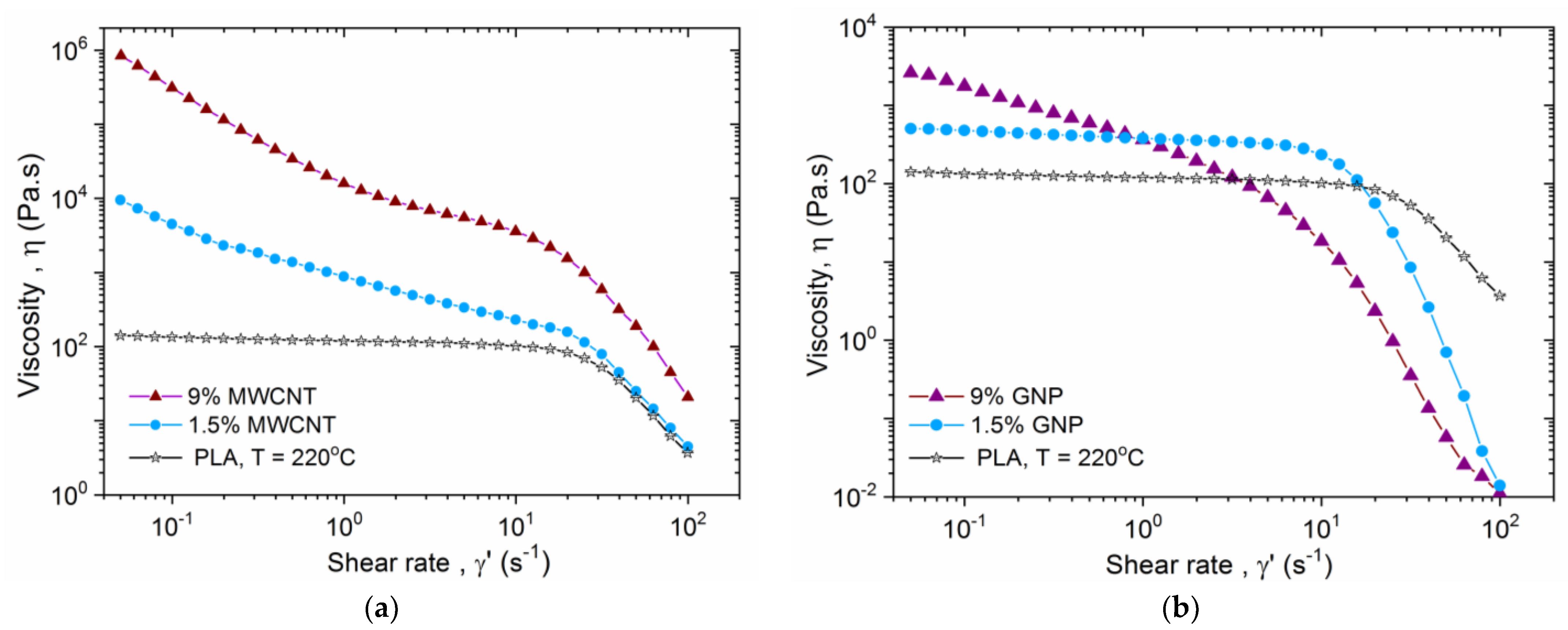
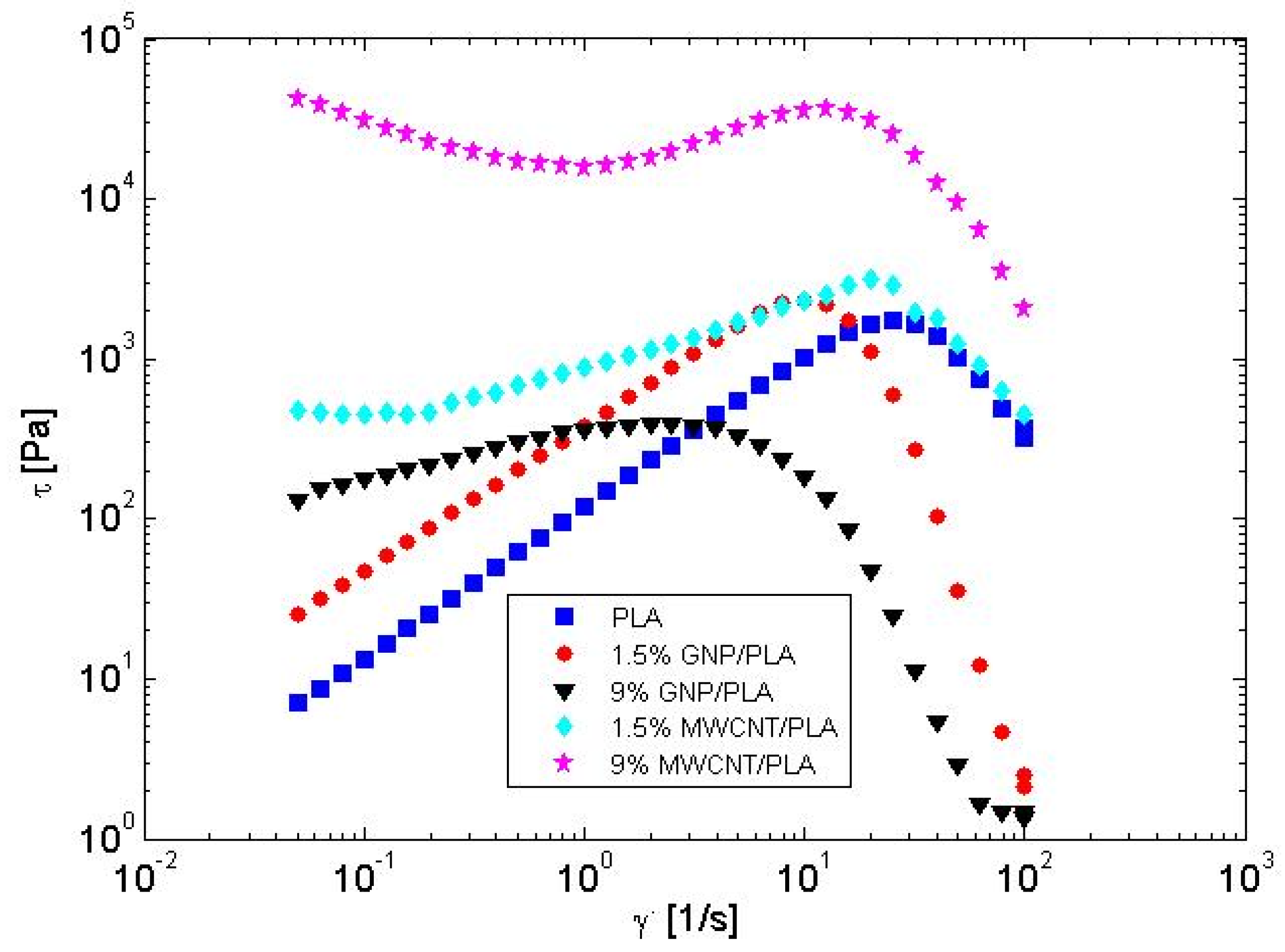
3.2. Rheological Behavior of Hybrid Polymer Nanocomposires
3.3. Rheological Modelling on the Basis of Plate–Plate Experiments
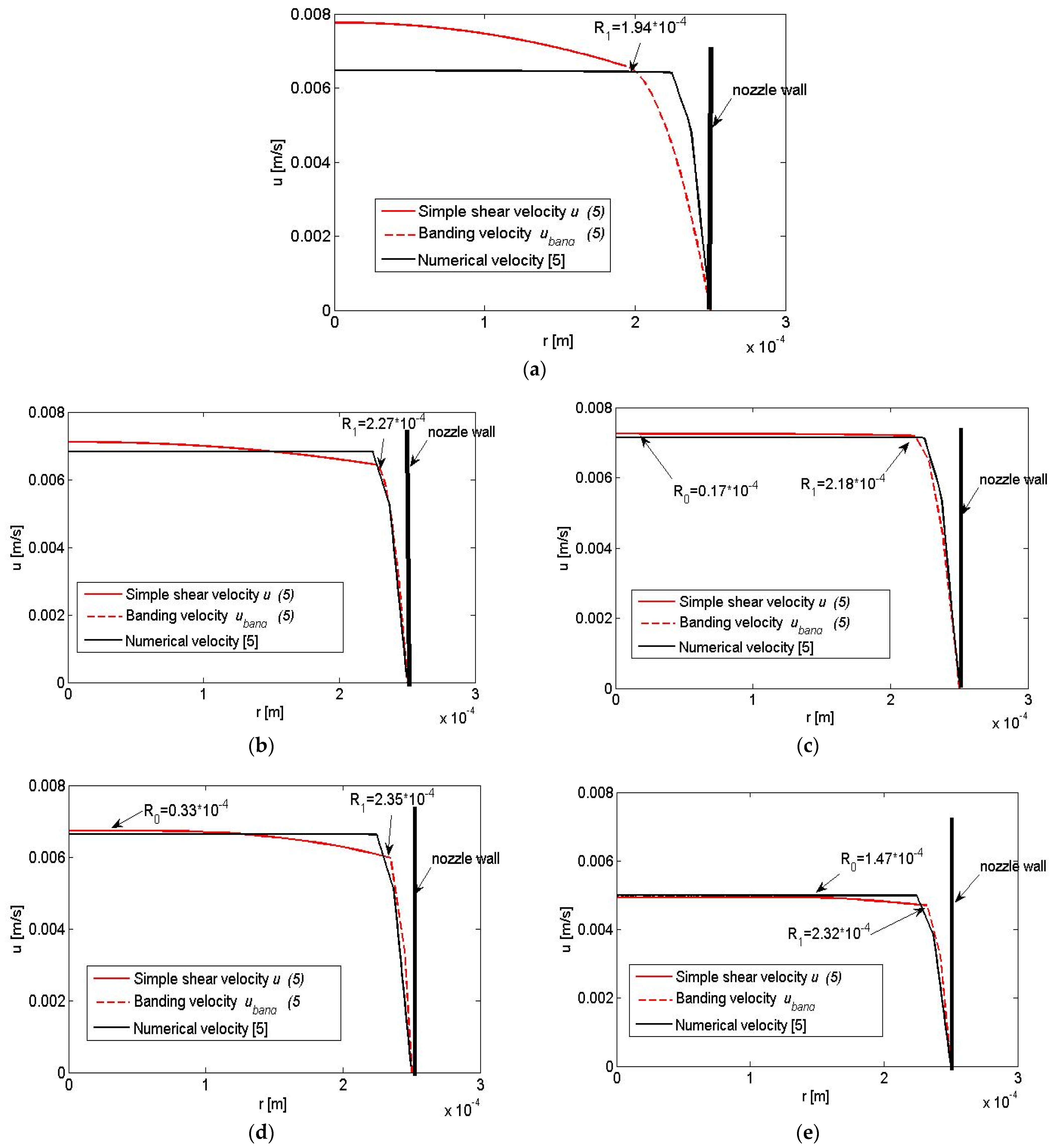
3.4. Application of the Rheological Model for 3D Printing Nozzle Flow
4. Discussion
4.1. Engineering Design of Printable Hybrid Polymer Nanocomposites
4.1.1. Yield Stress
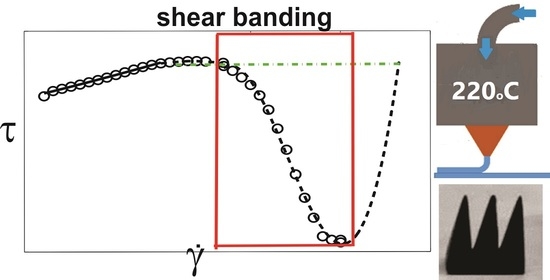
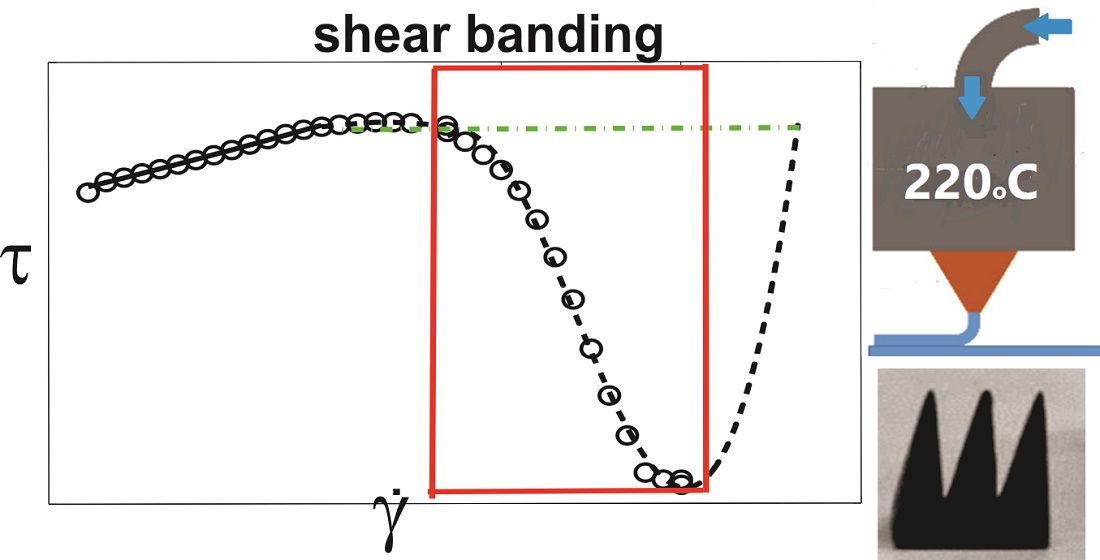
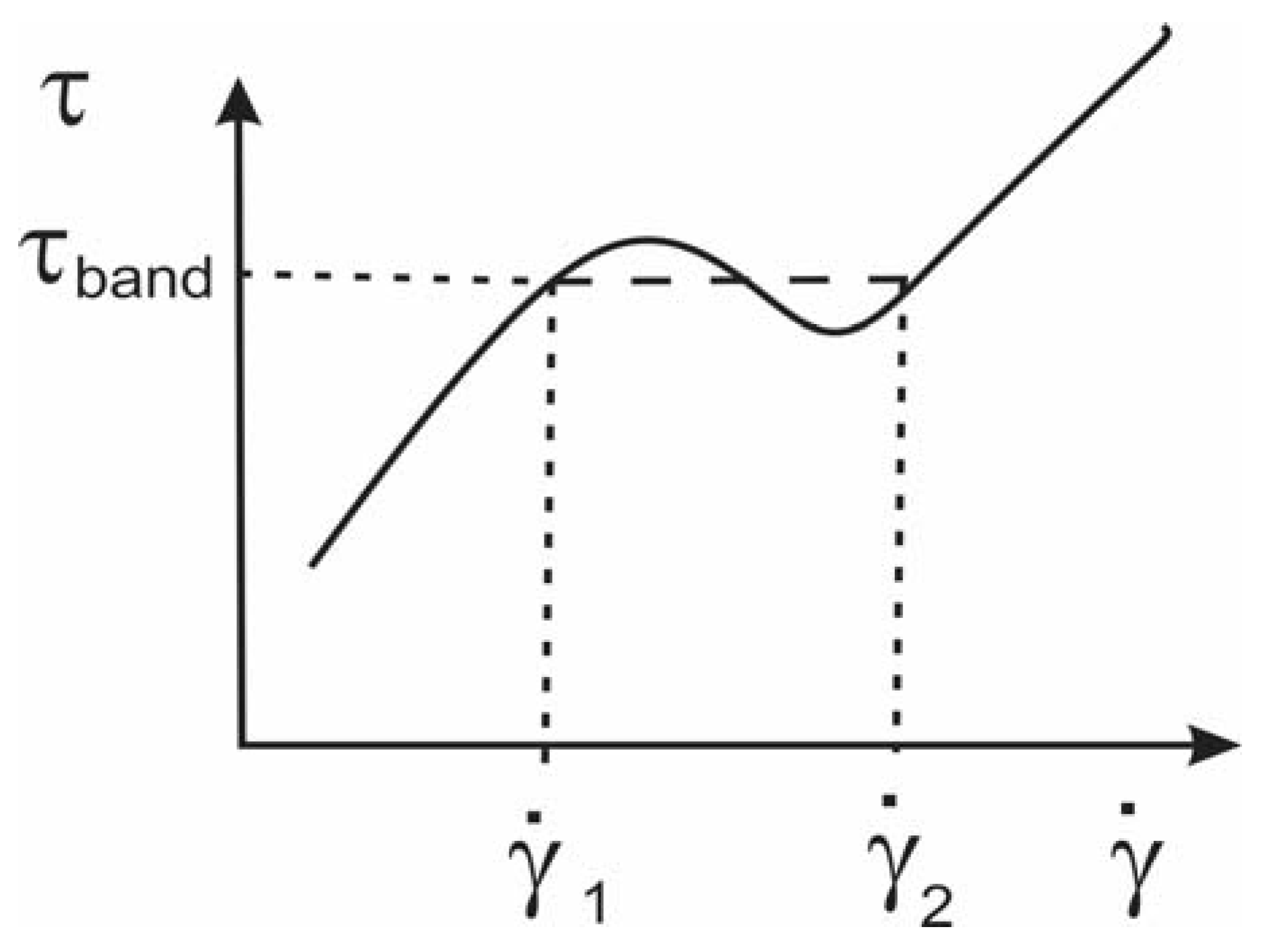
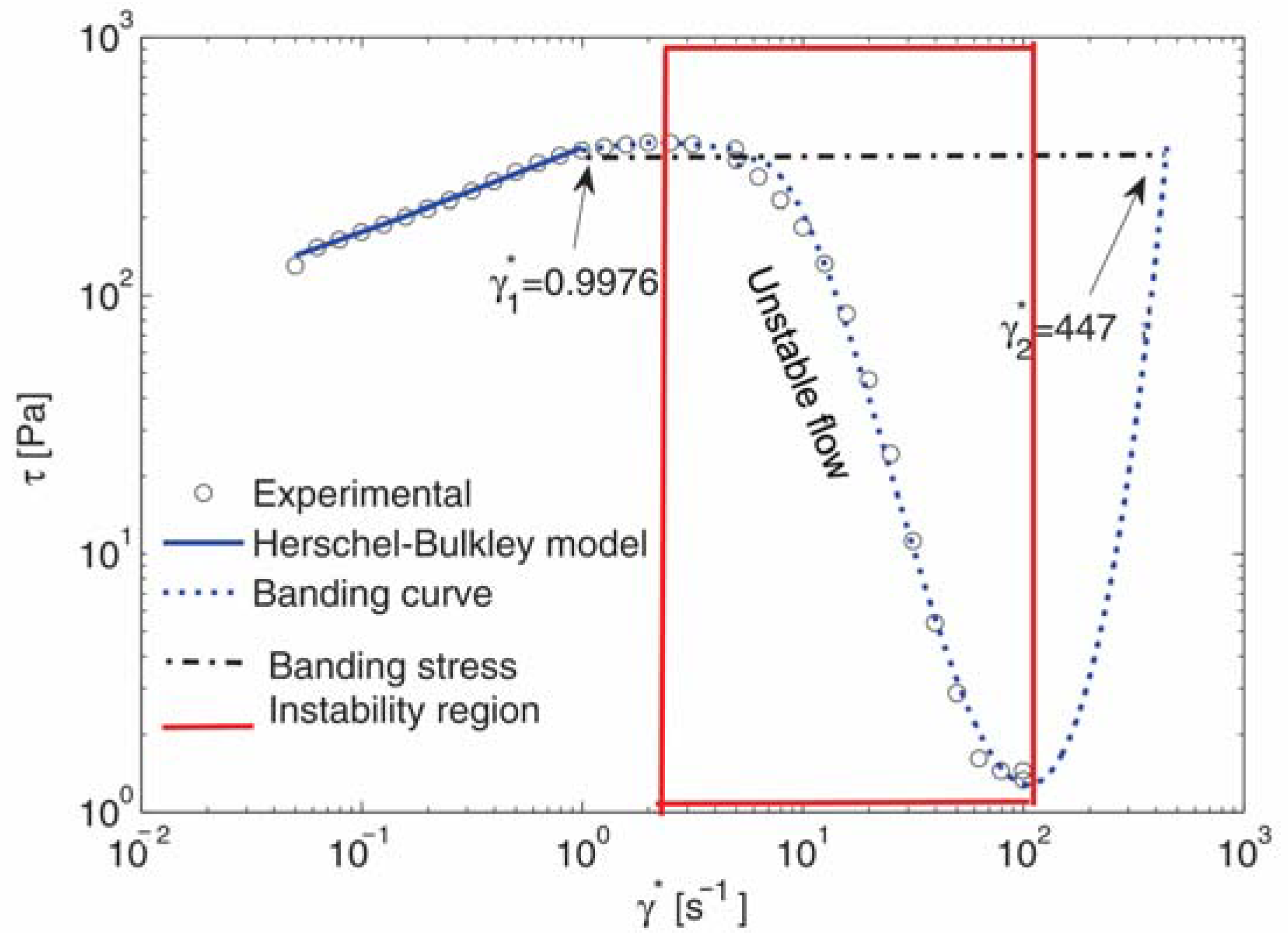
4.1.2. Shear Banding Related to Microstructure
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Lee, J.Y.; An, J.; Chua, C.K. Fundamentals and applications of 3D printing for novel materials. Appl. Mater. Today 2017, 7, 120–133. [Google Scholar] [CrossRef]
- Mackay, M.E. The importance of rheological behavior in the additive manufacturing technique material extrusion. J. Rheol. 2018, 62, 1549–1561. [Google Scholar] [CrossRef]
- Aho, J.; Boetker, J.P.; Baldursdottir, S.; Rantanen, J. Rheology as a tool for evaluation of melt process ability of innovative dosage forms. Int. J. Pharm. 2015, 494, 623–642. [Google Scholar] [CrossRef] [PubMed]
- Postiglione, G.; Natale, G.; Griffini, G.; Levi, M.; Turri, S. Conductive 3D microstructures by direct 3D printing of polymer/carbon nanotube nano-composites via liquid deposition modeling. Compos. Part A 2015, 76, 110–114. [Google Scholar] [CrossRef]
- Kotsilkova, R.; Tabakova, S.; Ivanova, R. Effect of graphene nanoplatelets and multiwalled carbon nanotubes on the viscous and viscoelastic properties and printability of polylactide nanocomposites. Mech. Time-Depend. Mater. 2022, 26, 611–632. [Google Scholar] [CrossRef]
- Phan, D.D.; Horner, J.S.; Swain, Z.R.; Beris, A.N.; Mackay, M.E. Computational fluid dynamics simulation of the melting process in the fused filament fabrication additive manufacturing technique. Addit. Manuf. 2020, 33, 101161. [Google Scholar] [CrossRef]
- Kotsilkova, R.; Ivanov, E.; Georgiev, V.; Ivanova, R.; Menseidov, D.; Batakliev, T.; Angelov, V.; Xia, H.; Chen, Y.; Bychanok, D.; et al. Essential nanostructure parameters to govern reinforcement and functionality of poly(lactic) acid nanocomposites with graphene and carbon nanotubes for 3D printing application. Polymers 2020, 12, 1208. [Google Scholar] [CrossRef]
- Gnanasekaran, K.; Heijmans, T.; van Bennekom, S.; Woldhuis, H.; Wijnia, S.; de With, G.; Friedrich, H. 3D printing of CNT-and graphene-based conductive polymer nanocomposites by fused deposition modeling. Appl. Mater. Today 2017, 9, 21–28. [Google Scholar] [CrossRef]
- Gorrasi, G.; Bugatti, V.; Milone, C.; Mastronardo, E.; Piperopoulos, E.; Iemmo, L.; Di Bartolomeo, A. Effect of temperature and morphology on the electrical properties of PET/conductive nanofillers composites. Compos. Part B Eng. 2018, 135, 149–154. [Google Scholar] [CrossRef]
- Spinelli, G.; Lamberti, P.; Tucci, V.; Ivanova, R.; Tabakova, S.; Ivanov, E.; Kotsilkova, R.; Cimmino, S.; Di Maio, R.; Silvestre, C. Rheological and Electrical Behaviour of Nanocarbon/poly(lactic) Acid for 3D Printing Applications. Compos. Part B 2019, 167, 467–476. [Google Scholar] [CrossRef]
- Tjong, S.C. Polymer Composites with Carbonaceous Nanofillers: Properties and Applications; Wiley-VCH: Hoboken, NJ, USA, 2012; pp. 103–379. [Google Scholar] [CrossRef]
- Sadasivuni, K.K.; Ponnamma, D.; Kim, J.; Thomas, S. Graphene-Based Polymer Nanocomposites in Electronics; Springer Series on Polymer and Composite Materials; Springer: Berlin/Heidelberg, Germany, 2014. [Google Scholar] [CrossRef]
- Sharma, S.; Sharma, B.; Jain, P. Graphene Based Biopolymer Nanocomposites in Sensors. In Graphene Based Biopolymer Nanocomposites; Sharma, B., Jain, P., Eds.; Composites Science and Technology; Springer: Singapore, 2021. [Google Scholar] [CrossRef]
- Ji, L.; Meduri, P.; Agubra, V.; Xiao, X.; Alcoutlabi, M. Graphene-Based Nanocomposites for Energy Storage: Review. Adv. Energy Mater. 2016, 6, 1502159. [Google Scholar] [CrossRef]
- Zhang, Z.; Cai, R.; Long, F.; Wang, J. Development and Application of Tetrabromobisphenol A Imprinted Electrochemical Sensor Based on Graphene/carbon Nanotubes Three-Dimensional Nanocomposites Modified Carbon Electrode. Talanta 2015, 134, 435–442. [Google Scholar] [CrossRef] [PubMed]
- Cheng, Z.; Liao, J.; He, B.; Zhang, F.; Zhang, F.; Huang, X.; Zhou, L. One-Step Fabrication of Graphene Oxide Enhanced Magnetic Composite Gel for Highly Efficient Dye Adsorption and Catalysis. ACS Sustain. Chem. Eng. 2015, 3, 1677–1685. [Google Scholar] [CrossRef]
- Shi, S.; Peng, Z.; Jing, J.; Yang, L.; Chen, Y. 3D Printing of delicately controllable cellular nanocomposites based on polylactic acid incorporating graphene/carbon nanotube hybrids for efficient electromagnetic interference shielding. ACS Sustain. Chem. Eng. 2020, 8, 7962–7972. [Google Scholar] [CrossRef]
- Fu, Y.; Downey, A.; Yuan, L.; Pratt, A.; Balogun, Y. In situ monitoring for fused filament fabrication process: A review. Addit. Manuf. 2021, 38, 101749. [Google Scholar] [CrossRef]
- Serdeczny, M.P.; Comminal, R.; Pedersen, D.B.; Spangenberg, J. Experimental and analytical study of the polymer melt flow through the hot-end in material extrusion additive manufacturing. Addit. Manuf. 2020, 32, 100997. [Google Scholar] [CrossRef]
- Divoux, T.; Fardin, M.A.; Manneville, S.; Lerouge, S. Shear banding of complex fluids. Annu. Rev. Fluid Mech. 2016, 48, 81–103. [Google Scholar] [CrossRef]
- Fielding, S.M.; Olmsted, P.D. Spatiotemporal oscillations and rheochaos in a simple model of shear banding. Phys. Rev. Lett. 2004, 92, 084502. [Google Scholar] [CrossRef]
- Boukany, P.E.; Wang, S.Q. Exploring the transition from wall slip to bulk shearing banding in well entangled DNA solutions. Soft Matter 2009, 5, 780–789. [Google Scholar] [CrossRef]
- Goveas, J.L.; Fredrickson, G.H. Curvature-driven shear banding in polymer melts. J. Rheol. 1999, 43, 1261–1277. [Google Scholar] [CrossRef]
- Lerouge, S.; Olmsted, P.D. Non-local effects in shear banding of polymeric flows. Front. Phys. 2020, 7, 246. [Google Scholar] [CrossRef]
- Hu, Y.T.; Palla, C.; Lips, A. Comparison between shear banding and shear thinning in entangled micellar solutions. J. Rheol. 2008, 52, 379. [Google Scholar] [CrossRef]
- Ewoldt, R.H.; Saengow, C. Designing Complex Fluids. Annu. Rev. Fluid Mech. 2022, 54, 413–441. [Google Scholar] [CrossRef]
- Fielding, S. Triggers and signatures of shear banding in steady and time-dependent flows. J. Rheol. 2016, 60, 821–834. [Google Scholar] [CrossRef]
- Zhu, X.; Yang, W.; Wang, S.-Q. Exploring shear yielding and strain localization at the die entry during extrusion of entangled melts. J. Rheol. 2013, 57, 349–364. [Google Scholar] [CrossRef]
- Vasu, K.S.; Krishnaswamy, R.; Sampath, S.; Sood, A.K. Yield stress, thixotropy and shear banding in a dilute aqueous suspension of few layer graphene oxide platelets. Soft Matter 2013, 9, 5874. [Google Scholar] [CrossRef]
- Wychowaniec, J.K.; Iliut, M.; Borek, B.; Muryn, C.; Mykhaylyk, O.O.; Edmondson, S.; Vijayaraghavan, A. Elastic flow instabilities and macroscopic textures in graphene lyotropic liquid crystals. npj 2d- Mater. Appl. 2021, 5, 11. [Google Scholar] [CrossRef]
- Nelson, A.Z.; Schweizer, K.S.; Rauzan, B.M.; Nuzzo, R.G.; Vermant, J.; Ewoldt, R.H. Designing and transforming yield-stress fluids. Curr. Opin. Solid State Mater. Sci. 2019, 23, 100758. [Google Scholar] [CrossRef]
- Truby, R.L.; Lewis, J.A. Printing soft matter in three dimensions. Nature 2016, 540, 371–378. [Google Scholar] [CrossRef]
- Kamal, C.; Gravelle, S.; Botto, L. Hydrodynamic slip can align thin nanoplatelets in shear flow. Nat. Commun. 2020, 11, 2425. [Google Scholar] [CrossRef]
- Knauert, S.T.; Douglas, J.F.; Starr, F.W. The effect of nanoparticle shape on polymer-nanocomposite rheology and tensile strength. J. Polym. Sci. Part B Polym. Phys. 2007, 45, 1882–1897. [Google Scholar] [CrossRef]
- Muñoz, P.A.R.; de Oliveira, C.F.P.; Amurin, L.G.; Rodriguez, C.L.C.; Nagaoka, D.A.; Tavares, M.I.B.; Domingues, S.H.; Andrade, R.J.E.; Fechine, G.J.M. Novel improvement in processing of polymer nanocomposite based on 2D materials as fillers. Express Polym. Lett. 2018, 12, 930–945. [Google Scholar] [CrossRef]
- Bird, R.B.; Stewart, W.E.; Lightfoot, E.N. Transport Phenomena, 2nd ed.; John Wiley & Sons Inc.: New York, NY, USA, 2002. [Google Scholar]
- Chhabra, R.P. Bubbles, Drops, and Particles in Non-Newtonian Fluids, 2nd ed.; CRC Press, Taylor & Francis Group: Boca Raton, FL, USA, 2006. [Google Scholar]
- Coogan, T.J.; Kazmer, D.O. In-line rheological monitoring of fused deposition modeling. J. Rheol. 2019, 63, 141–155. [Google Scholar] [CrossRef]
- Balani, B.S.; Chabert, F.; Nassiet, V.; Cantarel, A. Influence of printing parameters on the stability of deposited beads in fused filament fabrication of poly(lactic) acid. Addit. Manuf. 2019, 25, 112–121. [Google Scholar] [CrossRef]
- Beran, T.; Mulholland, T.; Henning, F.; Rudolph, N.; Osswald, T.A. Nozzle Clogging Factors During Fused Filament Fabrication of Spherical Particle Filled Polymers. Addit. Manuf. 2018, 23, 206–214. [Google Scholar] [CrossRef]
- Nienhaus, V.; Smith, K.; Spiehl, D.; Dörsam, E. Investigations on nozzle geometry in fused filament fabrication. Addit. Manuf. 2019, 28, 711–718. [Google Scholar] [CrossRef]
- Pigeonneau, F.; Xu, D.; Vincent, M.; Agassant, J.-F. Heating and flow computations of an amorphous polymer in the liquefier of a material extrusion 3D printer. Addit. Manuf. 2020, 32, 101001. [Google Scholar] [CrossRef]
- Quintana, J.L.C.; Hiemer, S.; Duarte, N.G.; Osswald, T. Implementation of shear thinning behavior in the fused filament fabrication melting model: Analytical solution and experimental validation. Addit. Manuf. 2021, 37, 101687. [Google Scholar] [CrossRef]
- Kim, S.K.; Kazmer, D.O.; Colon, A.R.; Coogan, T.J.; Peterson, A.M. Non-Newtonian modeling of contact pressure in fused filament fabrication. J. Rheol. 2021, 65, 27–42. [Google Scholar] [CrossRef]
- Kim, S.K. Flow-rate based method for velocity of fully developed laminar flow in tubes. J. Rheol. 2018, 62, 1397–1407. [Google Scholar] [CrossRef]
- Yerushalmi, J.; Katz, S.; Shinnar, R. The stability of steady shear flows of some viscoelastic fluids. Chem. Eng. Sci. 1970, 25, 1891–1902. [Google Scholar] [CrossRef]
- Georgiou, G.C. Simple shear flow of a Herschel-Bulkley fluid with wall slip above a threshold stress. Appl. Eng. Sci. 2021, 8, 100068. [Google Scholar] [CrossRef]
- Grand, C.; Arrault, J.; Cates, M.E. Slow transients and metastability in wormlike micelle rheology. J. Phys. B Atom. Mol. Phys. 1997, 7, 1071–1086. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Filler Type | GNP | MWCNT |
|---|---|---|
| Trade name | TNGNP | NC7000 |
| Producer | Times Nano, China | Nanocyl, Belgium |
| Carbon purity, wt% | >99.5 | 90 |
| Layers, number | <20 | - |
| Thickness, nm | 4–20 | - |
| Mean diameter, μm | 5–10 | - |
| Outer diameter, nm | - | 9.5 |
| Length, μm | - | 1.5 |
| Aspect ratio | 500 | 150 |
| Surface area (SSA), m2/g | 30–40 | 250–300 |
| Functionalization | - | oxidized |
| Material | [Pa] | n [-] | [Pa] | |||
|---|---|---|---|---|---|---|
| PLA | 0 | 118.85 | 0.9441 | 12.56 | 223 | 1295.85 |
| 1.5% GNP/PLA | 0 | 380.19 | 0.9021 | 6.295 | 552 | 1998.82 |
| 9% GNP/PLA | 29.71 | 343.1 | 0.37 | 0.9976 | 447 | 372.5 |
| 1.5% MWCNT/PLA | 334.7 | 511.6 | 0.6054 | 9.976 | 772 | 2393.9 |
| 9% MWCNT/PLA | 15,880 | 488.4 | 2.124 | 3.972 | 518 | 25,022.63 |
| Material | Q [mm3/s] | U [mm/s] | ρ [kg/m3] | |||
|---|---|---|---|---|---|---|
| PLA | 1.1723 | 5.97 | 1240 | 5.81 | 3.2 × 10−4 | 2.9 × 104 |
| 1.5% GNP/PLA | 1.2417 | 6.32 | 1250 | 3.62 | 5.4 × 10−4 | 4 × 104 |
| 9% GNP/PLA | 1.3004 | 6.62 | 1260 | 0.83 | 25 × 10−4 | 0.67 × 104 |
| 1.5% MWCNT/PLA | 1.2064 | 6.14 | 1250 | 3.10 | 6.2 × 10−4 | 5 × 104 |
| 9% MWCNT/PLA | 0.9060 | 4.61 | 1260 | 48.3 | 0.3 × 10−4 | 93 × 104 |
| Materials | Shear Flow Rheology | Yield | Shear Banding | 3D Printing (ME) | References |
|---|---|---|---|---|---|
| Polymer solutions | yes | no | yes | no | [20,22,23] |
| Wormlike micelles | yes | no | yes | no | [24,25] |
| All types of polymers | yes | yes | yes | no | [26,27] |
| Suspensions with graphene oxide (GO) | yes | yes | yes | no | [29] |
| Liquid crystalline suspensions with GO | yes | no | yes | no | [30] |
| Polymer melts | yes | yes | yes | yes | [2,19,28] |
| Polymer melts with GNPs and/or MWCNTs | yes | yes | yes | yes | present work |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kotsilkova, R.; Tabakova, S. Exploring Effects of Graphene and Carbon Nanotubes on Rheology and Flow Instability for Designing Printable Polymer Nanocomposites. Nanomaterials 2023, 13, 835. https://doi.org/10.3390/nano13050835
Kotsilkova R, Tabakova S. Exploring Effects of Graphene and Carbon Nanotubes on Rheology and Flow Instability for Designing Printable Polymer Nanocomposites. Nanomaterials. 2023; 13(5):835. https://doi.org/10.3390/nano13050835
Chicago/Turabian StyleKotsilkova, Rumiana, and Sonia Tabakova. 2023. "Exploring Effects of Graphene and Carbon Nanotubes on Rheology and Flow Instability for Designing Printable Polymer Nanocomposites" Nanomaterials 13, no. 5: 835. https://doi.org/10.3390/nano13050835
APA StyleKotsilkova, R., & Tabakova, S. (2023). Exploring Effects of Graphene and Carbon Nanotubes on Rheology and Flow Instability for Designing Printable Polymer Nanocomposites. Nanomaterials, 13(5), 835. https://doi.org/10.3390/nano13050835