

Doping Effects of Carbon Nanotubes and Graphene on the Flexural Properties and Tribological Performance of Needle-Punched Carbon/Carbon Composites Prepared by Liquid-Phase Impregnation


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
2.1. Specimen Preparation
2.1.1. Preparation of Impregnation Solution
2.1.2. Carbon Fiber Preform Preparation
2.1.3. Densification
2.2. Characterization
2.2.1. Density and Porosity Measurement
2.2.2. Measurement of Thermal Conductivity
2.2.3. Flexural Strength Tests
2.2.4. Friction and Wear Tests
2.2.5. Microstructure
3. Results and Discussion
3.1. Porosity and Density
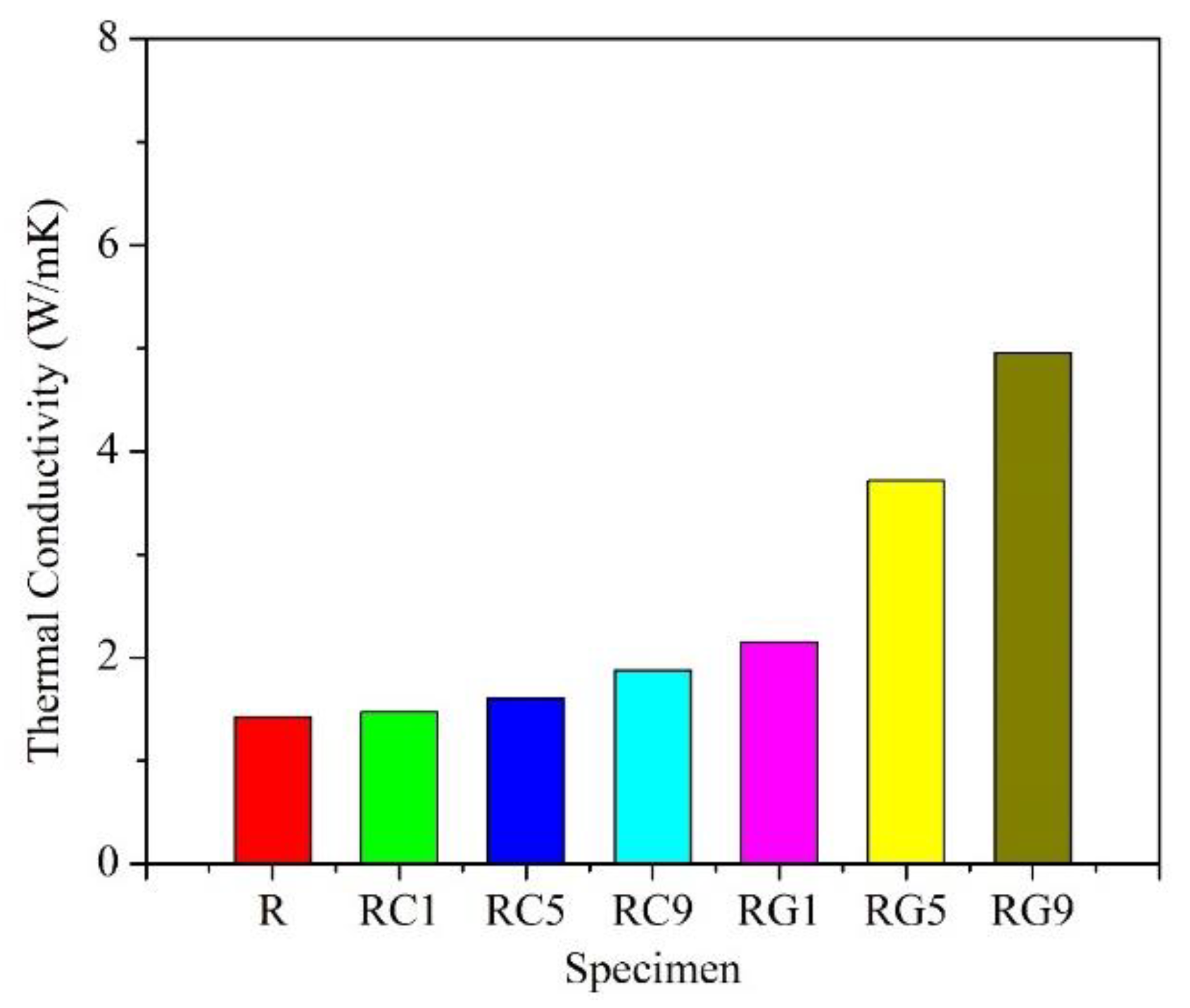
3.2. Thermal Conductivity
3.3. Flexural Strength
3.4. Friction and Wear
3.5. Surface Morphology
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Su, J.M.; Xiao, Z.C.; Liu, Y.Q.; Meng, F.C.; Peng, Z.G.; Gu, L.M.; Li, G.F.; Xing, R.P. Preparation and characterization of carbon/carbon aircraft brake materials with long service life and good frictional properties. New Carbon Mater. 2010, 25, 329–334. [Google Scholar] [CrossRef]
- Gadow, R.; Jiménez, M. Carbon fiber- reinforced carbon composites for aircraft brakes. Am. Ceram. Soc. Bull. 2019, 98, 28–34. [Google Scholar]
- Guo, F.; Yan, Y.; Hong, Y.; Li, Y. Multiscale modeling: Prediction for thermophysical properties of needled carbon/carbon composite and evaluation of brake disk system. Mater. Today Commun. 2020, 22, 100685. [Google Scholar] [CrossRef]
- Lim, D.S.; An, J.W.; Lee, H.J. Effect of carbon nanotube addition on the tribological behavior of carbon/carbon composites. Wear 2002, 252, 512–517. [Google Scholar] [CrossRef]
- Park, S.J.; Seo, M.K.; Lee, J.R. Effect of oxidation inhibitor on the low energy tribological behavior of carbon–carbon composites. Carbon 2002, 40, 835–843. [Google Scholar] [CrossRef]
- Seghi, S.; Fabio, B.; Economy, J. Carbon/carbon–boron nitride composites with improved wear resistance compared to carbon/carbon. Carbon 2004, 42, 3043–3048. [Google Scholar] [CrossRef]
- Gong, Q.M.; Li, Z.; Zhang, Z.; Wu, B.; Zhou, X.; Huang, Q.Z.; Liang, J. Tribological properties of carbon nanotube-doped carbon/carbon composites. Tribol. Int. 2006, 39, 937–944. [Google Scholar] [CrossRef]
- Policandriotes, T.; Filip, P. Effects of selected nanoadditives on the friction and wear performance of carbon–carbon aircraft brake composites. Wear 2011, 271, 2280–2289. [Google Scholar] [CrossRef]
- Gong, Q.; Li, D.; Li, Z.; Yi, X.; Liang, J. Tribological properties of carbon nanotube-reinforced composites. In Tribology of Polymeric Nanocomposites, 2nd ed.; Friedrich, K., Schlarb, A.K., Eds.; Butterworth-Heinemann: Oxford, UK, 2013; pp. 353–386. ISBN 978-0-444-59455-6. [Google Scholar]
- Luo, R. Friction performance of C/C composites prepared using rapid directional diffused chemical vapor infiltration processes. Carbon 2002, 40, 1279–1285. [Google Scholar] [CrossRef]
- Tai, N.H.; Kuo, H.H.; Lin, J.H.C.; Ju, C.P. Mechanical and tribological properties of 2-D carbon/carbon composites densified through pulse chemical vapor infiltration. J. Mater. Sci. 2002, 37, 3693–3703. [Google Scholar] [CrossRef]
- Luo, R.; Li, Q. Brake characteristics of 2D carbon/carbon composites prepared by rapid direction diffused cvi technology. Mater. Sci. Eng. A 2004, 379, 33–38. [Google Scholar] [CrossRef]
- Lee, K.J.; Cheng, H.Z.; Chen, J.S. Effect of densification cycles on continuous friction behavior of carbon-carbon composites. Wear 2006, 260, 99–108. [Google Scholar] [CrossRef]
- Lee, K.J.; Tsai, M.J.; Cheng, H.Z. Effect of densification parameters on the low-energy tribological behavior of carbon/carbon composites. Carbon 2010, 48, 1353–1361. [Google Scholar] [CrossRef]
- Lee, K.J.; Wu, C.H.; Cheng, H.Z.; Kuo, C.C.; Tseng, H.C.; Liao, W.K.; Wei, S.F.; Huang, S.F. Carbonization rate and impregnating methods on the tribological behavior of carbon/carbon composites. Procedia Eng. 2012, 36, 341–348. [Google Scholar] [CrossRef][Green Version]
- Luo, R.; Huai, X.; Qu, J.; Ding, H.; Xu, S. Effect of heat treatment on the tribological behavior of 2D carbon/carbon composites. Carbon 2003, 41, 2693–2701. [Google Scholar] [CrossRef]
- Xiong, X.; Huang, B.Y.; Li, J.H.; Xu, H.J. Friction behaviors of carbon/carbon composites with different pyrolytic carbon textures. Carbon 2006, 44, 463–467. [Google Scholar] [CrossRef]
- Xu, H.J.; Huang, B.Y.; Yi, M.Z.; Xiong, X.; Lei, B.L. Influence of matrix carbon texture on the temperature field of carbon/carbon composites during braking. Tribol. Int. 2011, 44, 18–24. [Google Scholar] [CrossRef]
- Ouyang, X.; Li, Z.; Xiao, P.; Chen, G.-Y.; Li, J.-W.; Liu, P.-F. Effects of the high-temperature treatment of C/C composites on their tribological properties. New Carbon Mater. 2019, 34, 472–481. [Google Scholar] [CrossRef]
- Chen, T.; Gong, W.; Liu, G. Effects of fiber-types on braking behavior of carbon–carbon composites. Mater. Sci. Eng. A 2006, 441, 73–78. [Google Scholar] [CrossRef]
- Wu, S.; Yi, M.; Ge, Y.; Ran, L.; Peng, K. Effect of carbon fiber reinforcement on the tribological performance and behavior of aircraft carbon brake discs. Carbon 2017, 117, 279–292. [Google Scholar] [CrossRef]
- Chang, H.W.; Rusnak, R.M. Contribution of oxidation to the wear of carbon-carbon composites. Carbon 1978, 16, 309–312. [Google Scholar] [CrossRef]
- Tatarzycki, E.M.; Webb, R.T. Friction and wear of aircraft brakes. In Friction, Lubrication, and Wear Technology, ASM Handbook; ASM International: Materials Park, OH, USA, 1992; Volume 18, pp. 582–587. [Google Scholar]
- Chen, J.D.; Ju, C.P. Effect of sliding speed on the tribological behavior of a PAN-pitch carbon-carbon composite. Mater. Chem. Phys. 1995, 39, 174–179. [Google Scholar] [CrossRef]
- Ju, C.P.; Chen, J.D.; Lin, J.H.C. Effect of break-in speed on early-stage sliding behavior of 2-dimensional PAN-pitch based carbon-carbon composite. J. Mater. Sci. Lett. 1995, 14, 740–743. [Google Scholar] [CrossRef]
- Chen, J.D.; Lin, J.H.C.; Ju, C.P. Effect of load on tribological behaviour of carbon-carbon composites. J. Mater. Sci. 1996, 31, 1221–1229. [Google Scholar] [CrossRef]
- Kumar, P.; Srivastava, V.K. A review on wear and friction performance of carbon–carbon composites at high temperature. Int. J. Appl. Ceram. 2016, 13, 702–710. [Google Scholar] [CrossRef]
- Li, C.C.; Sheehan, J.E. Friction and wear study of graphite and C-C composite in air and helium. In Wear of Materials; ASME: New York, NY, USA, 1981; pp. 525–533. [Google Scholar]
- Chen, J.D.; Lin, J.H.C.; Ju, C.P. Effect of humidity on the tribological behavior of carbon-carbon composites. Wear 1996, 193, 38–47. [Google Scholar] [CrossRef]
- Abdo, J.; Shamseldeen, E.; Lafdee, K. Humidity effects on carbon-carbon composites (fiber pre-form+CVI). Mater. Sci. Eng. A 2008, 472, 2–14. [Google Scholar] [CrossRef]
- Ozcan, S.; Filip, P. Wear of carbon fiber reinforced carbon matrix composites: Study of abrasive, oxidative wear and influence of humidity. Carbon 2013, 62, 240–247. [Google Scholar] [CrossRef]
- Lee, K.J.; Lin, J.H.C.; Ju, C.P. Electron microscopic study of worn PAN-pitch based carbon-carbon composite. Carbon 1997, 35, 613–620. [Google Scholar] [CrossRef]
- Hutton, T.J.; McEnaney, B.; Crelling, J.C. Structural studies of wear debris from carbon–carbon composite aircraft brakes. Carbon 1999, 37, 907–916. [Google Scholar] [CrossRef]
- Lee, K.J.; Lin, J.H.C.; Ju, C.P. Microstructure study of PAN-pitch carbon-carbon composite lubricative film. Mater. Chem. Phys. 2003, 78, 760–766. [Google Scholar] [CrossRef]
- François, M.; Joly, J.P.; Kapsa, P.; Jacquemard, P. A temperature-programmed desorption and oxidation investigation of wear debris from carbon/carbon composite aircraft brakes. Carbon 2007, 45, 124–131. [Google Scholar] [CrossRef]
- Pevida, C.; Jacquemard, P.; Joly, J.P. Physicochemical properties of debris ejected from C/C brakes with different structural orders. Carbon 2008, 46, 994–1002. [Google Scholar] [CrossRef]
- Rietsch, J.C.; Dentzer, J.; Dufour, A.; Schnell, F.; Vidal, L.; Jacquemard, P.; Gadiou, R.; Vix-Guterl, C. Characterizations of C/C composites and wear debris after heavy braking demands. Carbon 2009, 47, 85–93. [Google Scholar] [CrossRef]
- Lei, B.; Yi, M.; Xu, H.; Ran, L.; Ge, Y.; Peng, K. Microstructures of the worn surface layer of C/C composites. Acta Mater. Compos. Sin. 2010, 27, 64–69. (In Chinese) [Google Scholar]
- Lei, B.; He, L.; Yi, M.; Ran, L.; Xu, H.; Ge, Y.; Peng, K. New insights into the microstructure of the friction surface layer of C/C composites. Carbon 2011, 49, 4554–4562. [Google Scholar] [CrossRef]
- Awasthi, S.; Wood, J.L. C/C composite materials for aircraft brakes. Adv. Ceram. Mater. 1988, 3, 449–451. [Google Scholar] [CrossRef]
- Yen, B.K.; Ishihara, T. An investigation of friction and wear mechanisms of carbon-carbon composites in nitrogen and air at elevated temperatures. Carbon 1996, 34, 489–498. [Google Scholar] [CrossRef]
- Ozcan, S.; Filip, P. Microstructure and wear mechanisms in C/C composites. Wear 2005, 259, 642–650. [Google Scholar] [CrossRef]
- Mescola, A.; Paolicelli, G.; Ogilvie, S.P.; Guarino, R.; McHugh, J.G.; Rota, A.; Iacob, E.; Gnecco, E.; Valeri, S.; Pugno, N.M.; et al. Graphene confers ultralow friction on nanogear cogs. Small 2021, 17, 2104487. [Google Scholar] [CrossRef]
- Mescola, A.; Silva, A.; Khosravi, A.; Vanossi, A.; Tosatti, E.; Valeri, S.; Paolicelli, G. Anisotropic rheology and friction of suspended graphene. Phys. Rev. Mater. 2023, 7, 054007. [Google Scholar] [CrossRef]
- Lahiri, D.; Hec, F.; Thiesse, M.; Durygin, A.; Zhang, C.; Agarwal, A. Nanotribological behavior of graphene nanoplatelet reinforced ultra high molecular weight polyethylene composites. Tribol. Int. 2014, 70, 165–169. [Google Scholar] [CrossRef]
- Dong, B.; Yang, Z.; Huang, Y.; Li, H.L. Study on tribological properties of multi-walled carbon nanotubes/epoxy resin nanocomposites. Tribol. Lett. 2005, 20, 251–254. [Google Scholar] [CrossRef]
- Nie, P.; Min, C.; Song, H.-J.; Chen, X.; Zhang, Z.; Zhao, K. Preparation and tribological properties of polyimide/carboxyl-functionalized multi-walled carbon nanotube nanocomposite films under seawater lubrication. Tribol. Lett. 2015, 58, 7. [Google Scholar] [CrossRef]
- Kumar, A.; Sharma, K.; Dixit, A.R. A review on the mechanical properties of polymer composites reinforced by carbon nanotubes and graphene. Carbon Lett. 2021, 31, 149–165. [Google Scholar] [CrossRef]
- Xu, Z.; Zhang, Q.; Shi, X.; Zhai, W.; Zhu, Q. Comparison of tribological properties of NiAl matrix composites containing graphite, carbon nanotubes, or graphene. J. Mater. Eng. Perform. 2015, 24, 1926–1936. [Google Scholar] [CrossRef]
- Manikandan, P.; Sieh, R.; Elayaperumal, A.; Le, H.R.; Basu, S. Micro/nanostructure and tribological characteristics of pressureless sintered carbon nanotubes reinforced aluminium matrix composites. J. Nanomater. 2016, 2016, 9843019. [Google Scholar] [CrossRef]
- Lin, C.B.; Chang, Z.-C.; Tung, Y.H.; Ko, Y.-Y. Manufacturing and tribological properties of copper matrix/carbon nanotubes composites. Wear 2011, 270, 382–394. [Google Scholar] [CrossRef]
- Keshri, A.K.; Huang, J.; Singh, V.; Choi, W.; Seal, S.; Agarwal, A. Synthesis of aluminum oxide coating with carbon nanotube reinforcement produced by chemical vapor deposition for improved fracture and wear resistance. Carbon 2010, 48, 431–442. [Google Scholar] [CrossRef]
- Gonzalez-Julian, J.; Schneider, J.; Miranzo, P.; Osendi, M.I.; Belmonte, M. Enhanced tribological performance of silicon nitride-based materials by adding carbon nanotubes. J. Am. Ceram. Soc. 2011, 94, 2542–2548. [Google Scholar] [CrossRef]
- Maros, B.M.; Németh, A.K.; Károly, Z.; Bódis, E.; Maros, Z.; Tapasztó, O.; Balázsi, K. Tribological characterisation of silicon nitride/multilayer graphene nanocomposites produced by hip and sps technology. Tribol. Int. 2016, 93, 269–281. [Google Scholar] [CrossRef]
- Song, Q.; Li, K.Z.; Zhang, L.L.; Qi, L.H.; Li, H.J.; Fu, Q.G.; Deng, H.L. Increasing mechanical strength retention rate of carbon/carbon composites after graphitization by grafting straight carbon nanotubes radially onto carbon fibers. Mater. Sci. Eng. A 2013, 560, 831–836. [Google Scholar] [CrossRef]
- Zhang, H.; Guo, L.; Song, Q.; Fu, Q.; Li, H.; Li, K. Microstructure and flexural properties of carbon/carbon composite with in-situ grown carbon nanotube as secondary reinforcement. Prog. Nat. Sci. 2013, 23, 157–163. [Google Scholar] [CrossRef]
- Singh, M.; Vander Wal, R. Carbon—Carbon composites: Effect of graphene size upon the nano-micro—Structure and material properties. Carbon Trends 2021, 4, 100061. [Google Scholar] [CrossRef]
- Khalid, H.R.; Jang, D.; Abbas, N.; Haider, M.S.; Bukhari, S.N.A.; Mirza, C.R.; Elboughdiri, N.; Ahmad, F. Electrical stability and piezoresistive sensing performance of high strain-range ultra-stretchable CNT-embedded sensors. Polymers 2022, 14, 1366. [Google Scholar] [CrossRef] [PubMed]
- Lin, H.-Y.; Lee, K.-J.; Lin, J.-H.C.; Ju, C.-P. Graphite foil-incorporated PAN/pitch/phenolic-derived carbon/carbon composite and preliminary hermetic sealing test in molten fluoride salt. Mater. Trans. 2017, 58, 1313–1318. [Google Scholar] [CrossRef]
- ASTM C20-00; Standard Test Methods for Apparent Porosity, Water Absorption, Apparent Specific Gravity, and Bulk Density of Burned Refractory Brick and Shapes by Boiling Water. ASTM International: West Conshohocken, PA, USA, 2015.
- ISO 22007-2; Plastics—Determination of Thermal Conductivity and Thermal Diffusivity—Part 2: Transient Plane Heat Source (Hot Disc) Method. ISO: Geneva, Switzerland, 2015.
- ASTM C1341-06; Standard Test Method for Flexural Properties of Continuous Fiber-Reinforced Advanced Ceramic Composites. ASTM International: West Conshohocken, PA, USA, 2013.
- Balandin, A.A. Thermal properties of graphene and nanostructured carbon materials. Nat. Mater. 2011, 10, 569–581. [Google Scholar] [CrossRef] [PubMed]
- Kim, P.; Shi, L.; Majumdar, A.; McEuen, P.L. Thermal transport measurements of individual multiwalled nanotubes. Phys. Rev. Lett. 2001, 87, 215502. [Google Scholar] [CrossRef]
- Han, Z.; Fina, A. Thermal conductivity of carbon nanotubes and their polymer nanocomposites: A review. Prog. Polym. Sci. 2011, 36, 914–944. [Google Scholar] [CrossRef]








Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, K.-J.; Lee, M.-C.; Shih, Y.-H.; Lin, H.-Y. Doping Effects of Carbon Nanotubes and Graphene on the Flexural Properties and Tribological Performance of Needle-Punched Carbon/Carbon Composites Prepared by Liquid-Phase Impregnation. Nanomaterials 2023, 13, 2686. https://doi.org/10.3390/nano13192686
Lee K-J, Lee M-C, Shih Y-H, Lin H-Y. Doping Effects of Carbon Nanotubes and Graphene on the Flexural Properties and Tribological Performance of Needle-Punched Carbon/Carbon Composites Prepared by Liquid-Phase Impregnation. Nanomaterials. 2023; 13(19):2686. https://doi.org/10.3390/nano13192686
Chicago/Turabian StyleLee, Kuo-Jung, Mu-Chou Lee, Yung-Hui Shih, and Hsun-Yu Lin. 2023. "Doping Effects of Carbon Nanotubes and Graphene on the Flexural Properties and Tribological Performance of Needle-Punched Carbon/Carbon Composites Prepared by Liquid-Phase Impregnation" Nanomaterials 13, no. 19: 2686. https://doi.org/10.3390/nano13192686
APA StyleLee, K.-J., Lee, M.-C., Shih, Y.-H., & Lin, H.-Y. (2023). Doping Effects of Carbon Nanotubes and Graphene on the Flexural Properties and Tribological Performance of Needle-Punched Carbon/Carbon Composites Prepared by Liquid-Phase Impregnation. Nanomaterials, 13(19), 2686. https://doi.org/10.3390/nano13192686