
Thermal Stability of Cu-Al-Ni Shape Memory Alloy Thin Films Obtained by Nanometer Multilayer Deposition

 ,
,  , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
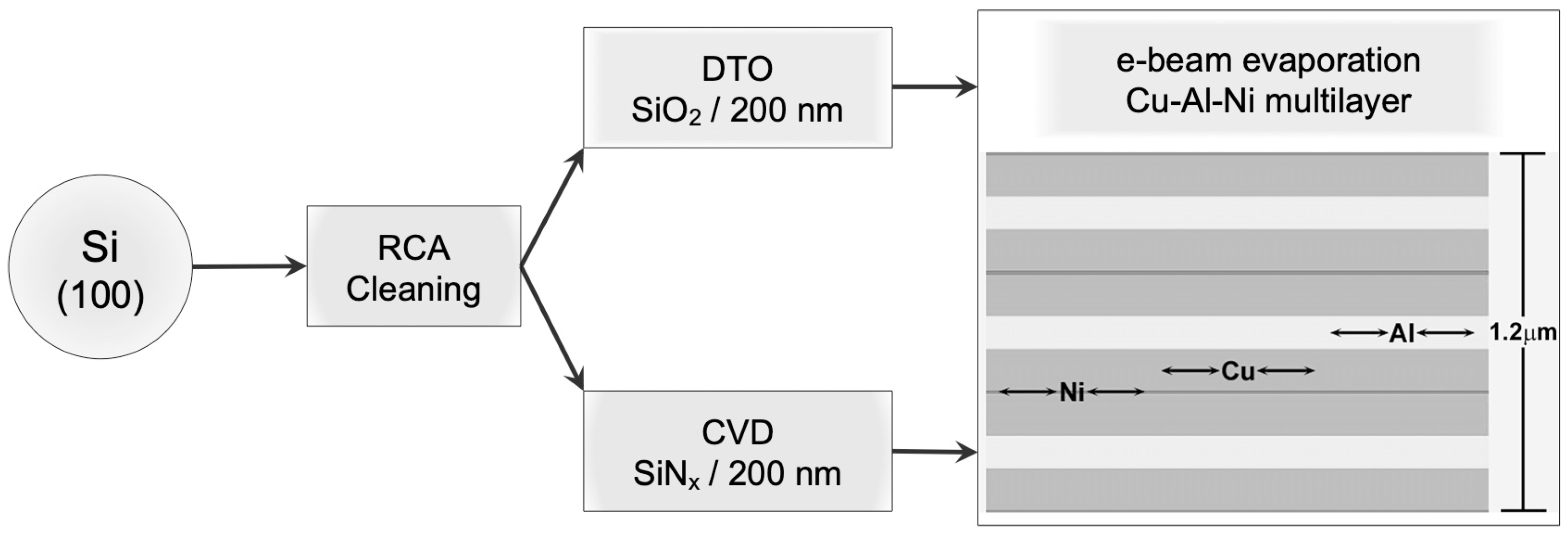
2.1. Synthesis
2.2. Microstructural Characterization and In Situ Heating TEM
3. Results and Discussion
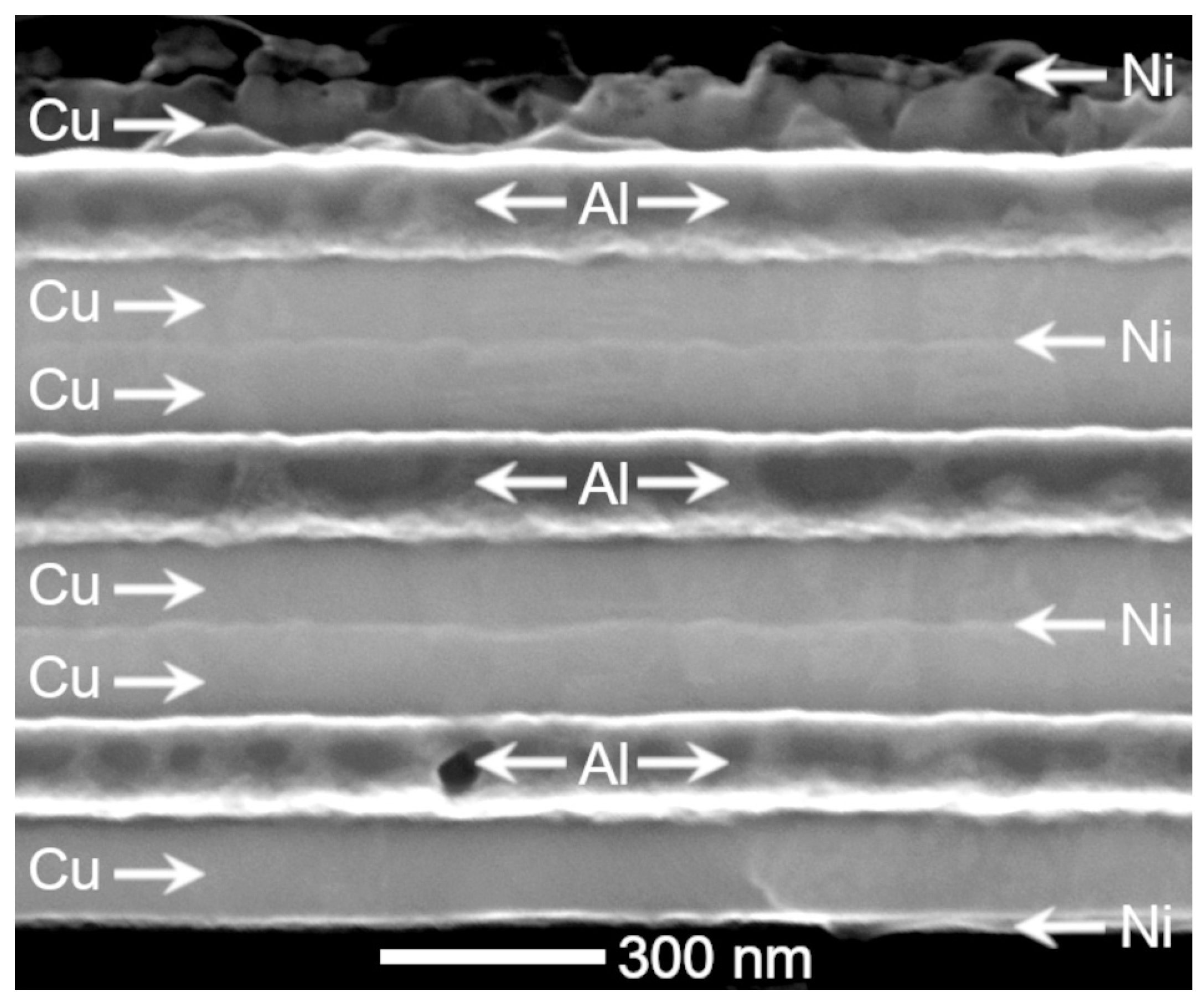
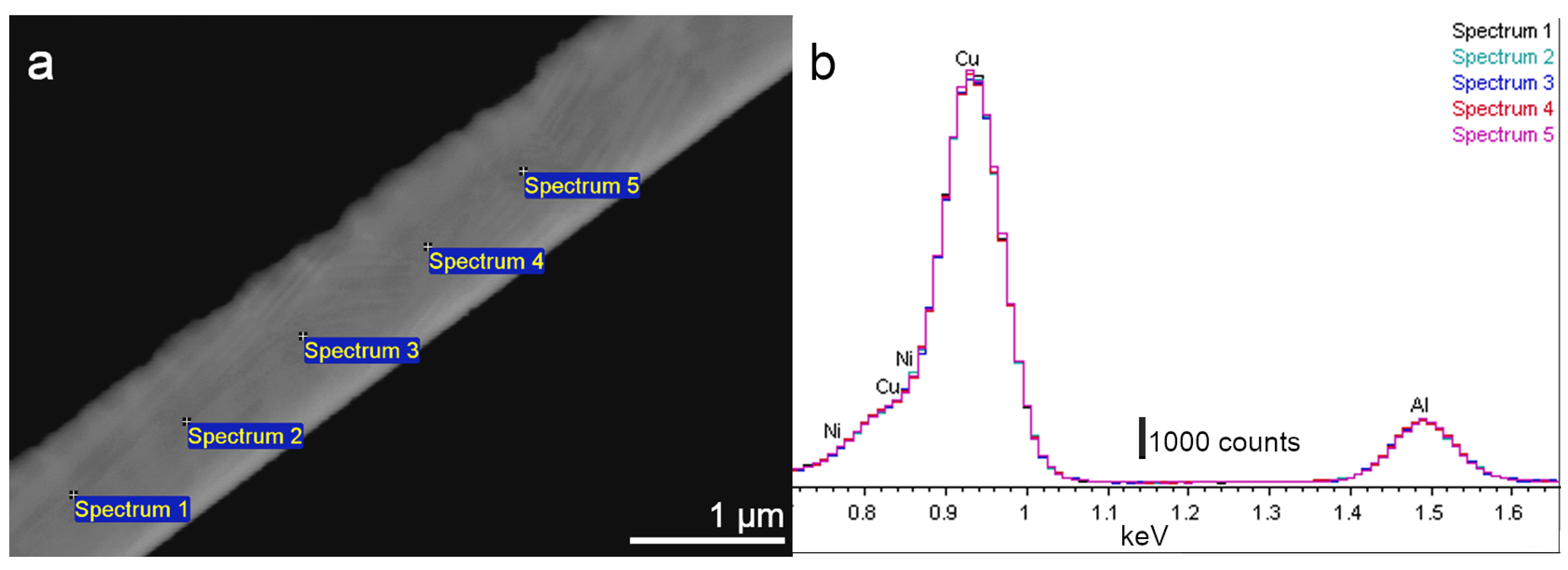
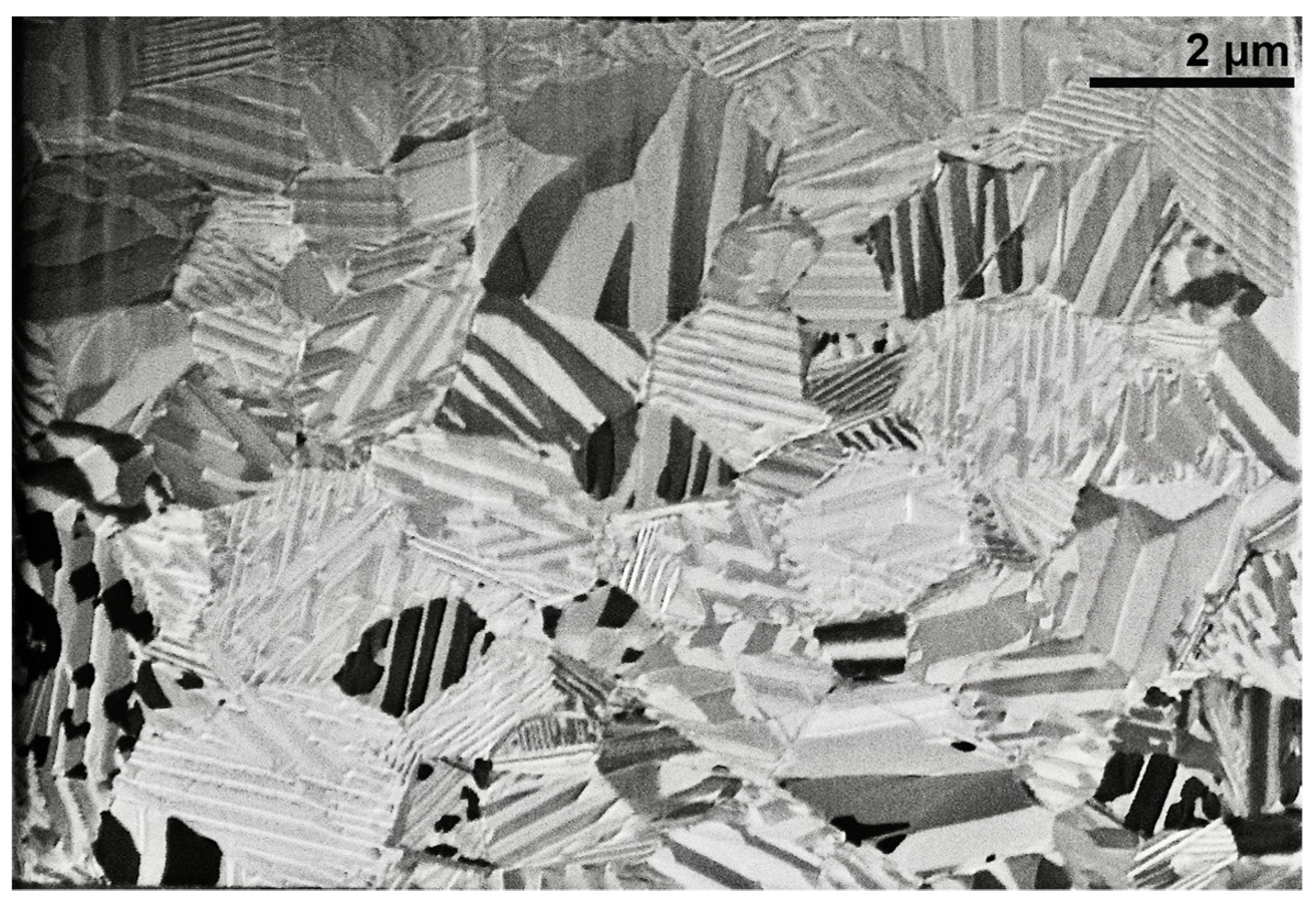
3.1. Thin Film Characterization
3.2. In Situ TEM Heating Experiment
4. Conclusions
- Silicon wafers coated with SiNx (200 nm) constitute a good substrate to grow thin films of Cu-Al-Ni SMA.
- The e-beam evaporation technique of a multilayer stack of Cu, Al, and Ni obtains a homogeneous thin film through further solid-state diffusion treatments.
- The composition of the SMA can be chosen and controlled through the relative thickness of the elemental layers.
- This methodology obtains a homogeneous martensitic transformation along the whole thin film.
- The in situ TEM experiments show that the developed Cu-Al-Ni thin films are thermally stable up to temperatures in the range 230–260 °C, making them very useful as high-temperature shape memory alloys for active applications at the micro- and nanoscales.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Humbeeck, J.V. Shape memory alloys: A material and a technology. Adv. Func. Mater. 2001, 3, 837–850. [Google Scholar] [CrossRef]
- Kohl, M. Shape Memory Microactuators; Springer: Berlin, Germany, 2004. [Google Scholar]
- Otsuka, K.; Wayman, C.M. Shape Memory Alloys; Cambridge University Press: Cambridge, UK, 1998. [Google Scholar]
- Bhattacharya, K. Microstructure of Martensite; Oxford University Press: Oxford, UK, 2003. [Google Scholar]
- Concilio, A.; Antonucci, V.; Aurichio, F.; Lecce, L.; Sacco, E. Shape Memory Alloy Enginnering; Butterworth-Heinnemann: Oxford, UK, 2022. [Google Scholar]
- Dengiz, D.; Goldbeck, H.; Curtis, S.M.; Bumke, L.; Jetter, J.; Quandt, E. Shape Memory Alloy Thin Film Auxetic Structures. Adv. Mater. Technol. 2023, 8, 2201991. [Google Scholar] [CrossRef]
- Qi, J.; Chen, Z.; Jiang, P.; Hu, W.; Wang, Y.; Zhao, Z.; Cao, X.; Zhang, S.; Tao, R.; Li, Y.; et al. Recent Progress in Active Mechanical Metamaterials and Construction Principles. Adv. Sci. 2022, 9, 2102662. [Google Scholar] [CrossRef] [PubMed]
- Wu, L.; Wang, Y.; Chuang, K.; Wu, F.; Wang, Q.; Lin, W.; Jiang, H. A brief review of dynamic mechanical metamaterials for mechanical energy manipulation. Mater. Today 2021, 44, 168–193. [Google Scholar] [CrossRef]
- Curtis, S.M.; Gugat, J.L.; Bumke, L.; Dengiz, D.; Seigner, L.; Schmadel, D.; Lazarus, N.S.; Quandt, E. Thin-Film Superelastic Alloys for Strechable Electronics. Shap. Mem. Superelasticity 2023, 9, 35–49. [Google Scholar] [CrossRef]
- Velvaluri, P.; Soor, A.; Plucinsky, P.; Lima de Miranda, R.; James, R.D.; Quandt, E. Origami-Inspired thin-film shape memory alloy devices. Sci. Rep. 2021, 11, 10988. [Google Scholar] [CrossRef]
- Bai, Y.; Wang, H.; Xue, Y.; Pan, Y.; Kim, J.T.; Ni, X.; Liu, T.L.; Yang, Y.; Han, M.; Huang, Y.; et al. A dynamically reprogrammable surface with self-evolving shape morphing. Nature 2022, 609, 701–708. [Google Scholar] [CrossRef]
- Pang, W.; Xu, S.; Liu, L.; Bo, R.; Zhang, Y. Thin-Film-Shaped Flexible Actuators. Adv. Intell. Syst. 2023, 5, 2300060. [Google Scholar] [CrossRef]
- Fu, Y.Q.; Du, H.J.; Huang, W.M.; Zhang, S.; Hu, M. TiNi-based thin films in MEMS applications: A review. Sens. Actuators A 2004, 112, 395–408. [Google Scholar] [CrossRef]
- Dahmardeh, M.; Ali, M.S.M.; Saleh, T.; Hian, T.M.; Moghaddam, M.V.; Nojeh, A.; Takahata, K. High-power MEMS switch enabled by carbon-nanotube contact and shape-memory-alloys actuator. Phys. Stat. Sol. A 2013, 210, 631–638. [Google Scholar] [CrossRef]
- Gill, J.J.; Chang, D.T.; Momoda, L.A.; Carman, G.P. Manufacturing issues of thin film NiTi microwrapper. Sens. Actuators A 2001, 93, 148–156. [Google Scholar] [CrossRef]
- Bolocan, V.; Valsan, D.; Ercuta, A.; Craciunescu, C.-M. Actuating bimorph microstructures with magnetron-sputtering Ti-Ni-Cu shape memory alloys films. Nanomaterials 2022, 12, 4207. [Google Scholar] [CrossRef] [PubMed]
- Miyazaki, S.; Fu, Y.Q.; Huang, W.M. Thin Film Shape Memory Alloys: Fundamentals and Device Applications; Cambridge University Press: Cambridge, UK, 2009. [Google Scholar]
- Kohl, M.; Ossmer, H.; Guelyig, M.; Megnin, C. SMA Foils for MEMS: From Material Properties to the Engineering of Microdevices. Shap. Mem. Superelasticity 2018, 4, 127–142. [Google Scholar] [CrossRef]
- Ho, K.K.; Carman, G.P. Sputter deposition of NiTi thin film shape memory alloy using a heated target. Thin Solid Film. 2000, 370, 18–29. [Google Scholar] [CrossRef]
- Li, J.; Yi, X.; Meng, X.; Qiao, S.; Cai, W.; Zhao, L. Deposition and phase transaformation behaviors of Ti-Ni-Hf-Cu quaternary shape memory alloy thin films. J. Alloys Compd. 2019, 806, 33–39. [Google Scholar] [CrossRef]
- Curtis, S.M.; Sielenkämper, M.; Arivanandhan, G.; Dengiz, D.; Li, Z.; Jetter, J.; Hanke, L.; Bumke, L.; Quandt, E.; Wulfinghoff, S.; et al. TiNiHf/SiO2/Si shape memory composites for bidirectional microactuation. Int. J. Smart Nano Mater. 2022, 13, 293–314. [Google Scholar] [CrossRef]
- Lünser, K.; Undisz, A.; Nielsch, K.; Fähler, S. How to grow single-crystalline and epitaxial NiTi films in (100)-and (111)-orientation. J. Phys. Mater. 2023, 6, 035002. [Google Scholar] [CrossRef]
- Fu, Y.Q.; Du, H. RF magnetron sputtered TiNiCu shape memory alloy thin film. Mater. Sci. Eng. A 2003, 339, 10–16. [Google Scholar] [CrossRef]
- Ishida, A.; Sato, M.; Tabata, O.; Yoshikawa, W. Shape memory thin films formed with carrousel-type magnetron sputtering apparatus. Smart Mater. Struct. 2005, 14, S216–S222. [Google Scholar] [CrossRef]
- Ahadi, A.; Kalidindi, A.R.; Sakurai, J.; Matsushita, Y.; Tsuchiya, K.; Schuh, C.A. The role of W on the thermal stability of nanocrystalline NiTiWx thin films. Acta Mater. 2018, 142, 181–192. [Google Scholar] [CrossRef]
- Behera, A.; Rajak, D.K.; Kolahchi, R.; Scutaru, M.L.; Pruncu, C.I. Current global scenario of sputter deposited NiTi smart systems. J. Mater. Res. Technol. 2020, 9, 14582–14598. [Google Scholar] [CrossRef]
- Marupalli, B.C.G.; Behera, A.; Aich, S. A Critical Review on Nickel-Titanium Thin Films Shape memory Alloy Fabricated by Magnetron Sputtering and Influence of Process Parameters. Trans. Indian Inst. Met. 2021, 74, 2521–2540. [Google Scholar] [CrossRef]
- Adams, T.M.; Kirkpatrick, S.R.; Wang, Z.; Siahmakoun, A. NiTi shape memory alloy thin films deposited by co-evaporation. Mater. Lett. 2005, 59, 1161–1164. [Google Scholar] [CrossRef]
- Camposeo, A.; Fuso, F.; Allegrini, M.; Arimondo, E.; Tuissi, A. Pulsed laser deposition and characterization of NiTi-based MEMS prototypes. Appl. Phys. A 2004, 79, 1141–1143. [Google Scholar] [CrossRef]
- Jayachandran, S.; Prabu, S.S.M.; Manikandan, M.; Muralidharan, M.; Harivishanth, M.; Alash, K.; Palani, I.A. Exploring the functional capabilities of NiTi shape memory alloy thin films deposited using electron beam evaporation technique. Vacuum 2019, 168, 108826. [Google Scholar] [CrossRef]
- Cui, J.; Chu, Y.S.; Famodu, O.O.; Furuya, Y.; Hattrick-Simpers, J.; James, R.D.; Ludwig, A.; Thienhaus, S.; Wuttig, M.; Zhang, Z.; et al. Combinatorial search of thermoelastic shape-memory alloys with extremely small hysteresis width. Nat. Mater. 2006, 5, 286–290. [Google Scholar] [CrossRef]
- Löbel, R.; Thienhaus, S.; Savan, A.; Ludwig, A. Combinatorial fabrication and high-throughput characterization of a Ti–Ni–Cu shape memory thin film composition spread. Mater. Sci. Eng. A 2008, 481–482, 151–155. [Google Scholar] [CrossRef]
- Ludwig, A. Discovery of new materials using combinatorial synthesis and high-throughput charactarization of thin-film materials libraries combined with computational methods. Npj Comput. Mater. 2019, 5, 70. [Google Scholar] [CrossRef]
- Al Hasan, N.M.; Hou, H.; Sarkar, S.; Thienhaus, S.; Metha, A.; Ludwig, A.; Takeuchi, I. Combinatorial Synthesis and High-Throughput Characterizationof Microstructure and Phase Transformation in Ni-Ti-Cu-V Quaternary Thin-Film Library. Engineering 2020, 6, 637–643. [Google Scholar] [CrossRef]
- Minemura, T.; Andoh, H.; Kita, Y.; Ikuta, I. Shape memory effect and microstructures of sputter-deposited Cu-Al-Ni films. J. Mater. Sci. Lett. 1985, 4, 793–796. [Google Scholar] [CrossRef]
- Kneissl, A.C.; Kutschej, K.; Wu, X. Production and characterization of Cu-Al-Ni shape memory thin films. J. Phys. IV Fr. 2003, 112, 571–574. [Google Scholar] [CrossRef]
- Lovey, F.C.; Condó, A.M.; Guimpel, J.; Yacamán, M.J. Shape memory effect in thin films of a Cu-Al-Ni alloy. Mater. Sci. Eng. A 2008, 481–482, 426–430. [Google Scholar] [CrossRef]
- Gómez-Cortés, J.F.; San Juan, J.; López, G.A.; Nó, M.L. Synthesis and characterization of Cu-Al-Ni shape memory alloy multilayer thin films. Thin Solid Film. 2013, 544, 588–592. [Google Scholar] [CrossRef]
- Espinoza Torres, C.; Condó, A.M.; Haberkorn, N.; Zelaya, E.; Schryvers, D.; Guimpel, J.; Lovey, F.C. Structures in textured Cu-Al-Ni shape memory thin films grown by sputtering. Mater. Charact. 2014, 96, 256–262. [Google Scholar] [CrossRef]
- Morán, M.J.; Condó, A.M.; Haberkorn, N. Recrystallization and martensitic transformation in nanometric grain size Cu-Al-Ni thin fims grown by DC sputtering at room temperature. Mater. Charact. 2018, 139, 446–451. [Google Scholar] [CrossRef]
- Bilican, D.; Kurdi, S.; Zhu, Y.; Solsona, P.; Pellicer, E.; Barber, Z.H.; Greer, A.L.; Sort, J.; Fornell, J. Epitaxial Versus Polycrystalline Shape Memory Cu-Al-Ni Thin Fims. Coatings 2019, 9, 308. [Google Scholar] [CrossRef]
- Morán, M.; Condó, A.M.; Bengio, S.; Soldera, F.; Sirena, M.; Haberkorn, N. Martensitic transformation in free-standing Cu-Al-Ni thin films with micrometric grain size. Mater. Res. Express 2019, 6, 096556. [Google Scholar] [CrossRef]
- Morán, M.; Condó, A.M.; Suarez, S.; Soldera, F.; Haberkorn, N. Ion implantation inducing two-way shape memory effect in Cu-Al-Ni thin films. Mater. Lett. 2019, 255, 126569. [Google Scholar] [CrossRef]
- Gómez-Cortés, J.F.; Nó, M.L.; López-Ferreño, I.; Hernández-Saz, J.; Molina, S.I.; Chuvilin, A.; San Juan, J.M. Size effect and scaling power-law for superelasticity in shape-memory alloys at the nanosscale. Nat. Nanotechnol. 2017, 12, 790–796. [Google Scholar] [CrossRef]
- San Juan, J.; Nó, M.L.; Schuh, C.A. Thermomechanical behavior at the nanoscale and size effects in shape memory alloys. J. Mater. Res. 2011, 26, 2461–2469. [Google Scholar] [CrossRef]
- Gómez-Cortés, J.F.; Nó, M.L.; Ruíz-Larrea, I.; Breczewski, T.; López-Echarri, A.; Schuh, C.A.; San Juan, J.M. Ultrahigh superelastic damping at the nano-scale: A robust phenomenon to improve smart MEMS devices. Acta Mater. 2019, 166, 347–356. [Google Scholar] [CrossRef]
- San Juan, S.M.; Gómez-Cortés, J.F.; Nó, M.L. Ultra-high mechanical damping during superelastic bending of micro pillars and micro beams in Cu-Al-Ni shape memory alloys. J. Alloy Compd. 2022, 929, 167307. [Google Scholar] [CrossRef]
- Otsuka, K.; Ren, X. Physical metallurgy of Ti-Ni-based shape memory alloys. Prog. Mater. Sci. 2005, 50, 511–678. [Google Scholar] [CrossRef]
- Miyazaki, S. My Experience with Ti-Ni-Based Shape Memory Alloys. Shap. Mem. Superelasticity 2017, 3, 279–314. [Google Scholar] [CrossRef]
- López-Ferreño, I.; Gómez-Cortés, J.F.; Breczewski, T.; Ruiz-Larrea, I.; Nó, M.L.; San Juan, J.M. High-temperature shape memory alloys based on the Cu-Al-Ni system: Design and thermomechanical characterization. J. Mater. Res. Technol. 2020, 9, 9972–9984. [Google Scholar] [CrossRef]
- Plummer, J.D.; Deal, M.D.; Griffin, P.B. Silicon VLSI Technologies. Fundamentals, Practice and Modelling; Prentice Hall: Saddle River, NJ, USA, 2000. [Google Scholar]
- Sun, Y.S.; Lorimer, G.W.; Ridley, N. Microstructure and its development. Metall. Trans. A 1990, 21, 575–583. [Google Scholar] [CrossRef]
- Ueland, S.M.; Schuh, C.A. Superelasticity and fatigue in oligocrystalline. Acta Mater. 2012, 60, 282–292. [Google Scholar] [CrossRef]
- Ueland, S.M.; Chen, Y.; Schuh, C.A. Oligocrystalline shape memory alloys. Adv. Funct. Mater. 2012, 22, 2094–2099. [Google Scholar] [CrossRef]
- Ueland, S.M.; Schuh, C.A. Transition from many domains to single domain martensite morphology in small-scale shape memory alloys. Acta Mater. 2013, 61, 5618–5625. [Google Scholar] [CrossRef]
- Ibarra, A.; San Juan, J.; Bocanegra, E.H.; Caillard, D.; Nó, M.L. “In-situ” and “Post-mortem” TEM study of the super-elastic effect in Cu-Al-Ni shape memory alloys. Mater. Sci. Eng. A 2006, 438–440, 787–790. [Google Scholar] [CrossRef]
- Recarte, V.; Hurtado, I.; Herreros, J.; Nó, M.L.; San Juan, J. Precipitation of the stable phases in Cu-Al-Ni shape memory alloys. Scr. Mater. 1996, 34, 255–260. [Google Scholar] [CrossRef]
- Freund, L.B.; Suresh, S. Thin Film Materials. Stress, Defect Formation and Surface Evolution; Cambridge University Press: Cambridge, UK, 2003. [Google Scholar]
- Rodriguez-Aseguinolaza, J.; Ruiz-Larrea, I.; Nó, M.L.; López-Echarri, A.; San Juan, J. Temperature memory effect in Cu-Al-Ni shape memory alloys studied by adiabatic calorimetry. Acta Mater. 2008, 56, 3711–3722. [Google Scholar] [CrossRef]
- Ruiz-Larrea, I.; López-Echarri, A.; Gómez-Cortés, J.F.; Nó, M.L.; Brown, D.W.; Balogh, L.; Breczewski, T.; San Juan, J. Strain relaxation in Cu-Al-Ni shape memory alloys studied by in situ neutron diffraction experiments. J. Appl. Phys. 2019, 125, 082536. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Metallic Layer | Nominal Thickness (Å) | Nominal Comp. (wt.%) |
|---|---|---|
| Al | 1160 | 11.0 |
| Ni | 132/66 * | 4.1 |
| Cu | 1354 | 84.9 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gómez-Cortés, J.F.; Nó, M.L.; Chuvilin, A.; Ruiz-Larrea, I.; San Juan, J.M. Thermal Stability of Cu-Al-Ni Shape Memory Alloy Thin Films Obtained by Nanometer Multilayer Deposition. Nanomaterials 2023, 13, 2605. https://doi.org/10.3390/nano13182605
Gómez-Cortés JF, Nó ML, Chuvilin A, Ruiz-Larrea I, San Juan JM. Thermal Stability of Cu-Al-Ni Shape Memory Alloy Thin Films Obtained by Nanometer Multilayer Deposition. Nanomaterials. 2023; 13(18):2605. https://doi.org/10.3390/nano13182605
Chicago/Turabian StyleGómez-Cortés, Jose F., María L. Nó, Andrey Chuvilin, Isabel Ruiz-Larrea, and Jose M. San Juan. 2023. "Thermal Stability of Cu-Al-Ni Shape Memory Alloy Thin Films Obtained by Nanometer Multilayer Deposition" Nanomaterials 13, no. 18: 2605. https://doi.org/10.3390/nano13182605
APA StyleGómez-Cortés, J. F., Nó, M. L., Chuvilin, A., Ruiz-Larrea, I., & San Juan, J. M. (2023). Thermal Stability of Cu-Al-Ni Shape Memory Alloy Thin Films Obtained by Nanometer Multilayer Deposition. Nanomaterials, 13(18), 2605. https://doi.org/10.3390/nano13182605