
Microstructure, Mechanical and Tribological Properties of Advanced Layered WN/MeN (Me = Zr, Cr, Mo, Nb) Nanocomposite Coatings

 ,
,  , , ,
, , ,
Abstract
1. Introduction
2. Materials and Methods
2.1. Deposition Procedure
2.2. Chemical Composition and Microstructure Analysis
2.3. Mechanical Properties and Tribological Behavior
2.4. Computational Aspects
3. Results and Discussion
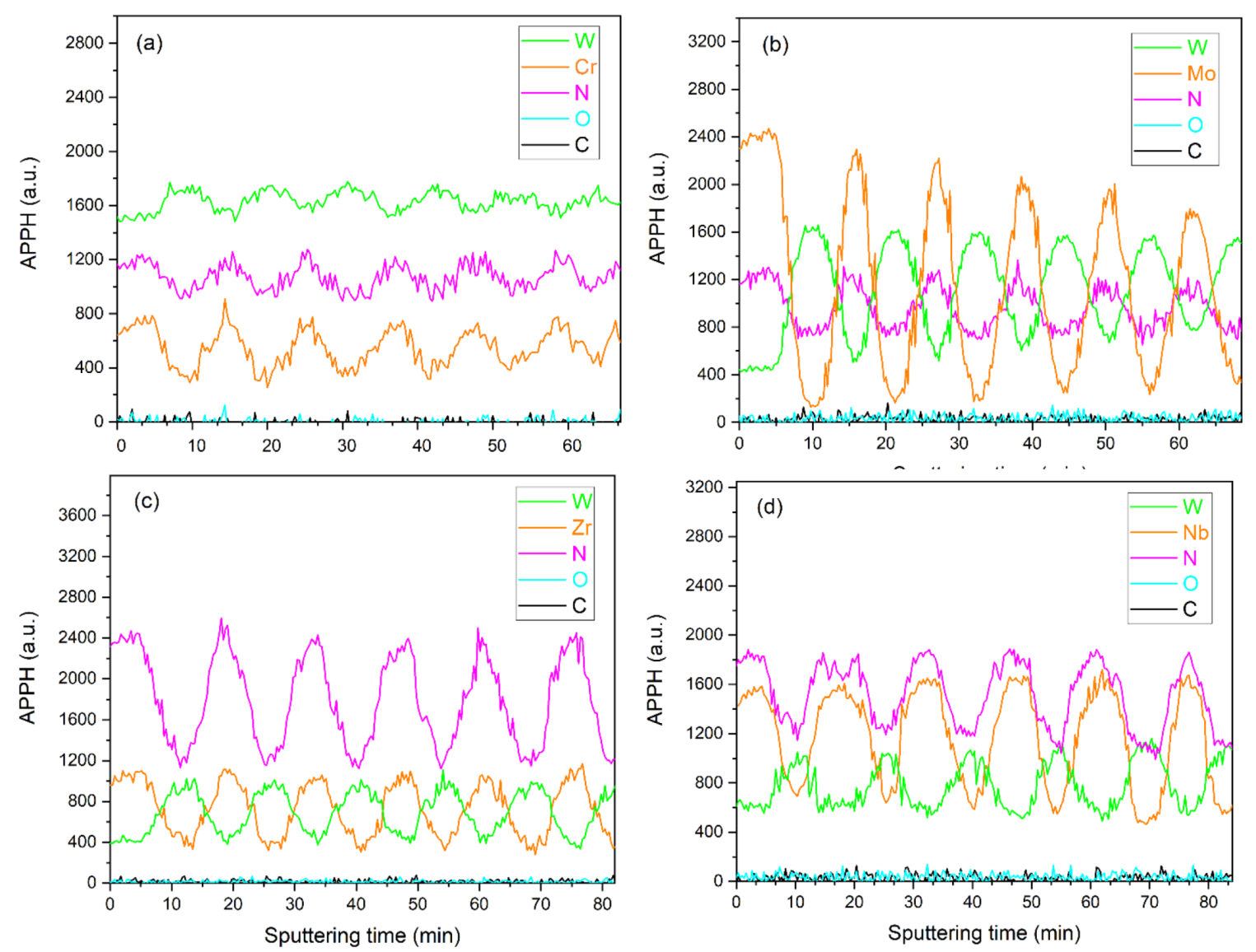
3.1. Microstructure and Chemical Composition
3.2. First-Principles Calculations of Cubic W2N
3.3. Mechanical Properties
3.4. Adhesion Strength
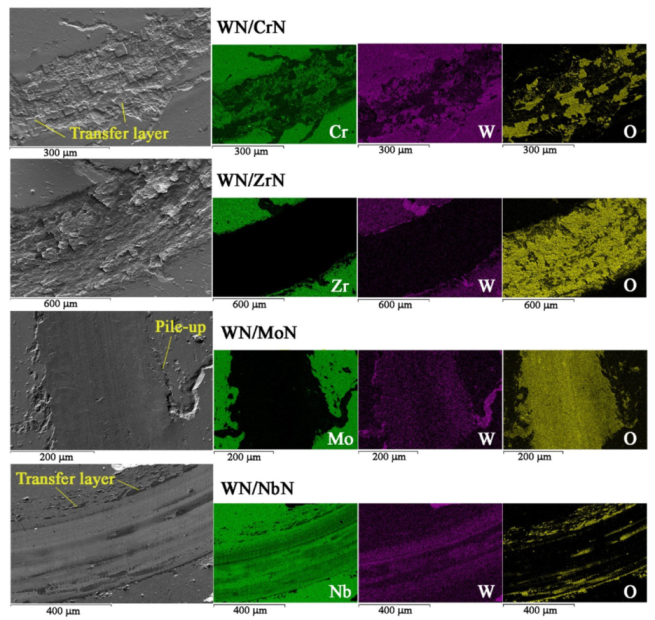
3.5. Wear Performance
4. Conclusions
- (1)
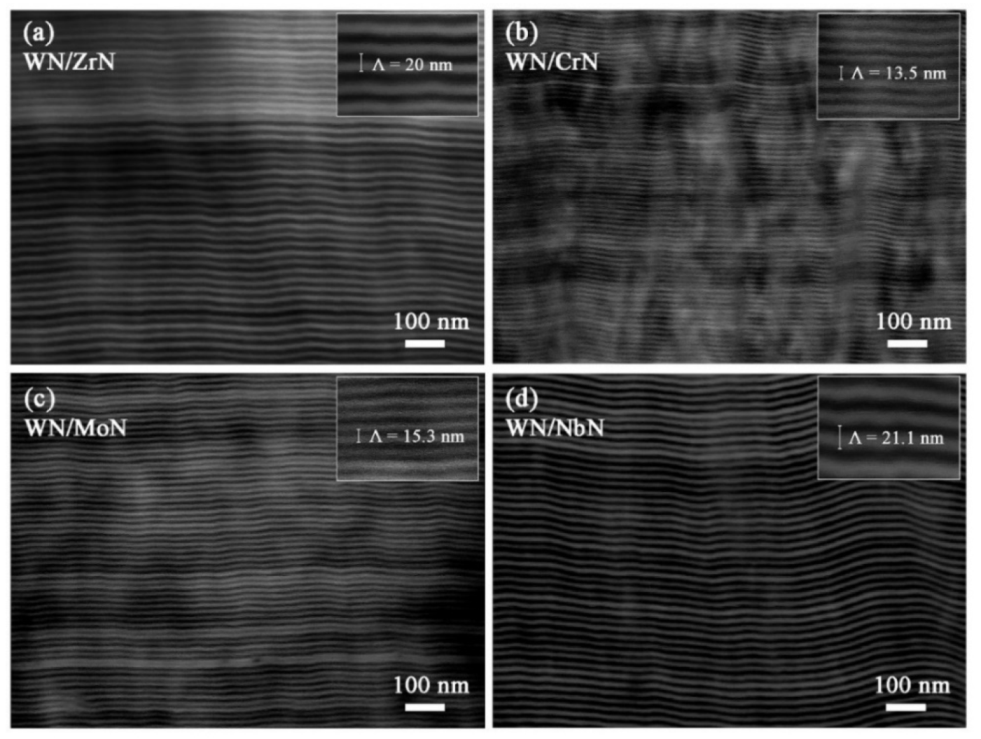
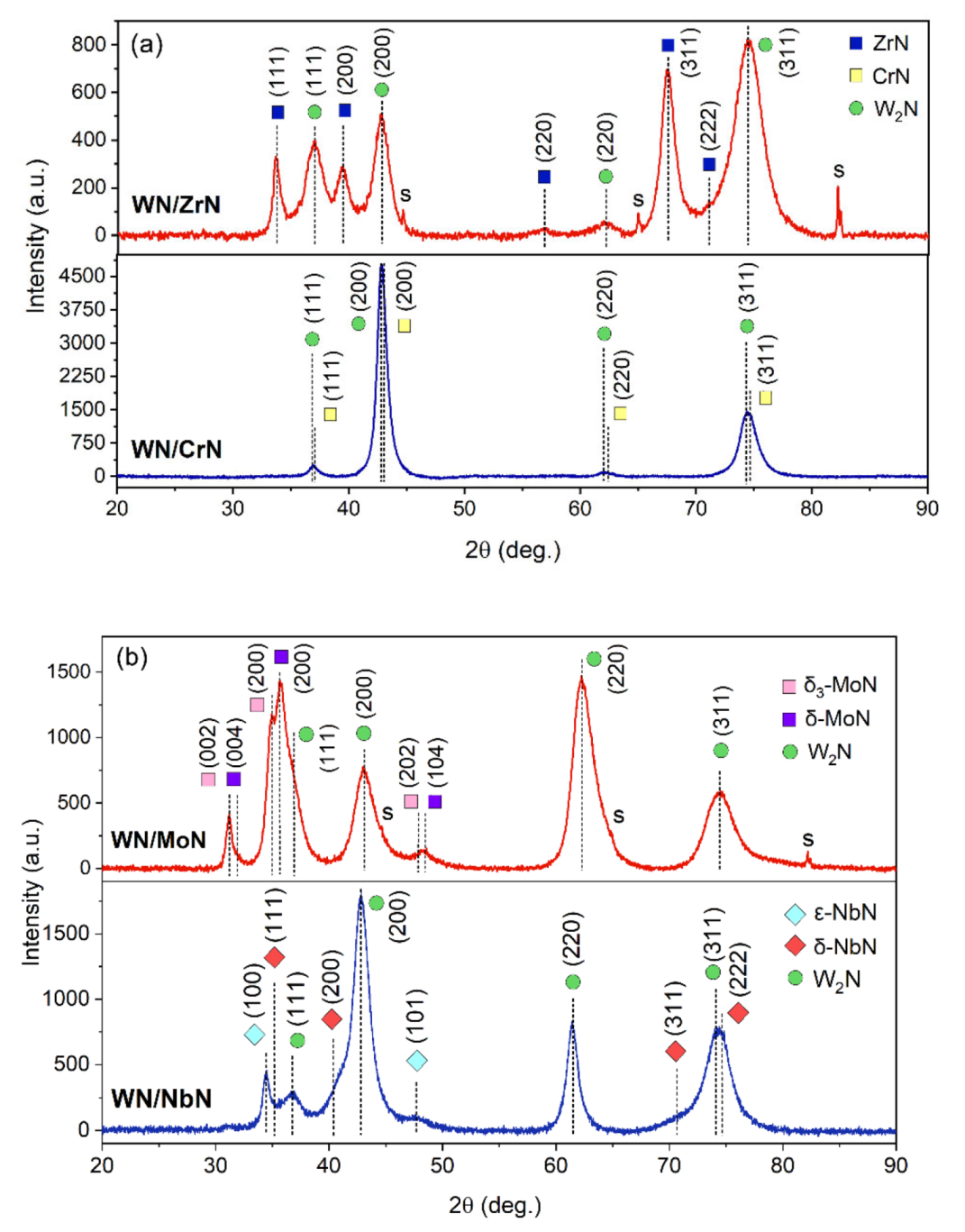
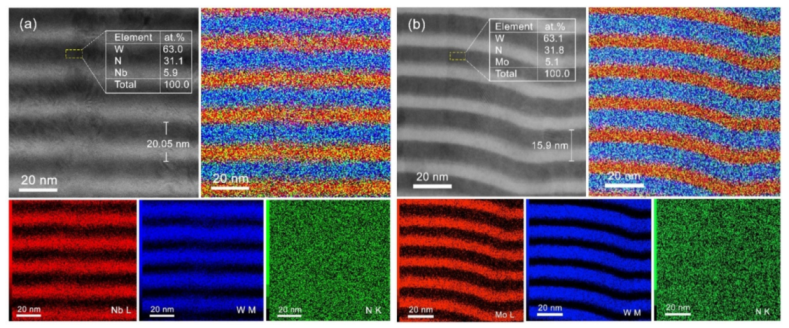
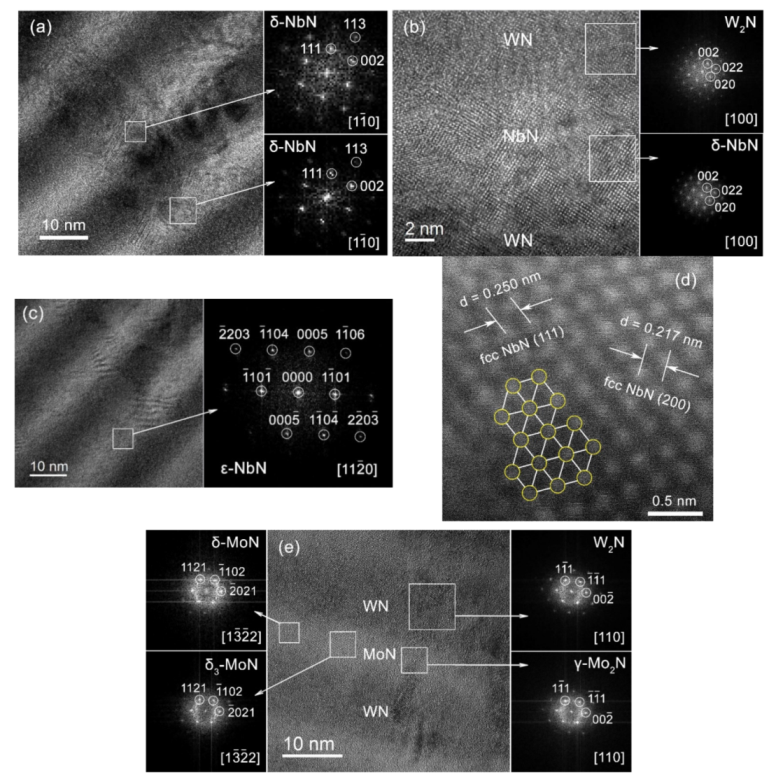
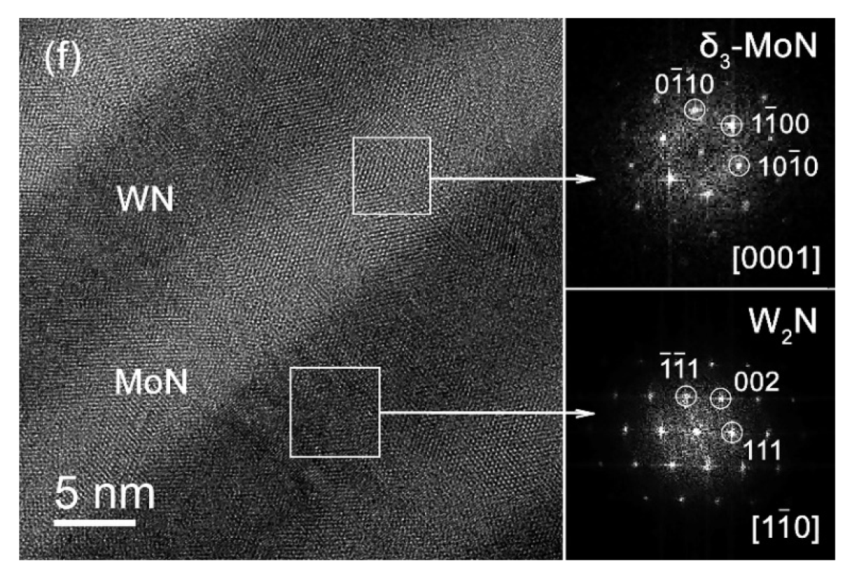
- Coatings could be roughly divided into two groups according to their microstructure: (i) all constituent layers had NaCl-type cubic structure (WN/Zr and WN/CrN), and (ii) WN layers consisted of the fcc W2N phase, while other layers developed a combination of hexagonal and fcc NaCl-type cubic phases (δ-MoN, δ3-MoN, and γ-Mo2N in WN/MoN, as well as ε-NbN and δ-NbN in WN/NbN).
- (2)
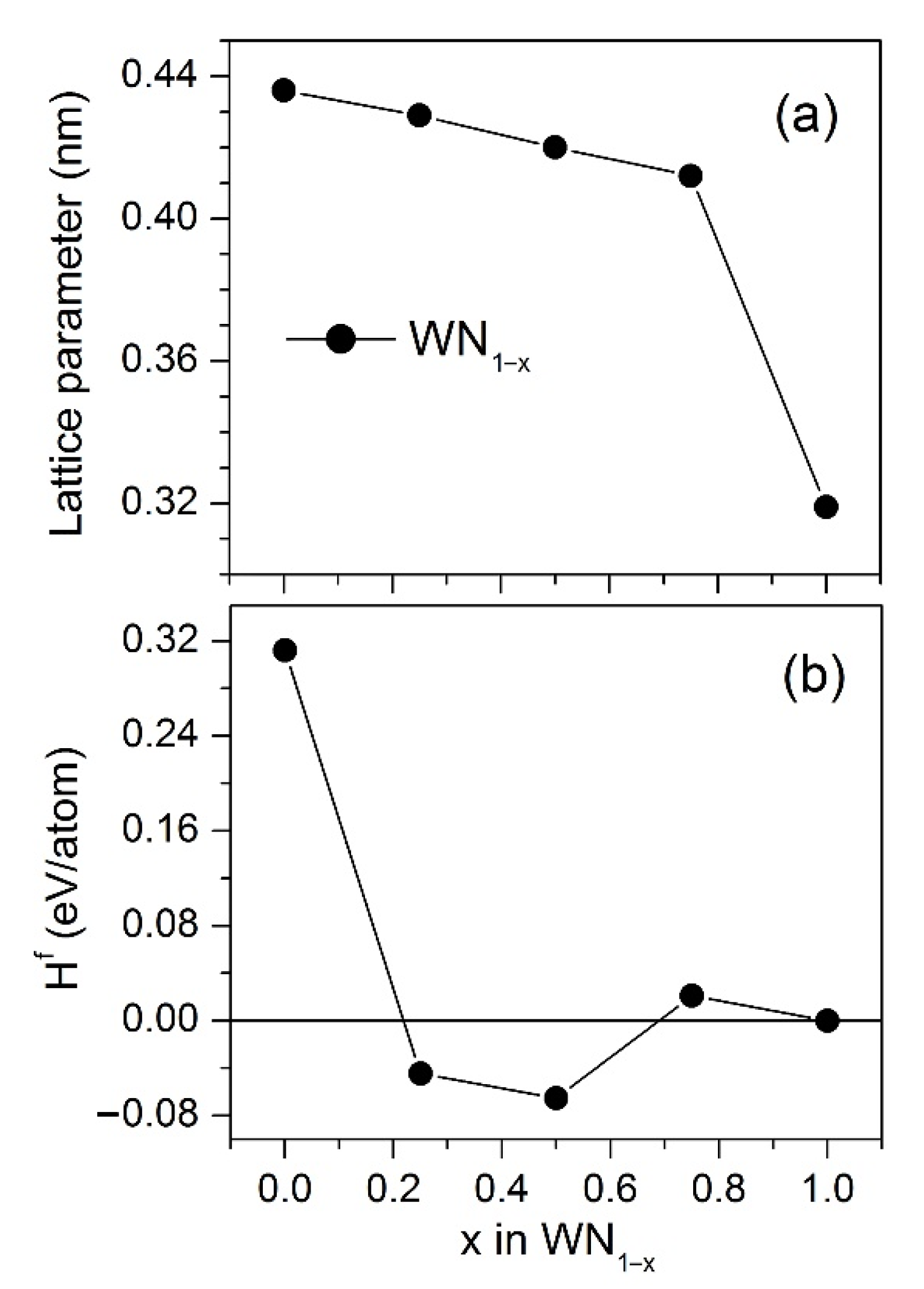
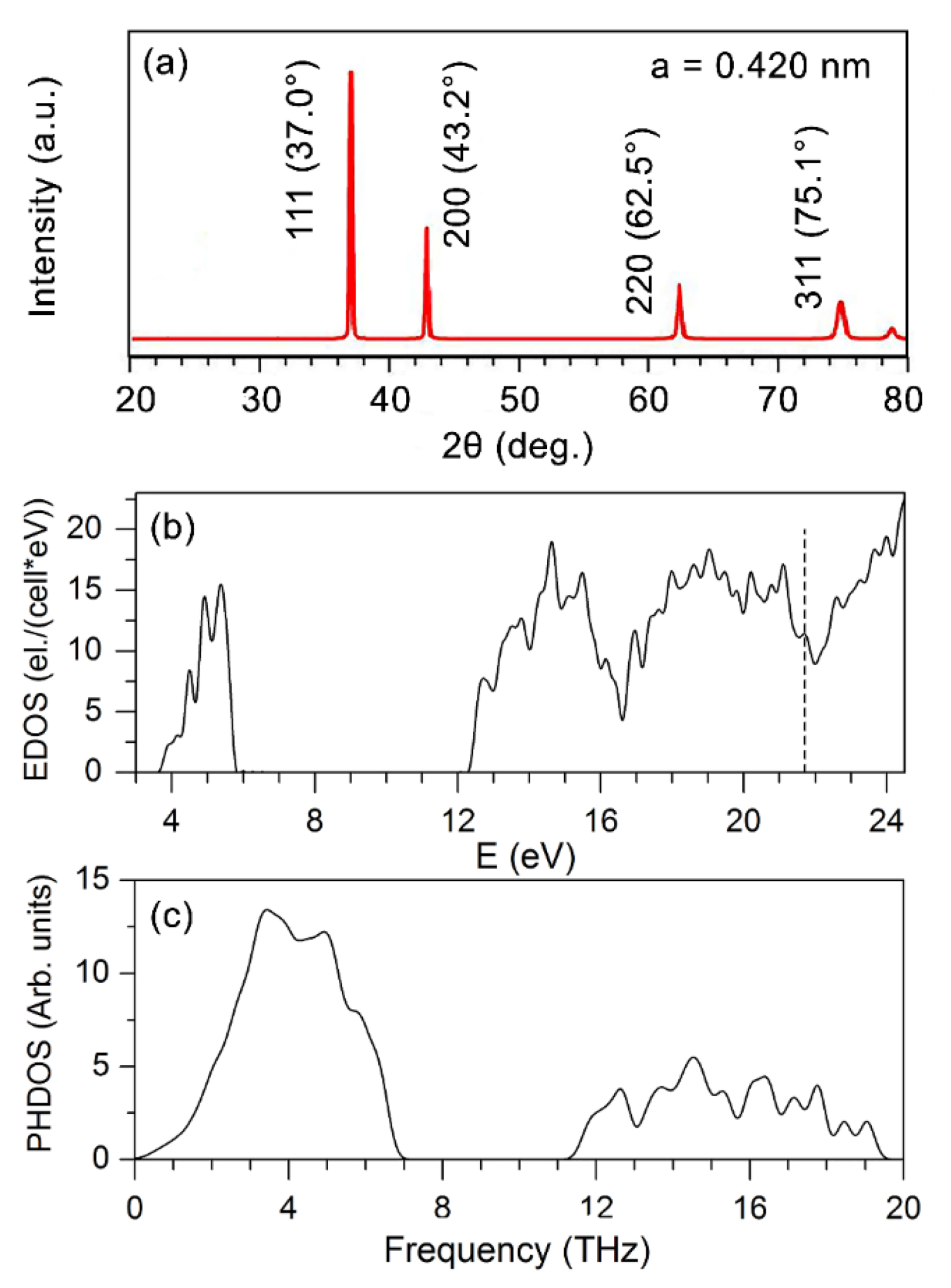
- To substantiate the formation of the substoichiometric tungsten nitride layers in the deposited multilayers and to gain more insight into their properties, first-principles investigations of the stability, structure, electronic, vibrational, and mechanical properties of the cubic random W1−yN1−x, 0 ≤ x, y ≤ 1, phases were carried out. The results show that the tungsten nitride layers in the deposited coatings can be composed of disordered cubic WN1−x structures with compositions close to WN0.5. The WN0.5 phase is elastically and dynamically stable and exhibits the properties inherent to ductile materials.
- (3)
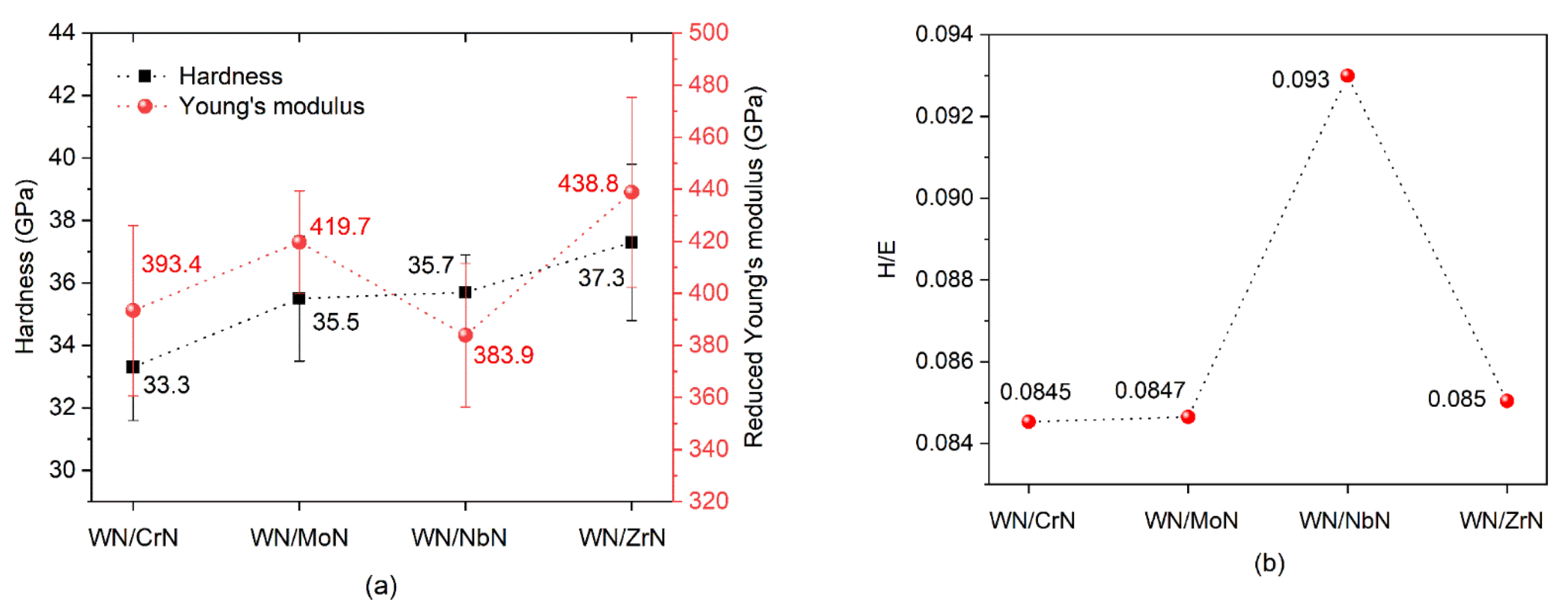
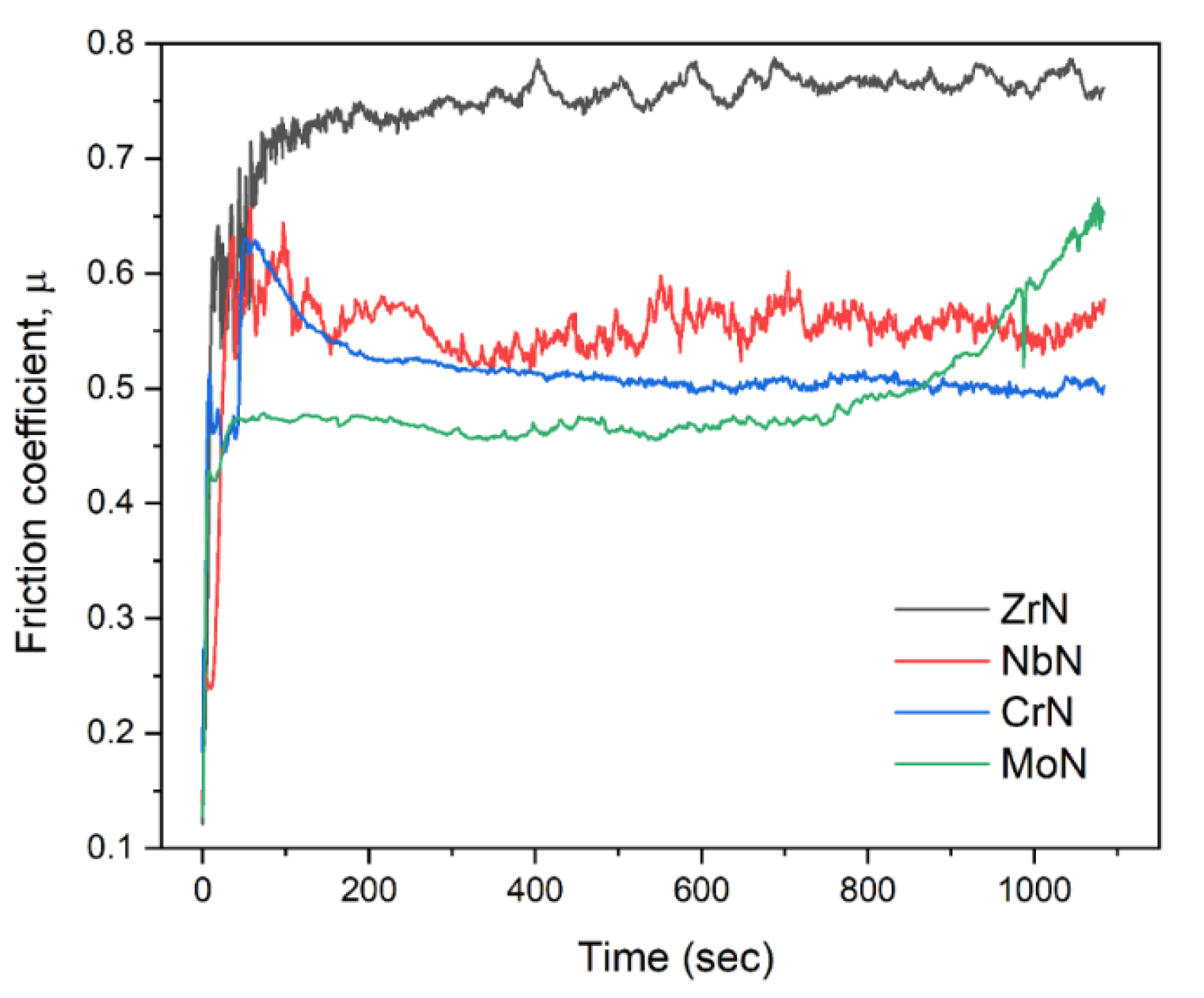
- All WN/ZrN, WN/CrN, WN/MoN, and WN/NbN coating systems exhibited a high hardness range from 33.3 ± 1.7 GPa to 37.3 ± 2.4 GPa. The maximum elastic strain to failure (H/E ratio) value of about 0.093 was observed for WN/NbN multilayer. All coatings had similar friction coefficient values ranging from 0.47 to 0.55.
- (4)
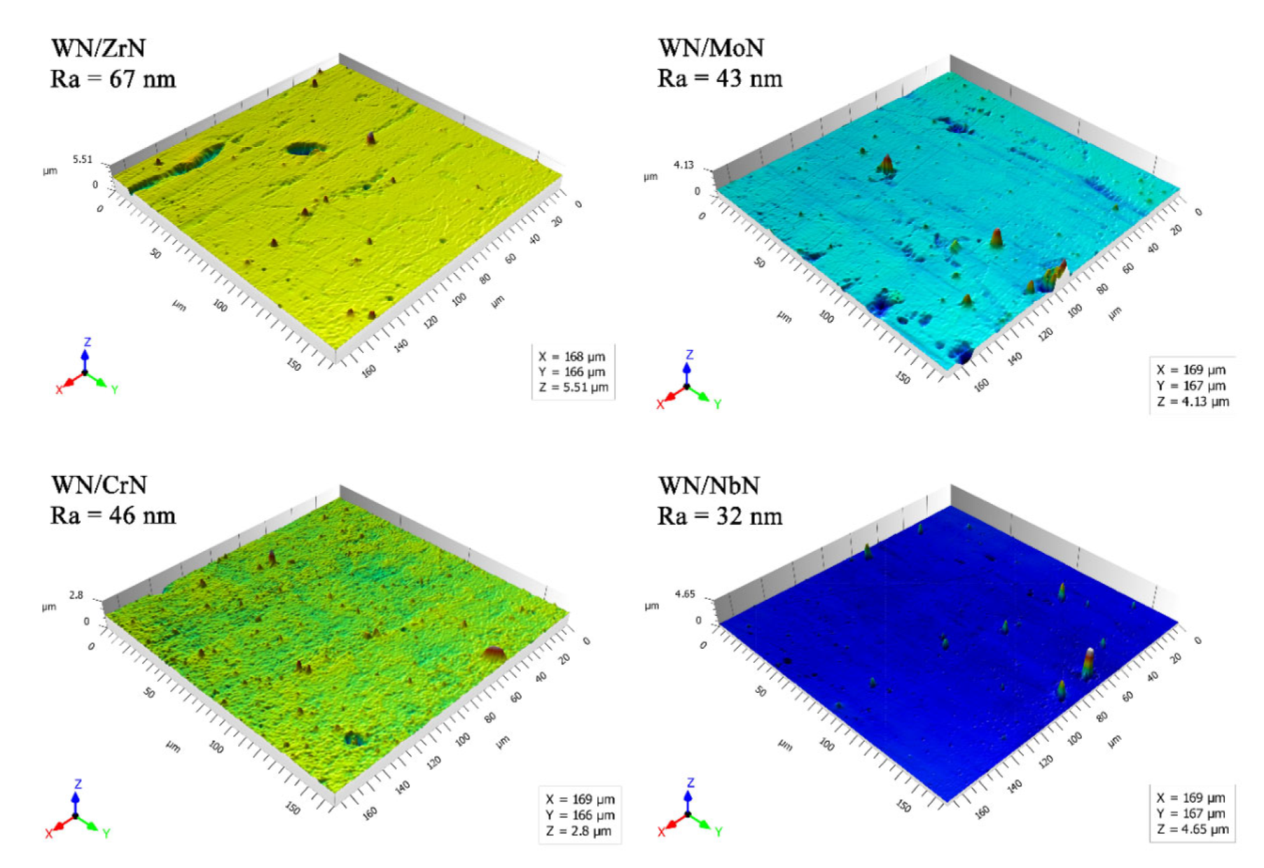
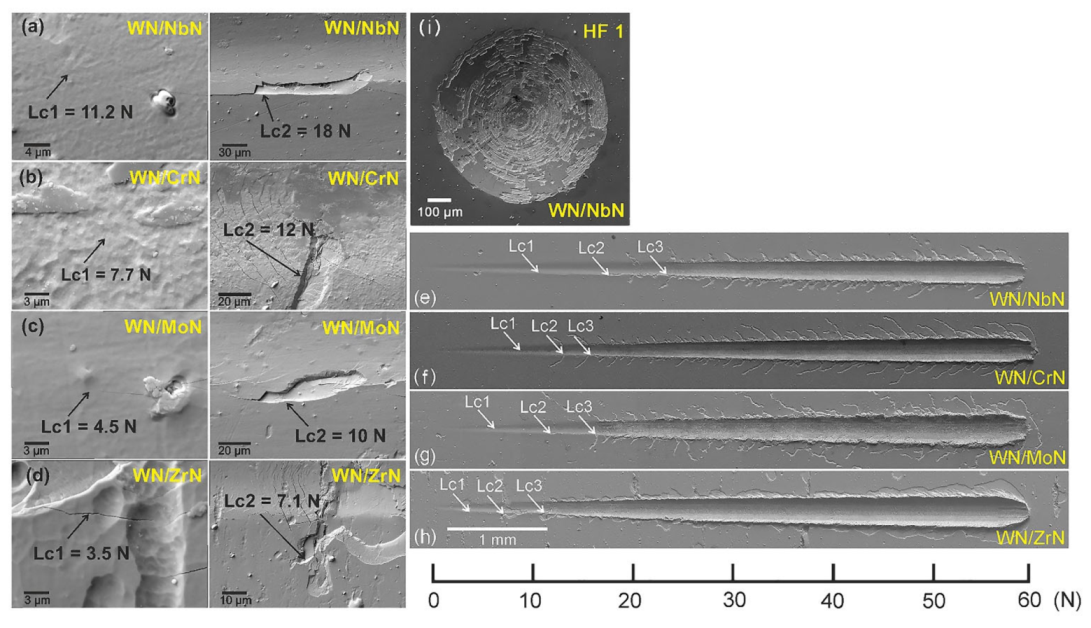
- The nanoscale WN/NbN multilayer coating showed the highest adhesion and had superior wear performance, remaining intact after the wear tests. It exhibited the lowest specific wear rate of about 1.7 × 10−6 mm3/Nm. That could be related to a low roughness, high elastic strain to failure, more ductile behavior of NbN, the nanocomposite structure (δ’-NbN and δ-NbN phases), and the formation of Nb2O5 and WO3 tribofilms during sliding. The WN/ZrN coating showed the worst wear resistance.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- González-Carmona, J.M.; Triviño, J.D.; Gómez-Ovalle, Á.; Ortega, C.; Alvarado-Orozco, J.M.; Sánchez-Sthepa, H.; Avila, A. Wear mechanisms identification using Kelvin probe force microscopy in TiN, ZrN and TiN/ZrN hard ceramic multilayers coatings. Ceram. Int. 2020, 46, 24592–24604. [Google Scholar] [CrossRef]
- Du, J.W.; Chen, L.; Chen, J.; Du, Y. Mechanical properties, thermal stability and oxidation resistance of TiN/CrN multilayer coatings. Vacuum 2020, 179, 109468. [Google Scholar] [CrossRef]
- Li, D.J.; Liu, F.; Wang, M.X.; Zhang, J.J.; Liu, Q.X. Structural and mechanical properties of multilayered gradient CrN/ZrN coatings. Thin Solid Films 2006, 506–507, 202–206. [Google Scholar] [CrossRef]
- Zhang, G.; Wang, T.; Chen, H. Microstructure, mechanical and tribological properties of TiN/Mo2N nano-multilayer films deposited by magnetron sputtering. Surf. Coat. Technol. 2015, 261, 156–160. [Google Scholar] [CrossRef]
- Pogrebnjak, A.; Smyrnova, K.; Bondar, O. Nanocomposite multilayer binary nitride coatings based on transition and refractory metals: Structure and properties. Coatings 2019, 9, 155. [Google Scholar] [CrossRef]
- Maksakova, O.V.; Simoẽs, S.; Pogrebnjak, A.D.; Bondar, O.V.; Kravchenko, Y.O.; Koltunowicz, T.N.; Shaimardanov, Z.K. Multilayered ZrN/CrN coatings with enhanced thermal and mechanical properties. J. Alloys Compd. 2019, 776, 679–690. [Google Scholar] [CrossRef]
- Pogrebnjak, A.D.; Webster, R.F.; Tilley, R.D.; Buranich, V.V.; Ivashchenko, V.I.; Takeda, Y.; Oyoshi, K.; Sakenova, R.; Piotrowska, K.; Zukowski, P.; et al. Formation of Si-rich interfaces by radiation-induced diffusion and microsegregation in CrN/ZrN nanolayer coating. ACS Appl. Mater. Interfaces 2021, 13, 16928–16938. [Google Scholar] [CrossRef]
- Pogrebnjak, A.D. Hard and superhard nanostructured and nanocomposite coatings. In Nanomaterials-Based Coatings; Elsevier: Amsterdam, The Netherlands, 2019; pp. 237–337. [Google Scholar]
- Kumar, D.D.; Kumar, N.; Kalaiselvam, S.; Dash, S.; Jayavel, R. Wear resistant super-hard multilayer transition metal-nitride coatings. Surf. Interfaces 2017, 7, 74–82. [Google Scholar] [CrossRef]
- Pogrebnjak, A.D.; Kong, C.-H.; Webster, R.F.; Tilley, R.D.; Takeda, Y.; Oyoshi, K.; Bondar, O.V.; Buranich, V.V.; Konstantinov, S.V.; Baimoldanova, L.S.; et al. Antibacterial effect of au implantation in ductile nanocomposite multilayer (TiAlSiY)N/CrN coatings. ACS Appl. Mater. Interfaces 2019, 11, 48540–48550. [Google Scholar] [CrossRef]
- Stueber, M.; Holleck, H.; Leiste, H.; Seemann, K.; Ulrich, S.; Ziebert, C. Concepts for the design of advanced nanoscale PVD multilayer protective thin films. J. Alloys Compd. 2009, 483, 321–333. [Google Scholar] [CrossRef]
- Pogrebnjak, A.D.; Ivashchenko, V.I.; Skrynskyy, P.L.; Bondar, O.V.; Konarski, P.; Załęski, K.; Jurga, S.; Coy, E. Experimental and theoretical studies of the physicochemical and mechanical properties of multi-layered TiN/SiC films: Temperature effects on the nanocomposite structure. Compos. Part. B Eng. 2018, 142, 85–94. [Google Scholar] [CrossRef]
- Addonizio, M.L.; Castaldo, A.; Antonaia, A.; Gambale, E.; Iemmo, L. Influence of process parameters on properties of reactively sputtered tungsten nitride thin films. J. Vac. Sci. Technol. A Vacuum Surf. Film 2012, 30, 031506. [Google Scholar] [CrossRef]
- Javdošňák, D.; Musil, J.; Soukup, Z.; Haviar, S.; Čerstvý, R.; Houska, J. Tribological properties and oxidation resistance of tungsten and tungsten nitride films at temperatures up to 500 °C. Tribol. Int. 2019, 132, 211–220. [Google Scholar] [CrossRef]
- Wu, F.-B.; Tien, S.-K.; Duh, J.-G. Manufacture, microstructure and mechanical properties of CrWN and CrN/WN nanolayered coatings. Surf. Coat. Technol. 2005, 200, 1514–1518. [Google Scholar] [CrossRef][Green Version]
- Tsai, Y.-Z.; Duh, J.-G. Tribological behavior of CrN/WN multilayer coatings grown by ion-beam assisted deposition. Surf. Coat. Technol. 2006, 201, 4266–4272. [Google Scholar] [CrossRef]
- Tsai, Y.-Z.; Duh, J.-G. Thermal stability and microstructure characterization of CrN/WN multilayer coatings fabricated by ion-beam assisted deposition. Surf. Coat. Technol. 2005, 200, 1683–1689. [Google Scholar] [CrossRef][Green Version]
- Li, R.L.; Tu, J.P.; Hong, C.F.; Liu, D.G.; Sun, H.L. Microstructure, mechanical and tribological properties of CrN/W2N multilayer films deposited by DC magnetron sputtering. Surf. Coat. Technol. 2009, 204, 470–476. [Google Scholar] [CrossRef]
- Wang, M.X.; Zhang, J.J.; Yang, J.; Wang, L.Q.; Li, D.J. Influence of Ar/N2 flow ratio on structure and properties of nanoscale ZrN/WN multilayered coatings. Surf. Coat. Technol. 2007, 201, 5472–5476. [Google Scholar] [CrossRef]
- Zhao, H.; Mi, P.; Ye, F. Compared the oxidation behavior of TiN and TiN/W2N ceramic coatings during heat treatment. Mater. Chem. Phys. 2018, 217, 445–450. [Google Scholar] [CrossRef]
- Ye, F.; Zhao, H.; Tian, X. The elevated-temperature wear properties of TiN and TiN/W2N coatings. Mater. Res. Express 2018, 5, 106404. [Google Scholar] [CrossRef]
- Buchinger, J.; Koutná, N.; Chen, Z.; Zhang, Z.; Mayrhofer, P.H.; Holec, D.; Bartosik, M. Toughness enhancement in TiN/WN superlattice thin films. Acta Mater. 2019, 172, 18–29. [Google Scholar] [CrossRef]
- Chang, C.-L.; Chiou, T.-H.; Chen, P.-H.; Chen, W.-C.; Ho, C.-T.; Wu, W.-Y. Characteristics of TiN/W2N multilayers prepared using magnetron sputter deposition with dc and pulsed dc powers. Surf. Coat. Technol. 2016, 303, 25–31. [Google Scholar] [CrossRef]
- Polcar, T.; Parreira, N.M.G.; Cavaleiro, A. Structural and tribological characterization of tungsten nitride coatings at elevated temperature. Wear 2008, 265, 319–326. [Google Scholar] [CrossRef]
- Panda, R.N.; Dalavi, S.B.; Theerthagiri, J. Synthesis of high surface area W2N and Co–W–N nitrides by chemical routes. Adsorpt. Sci. Technol. 2012, 30, 345–354. [Google Scholar] [CrossRef]
- Rased, N.H.; Vengadaesvaran, B.; Raihan, S.R.S.; Rahim, N.A. Introduction to solar energy and its conversion into electrical energy by using dye-sensitized solar cells. In Energy Materials; Elsevier: Amsterdam, The Netherlands, 2021; pp. 139–178. [Google Scholar]
- Balasubramanian, K.; Huang, L.; Gall, D. Phase stability and mechanical properties of Mo1- xN x with 0 ≤ x ≤ 1. J. Appl. Phys. 2017, 122, 195101. [Google Scholar] [CrossRef]
- Jauberteau, I.; Bessaudou, A.; Mayet, R.; Cornette, J.; Jauberteau, J.; Carles, P.; Merle-Méjean, T. Molybdenum nitride films: Crystal structures, synthesis, mechanical, electrical and some other properties. Coatings 2015, 5, 656–687. [Google Scholar] [CrossRef]
- Wang, T.; Jin, Y.; Bai, L.; Zhang, G. Structure and properties of NbN/MoN nano-multilayer coatings deposited by magnetron sputtering. J. Alloys Compd. 2017, 729, 942–948. [Google Scholar] [CrossRef]
- Li, Y.G.; Yuan, H.; Jiang, Z.T.; Pan, N.; Lei, M.K. Phase composition and mechanical properties of homostructure NbN nanocomposite coatings deposited by modulated pulsed power magnetron sputtering. Surf. Coat. Technol. 2020, 385, 125387. [Google Scholar] [CrossRef]
- Bouaouina, B.; Besnard, A.; Abaidia, S.E.; Airoudj, A.; Bensouici, F. Correlation between mechanical and microstructural properties of molybdenum nitride thin films deposited on silicon by reactive R.F. magnetron discharge. Surf. Coat. Technol. 2018, 333, 32–38. [Google Scholar] [CrossRef]
- Frantsevich, I.N.; Voronov, F.F.; Bakuta, S.A. Handbook on Elastic Constants and Moduli of Elasticity for Metals and Nonmetals; Naukova Dumka: Kyiv, Ukraine, 1982. [Google Scholar]
- Myśliński, P.; Szparaga, Ł.; Kamasa, P.; Gilewicz, A.; Ratajski, J. Application of dilatometry with modulated temperature for thermomechanical analysis of anti-wear coating/substrate systems. J. Therm. Anal. Calorim. 2015, 120, 1609–1615. [Google Scholar] [CrossRef][Green Version]
- Pathak, A.; Singh, A.K. Transition metal nitrides: A first principles study. High. Temp. Mater. Process. 2016, 35, 389–398. [Google Scholar] [CrossRef]
- Gilman, J.J. Mechanism of the Koehler dislocation multiplication process. Philos. Mag. A 1997, 76, 329–336. [Google Scholar] [CrossRef]
- Giannozzi, P.; Baroni, S.; Bonini, N.; Calandra, M.; Car, R.; Cavazzoni, C.; Ceresoli, D.; Chiarotti, G.L.; Cococcioni, M.; Dabo, I.; et al. QUANTUM ESPRESSO: A modular and open-source software project for quantum simulations of materials. J. Phys. Condens. Matter 2009, 21, 395502. [Google Scholar] [CrossRef] [PubMed]
- Perdew, J.P.; Burke, K.; Ernzerhof, M. Generalized gradient approximation made simple. Phys. Rev. Lett. 1996, 77, 3865–3868. [Google Scholar] [CrossRef] [PubMed]
- Billeter, S.R.; Curioni, A.; Andreoni, W. Efficient linear scaling geometry optimization and transition-state search for direct wavefunction optimization schemes in density functional theory using a plane-wave basis. Comput. Mater. Sci. 2003, 27, 437–445. [Google Scholar] [CrossRef]
- Golesorkhtabar, R.; Pavone, P.; Spitaler, J.; Puschnig, P.; Draxl, C. ElaStic: A tool for calculating second-order elastic constants from first principles. Comput. Phys. Commun. 2013, 184, 1861–1873. [Google Scholar] [CrossRef]
- Tian, Y.; Xu, B.; Zhao, Z. Microscopic theory of hardness and design of novel superhard crystals. Int. J. Refract. Met. Hard Mater. 2012, 33, 93–106. [Google Scholar] [CrossRef]
- Togo, A. Welcome to Phonopy. Available online: http://atztogo.github.io/phonopy/ (accessed on 12 October 2021).
- Kraus, W.; Nolze, G. Powder Cell for Windows (Version 2.4); Federal Institute for Materials Research and Testing: Berlin, Germany, 2000. [Google Scholar]
- Golizadeh, M.; Anders, A.; Mendez Martin, F.; Kolozsvári, S.; Franz, R. Insights into surface modification and erosion of multi-element arc cathodes using a novel multilayer cathode design. J. Appl. Phys. 2020, 127, 113301. [Google Scholar] [CrossRef]
- Anders, A. Unfiltered and filtered cathodic arc deposition. In Handbook of Deposition Technologies for Films and Coatings; Martin, P.M., Andrew, W., Eds.; Elsevier: Amsterdam, The Netherlands, 2010; pp. 466–531. ISBN 978-0-8155-2031-3. [Google Scholar]
- Gilewicz, A.; Warcholinski, B. Deposition and characterisation of Mo2N/CrN multilayer coatings prepared by cathodic arc evaporation. Surf. Coat. Technol. 2015, 279, 126–133. [Google Scholar] [CrossRef]
- Anders, A. The evolution of ion charge states in cathodic vacuum arc plasmas: A review. Plasma Sources Sci. Technol. 2012, 21, 035014. [Google Scholar] [CrossRef]
- Gilewicz, A.; Warcholinski, B.; Murzynski, D. The properties of molybdenum nitride coatings obtained by cathodic arc evaporation. Surf. Coat. Technol. 2013, 236, 149–158. [Google Scholar] [CrossRef]
- Harris, S.G.; Doyle, E.D.; Wong, Y.-C.; Munroe, P.R.; Cairney, J.M.; Long, J.M. Reducing the macroparticle content of cathodic arc evaporated TiN coatings. Surf. Coat. Technol. 2004, 183, 283–294. [Google Scholar] [CrossRef]
- Tessier, F. Determining the nitrogen content in (oxy)nitride materials. Materials 2018, 11, 1331. [Google Scholar] [CrossRef] [PubMed]
- Bagdasaryan, A.A.; Pshyk, A.V.; Coy, L.E.; Konarski, P.; Misnik, M.; Ivashchenko, V.I.; Kempiński, M.; Mediukh, N.R.; Pogrebnjak, A.D.; Beresnev, V.M.; et al. A new type of (TiZrNbTaHf)N/MoN nanocomposite coating: Microstructure and properties depending on energy of incident ions. Compos. Part. B Eng. 2018, 146, 132–144. [Google Scholar] [CrossRef]
- Deng, Y.; Yin, S.; Hong, Y.; Wang, Y.; Hu, Y.; Zou, G.; Kuang, T.; Zhou, K. Microstructures and properties of novel nanocomposite WNx coatings deposited by reactive magnetron sputtering. Appl. Surf. Sci. 2020, 512, 145508. [Google Scholar] [CrossRef]
- Polcar, T.; Parreira, N.M.G.; Cavaleiro, A. Tribological characterization of tungsten nitride coatings deposited by reactive magnetron sputtering. Wear 2007, 262, 655–665. [Google Scholar] [CrossRef]
- Zhang, X.; Tian, X.-B.; Zhao, Z.-W.; Gao, J.-B.; Zhou, Y.-W.; Gao, P.; Guo, Y.-Y.; Lv, Z. Evaluation of the adhesion and failure mechanism of the hard CrN coatings on different substrates. Surf. Coat. Technol. 2019, 364, 135–143. [Google Scholar] [CrossRef]
- Malkowski, T.F.; Pimputkar, S.; Speck, J.S.; DenBaars, S.P.; Nakamura, S. Acidic ammonothermal growth of gallium nitride in a liner-free molybdenum alloy autoclave. J. Cryst. Growth 2016, 456, 21–26. [Google Scholar] [CrossRef]
- Pogrebnjak, A.D.; Eyidi, D.; Abadias, G.; Bondar, O.V.; Beresnev, V.M.; Sobol, O.V. Structure and properties of arc evaporated nanoscale TiN/MoN multilayered systems. Int. J. Refract. Met. Hard Mater. 2015, 48, 222–228. [Google Scholar] [CrossRef]
- Pogrebnjak, A.D.; Beresnev, V.M.; Bondar, O.V.; Postolnyi, B.O.; Zaleski, K.; Coy, E.; Jurga, S.; Lisovenko, M.O.; Konarski, P.; Rebouta, L.; et al. Superhard CrN/MoN coatings with multilayer architecture. Mater. Des. 2018, 153, 47–59. [Google Scholar] [CrossRef]
- Holec, D.; Franz, R.; Mayrhofer, P.H.; Mitterer, C. Structure and stability of phases within the NbN–AlN system. J. Phys. D Appl. Phys. 2010, 43, 145403. [Google Scholar] [CrossRef]
- Neitzel, I.; Mochalin, V.; Gogotsi, Y. Advances in surface chemistry of nanodiamond and nanodiamond–polymer composites. In Ultananocrystalline Diamond; Elsevier: Amsterdam, The Netherlands, 2012; pp. 421–456. [Google Scholar]
- Oya, G.; Onodera, Y. Phase transformations in nearly stoichiometric NbNx. J. Appl. Phys. 1976, 47, 2833–2840. [Google Scholar] [CrossRef]
- Zou, Y.; Wang, X.; Chen, T.; Li, X.; Qi, X.; Welch, D.; Zhu, P.; Liu, B.; Cui, T.; Li, B. Hexagonal-structured ε-NbN: Ultra-incompressibility, high shear rigidity and a possible hard superconducting material. Sci. Rep. 2015, 5, 10811. [Google Scholar] [CrossRef] [PubMed]
- Balasubramanian, K.; Khare, S.; Gall, D. Vacancy-induced mechanical stabilization of cubic tungsten nitride. Phys. Rev. B 2016, 94, 174111. [Google Scholar] [CrossRef]
- Khitrova, V.I. Pinsker, Z.G. Chemical crystallography of tungsten nitrides and of some other interstitial phases. Sov. Phys. Crystallogr. 1962, 6, 712–719. [Google Scholar]
- Chen, D.; Wen, H.; Li, T.; Yin, L.; Fan, B.; Wang, H.; Zhang, R.; Li, X.; Xu, H.; Lu, H.; et al. Novel pseudo-morphotactic synthesis and characterization of tungsten nitride nanoplates. J. Solid State Chem. 2011, 184, 455–462. [Google Scholar] [CrossRef]
- Pugh, S.F. XCII. Relations between the elastic moduli and the plastic properties of polycrystalline pure metals. Lond. Edinb. Dublin Philos. Mag. J. Sci. 1954, 45, 823–843. [Google Scholar] [CrossRef]
- Lengauer, W. Nitrides: Transition metal solid-state chemistry. In Encyclopedia of Inorganic and Bioinorganic Chemistry; John Wiley & Sons, Ltd.: Chichester, UK, 2015; pp. 1–24. [Google Scholar]
- Caliskan, H.; Panjan, P.; Kurbanoglu, C. Hard coatings on cutting tools and surface finish. In Comprehensive Materials Finishing; Elsevier: Amsterdam, The Netherlands, 2017; pp. 230–242. [Google Scholar]
- Tasnádi, F.; Abrikosov, I.A.; Rogström, L.; Almer, J.; Johansson, M.P.; Odén, M. Significant elastic anisotropy in Ti1−xAlxN alloys. Appl. Phys. Lett. 2010, 97, 231902. [Google Scholar] [CrossRef]
- Koehler, J.S. Attempt to design a strong solid. Phys. Rev. B 1970, 2, 547–551. [Google Scholar] [CrossRef]
- Sanjinés, R.; Benkahoul, M.; Papagno, M.; Lévy, F.; Music, D. Electronic structure of Nb2N and NbN thin films. J. Appl. Phys. 2006, 99, 044911. [Google Scholar] [CrossRef]
- Niu, H.; Chen, X.-Q.; Liu, P.; Xing, W.; Cheng, X.; Li, D.; Li, Y. Extra-electron induced covalent strengthening and generalization of intrinsic ductile-to-brittle criterion. Sci. Rep. 2012, 2, 718. [Google Scholar] [CrossRef] [PubMed]
- Kato, K. Friction and wear of passive metals and coatings. In Tribocorrosion of Passive Metals and Coatings; Elsevier: Amsterdam, The Netherlands, 2011; pp. 65–99. [Google Scholar]
- Wan, Q.; Yang, B.; Liu, H.; Zhang, J.; Chen, J. Microstructure and adhesion of MeN/TiSiN (Me = Ti, Cr, Zr, Mo, NbxAl1−x) multilayered coatings deposited by cathodic arc ion plating. Appl. Surf. Sci. 2019, 497. [Google Scholar] [CrossRef]
- Woydt, M. Sub-stoichiometric oxides for wear resistance. Wear 2019, 440–441, 203104. [Google Scholar] [CrossRef]
- Woydt, M.; Mohrbacher, H.; Vleugels, J.; Huang, S. Potentials of niobium carbide (NBC) as cutting tools and for wear protection. In Ceramic Engineering and Science Proceedings; The American Ceramic Society: Westerville, OH, USA, 2018; pp. 99–111. [Google Scholar]
- Rowe, W.B. Mechanics of abrasion and wear. In Principles of Modern Grinding Technology; Elsevier: Amsterdam, The Netherlands, 2014; pp. 349–379. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coating | Element Concentration (at.%) | |||||
|---|---|---|---|---|---|---|
| W | N | Cr | Mo | Nb | Zr | |
| WN/CrN | 37.3 | 51.4 | 11.3 | - | - | |
| WN/MoN | 26.4 | 54.2 | - | 19.4 | - | - |
| WN/NbN | 27.2 | 52.4 | - | - | 20.4 | - |
| WN/ZrN | 26.4 | 52.4 | - | - | - | 21.2 |
| Parameter | Coating System | |||
|---|---|---|---|---|
| WN/ZrN | WN/CrN | WN/MoN | WN/NbN | |
| Average friction coefficient | 0.76 | 0.52 | 0.47 | 0.55 |
| Specific wear rate of the coating (mm3/Nm) | 3.8 × 10−4 | 1.1 × 10−5 | 8.6 × 10−6 | 1.7 × 10−6 |
| Specific wear rate of the Al2O3 ball (mm3/Nm) | 5.9 × 10−11 | 9.6 × 10−12 | 9.9 × 10−12 | 2.0 × 10−11 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Smyrnova, K.; Sahul, M.; Haršáni, M.; Pogrebnjak, A.; Ivashchenko, V.; Beresnev, V.; Stolbovoy, V.; Čaplovič, Ľ.; Čaplovičová, M.; Vančo, Ľ.; et al. Microstructure, Mechanical and Tribological Properties of Advanced Layered WN/MeN (Me = Zr, Cr, Mo, Nb) Nanocomposite Coatings. Nanomaterials 2022, 12, 395. https://doi.org/10.3390/nano12030395
Smyrnova K, Sahul M, Haršáni M, Pogrebnjak A, Ivashchenko V, Beresnev V, Stolbovoy V, Čaplovič Ľ, Čaplovičová M, Vančo Ľ, et al. Microstructure, Mechanical and Tribological Properties of Advanced Layered WN/MeN (Me = Zr, Cr, Mo, Nb) Nanocomposite Coatings. Nanomaterials. 2022; 12(3):395. https://doi.org/10.3390/nano12030395
Chicago/Turabian StyleSmyrnova, Kateryna, Martin Sahul, Marián Haršáni, Alexander Pogrebnjak, Volodymyr Ivashchenko, Vyacheslav Beresnev, Vyacheslav Stolbovoy, Ľubomír Čaplovič, Mária Čaplovičová, Ľubomír Vančo, and et al. 2022. "Microstructure, Mechanical and Tribological Properties of Advanced Layered WN/MeN (Me = Zr, Cr, Mo, Nb) Nanocomposite Coatings" Nanomaterials 12, no. 3: 395. https://doi.org/10.3390/nano12030395
APA StyleSmyrnova, K., Sahul, M., Haršáni, M., Pogrebnjak, A., Ivashchenko, V., Beresnev, V., Stolbovoy, V., Čaplovič, Ľ., Čaplovičová, M., Vančo, Ľ., Kusý, M., Kassymbaev, A., Satrapinskyy, L., & Flock, D. (2022). Microstructure, Mechanical and Tribological Properties of Advanced Layered WN/MeN (Me = Zr, Cr, Mo, Nb) Nanocomposite Coatings. Nanomaterials, 12(3), 395. https://doi.org/10.3390/nano12030395