
Influence of Extrusion Rate on Microstructure and Mechanical Properties of Magnesium Alloy AM60 and an AM60-Based Metal Matrix Nanocomposite



Abstract
:1. Introduction
2. Materials and Methods
2.1. Casting
2.2. Extrusion
2.3. Microstructure and Mechanical Characterization
3. Results
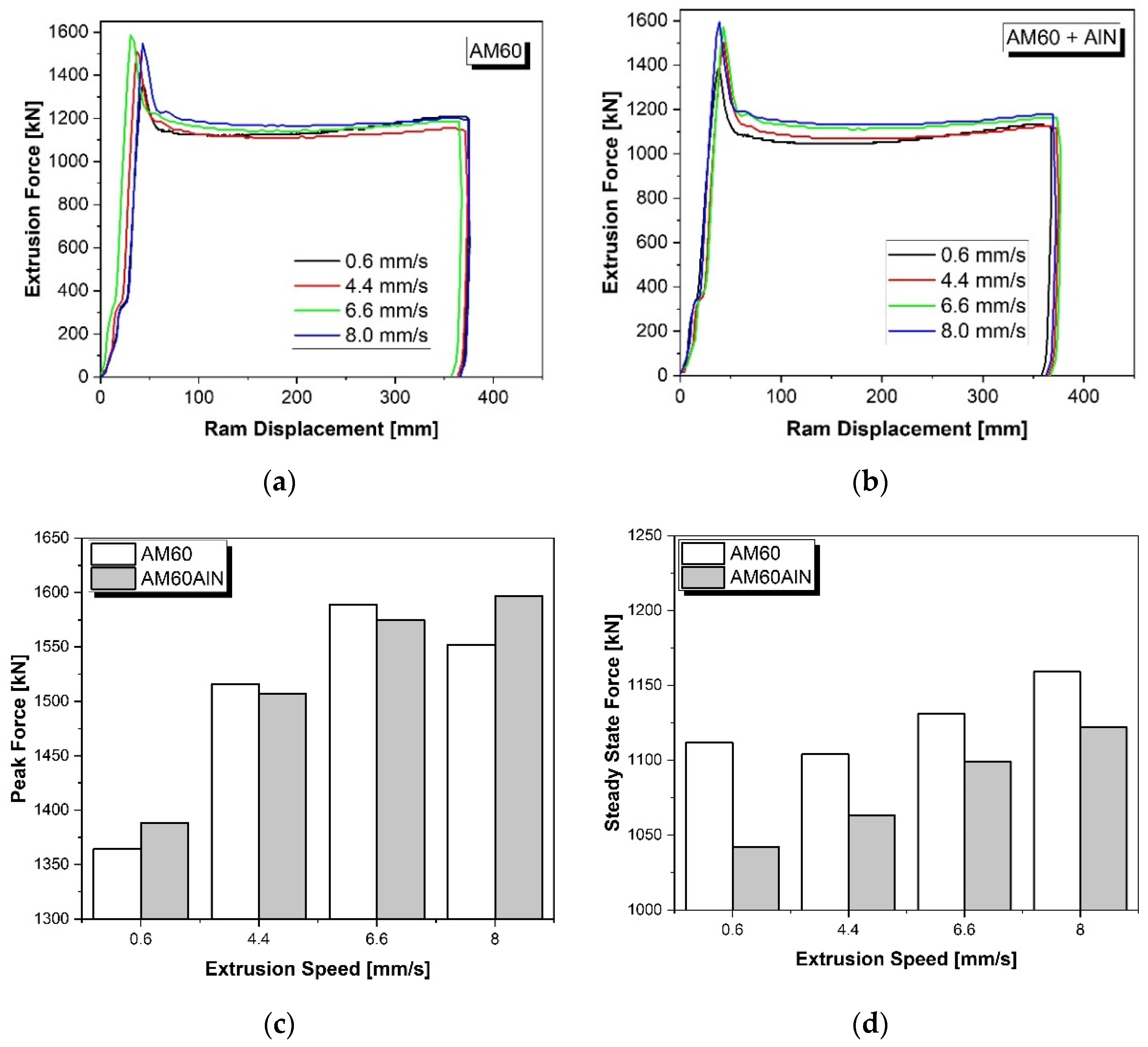
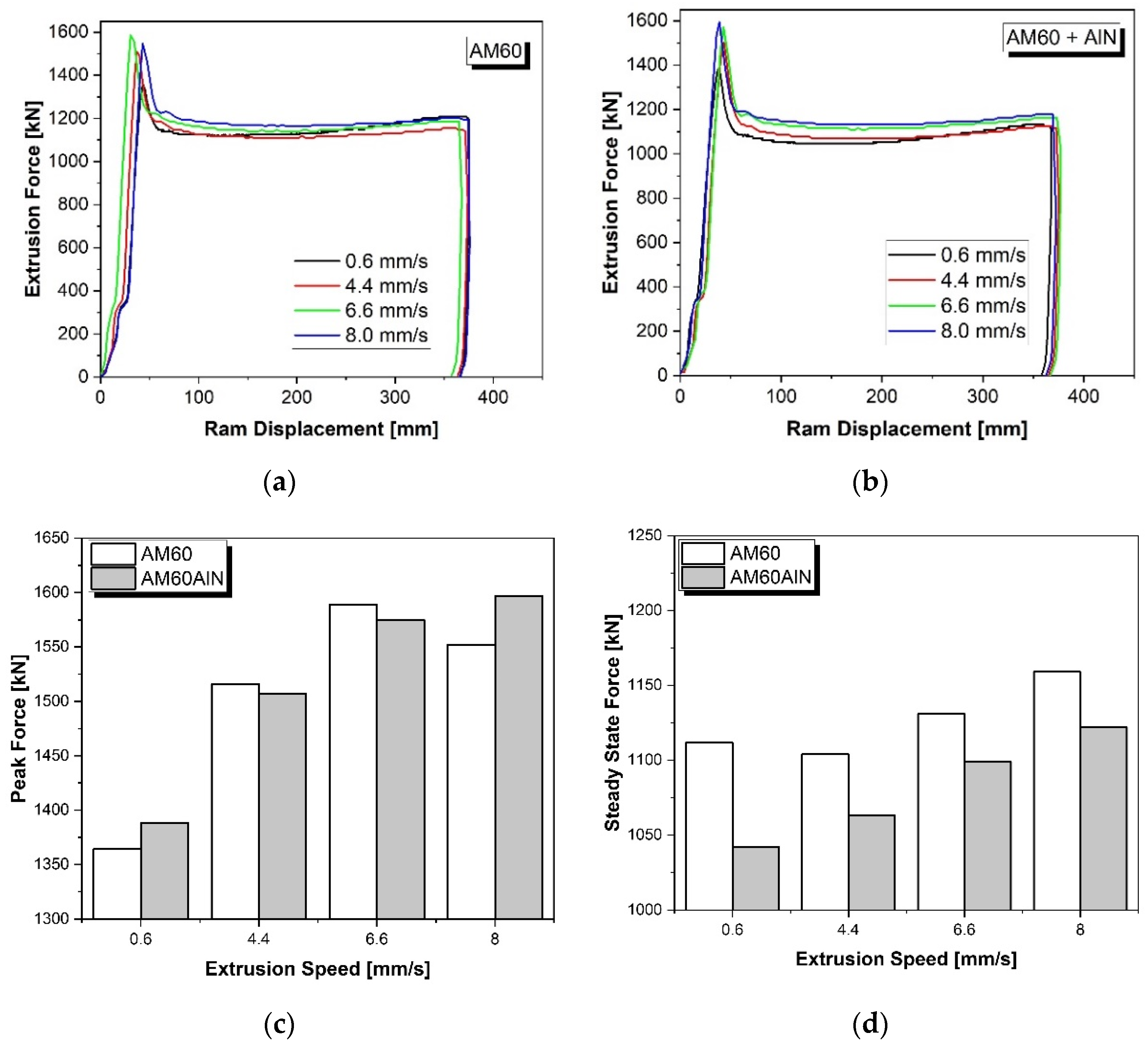
3.1. Extrusion
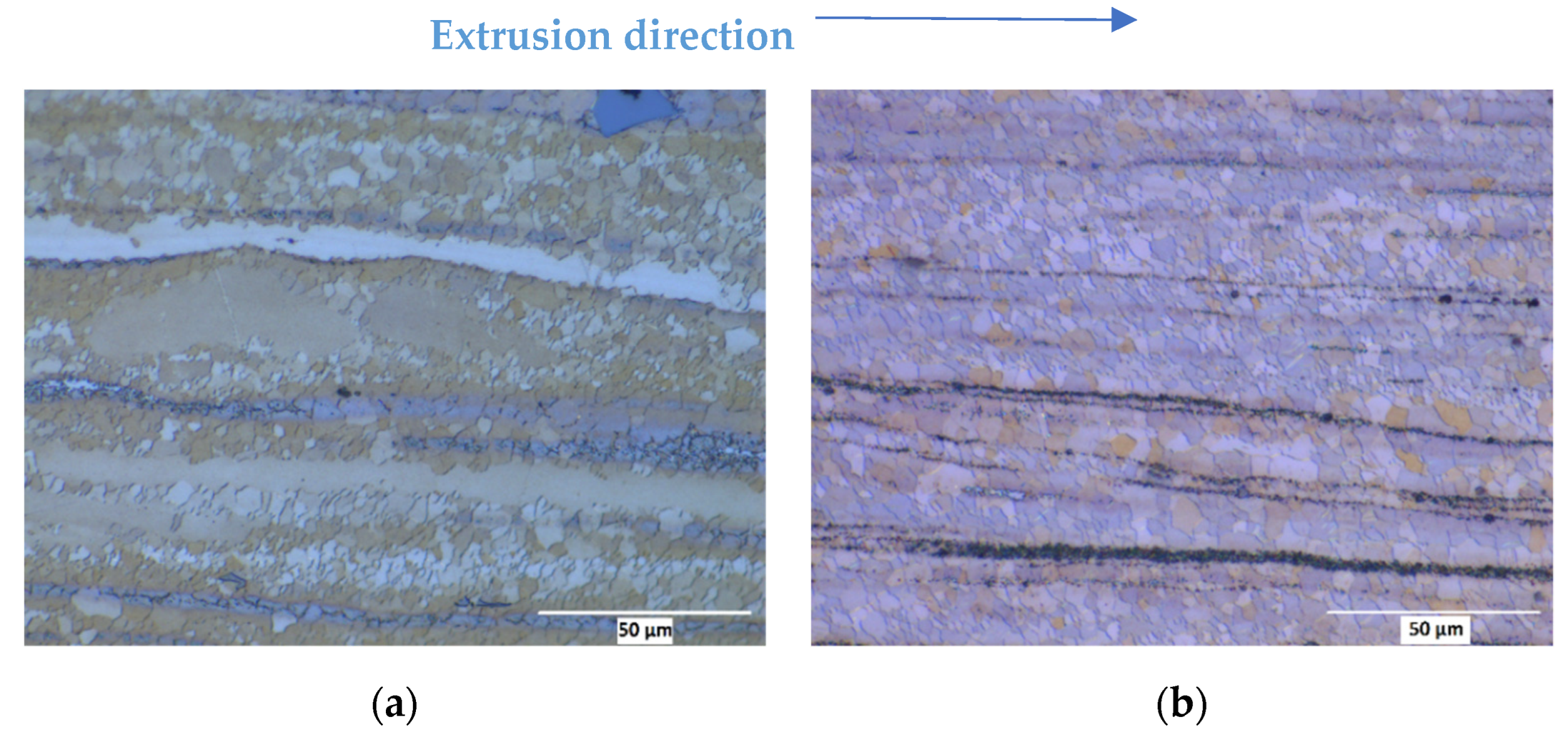
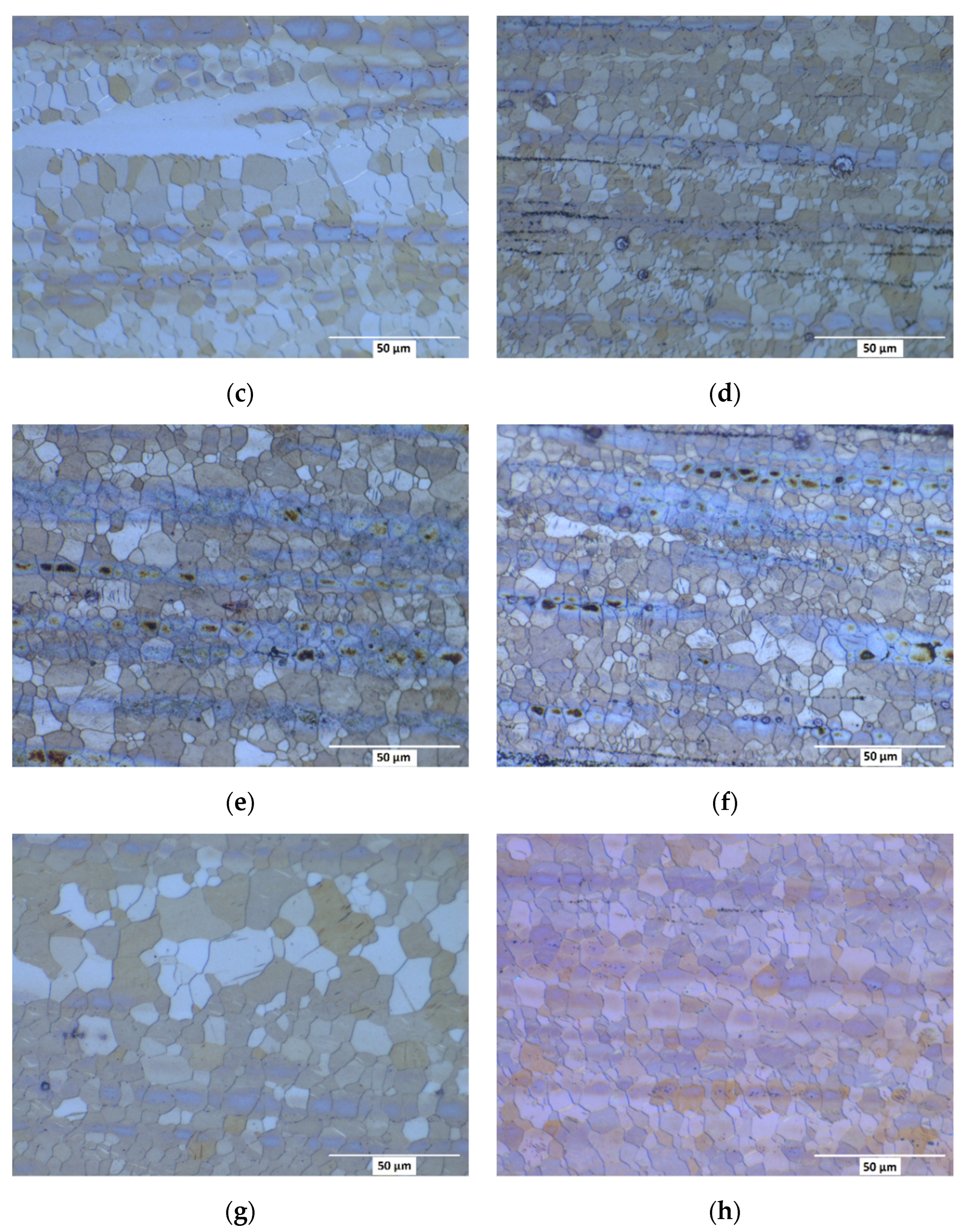
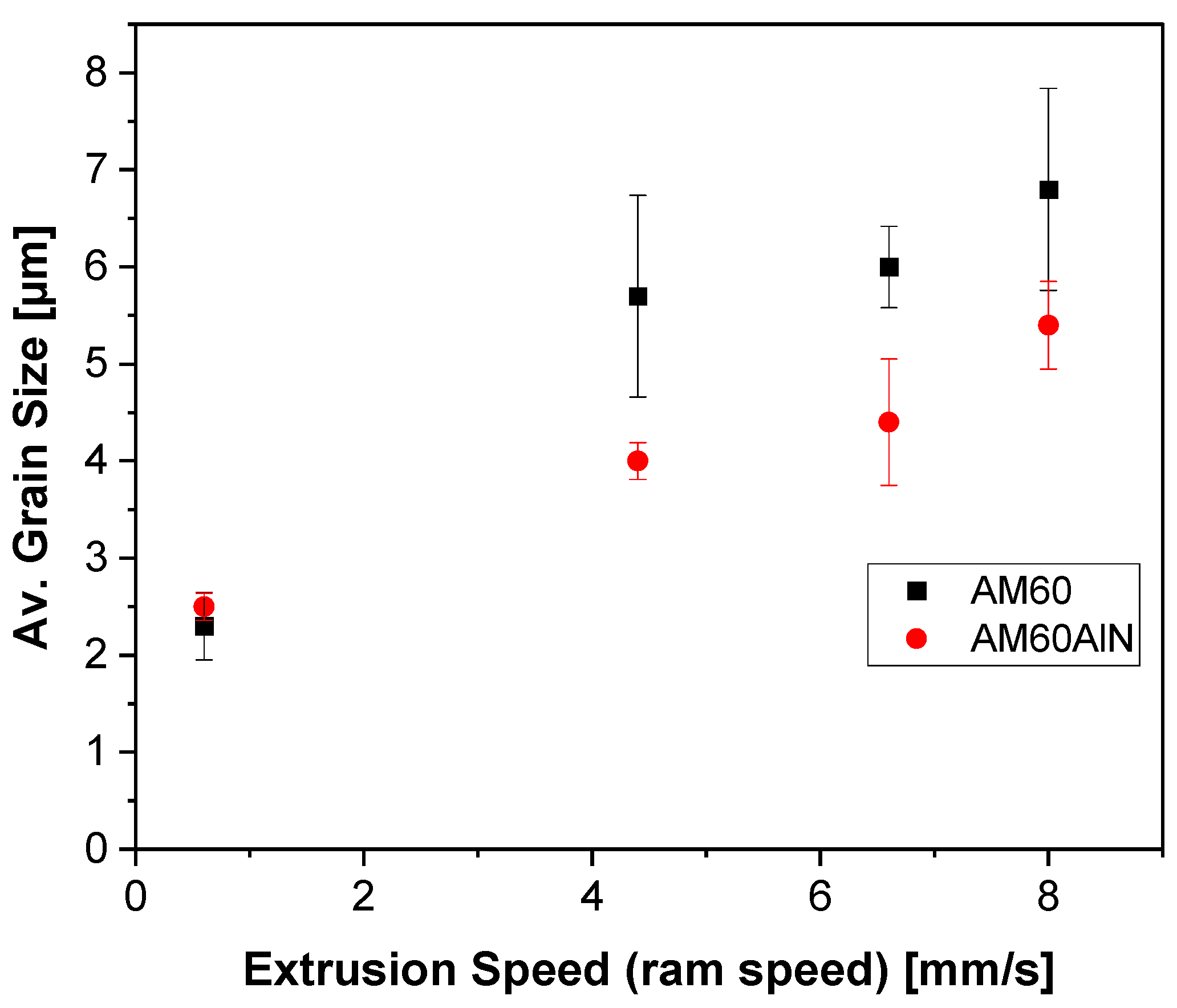
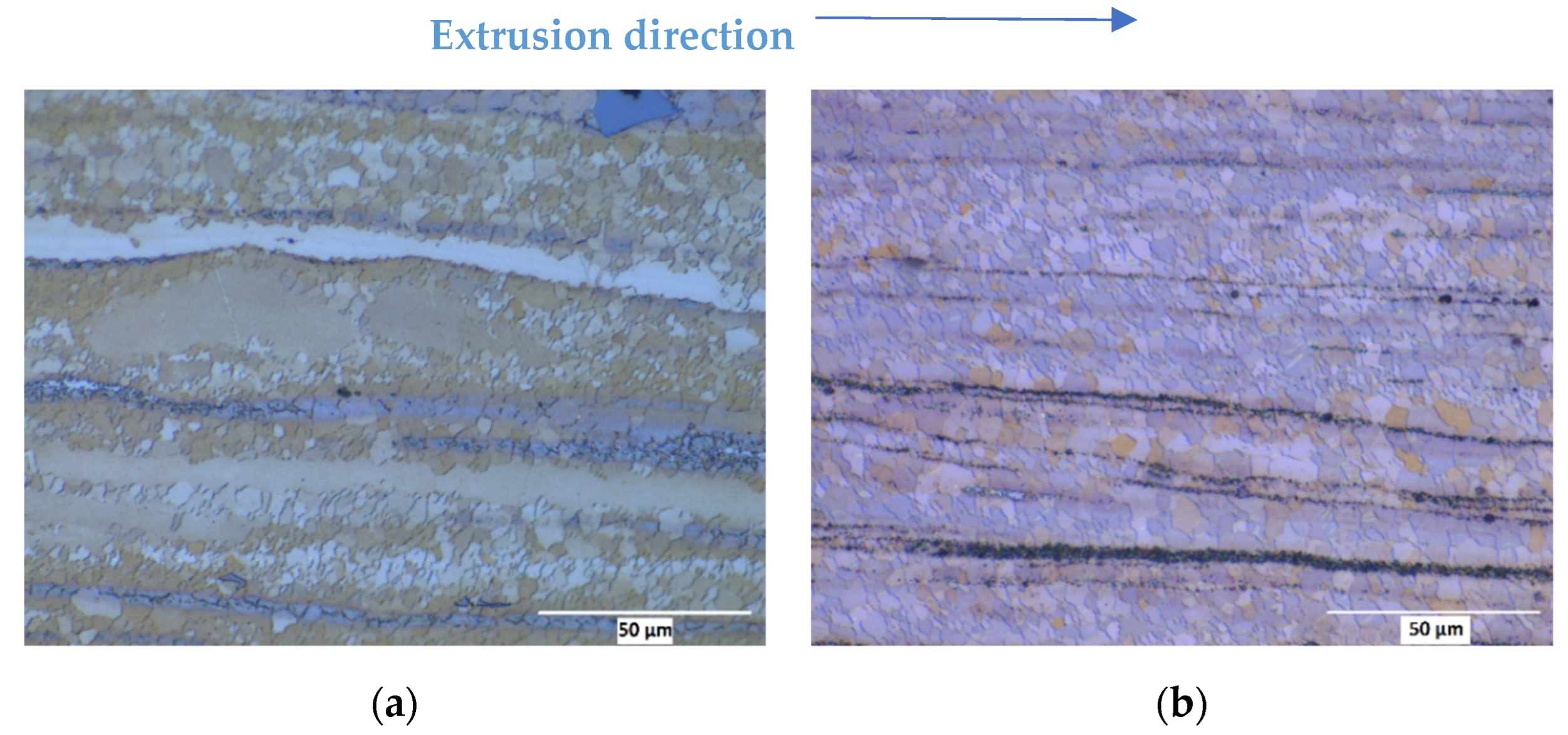
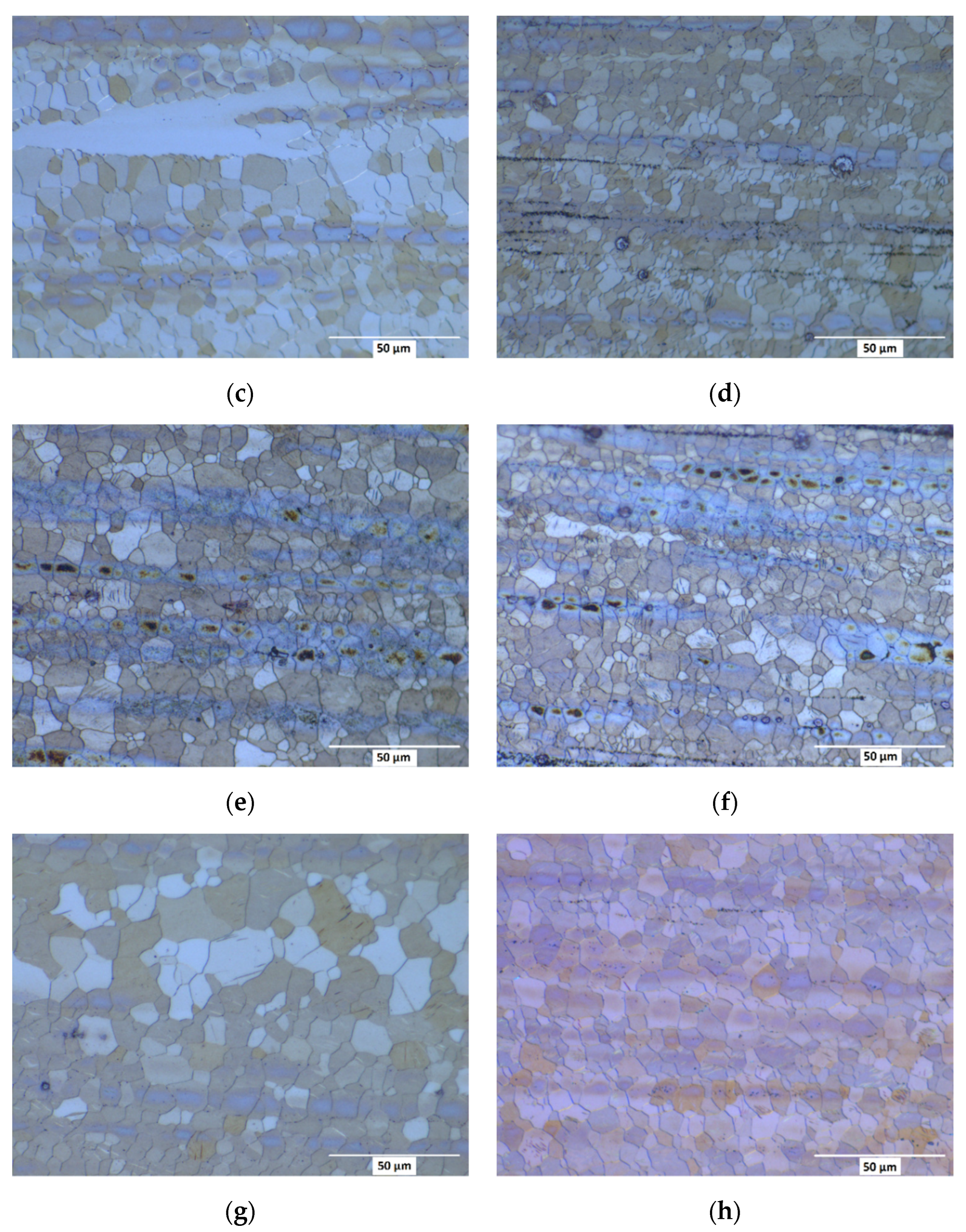
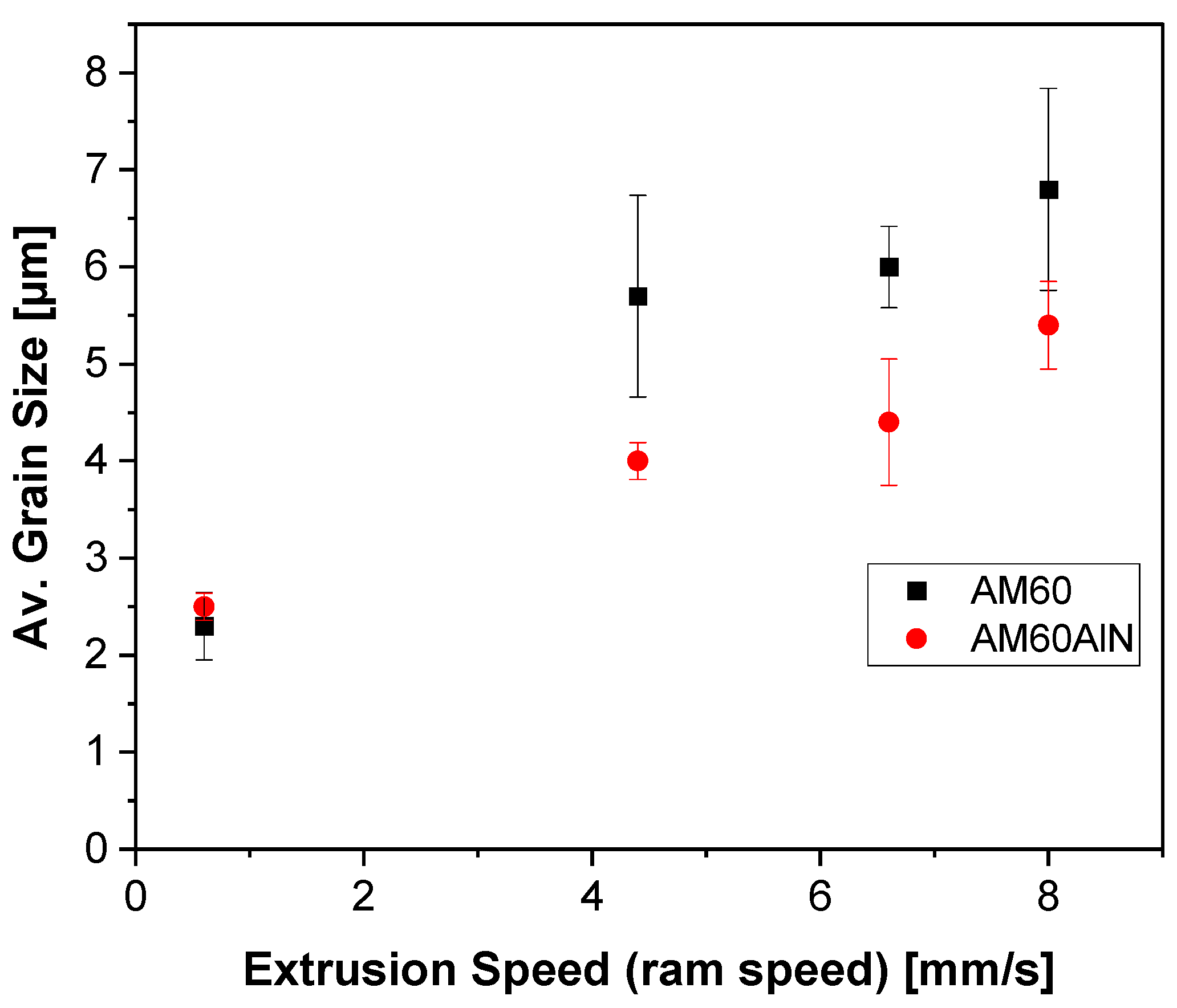
3.2. Microstructure
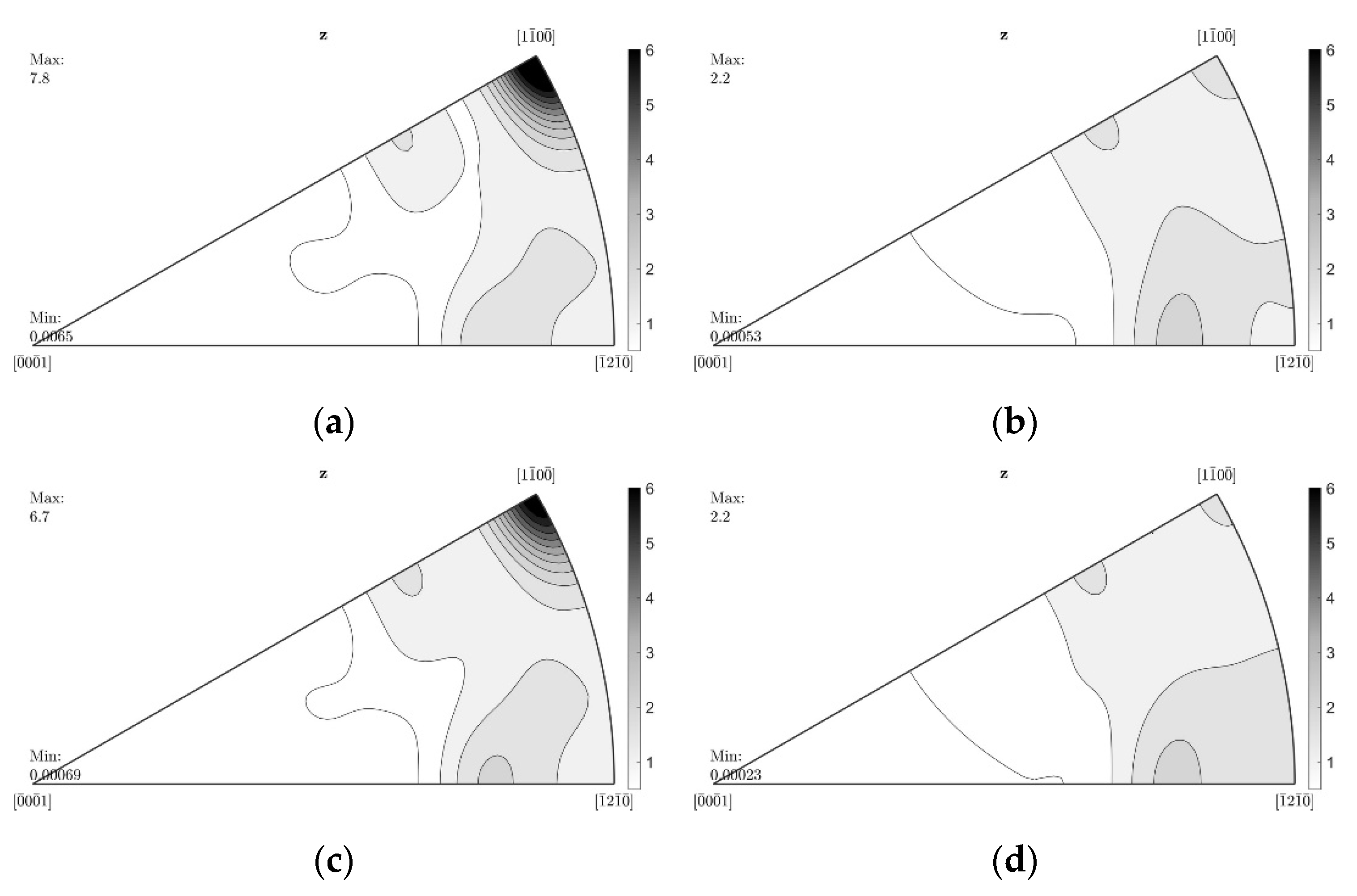
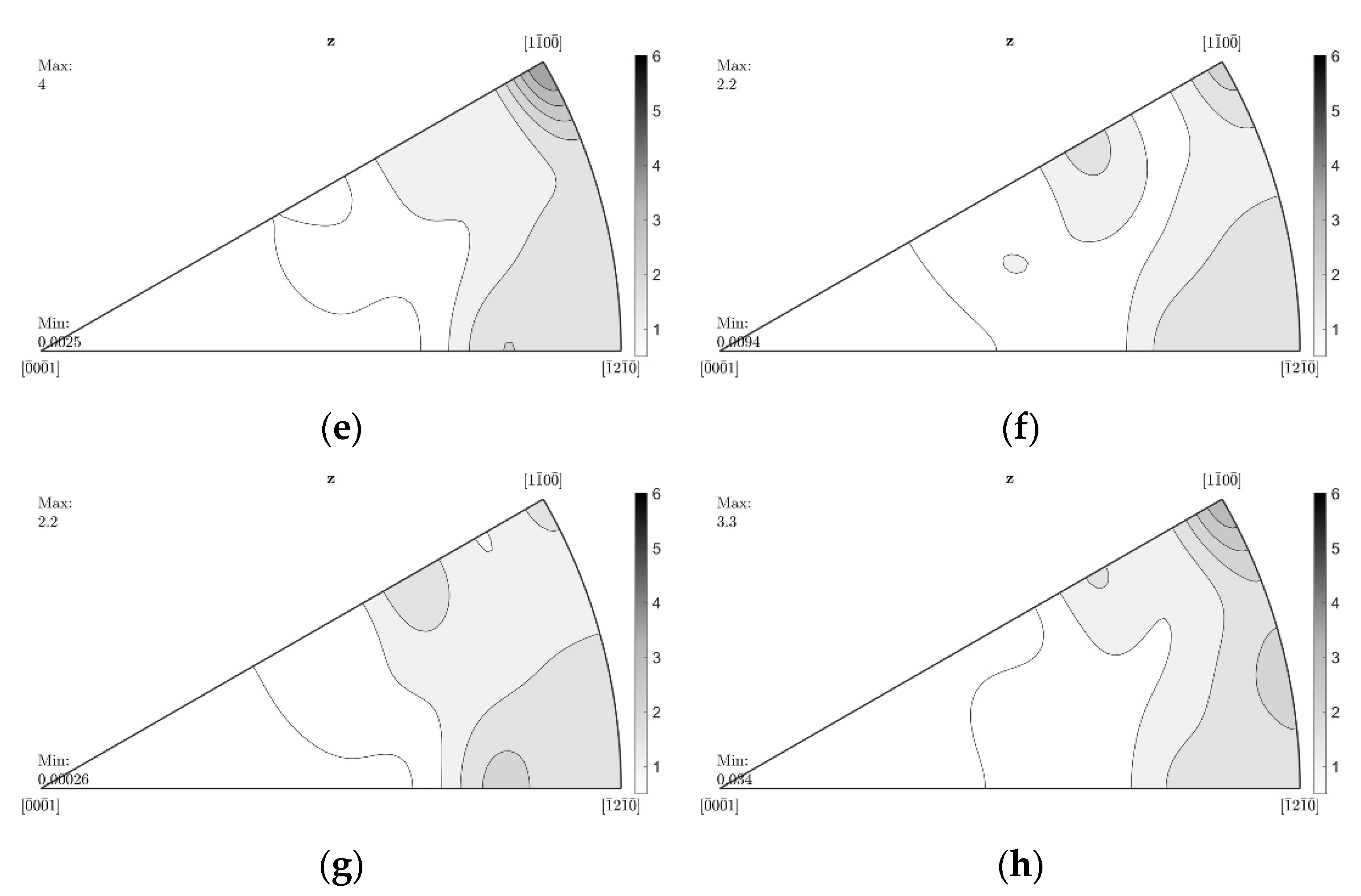
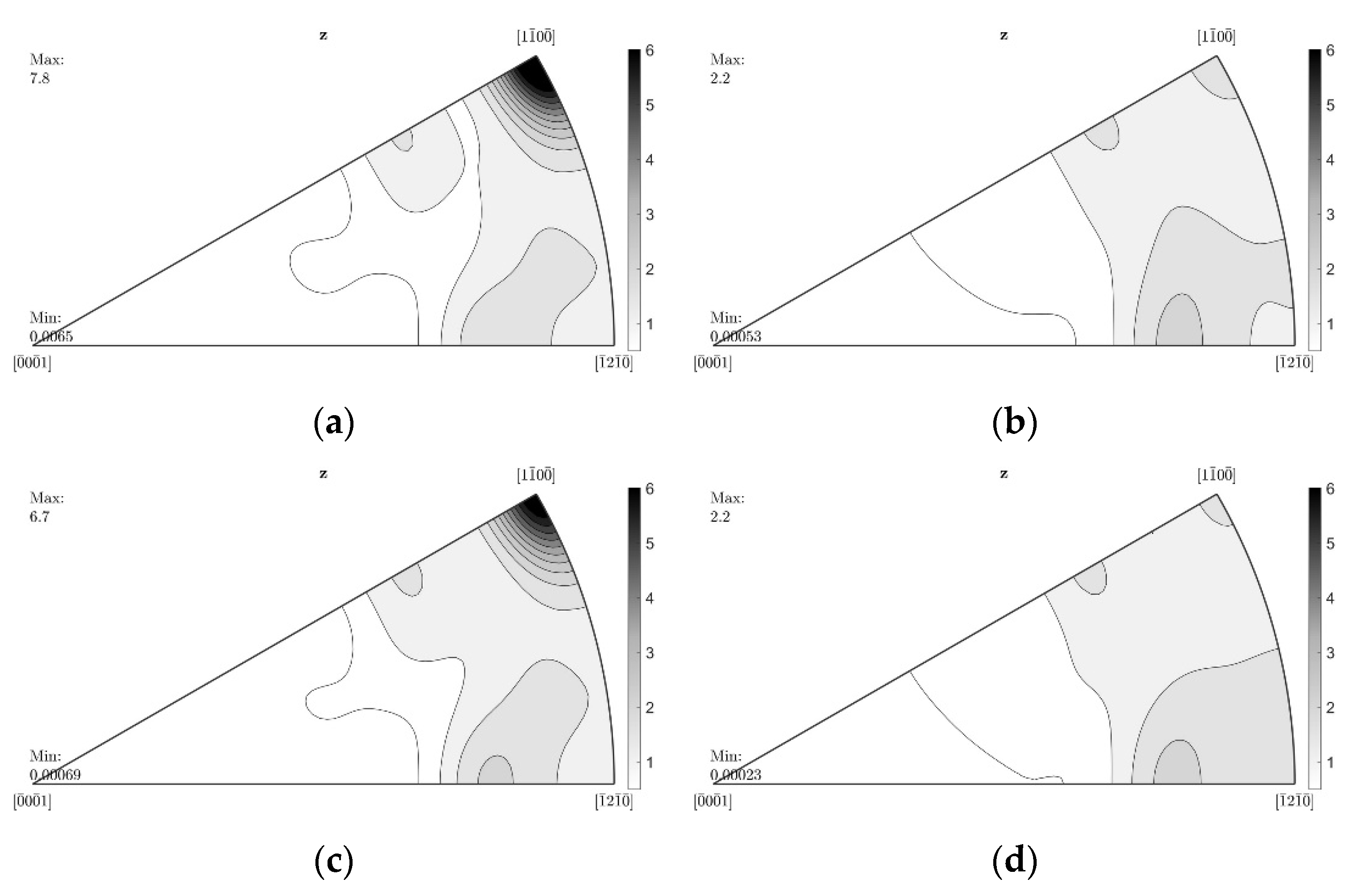
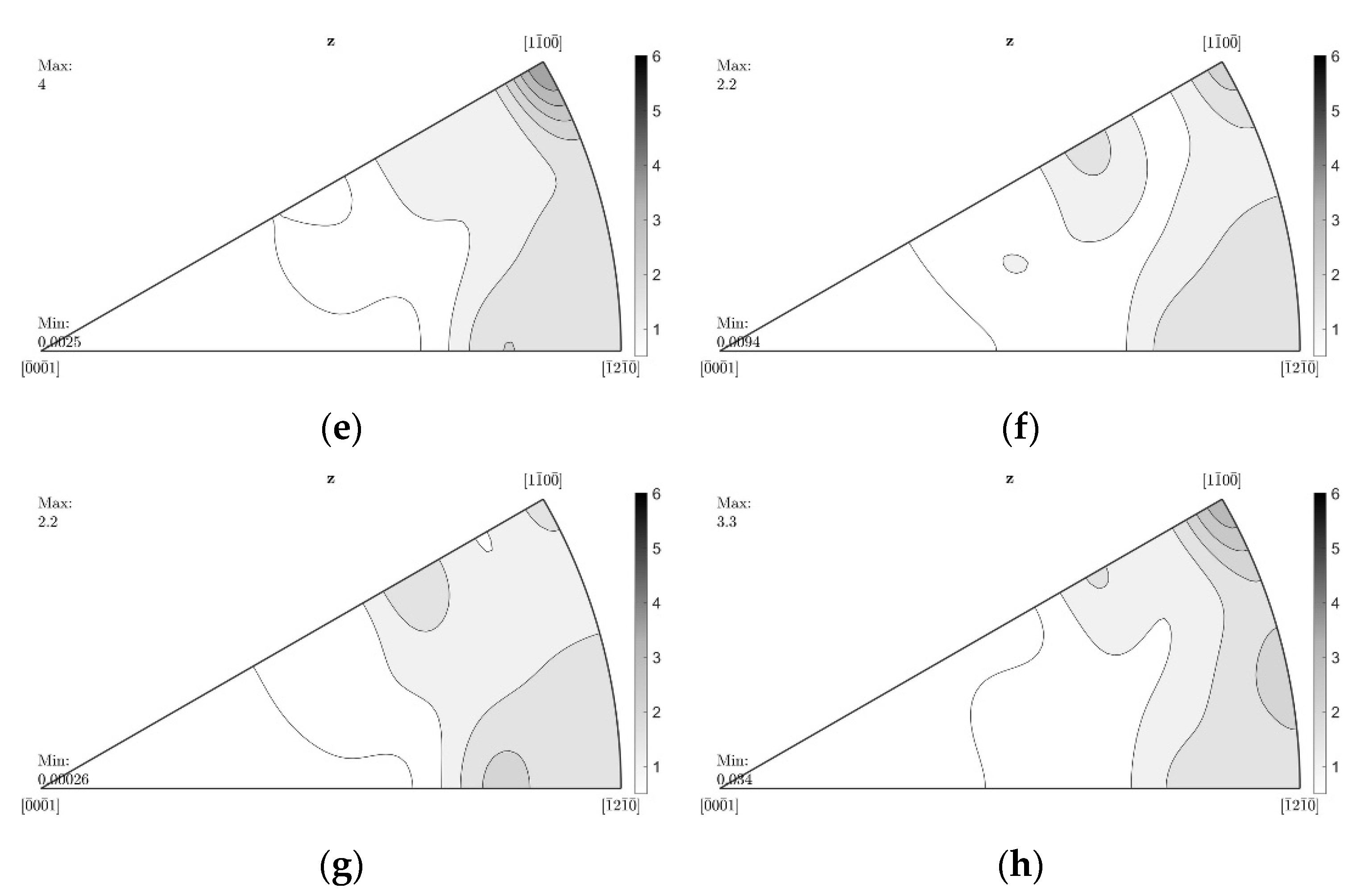
3.3. Texture
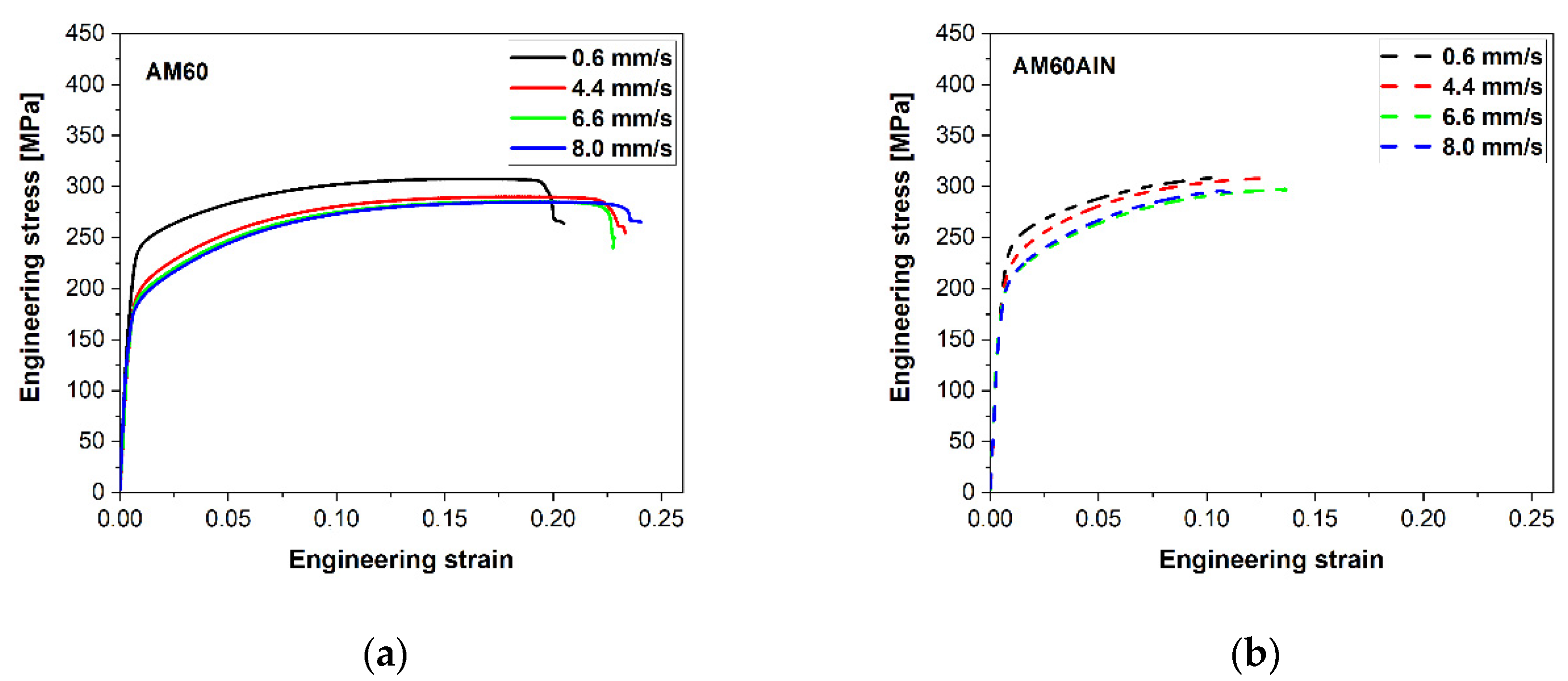
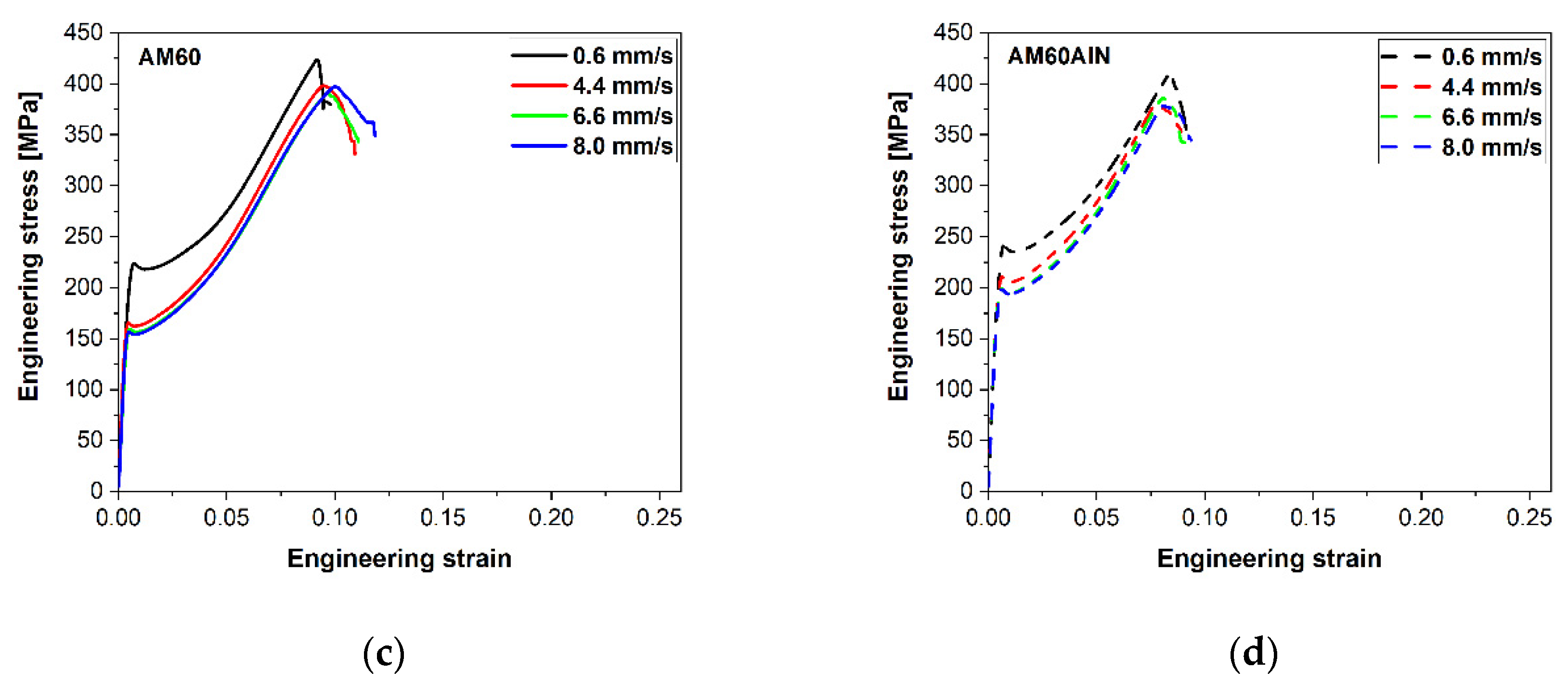
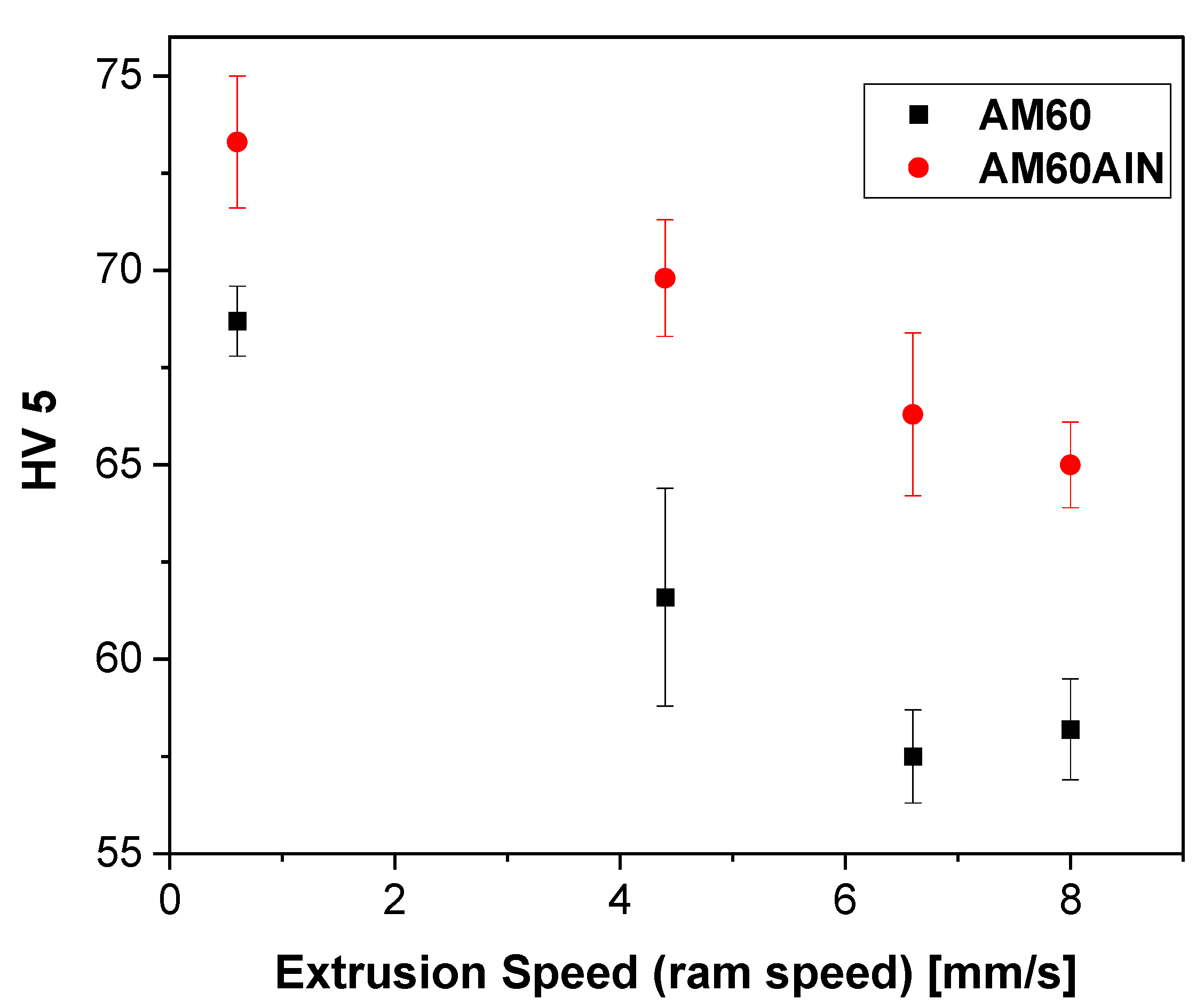
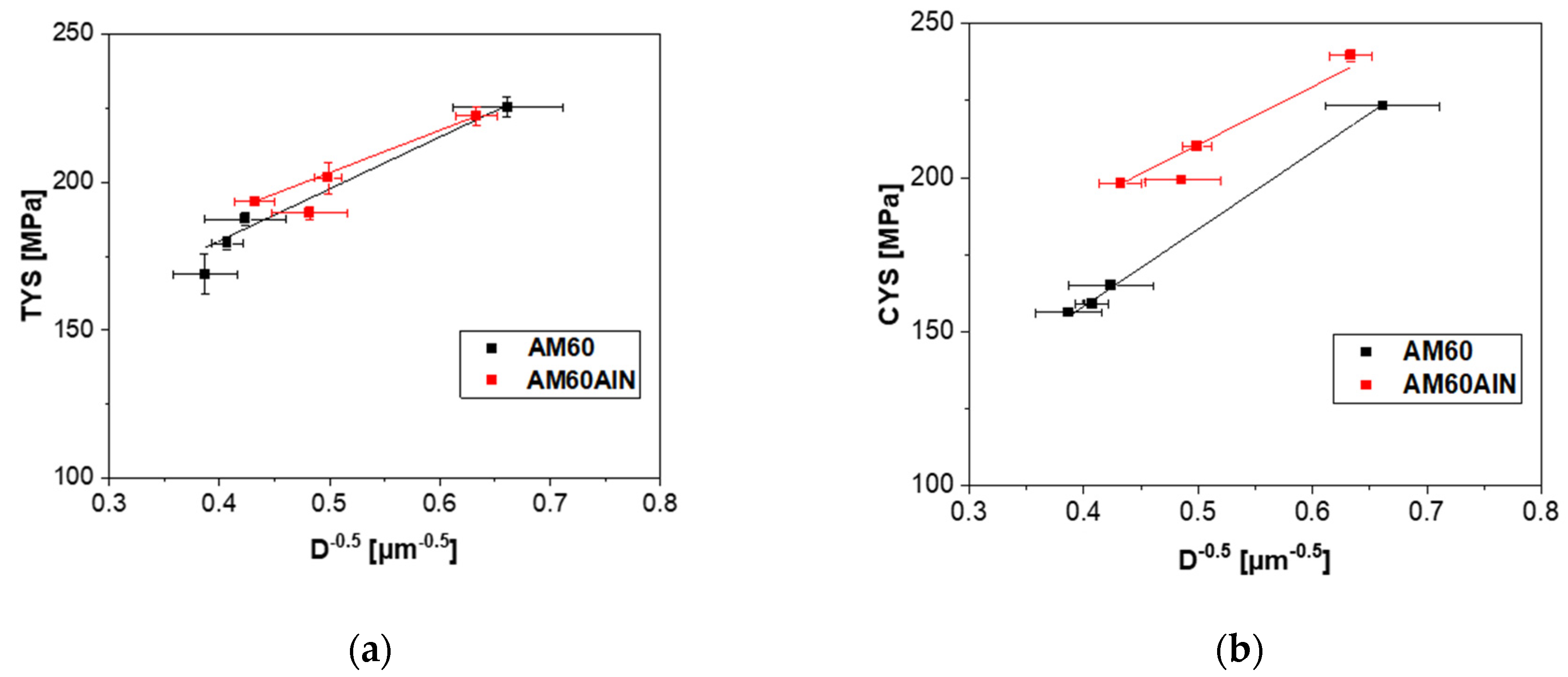
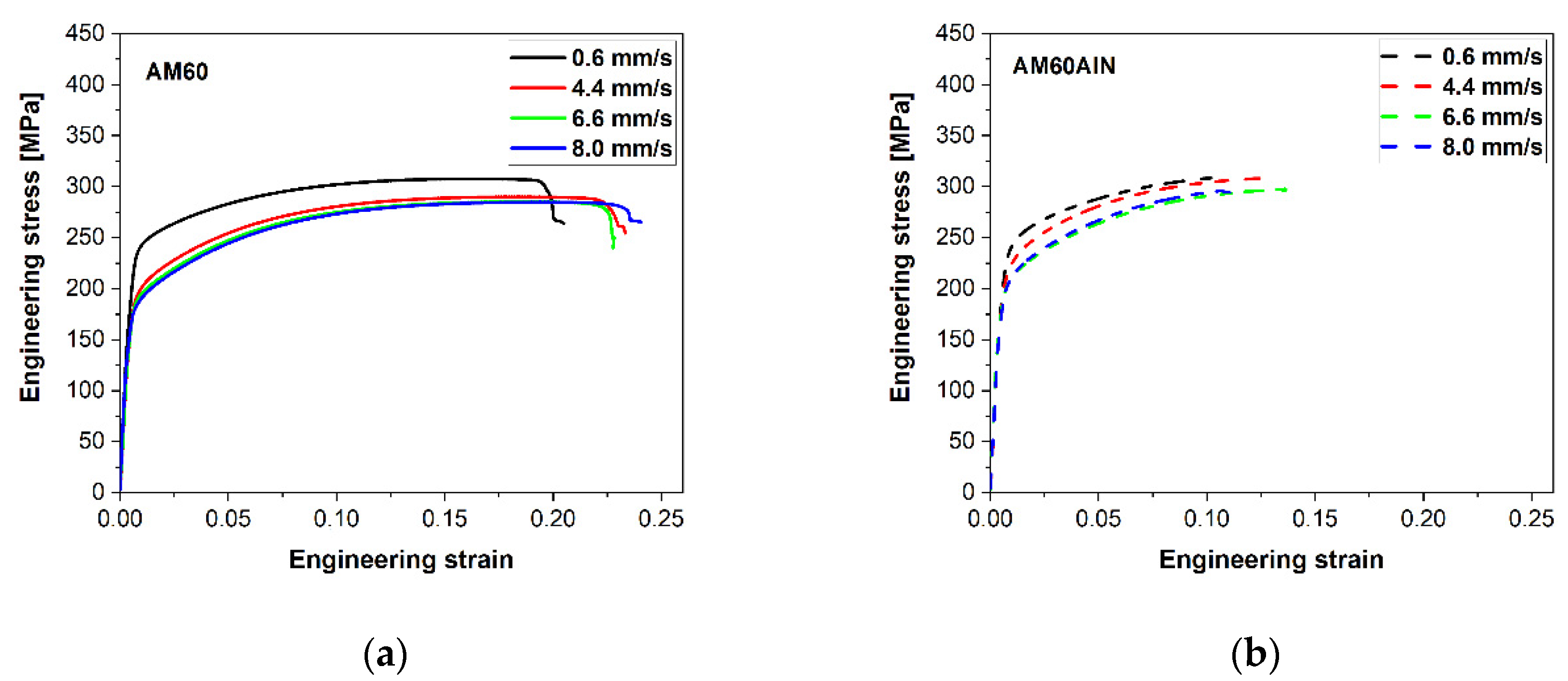
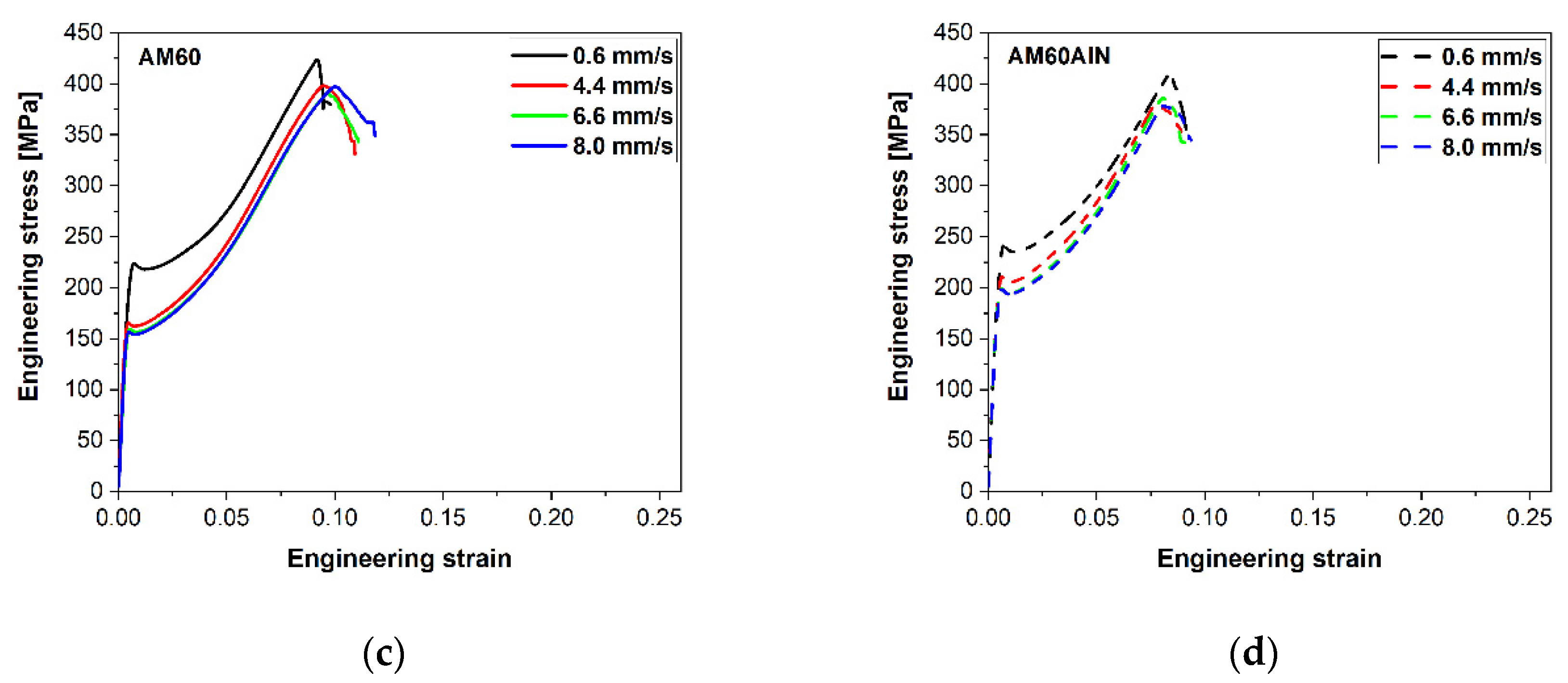
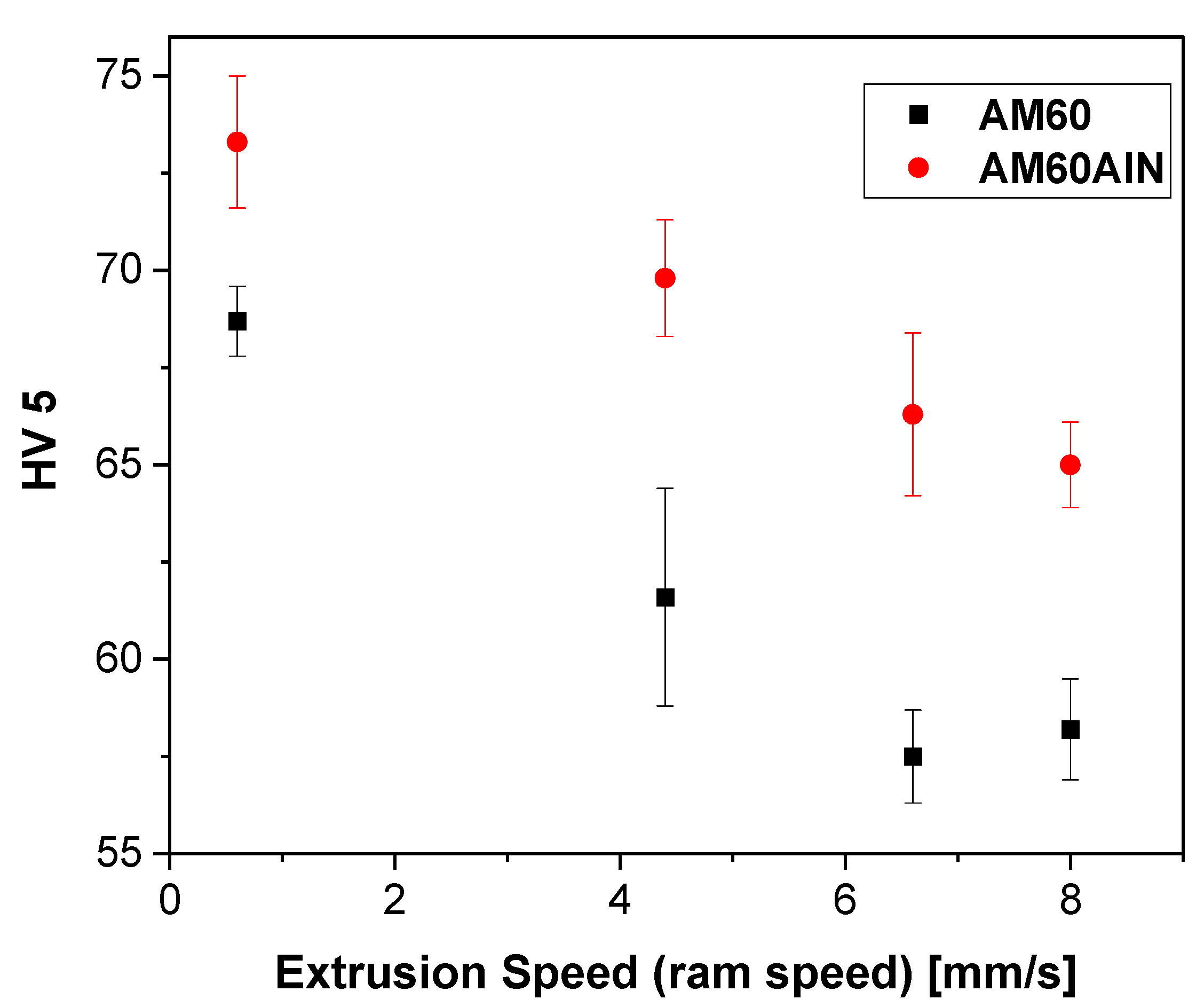
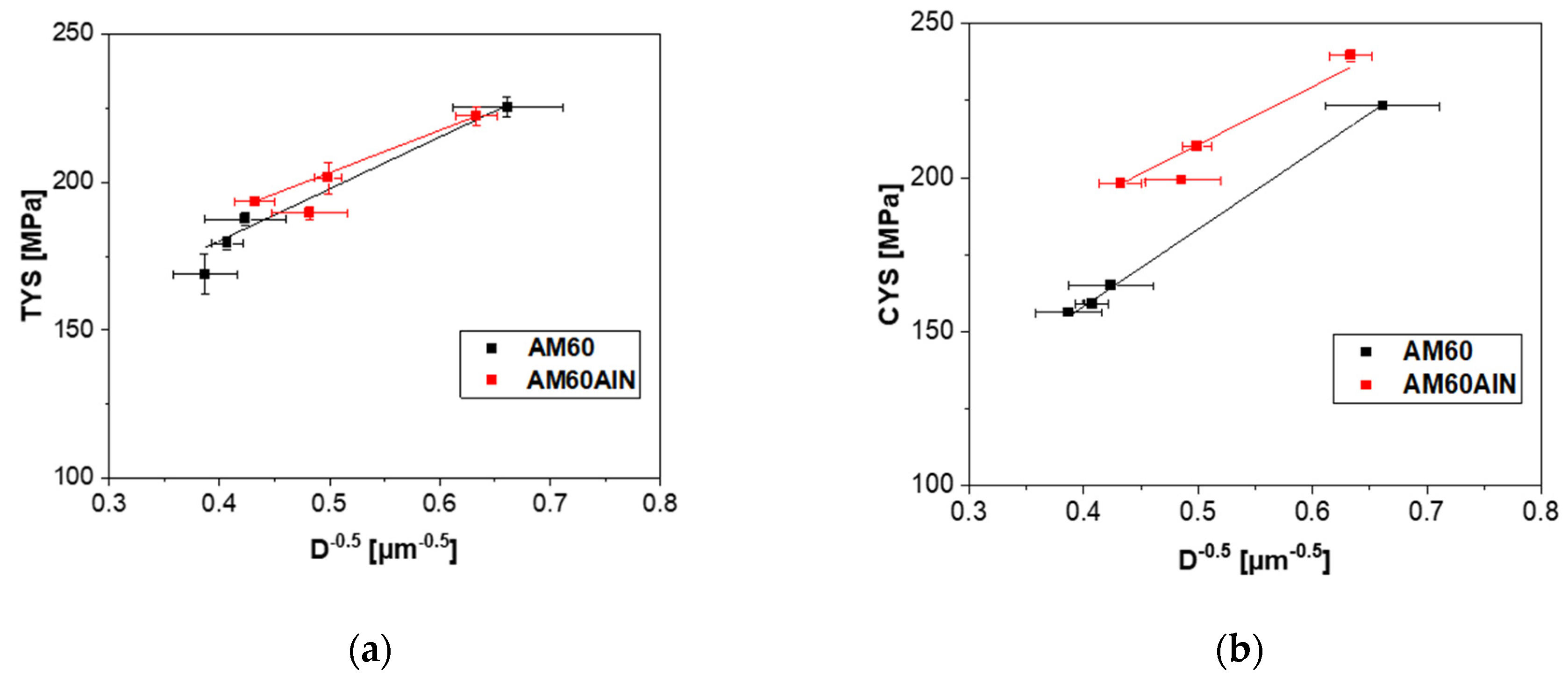
3.4. Mechanical Properties
4. Discussion
4.1. Extrusion
4.2. Microstructure and Texture
4.3. Mechanical Properties
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dieringa, H. Properties of magnesium alloys reinforced with nanoparticles and carbon nanotubes: A review. J. Mater. Sci. 2011, 46, 289–306. [Google Scholar] [CrossRef]
- Qiao, K.; Zhang, T.; Wang, K.; Yuan, S.; Zhang, S.; Wang, L.; Wang, Z.; Peng, P.; Cai, J.; Liu, C.; et al. Mg/ZrO2 Metal Matrix Nanocomposites Fabricated by Friction Stir Processing: Microstructure, Mechanical properties, and Corrosion Behavior. Front. Bioeng. Biotechnol. 2021, 9, 605171. [Google Scholar] [CrossRef] [PubMed]
- Gupta, M. Magnesium-based nanocomposites: Lightweight materials of the future. Mater. Charact. 2015, 105, 30–46. [Google Scholar] [CrossRef]
- Casati, R.; Vedani, M. Metal Matrix Composites Reinforced by Nano-Particles—A Review. Metals 2014, 4, 65–83. [Google Scholar] [CrossRef]
- Jayakumar, J.; Raghunath, B.K.; Rao, T.H. Recent Development and Challenges in Synthesis of Magnesium Matrix Nano Composites—A Review. Int. J. Latest Res. Sci. Technol. 2012, 1, 164–171. [Google Scholar]
- Dieringa, H. Processing of Magnesium-Based Metal Matrix Nanocomposites by Ultrasound-Assisted Particle Dispersion: A Review. Metals 2018, 8, 431. [Google Scholar] [CrossRef] [Green Version]
- Sillekens, W.; Jarvis, D.J.; Vorozhtsov, A.; Bojarevics, V.; Badini, C.F.; Pavese, M.; Terzi, S.; Salvo, L.; Katsarou, L.; Dieringa, H. The ExoMet Project: EU/ESA Research on High-Performance Light-Metal Alloys and Nanocomposites. Metal. Mater. Trans. A 2014, 45, 3349–3361. [Google Scholar] [CrossRef]
- Meenashisundaram, G.K.; Nai, M.H.; Gupta, M. Effects of primary processing techniques and significance of Hall-Petch strengthening on the mechanical response of magnesium matrix composites containing TiO2 nanoparticulates. Nanomaterials 2015, 5, 1256–1283. [Google Scholar] [CrossRef] [Green Version]
- Goh, C.S.; Wei, J.; Lee, L.C.; Gupta, M. Properties and deformation behaviour of Mg-Y2O3 nanocomposites. Acta Mater. 2007, 55, 5115–5121. [Google Scholar] [CrossRef]
- Chen, L.-Y.; Xu, J.-Q.; Choi, H.; Pozuelo, M.; Ma, X.; Bhowmick, S.; Yang, J.-M.; Mathaudhu, S.; Li, X.-C. Processing and Properties of magnesium containing a dense uniform dispersion of nanoparticles. Nature 2015, 528, 539–543. [Google Scholar] [CrossRef]
- Dieringa, H.; Katsarou, L.; Buzolin, R.; Szakacs, G.; Horstmann, M.; Wolff, M.; Mendis, C.; Vorozhtsov, S.; StJohn, D. Ultrasound Assisted Casting of an AM60 Based Metal Matrix Nanocomposite, Its Properties, and Recyclability. Metals 2017, 7, 388. [Google Scholar] [CrossRef] [Green Version]
- Manoylov, A.; Bojarevics, V.; Pericleous, K. Modeling the Break-up of Nano-particle Clusters in Aluminum- and Magnesium-Based Metal Matrix Nano-composites. Metall. Mater. Trans. A 2015, 46A, 2893–2907. [Google Scholar] [CrossRef] [Green Version]
- Kaldre, I.; Bojarevičs, A.; Grants, I.; Beinerts, T.; Kalvāns, M.; Milgrāvis, M.; Gerbeth, G. Nanoparticle dispersion in liquid metals by electromagnetically induced acoustic cavitation. Acta Mater. 2016, 118, 253–259. [Google Scholar] [CrossRef]
- Katsarou, L.; Mounib, M.; Lefebvre, W.; Vorozhtsov, S.; Pavese, M.; Badini, C.; Molina-Aldareguia, J.M.; Cepeda Jimenez, C.; Pérez Prado, M.T.; Dieringa, H. Microstructure, mechanical properties and creep of magnesium alloy Elektron21 reinforced with AlN nanoparticles by ultrasound-assisted stirring. Mater. Sci. Eng. A 2016, 659, 84–92. [Google Scholar] [CrossRef]
- Zuo, Y.; Li, H.; Xia, M.; Jiang, B.; Scamans, G.M.; Fan, Z. Refining grain structure and porosity of an aluminium alloy with intensive melt shearing. Scr. Mater. 2011, 64, 209–212. [Google Scholar] [CrossRef] [Green Version]
- Yang, H.; Patel, J.B.; Yang, X.; Gavras, S.; Dieringa, H. Properties of Mg-based Metal Matrix Nanocomposites Processed by High Shear Dispersion Technique (HSDT)—A Review. Curr. Nanomater. 2021, 6, 106–118. [Google Scholar] [CrossRef]
- Yang, H.; Huang, Y.; Song, B.; Kainer, K.U.; Dieringa, H. Enhancing the creep resistance of AlN/Al nanoparticles reinforced Mg-2.85Nd-0.92Gd-0.41Zr-0.29Zn alloy by a high shear dispersion technique. Mater. Sci. Eng. A 2019, 755, 18–27. [Google Scholar] [CrossRef]
- Villars, P.; Cenzual, K. (Eds.) Pearson’s-Crystal Structure Database for Inorganic Compounds (on CD-ROM); ASM International: Materials Park, OH, USA, 2015. [Google Scholar]
- Lerner, M.I.; Glazkova, E.A.; Lozhkomoev, A.S.; Svarovskaya, N.V.; Bakina, O.V.; Pervikov, A.V.; Psakhie, S.G. Synthesis of Al nanoparticles and Al/AlN composite nanoparticles by electrical explosion of aluminum wires in argon and nitrogen. Powder Technol. 2016, 295, 307–314. [Google Scholar] [CrossRef]
- Hielscher, R.; Schaeben, H.J. A novel pole figure inversion method: Specification of the MTEX algorithm. J. Appl. Cryst. 2008, 41, 1024–1037. [Google Scholar] [CrossRef]
- Bohlen, J.; Yi, S.; Letzig, D.; Kainer, K.U. Effect of rare earth elements on the microstructure and texture development in magnesium–manganese alloys during extrusion. Mater. Sci. Eng. A 2010, 527, 7092–7098. [Google Scholar] [CrossRef]
- Meza-Garcia, E.; Dobron, P.; Bohlen, J.; Letzig, D.; Chmelik, F.; Lukáč, P.; Kainer, K.U. Deformation mechanisms in an AZ31 cast magnesium alloy as investigated by the acoustic emission technique. Mater. Sci. Eng. A 2007, 462, 297–301. [Google Scholar] [CrossRef] [Green Version]
- Rios, P.R.; Siciliano, F.; Zschommler Sandim, H.R.; Plaut, R.L.; Padilha, A.F. Nucleation and growth during recrystallization. Mater. Res. 2005, 8, 225–238. [Google Scholar] [CrossRef] [Green Version]
- Hall, E.O. The deformation and ageing of mild steel: III Discussion of results. Proc. Phys. Soc. B 1951, 64, 747–753. [Google Scholar] [CrossRef]
- Petch, N.J. The cleavage strength of polycrystals. J. Iron Steel Inst. 1953, 174, 25–28. [Google Scholar]
- Dobroň, P.; Drozdenko, D.; Fekete, K.; Knapek, M.; Bohlen, J.; Chmelík, F. The slip activity during the transition from elastic to plastic tensile deformation of the Mg-Al-Mn sheet. J. Magn. Alloys 2020, 9, 1057–1067. [Google Scholar] [CrossRef]
- Drozdenko, D.; Bohlen, J.; Yi, S.; Minarik, P.; Chmelík, F.; Dobroň, P. Investigation a twinning-detwinning process in wrought Mg alloys by the acoustic emission technique. Acta Mater. 2016, 110, 103–113. [Google Scholar] [CrossRef]
- Dobroň, P.; Bohlen, J.; Chmelík, F.; Lukáč, P.; Letzig, D.; Kainer, K.U. Acoustic emission during stress relaxation of pure magnesium and AZ magnesium alloys. Mater. Sci. Eng. A 2007, 462, 307–310. [Google Scholar] [CrossRef] [Green Version]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | TYS (MPa) | UTS (MPa) | Fracture Strain (%) | CYS (MPa) | UCS (MPa) | Fracture Strain (%) |
|---|---|---|---|---|---|---|
| AM60_0.6 | 225 ± 3 | 310 ± 2 | 20.3 ± 1.8 | 223 ± 0.4 | 428 ± 5 | 9.2 ± 0.2 |
| AM60_4.4 | 187 ± 2 | 291 ± 1 | 21.9 ± 1.1 | 165 ± 0.1 | 398 ± 4 | 10.0 ± 0.5 |
| AM60_6.6 | 179 ± 2 | 285 ± 1 | 23.2 ± 1.5 | 159 ± 0.1 | 391 ± 2 | 10.4 ± 0.2 |
| AM60_8.0 | 169 ± 7 | 285 ± 1 | 23.5 ± 1.0 | 156 ± 0.4 | 394 ± 3 | 10.5 ± 0.4 |
| AM60AlN_0.6 | 223 ± 3 | 310 ± 2 | 10.4 ± 1.2 | 240 ± 2 | 412 ± 6 | 8.6 ± 0.2 |
| AM60AlN_4.4 | 202 ± 5 | 303 ± 5 | 12.1 ± 2.3 | 210 ± 0.3 | 379 ± 4 | 8.3 ± 0.2 |
| AM60AlN_6.6 | 190 ± 2 | 299 ± 2 | 13.9 ± 2.2 | 199 ± 0.3 | 388 ± 7 | 8.6 ± 0.3 |
| AM60AlN_8.0 | 194 ± 1 | 297 ± 2 | 10.5 ± 0.8 | 198 ± 0.3 | 390 ± 8 | 8.9 ± 0.3 |
| TYS AM60 | TYS AM60AlN | CYS AM60 | CYS AM60AlN | |
|---|---|---|---|---|
| (MPa) | 110 ± 11 | 131 ± 26 | 58 ± 5 | 117 ± 7 |
| (MPa µm−1/2) | 176 ± 23 | 139 ± 54 | 251 ± 13 | 188 ± 15 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Giannopoulou, D.; Bohlen, J.; Ben Khalifa, N.; Dieringa, H. Influence of Extrusion Rate on Microstructure and Mechanical Properties of Magnesium Alloy AM60 and an AM60-Based Metal Matrix Nanocomposite. Nanomaterials 2022, 12, 2682. https://doi.org/10.3390/nano12152682
Giannopoulou D, Bohlen J, Ben Khalifa N, Dieringa H. Influence of Extrusion Rate on Microstructure and Mechanical Properties of Magnesium Alloy AM60 and an AM60-Based Metal Matrix Nanocomposite. Nanomaterials. 2022; 12(15):2682. https://doi.org/10.3390/nano12152682
Chicago/Turabian StyleGiannopoulou, Danai, Jan Bohlen, Noomane Ben Khalifa, and Hajo Dieringa. 2022. "Influence of Extrusion Rate on Microstructure and Mechanical Properties of Magnesium Alloy AM60 and an AM60-Based Metal Matrix Nanocomposite" Nanomaterials 12, no. 15: 2682. https://doi.org/10.3390/nano12152682
APA StyleGiannopoulou, D., Bohlen, J., Ben Khalifa, N., & Dieringa, H. (2022). Influence of Extrusion Rate on Microstructure and Mechanical Properties of Magnesium Alloy AM60 and an AM60-Based Metal Matrix Nanocomposite. Nanomaterials, 12(15), 2682. https://doi.org/10.3390/nano12152682