
Enhanced Mechanical Properties and Microstructure of Accumulative Roll-Bonded Co/Pb Nanocomposite

 ,
,  and
and 
Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Mechanical Properties
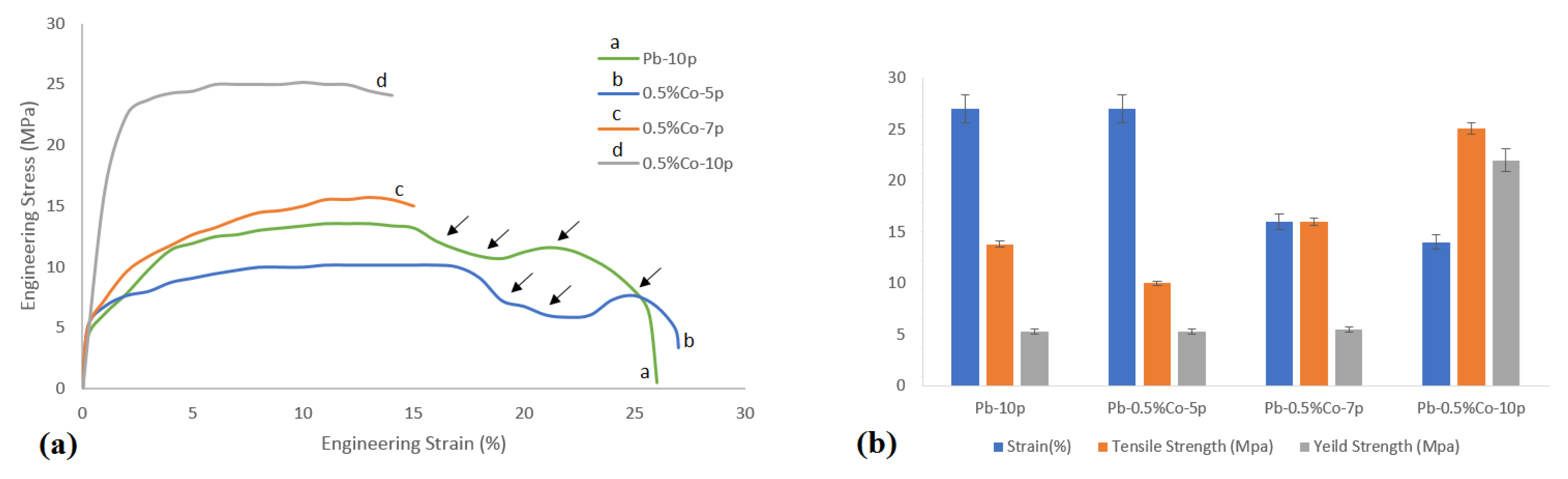
3.1.1. Tensile Test
3.1.2. Hardness Test
3.1.3. Shear Punch Test
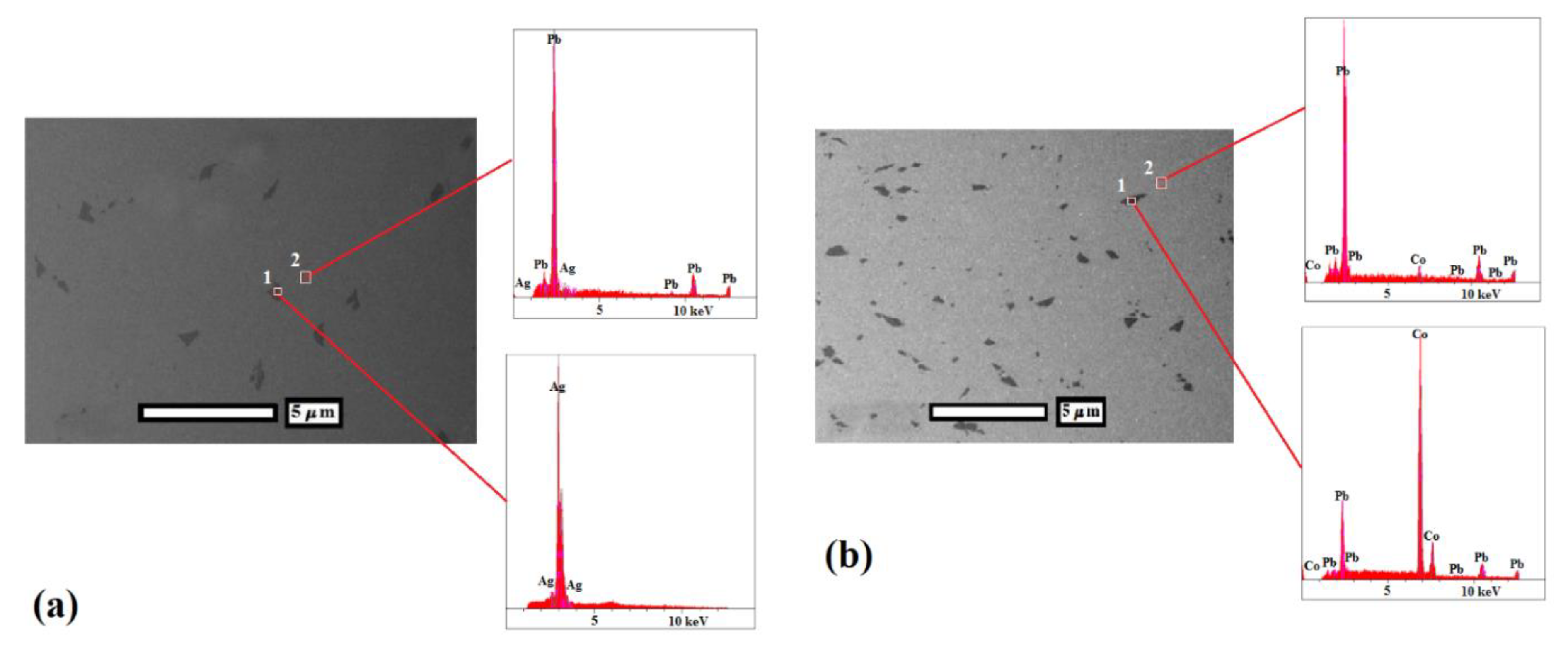
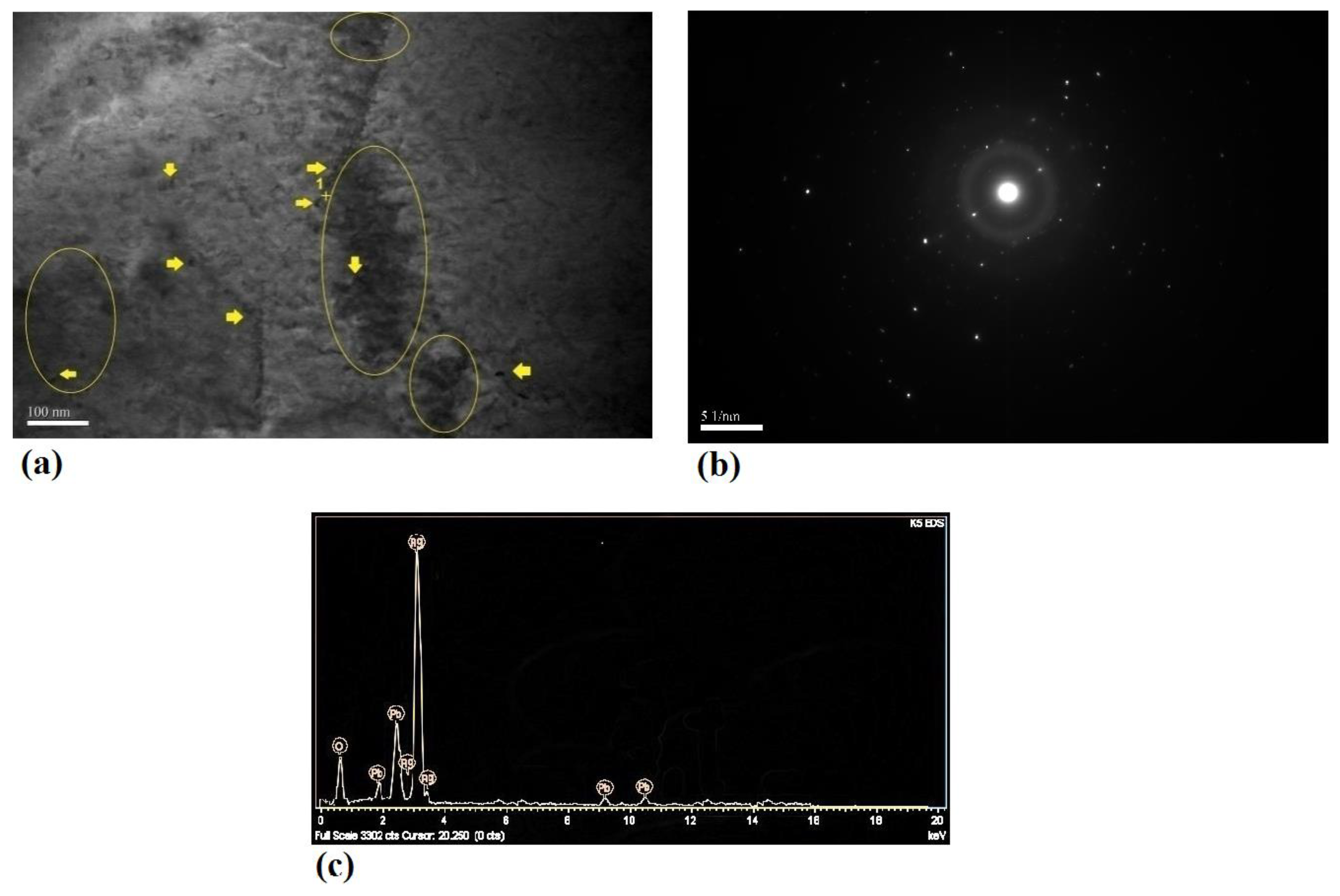
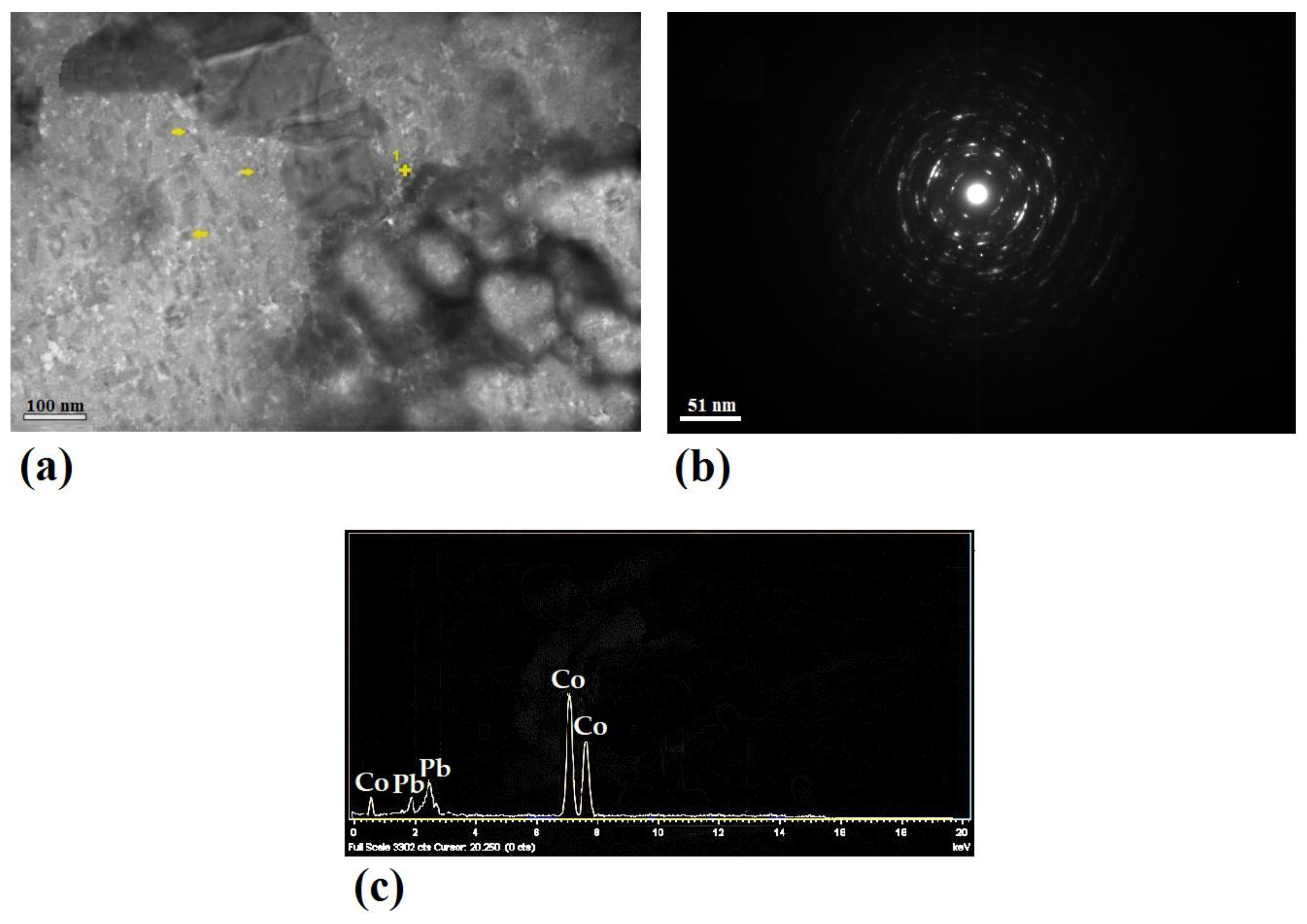
3.2. Microstructure Analysis
4. Conclusions
- (1)
- ARB was used to fabricate nano-structured Co/Pb composite anodes.
- (2)
- The maximum tensile strength was gained in the Pb–0.5%Co–10pass sample (1.5 times compared to Pb–0pass).
- (3)
- Creep resistance increased for the Pb–0.5%Co–10pass up to 1.8 times compared to Pb–0pass.
- (4)
- Up to 2.5 times increased hardness was achieved in Pb–0.5%Co–10pass compared to Pb–0pass.
- (5)
- The ARB process led to an appropriate distribution of Co and Ag secondary phase particles, with particle sizes of 353 ± 259 and 553 ± 286 nm, respectively.
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Staff ASMI. ASM Handbook: Properties and Selection: Nonferrous Alloys and Special-Purpose Materials; ASM International: Novelty, OH, USA, 1991; Volume 2. [Google Scholar]
- Fushoku Bōshoku, K. Corrosion Engineering; Allerton Press: New York, NY, USA, 1987. [Google Scholar]
- Morgan, S.W.K. Zinc and Its Alloys and Compounds; E. Horwood: New York, NY, USA; Chichester, UK; West Sussex, UK, 1985. [Google Scholar]
- Karbasi, M.; Alamdari, E.K.; Dehkordi, E.A.; Tavangarian, F. Electrochemical and anodic behaviors of MnO2/Pb nanocomposite in zinc electrowinning. J. App. Elec. 2018, 48, 379–390. [Google Scholar] [CrossRef]
- Andersen, T.N.; Adamson, D.L.; Richards, K.J. The corrosion of lead anodes in copper electrowinning. Met. Mater. Trans. A 1974, 5, 1345–1349. [Google Scholar] [CrossRef]
- Nikoloski, A.; Nicol, M. The electrochemistry of the leaching reactions in the Caron process II. Cathodic processes. Hydrometallurgy 2010, 105, 54–59. [Google Scholar] [CrossRef]
- Clancy, M.; Bettles, C.J.; Stuart, A.; Birbilis, N. The influence of alloying elements on the electrochemistry of lead anodes for electrowinning of metals: A review. Hydrometallurgy 2013, 131, 144–157. [Google Scholar] [CrossRef]
- Lakshminarayanan, G.R.; Chen, E.S.; Sadak, J.C.; Sautter, F.K. Electrodeposition of Cobalt Using an Insoluble Anode. J. Electrochem. Soc. 1976, 123, 1612–1616. [Google Scholar] [CrossRef]
- Rashkov, S.; Dobrev, T.; Noncheva, Z.; Stefanov, Y.; Rashkova, B.; Petrova, M. Lead–cobalt anodes for electrowinning of zinc from sulphate electrolytes. Hydrometallurgy 1999, 52, 223–230. [Google Scholar] [CrossRef]
- Jamaati, R.; Toroghinejad, M.R. Cold roll bonding bond strengths: Review. Mater. Sci. Technol. 2011, 27, 1101–1108. [Google Scholar] [CrossRef]
- Jamaati, R.; Toroghinejad, M.R. Manufacturing of high-strength aluminum/alumina composite by accumulative roll bonding. Mater. Sci. Eng. A 2010, 527, 4146–4151. [Google Scholar] [CrossRef]
- Park, K.-T.; Kwon, H.-J.; Kim, W.-J.; Kim, Y.-S. Microstructural characteristics and thermal stability of ultrafine grained 6061 Al alloy fabricated by accumulative roll bonding process. Mater. Sci. Eng. A 2001, 316, 145–152. [Google Scholar] [CrossRef]
- Rezayat, M.; Akbarzadeh, A. Bonding behavior of Al–Al2O3 laminations during roll bonding process. Mater. Des. 2012, 36, 874–879. [Google Scholar] [CrossRef]
- Jamaati, R. Annealing Texture of Nanostructured Steel-Based Nanocomposite. J. Mater. Eng. Perform. 2015, 24, 3201–3208. [Google Scholar] [CrossRef]
- Karbasi, M.; Alamdari, E.K. Improving the Mechanical Properties and the Microstructure of Pb Electrowinning Anodes Using Accumulative Roll Bonding. Trans. Ind. Inst. Met. 2016, 69, 1097–1105. [Google Scholar] [CrossRef]
- Jamaati, R.; Toroghinejad, M.R.; Amirkhanlou, S.; Edris, H. Strengthening mechanisms in nanostructured interstitial free steel deformed to high strain. Mater. Sci. Eng. A 2015, 639, 656–662. [Google Scholar] [CrossRef]
- Dieter, G.E. Mechanical Metallurgy, 3rd ed.; McGraw-Hill: New York, NY, USA, 1986. [Google Scholar]
- Rollett, A.D.; Rohrer, G.S.; Humphreys, F.J. Recrystallization and Related Annealing Phenomena, 3rd ed.; Elsevier: Amsterdam, The Netherlands, 2017. [Google Scholar]
- Alizadeh, R.; Mahmudi, R.; Esfandyarpour, M. Shear punch creep test: A novel localized method for evaluating creep properties. Scr. Mater. 2011, 64, 442–445. [Google Scholar] [CrossRef]
- Roy, S.; Singh, S.D.; Suwas, S.; Kumar, S.; Chattopadhyay, K. Evolution of Texture and Microstructure during Accumulative Roll Bonding of Aluminum AA5086 Alloy. Mater. Sci. Eng. A 2011, 528, 8469. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Content | Pb | Sn | Zn | Ni | Sb | Bi | Ag |
|---|---|---|---|---|---|---|---|
| wt.% | 99.987% | 0.0011% | 0.0041% | 0.0003% | 0.0059% | 0.0012% | 0.0006% |
| Sample Code | Added Powder (wt.%) | Number of ARB Cycles |
|---|---|---|
| Pb–0 pass | 0 | 0 |
| Pb–5 pass | 0 | 5 |
| Pb–7 pass | 0 | 7 |
| Pb–10 pass | 0 | 10 |
| Pb–0.5%Ag–10 pass | 0.5 | 10 |
| Pb–0.5%Co–5 pass | 0.5 | 5 |
| Pb–0.5%Co–7 pass | 0.5 | 7 |
| Pb–0.5%Co–10 pass | 0.5 | 10 |
| Pb–1%Co–10 pass | 1 | 10 |
| Pb–1.5%Co–7 pass | 1.5 | 7 |
| Pb–2%Co–7 pass | 2 | 7 |
| Increase Yield Strength (Time) | Increase Tensile Strength (Time) | Decrease Strain% | |
|---|---|---|---|
| Pb–0pass | --- | --- | --- |
| Pb–5pass | 0.1 | 0.1 | 14 |
| Pb–7pass | 0.6 | 0.3 | 33 |
| Pb–10pass | 1.0 | 0.3 | 69 |
| Pb–0.5%Ag–5pass | 1.2 | 0.0 | 34 |
| Pb–0.5%Ag–7pass | 1.3 | 0.3 | 50 |
| Pb–0.5%Ag–10pass | 1.6 | 0.5 | 68 |
| Pb–0.5%Co–5pass | 1.0 | 0.0 | 69 |
| Pb–0.5%Co–7pass | 1.1 | 0.6 | 82 |
| Pb–0.5%Co–10pass | 7.4 | 1.1 | 84 |
| Sample | Sub Grain Size (nm) | Dislocation Density (nm/nm3) * 10−5 |
|---|---|---|
| Pb–10pass | 1160 | 0.926 |
| Pb–0.5%Ag–10pass | 815 | 1.230 |
| Pb–0.5%Co–10pass | 174 | 5.673 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Karbasi, M.; Keshavarz Alamdari, E.; Amirkhani Dehkordi, E.; Khan, Z.A.; Tavangarian, F. Enhanced Mechanical Properties and Microstructure of Accumulative Roll-Bonded Co/Pb Nanocomposite. Nanomaterials 2021, 11, 1190. https://doi.org/10.3390/nano11051190
Karbasi M, Keshavarz Alamdari E, Amirkhani Dehkordi E, Khan ZA, Tavangarian F. Enhanced Mechanical Properties and Microstructure of Accumulative Roll-Bonded Co/Pb Nanocomposite. Nanomaterials. 2021; 11(5):1190. https://doi.org/10.3390/nano11051190
Chicago/Turabian StyleKarbasi, Maryam, Eskandar Keshavarz Alamdari, Elahe Amirkhani Dehkordi, Zulfiqar A. Khan, and Fariborz Tavangarian. 2021. "Enhanced Mechanical Properties and Microstructure of Accumulative Roll-Bonded Co/Pb Nanocomposite" Nanomaterials 11, no. 5: 1190. https://doi.org/10.3390/nano11051190
APA StyleKarbasi, M., Keshavarz Alamdari, E., Amirkhani Dehkordi, E., Khan, Z. A., & Tavangarian, F. (2021). Enhanced Mechanical Properties and Microstructure of Accumulative Roll-Bonded Co/Pb Nanocomposite. Nanomaterials, 11(5), 1190. https://doi.org/10.3390/nano11051190