Influence of Glass Silica Waste Nano Powder on the Mechanical and Microstructure Properties of Alkali-Activated Mortars



Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Chemical and Physical Properties
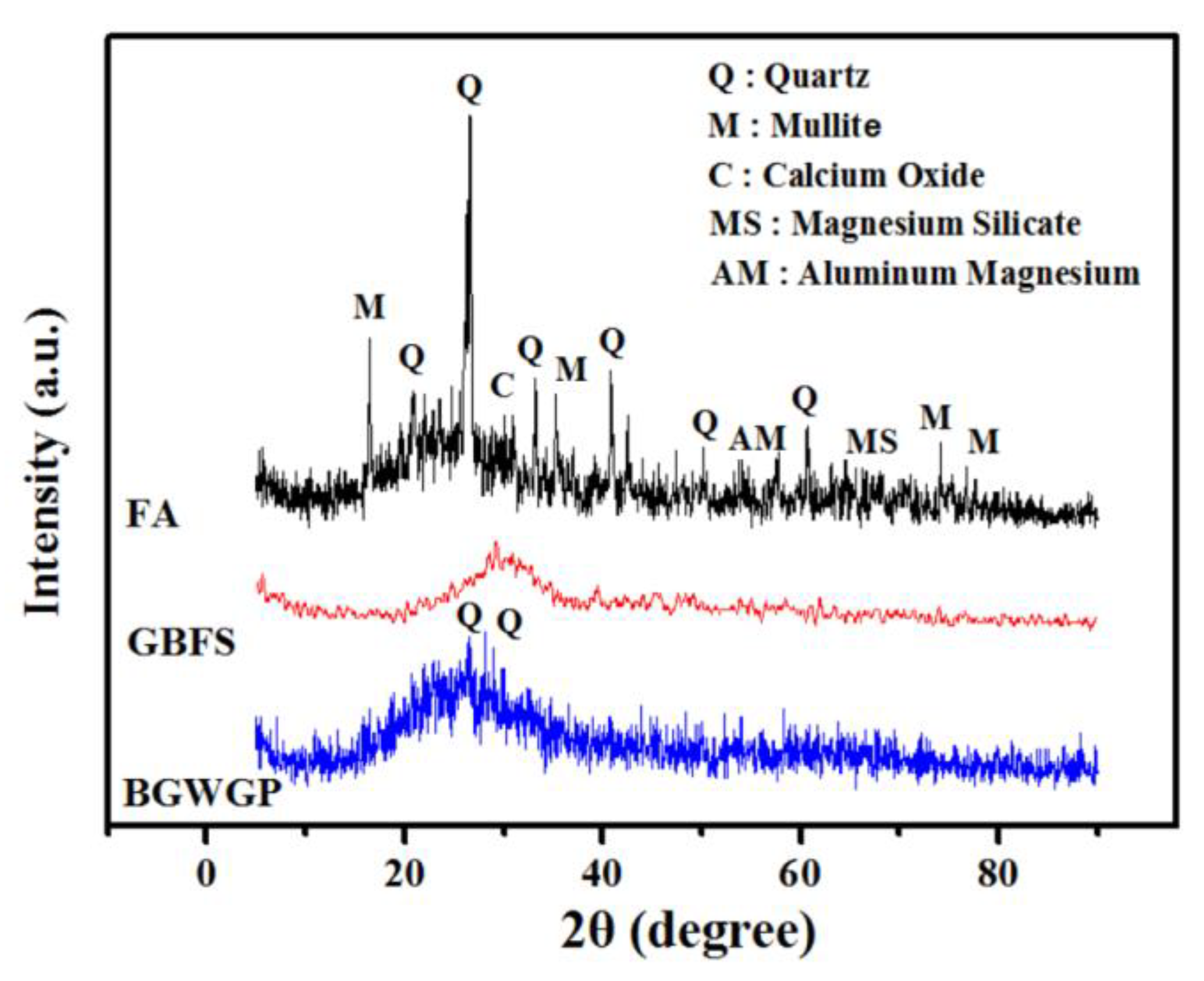
3.2. XRD Patterns of Raw Materials
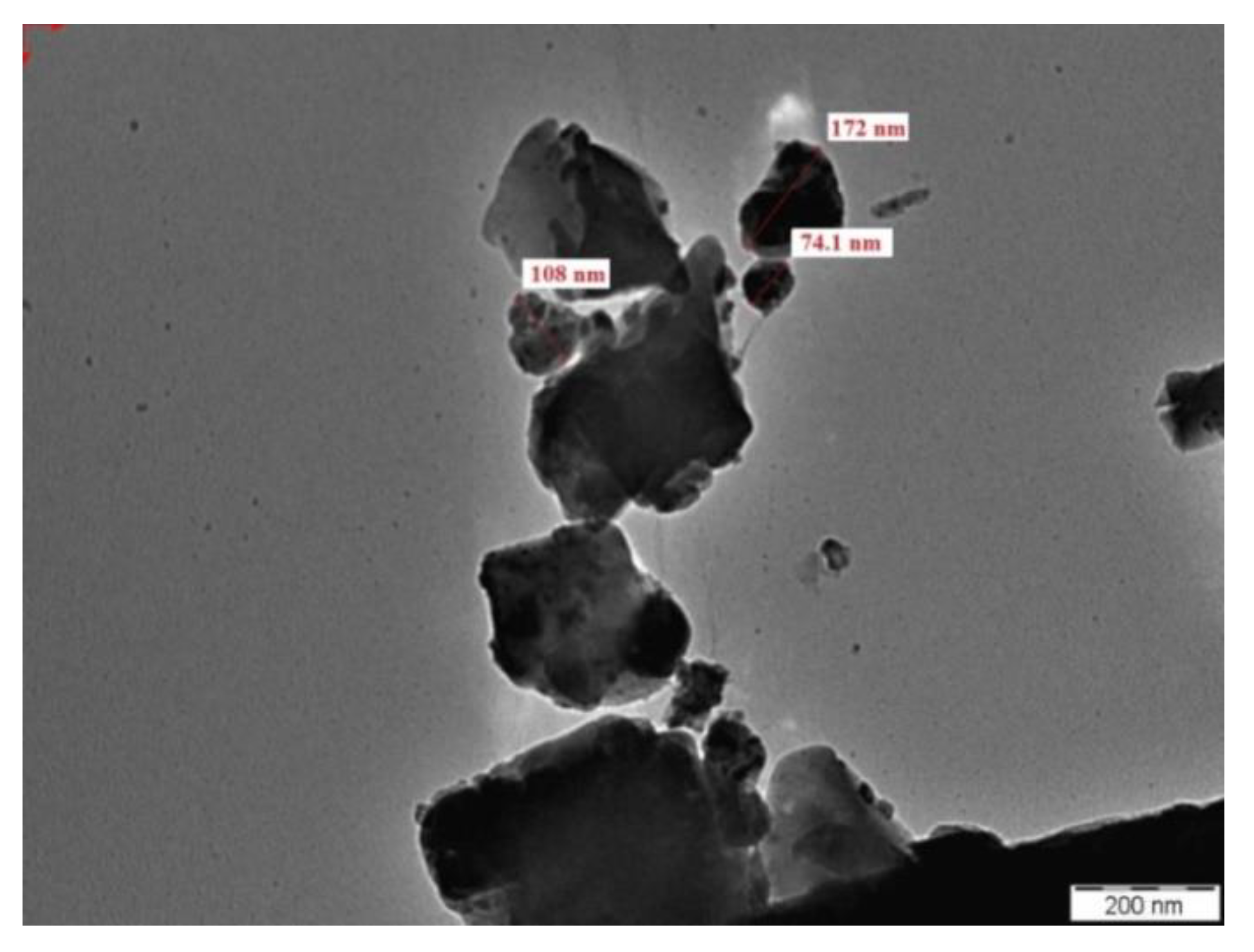
3.3. TEM Image of Specimens
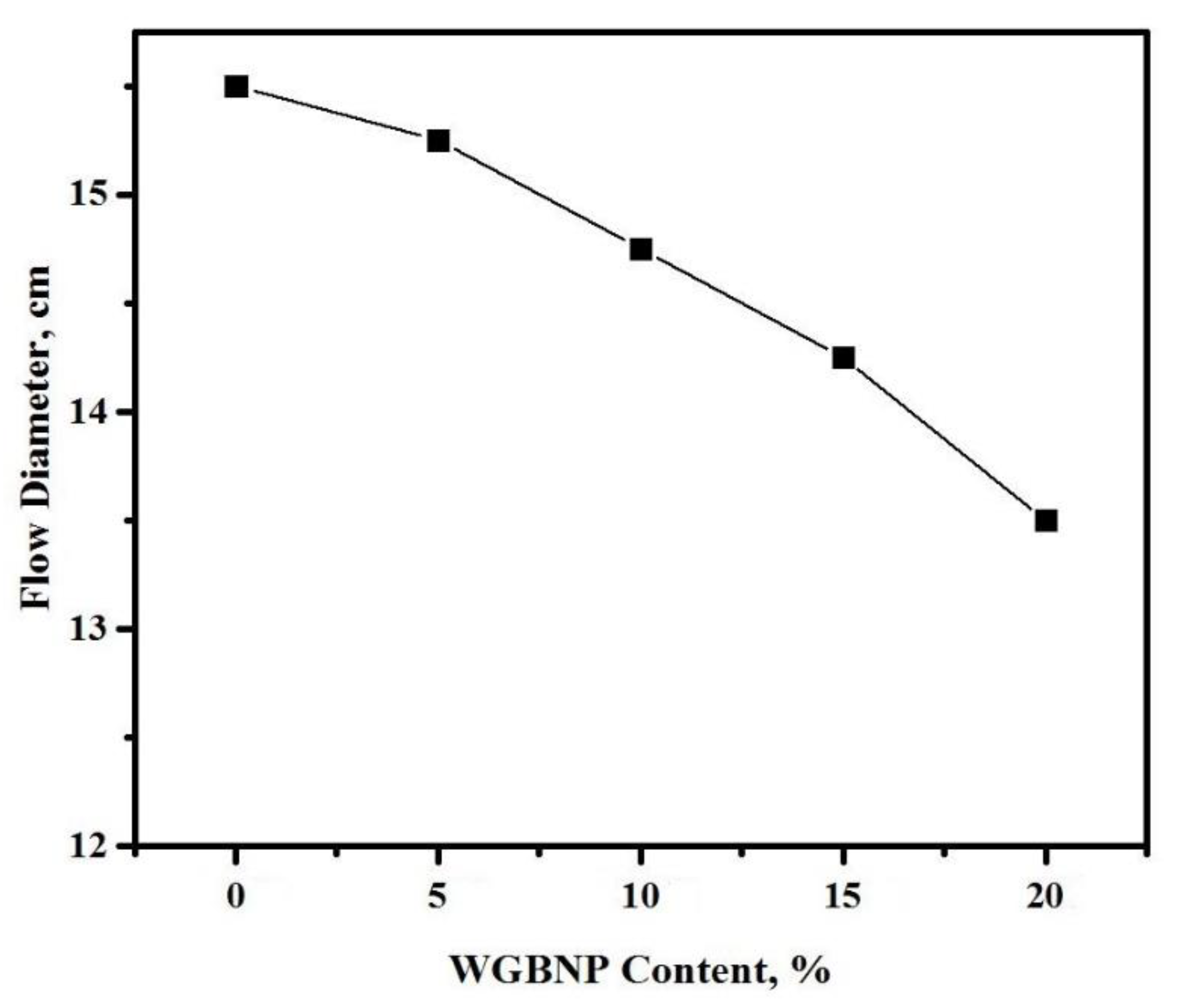
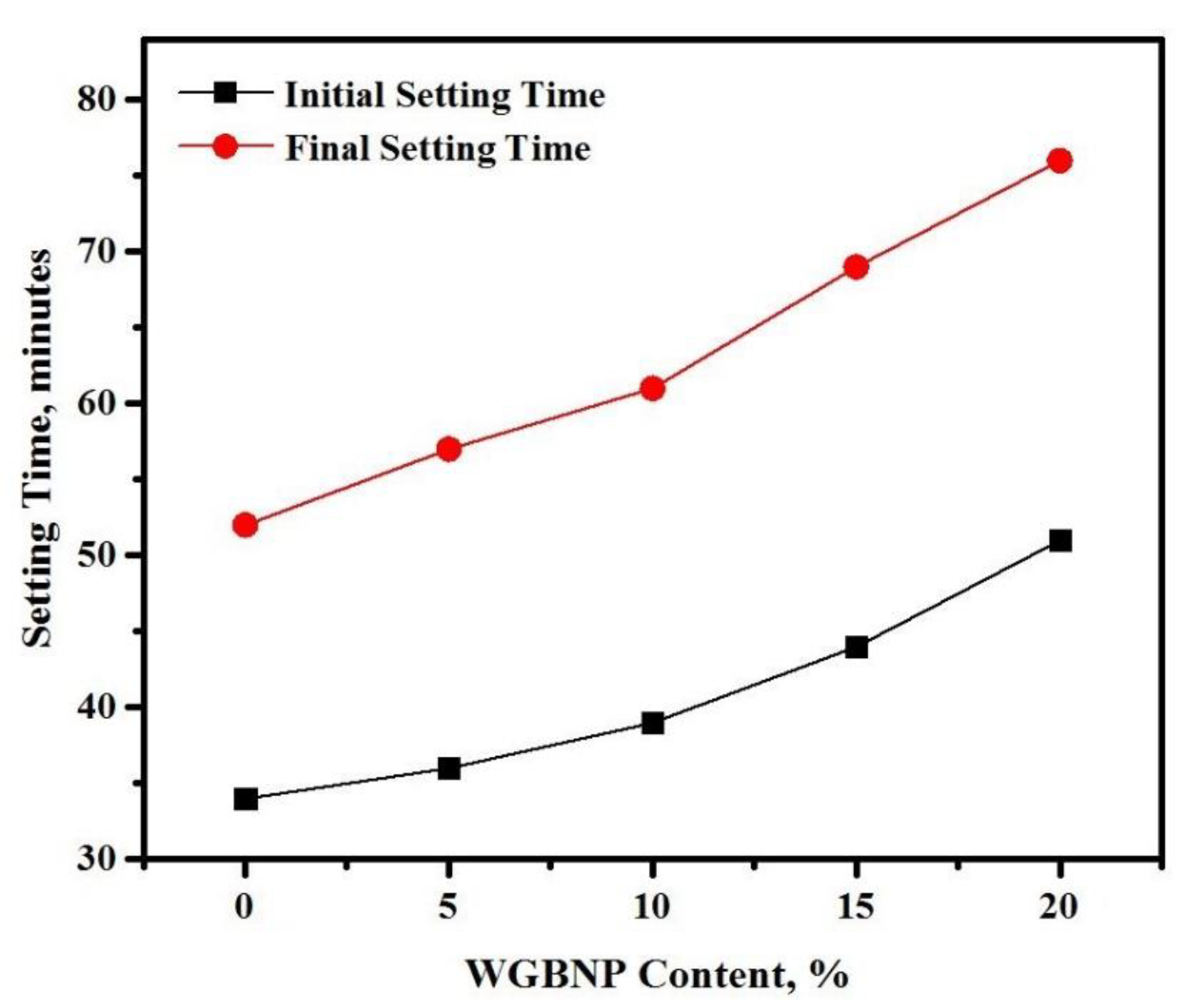
3.4. Workability
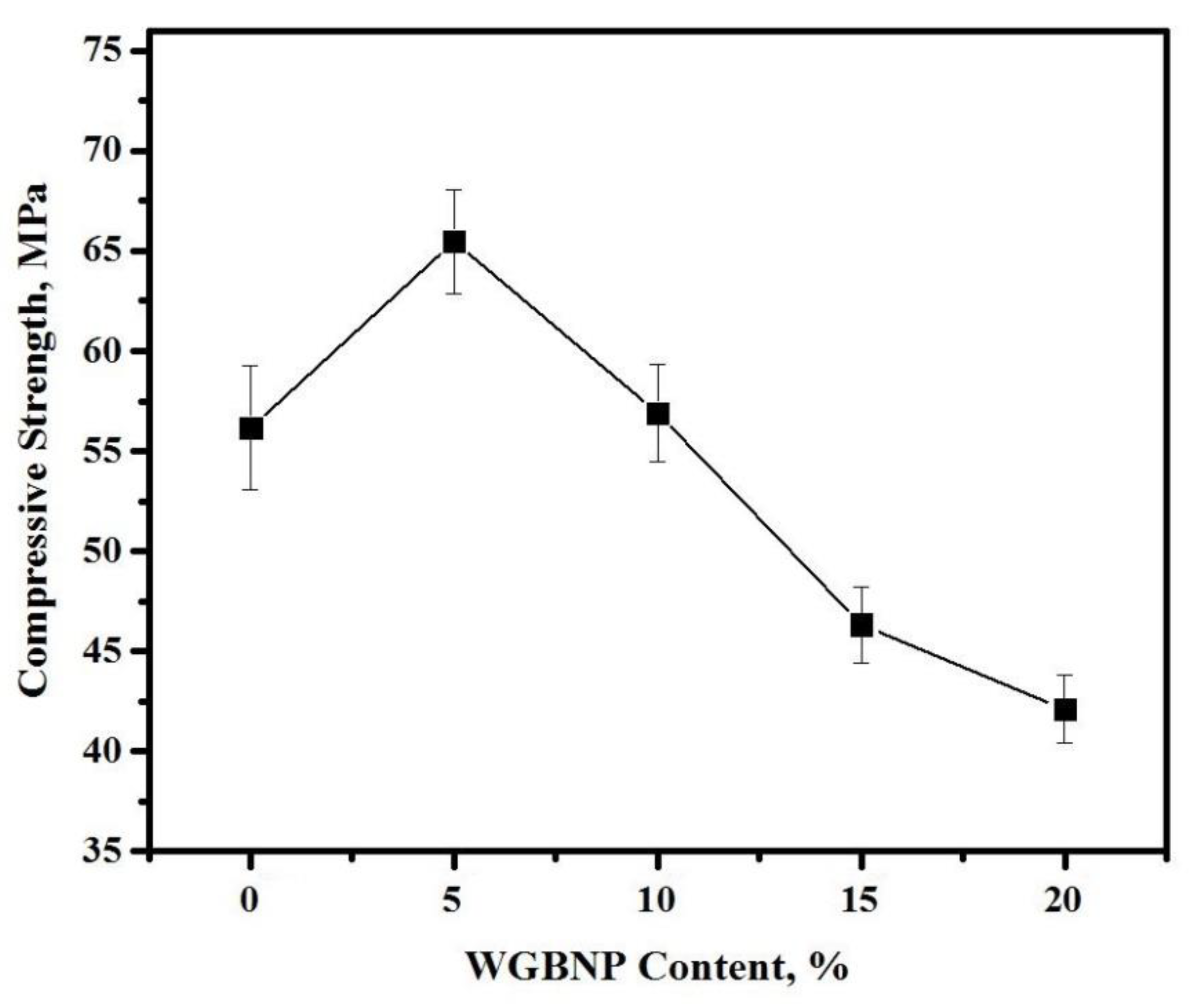
3.5. Compressive Strength
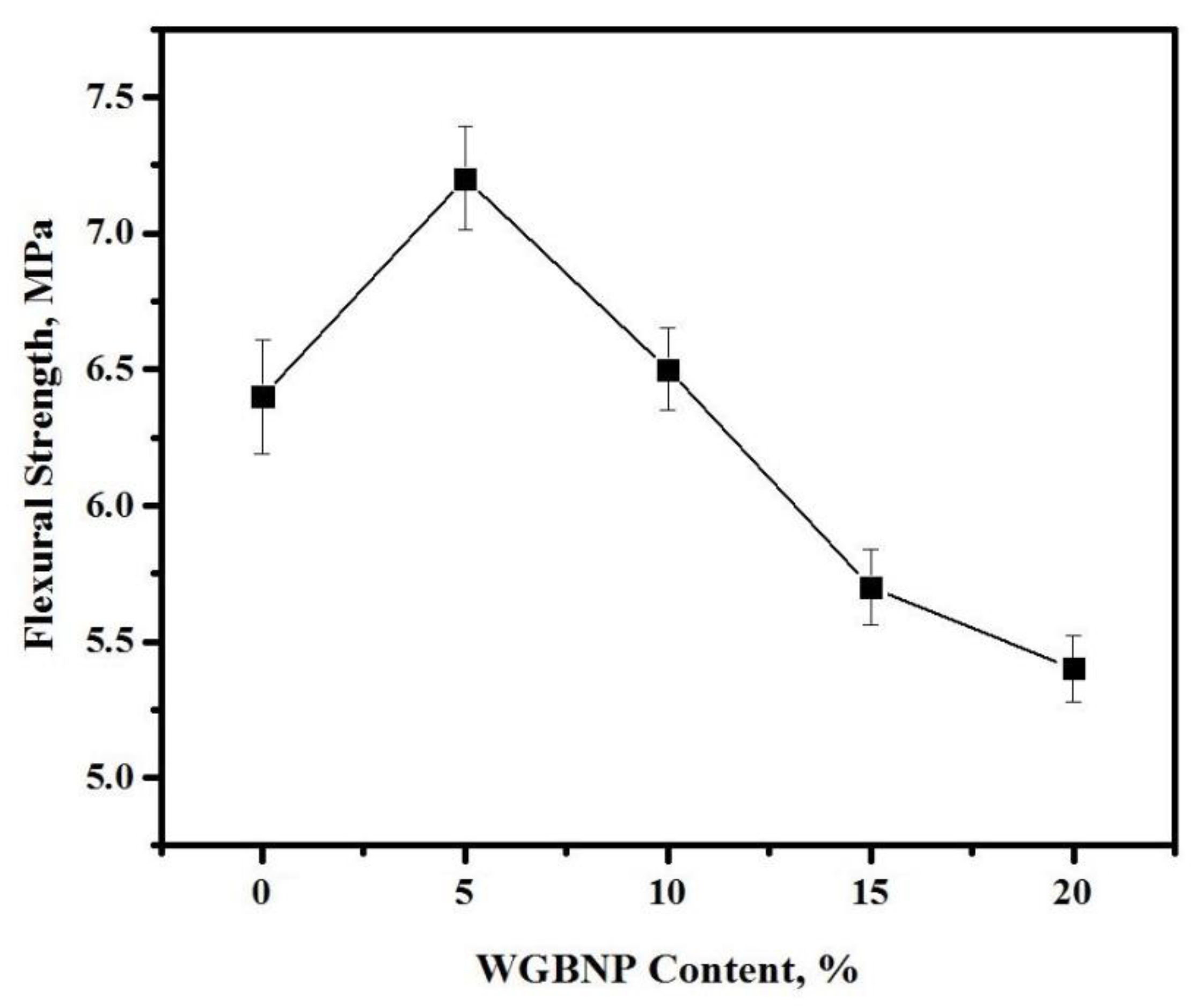
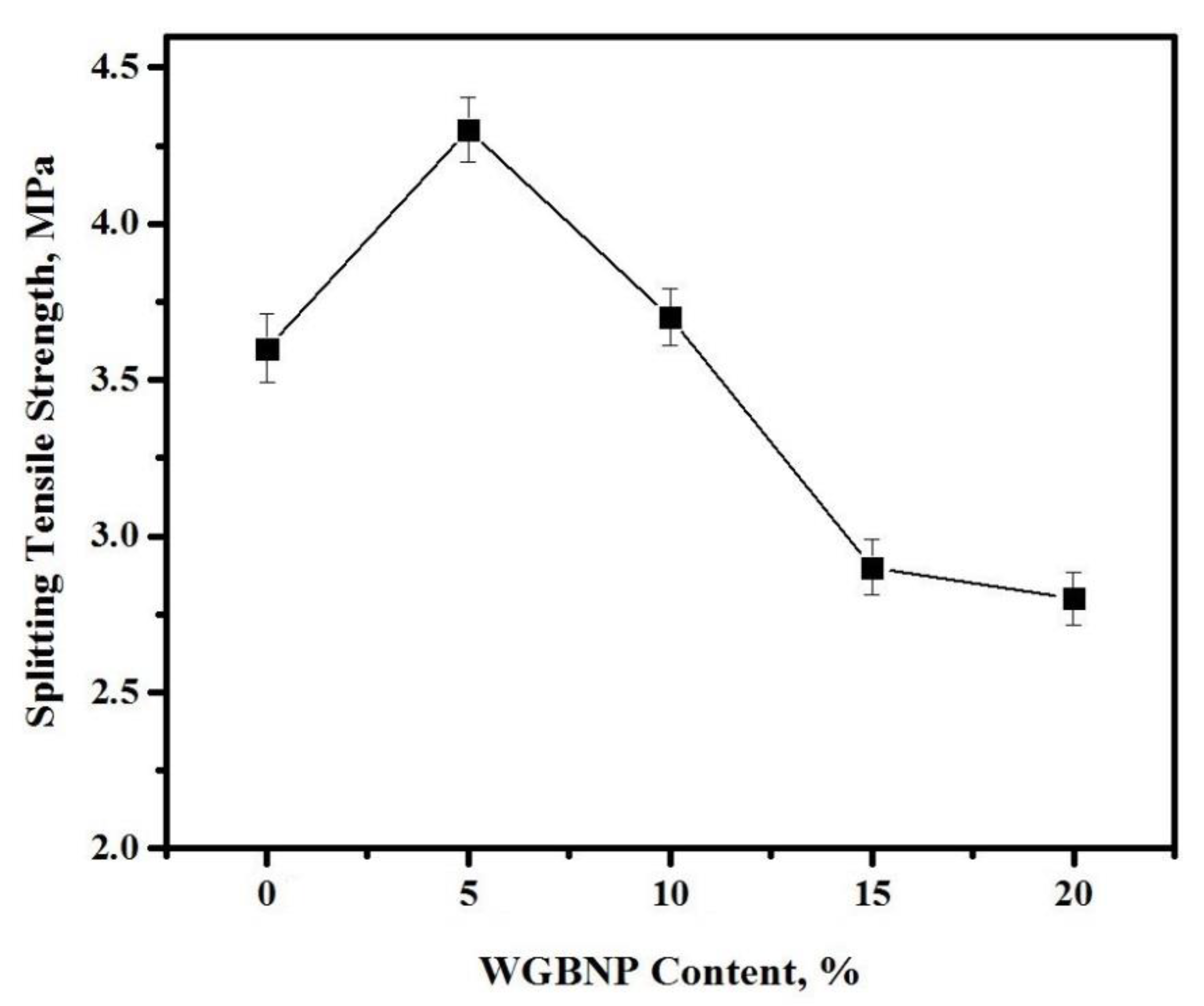
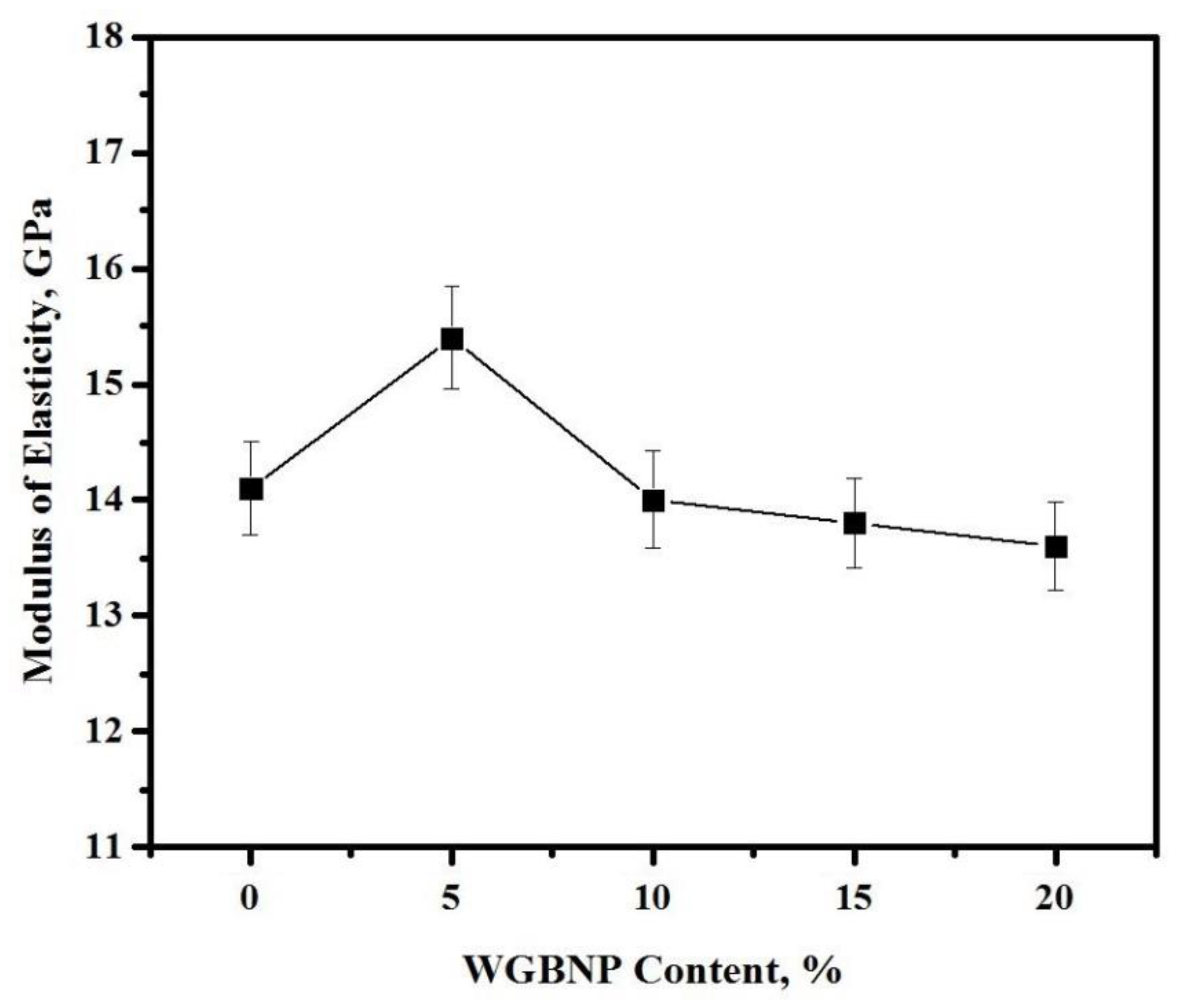
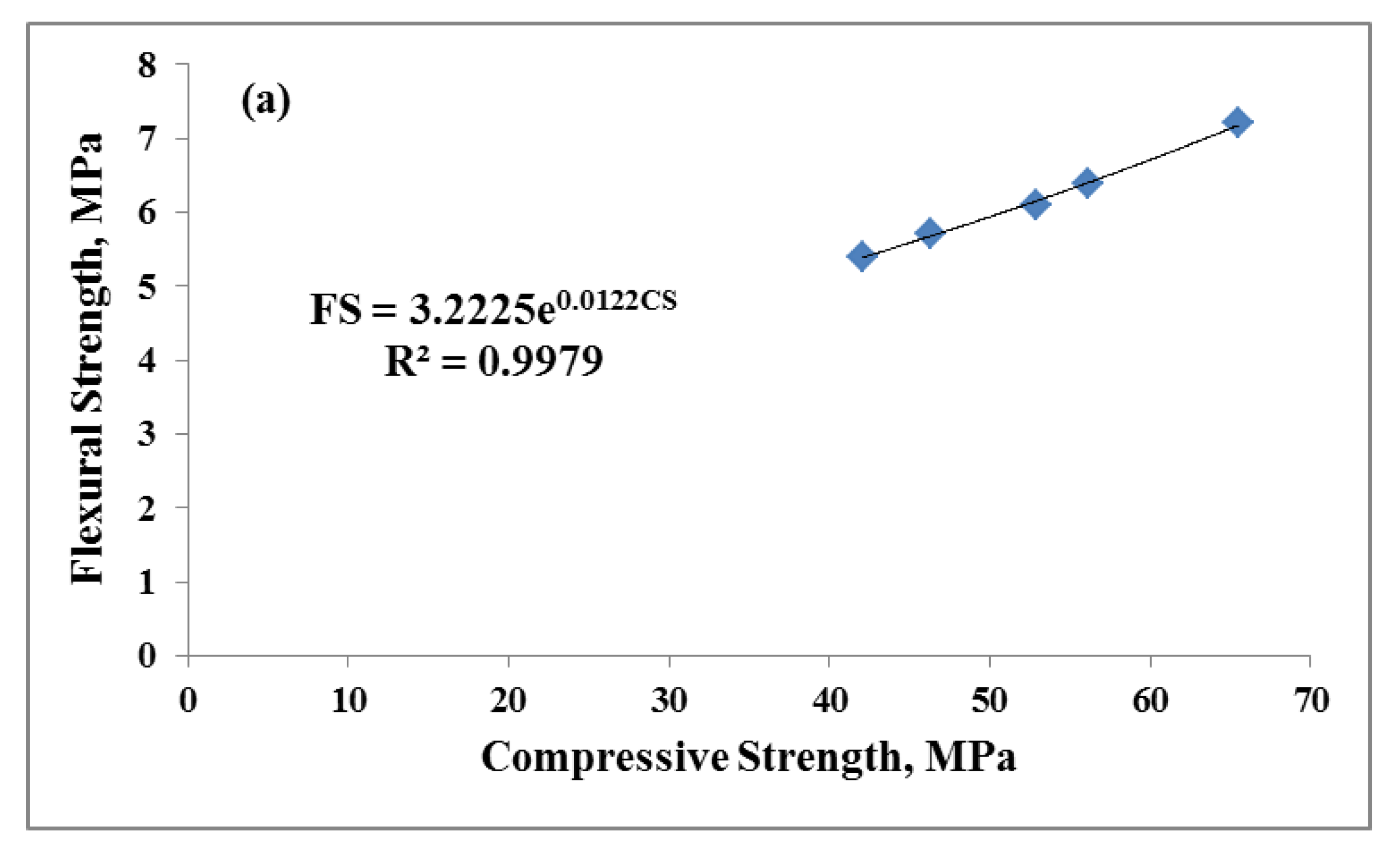
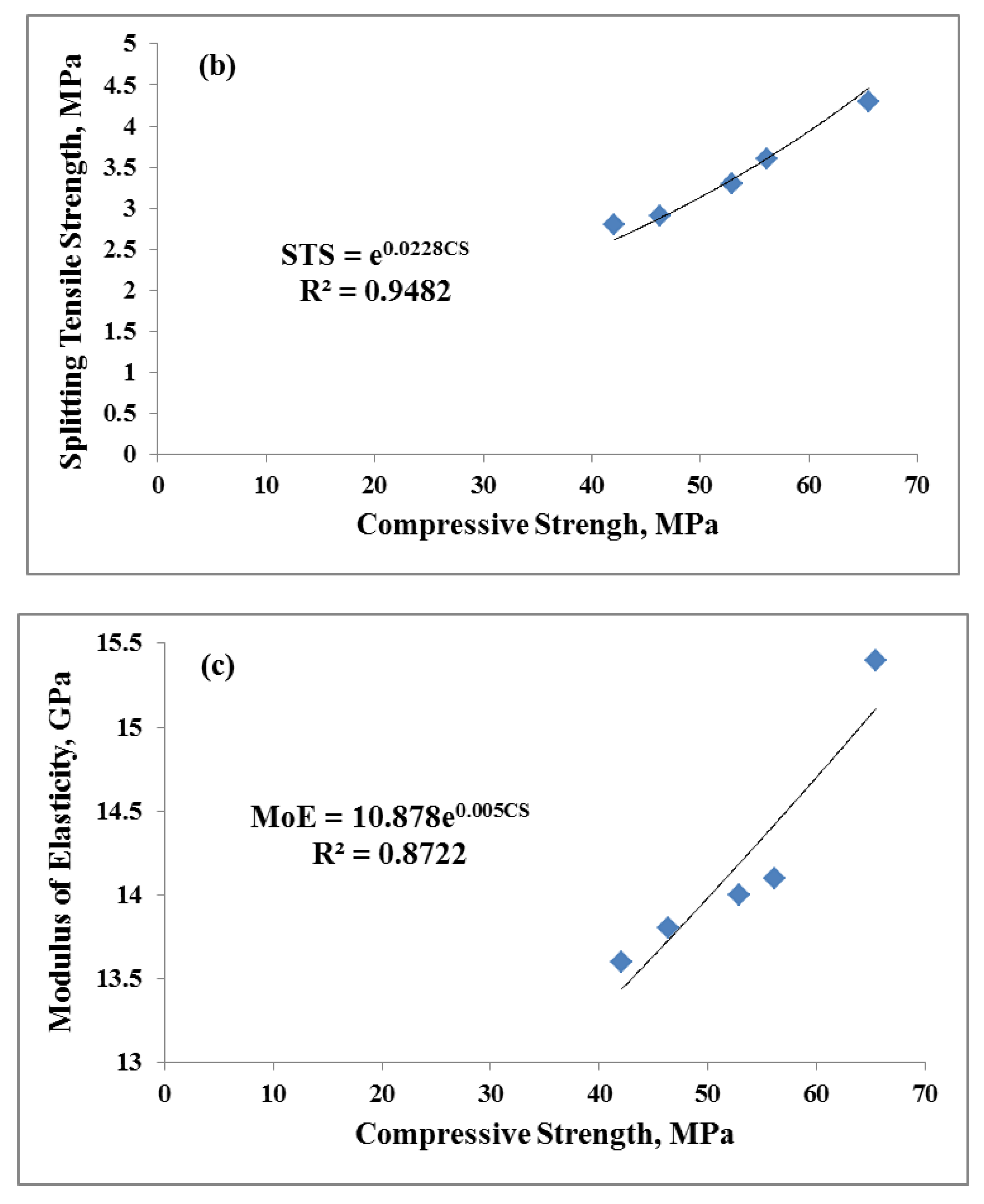
3.6. Flexural, Splitting Tensile Strength and Modulus of Elasticity
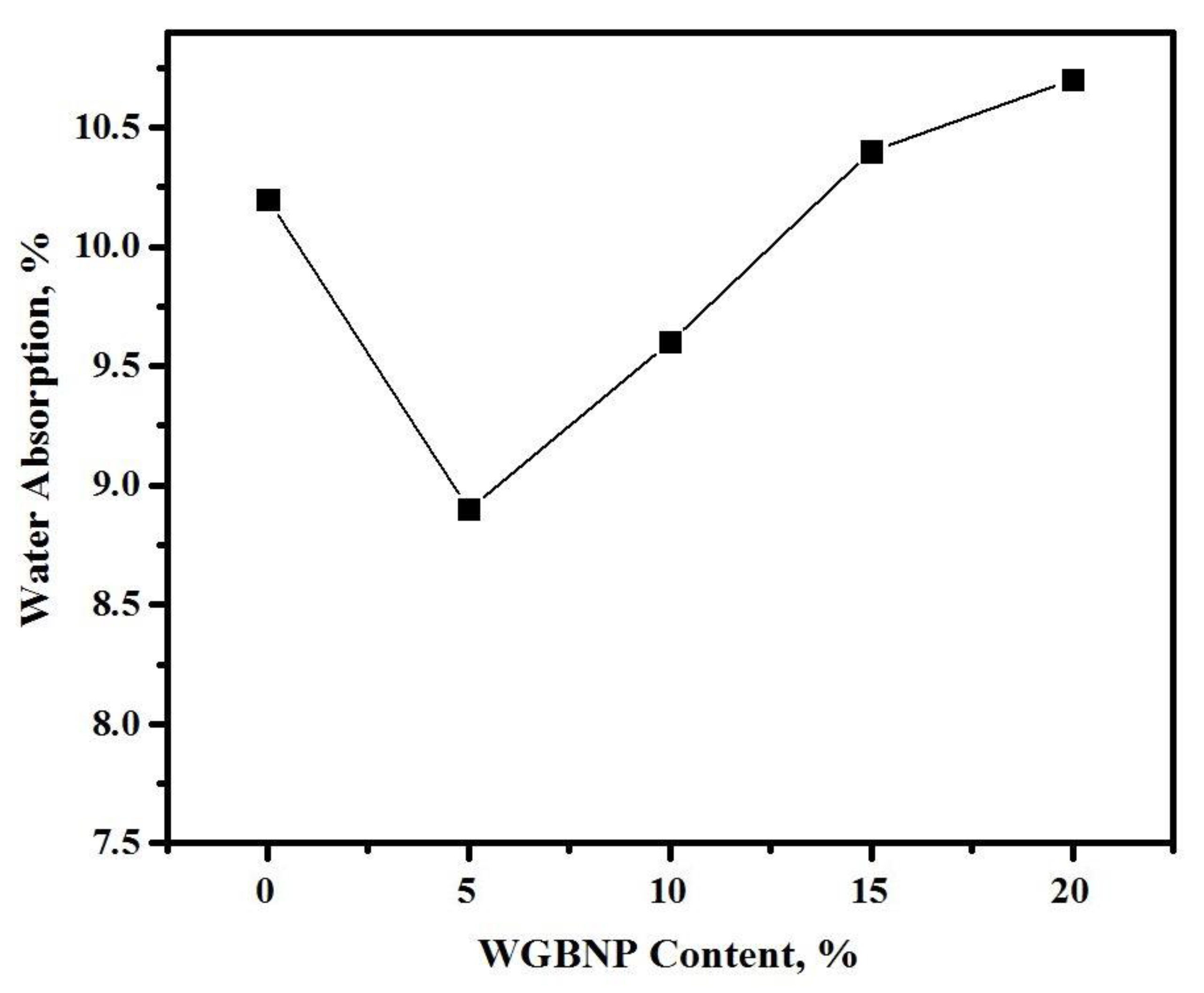
3.7. Water Absorption
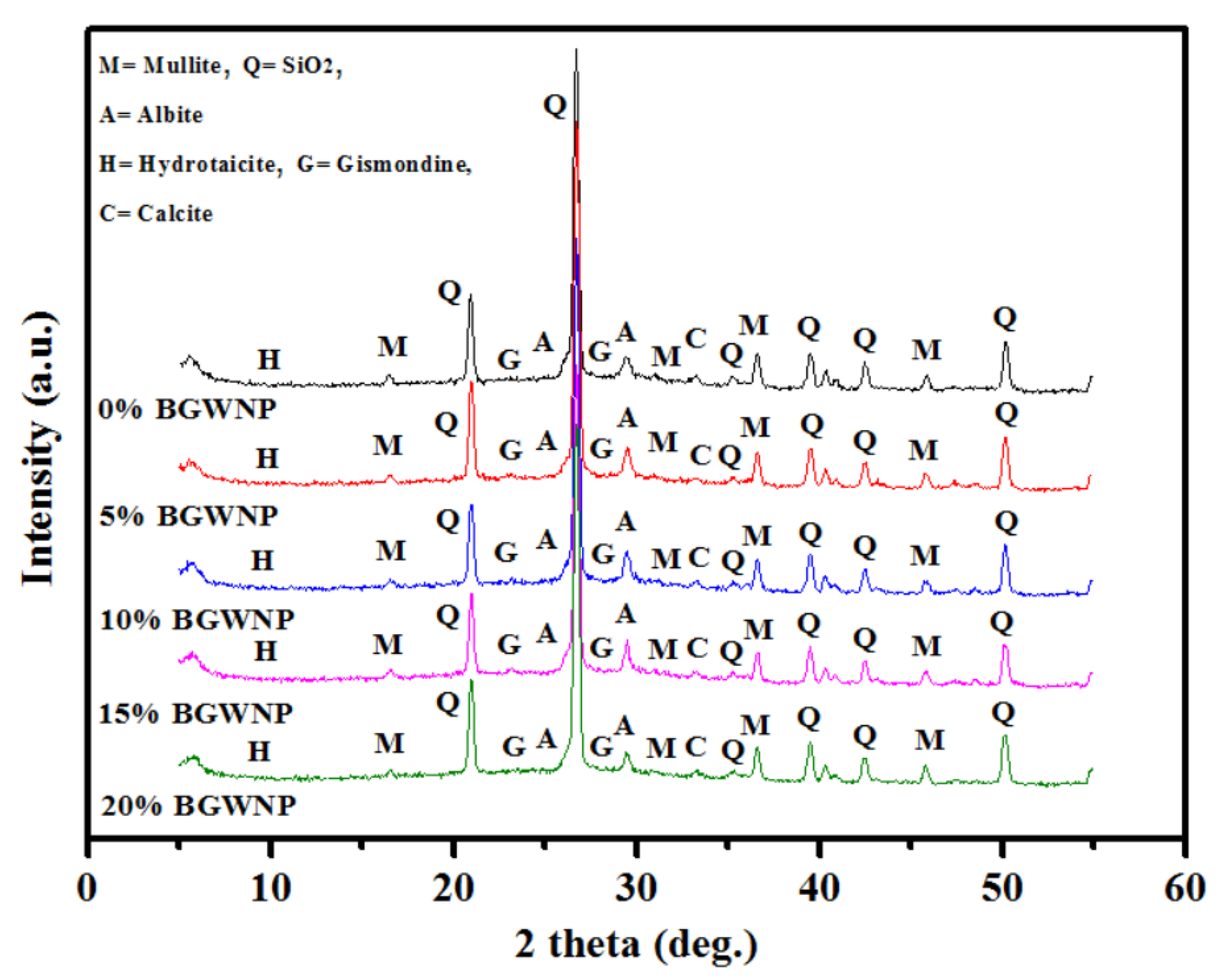
3.8. XRD Pattern
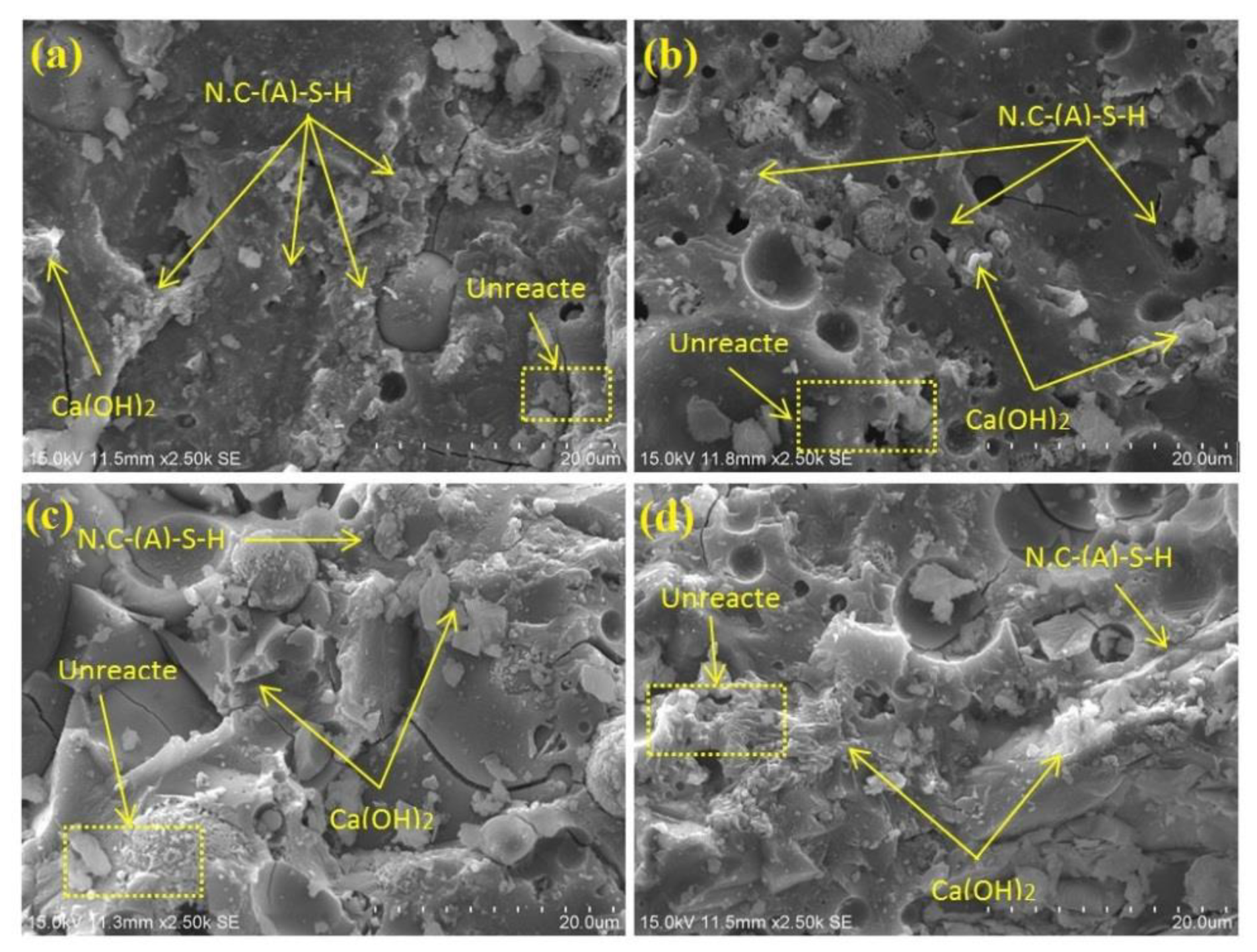
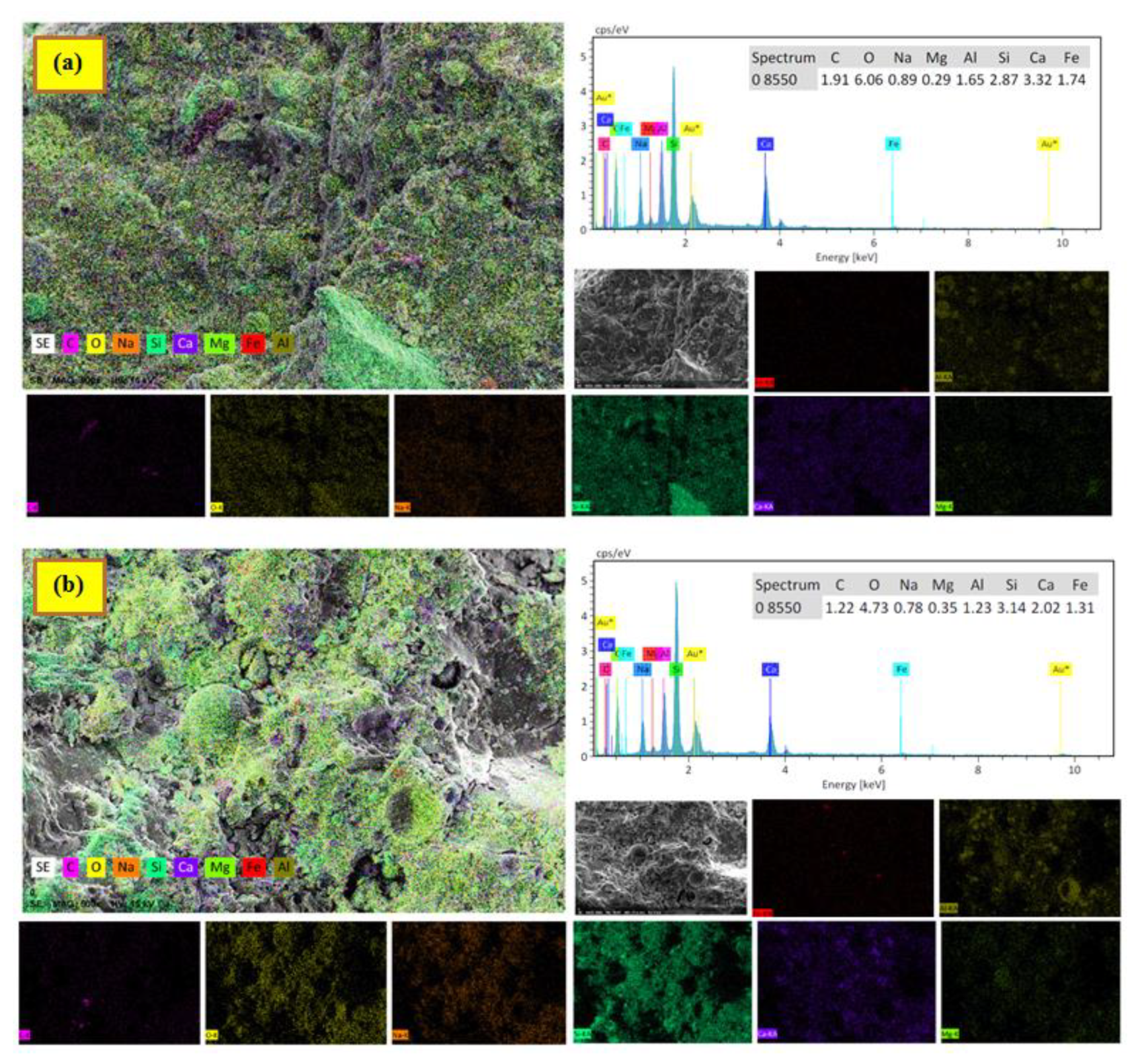
3.9. FESEM and EDX Analyses
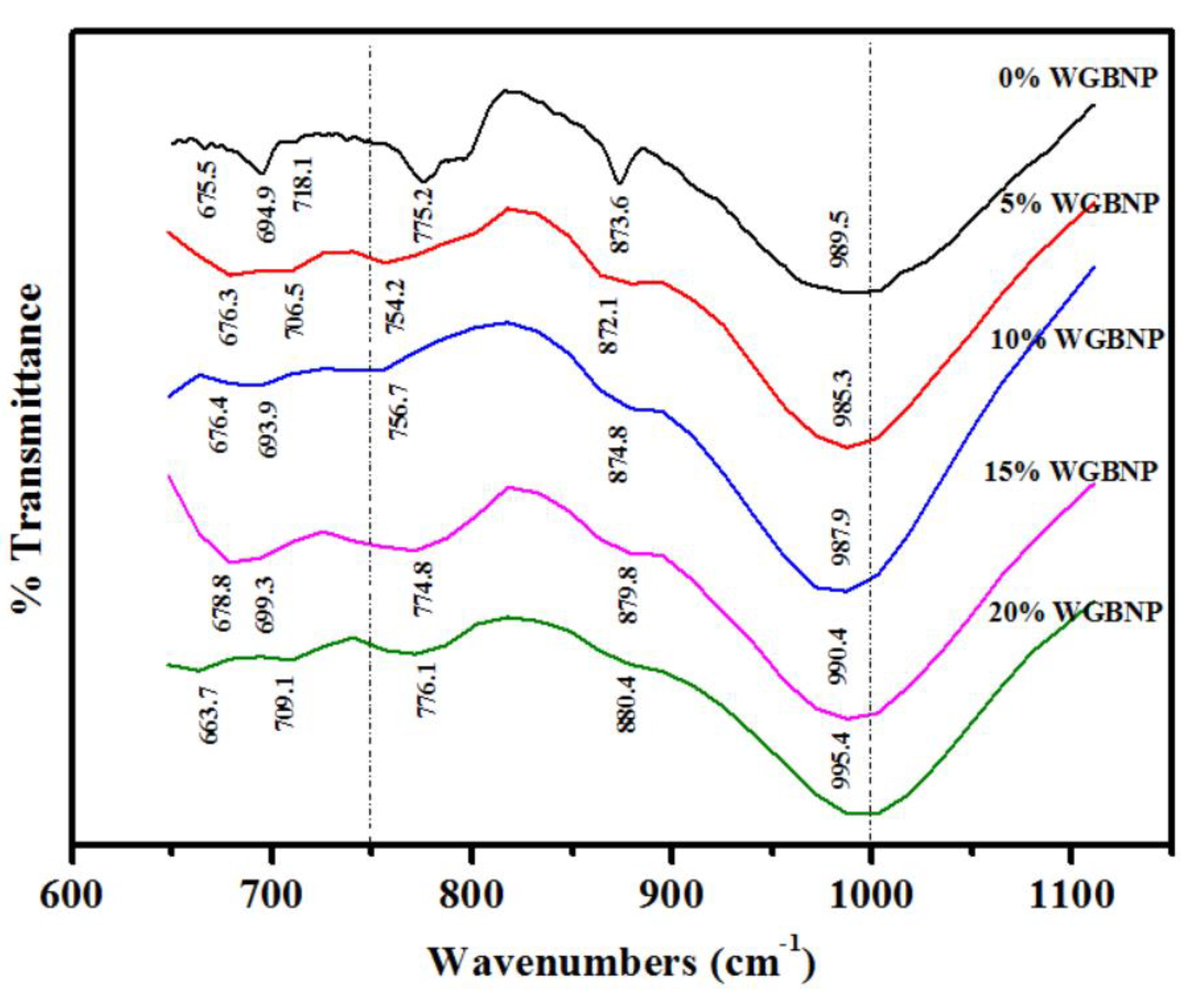
3.10. FTIR Analysis
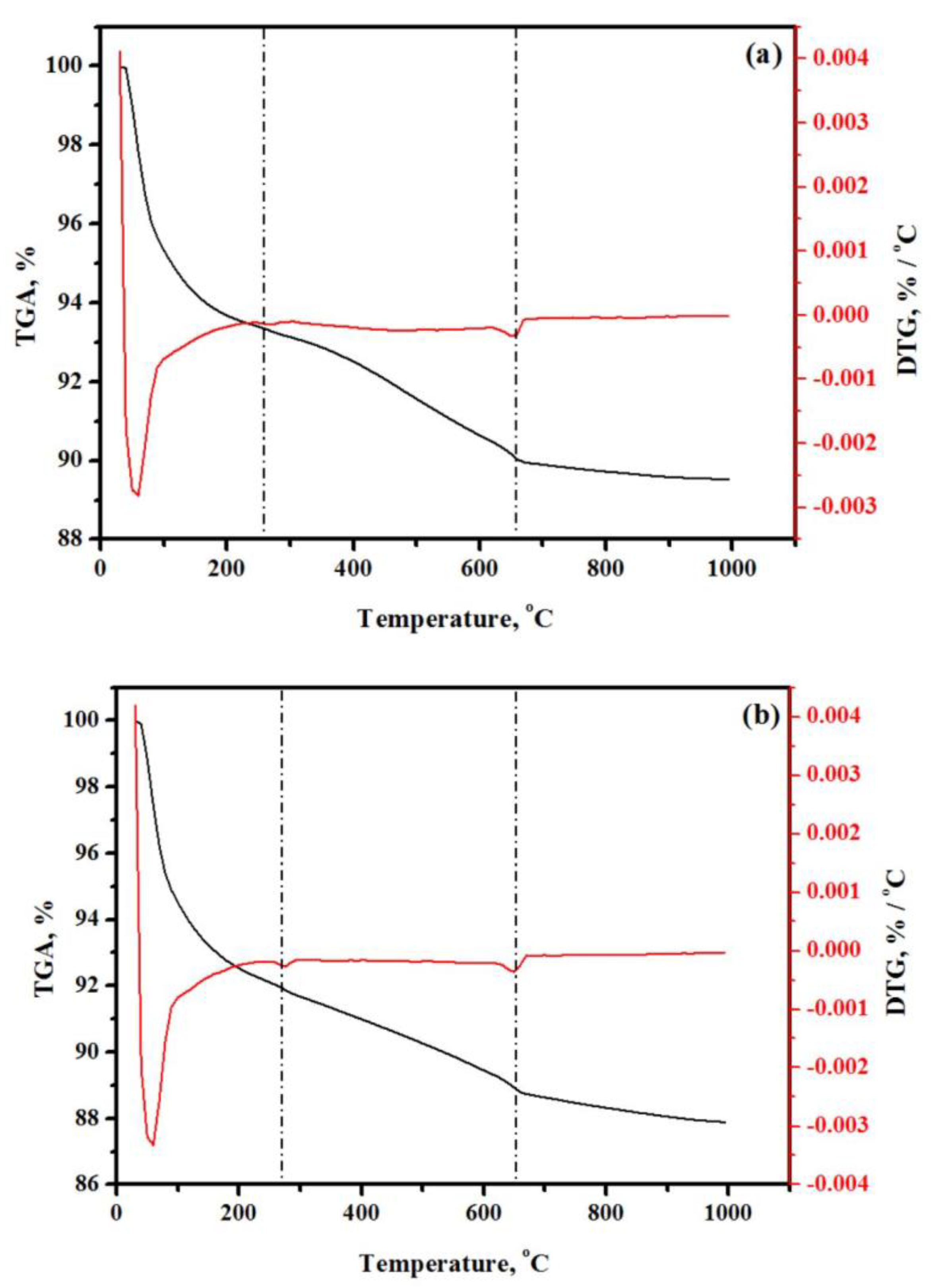
3.11. TGA and DTG Analysis
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Abdul, A.A.S.M.; Mohammadhosseini, H. Green Concrete Production Incorporating Waste Carpet Fiber and Palm Oil Fuel Ash. J. Clean. Prod. 2016, 137, 157–166. [Google Scholar]
- Nayaka, R.R.; Alengaram, U.J.; Jumaat, M.Z.; Yusoff, S.B.; Alnahhal, M.F. High Volume Cement Replacement by Environmental Friendly Industrial by-Product Palm Oil Clinker Powder in Cement–Lime Masonry Mortar. J. Clean. Prod. 2018, 190, 272–284. [Google Scholar] [CrossRef]
- Huseien, G.F.; Sam, A.R.M.; Shah, K.W.; Budiea, A.M.A.; Mirza, J. Utilizing Spend Garnets as Sand Replacement in Alkali-Activated Mortars Containing Fly Ash and Gbfs. Constr. Build. Mater. 2019, 225, 132–145. [Google Scholar] [CrossRef]
- Deraemaeker, A.; Dumoulin, C. Embedding Ultrasonic Transducers in Concrete: A Lifelong Monitoring Technology. Constr. Build. Mater. 2019, 194, 42–50. [Google Scholar] [CrossRef]
- Huseien, G.F.; Mirza, J.; Ismail, M.; Ghoshal, S.K.; Hussein, A.A. Geopolymer Mortars as Sustainable Repair Material: A Comprehensive Review. Renew. Sustain. Energy Rev. 2017, 80, 54–74. [Google Scholar] [CrossRef]
- Huseien, G.F.; Mirza, J.; Ariffin, N.F.; Hussin, M.W. Synthesis and Characterization of Self-Healing Mortar with Modified Strength. J. Teknol. 2015, 76, 195–200. [Google Scholar]
- Zhang, P.; Huang, G.; An, C.; Fu, H.; Gao, P.; Yao, Y.; Chen, X. An Integrated Gravity-Driven Ecological Bed for Wastewater Treatment in Subtropical Regions: Process Design, Performance Analysis, and Greenhouse Gas Emissions Assessment. J. Clean. Prod. 2019, 212, 1143–1153. [Google Scholar] [CrossRef]
- Sánchez-Escobar, F.; Coq-Huelva, D.; Sanz-Cañada, J. Measurement of Sustainable Intensification by the Integrated Analysis of Energy and Economic Flows: Case Study of the Olive-Oil Agricultural System of Estepa, Spain. J. Clean. Prod. 2018, 201, 463–470. [Google Scholar] [CrossRef]
- Esmeray, E.; Atıs, M. Utilization of Sewage Sludge, Oven Slag and Fly Ash in Clay Brick Production. Constr. Build. Mater. 2019, 194, 110–121. [Google Scholar] [CrossRef]
- Abdel-Gawwad, H.A.; Heikal, E.; El-Didamony, H.; Hashim, F.S.; Mohammed, A.H. Recycling of Concrete Waste to Produce Ready-Mix Alkali Activated Cement. Ceram. Int. 2019, 44, 7300–7304. [Google Scholar] [CrossRef]
- Mohammadhosseini, H.; Yatim, J.M.; Sam, A.R.M.; Awal, A.S.M.A. Durability Performance of Green Concrete Composites Containing Waste Carpet Fibers and Palm Oil Fuel Ash. J. Clean. Prod. 2017, 144, 448–458. [Google Scholar] [CrossRef]
- Mohammadhosseini, H.; Yatim, J.M. Microstructure and Residual Properties of Green Concrete Composites Incorporating Waste Carpet Fibers and Palm Oil Fuel Ash at Elevated Temperatures. J. Clean. Prod. 2017, 144, 8–21. [Google Scholar] [CrossRef]
- Sun, Z.; Lin, X.; Vollpracht, A. Pervious Concrete Made of Alkali Activated Slag and Geopolymers. Constr. Build. Mater. 2018, 189, 797–803. [Google Scholar] [CrossRef]
- Huseien, G.F.; Mirza, J.; Ismail, M.; Hussin, M.W. Influence of Different Curing Temperatures and Alkali Activators on Properties of Gbfs Geopolymer Mortars Containing Fly Ash and Palm-Oil Fuel Ash. Constr. Build. Mater. 2016, 125, 1229–1240. [Google Scholar] [CrossRef]
- Huseiena, G.F.; Mirzaa, J.; Ismaila, M.; Hussina, M.W.; Ariffina, M.A.M. Potential Use Coconut Milk as Alternative to Alkali Solution for Geopolymer Production. J. Teknol. 2016, 78, 133–139. [Google Scholar] [CrossRef][Green Version]
- Huseien, G.F.; Ismail, M.; Khalid, N.H.A.; Hussin, M.W.; Mirza, J. Compressive Strength and Microstructure of Assorted Wastes Incorporated Geopolymer Mortars: Effect of Solution Molarity. Alex. Eng. J. 2018, 57, 3375–3386. [Google Scholar] [CrossRef]
- Kubba, Z.; Huseien, G.F.; Sam, A.R.M.; Shah, K.W.; Asaad, M.A.; Ismail, M.; Tahir, M.M.; Mirza, J. Impact of Curing Temperatures and Alkaline Activators on Compressive Strength and Porosity of Ternary Blended Geopolymer Mortars. Case Stud. Constr. Mater. 2018, 9, e00205. [Google Scholar] [CrossRef]
- Huseiena, G.F.; Ismaila, M.; Tahirb, M.; Mirzac, J.; Husseina, A.; Khalida, N.H.; Sarbinia, N.N. Effect of Binder to Fine Aggregate Content on Performance of Sustainable Alkali Activated Mortars Incorporating Solid Waste Materials. Chem. Eng. 2018, 63, 667–672. [Google Scholar]
- Performance of Sustainable Alkali Activated Mortars Containing Solid Waste Ceramic Powder. Chem. Eng. 2018, 63, 673–678.
- Huseien, G.F.; Mirza, J.; Ismail, M.; Ghoshal, S.K.; Ariffin, M.A.M. Effect of Metakaolin Replaced Granulated Blast Furnace Slag on Fresh and Early Strength Properties of Geopolymer Mortar. Ain Shams Eng. J. 2016, 34, 583. [Google Scholar] [CrossRef]
- Huseien, G.F.; Tahir, M.M.; Mirza, J.; Ismail, M.; Shah, K.W.; Asaad, M.A. Effects of Pofa Replaced with Fa on Durability Properties of Gbfs Included Alkali Activated Mortars. Constr. Build. Mater. 2018, 175, 174–186. [Google Scholar] [CrossRef]
- Assi, L.; Carter, K.; Deaver, E.E.; Anay, R.; Ziehl, P. Sustainable Concrete: Building a Greener Future. J. Clean. Prod. 2018, 198, 1641–1651. [Google Scholar] [CrossRef]
- Turner, L.K.; Collins, F.G. Carbon Dioxide Equivalent (Co2-E) Emissions: A Comparison between Geopolymer and Opc Cement Concrete. Constr. Build. Mater. 2013, 43, 125–130. [Google Scholar] [CrossRef]
- Huseien, G.F.; Ismail, M.; Mirza, J. Influence of Curing Methods and Sodium Silicate Content on Compressive Strength and Microstructure of Multi Blend Geopolymer Mortars. Adv. Sci. Lett. 2018, 24, 4218–4222. [Google Scholar] [CrossRef]
- Huseien, G.F.; Mirza, J.; Ismail, M. Effects of High Volume Ceramic Binders on Flexural Strength of Self-Compacting Geopolymer Concrete. Adv. Sci. Lett. 2018, 24, 4097–4101. [Google Scholar] [CrossRef]
- Salih, M.A.; Farzadnia, N.; Ali, A.A.A.; Demirboga, R. Development of High Strength Alkali Activated Binder Using Palm Oil Fuel Ash and Ggbs at Ambient Temperature. Constr. Build. Mater. 2015, 93, 289–300. [Google Scholar] [CrossRef]
- Nath, P.; Sarker, P.K. Effect of Ggbfs on Setting, Workability and Early Strength Properties of Fly Ash Geopolymer Concrete Cured in Ambient Condition. Constr. Build. Mater. 2014, 66, 163–171. [Google Scholar] [CrossRef]
- McLellan, B.C.; Williams, R.P.; Lay, J.; van Riessen, A.; Corder, G.D. Costs and Carbon Emissions for Geopolymer Pastes in Comparison to Ordinary Portland Cement. J. Clean. Prod. 2011, 19, 1080–1090. [Google Scholar] [CrossRef]
- Huseien, G.F.; Sam, A.R.M.; Shah, K.W.; Mirza, J.; Tahir, M.M. Evaluation of Alkali-Activated Mortars Containing High Volume Waste Ceramic Powder and Fly Ash Replacing Gbfs. Constr. Build. Mater. 2019, 210, 78–92. [Google Scholar] [CrossRef]
- Huseien, G.F.; Sam, A.R.M.; Shah, K.W.; Asaad, M.A.; Tahir, M.M.; Mirza, J. Properties of Ceramic Tile Waste Based Alkali-Activated Mortars Incorporating Gbfs and Fly Ash. Constr. Build. Mater. 2019, 214, 355–368. [Google Scholar] [CrossRef]
- Yip, C.K.; Lukey, G.C.; van Deventer, J.S.J. The Coexistence of Geopolymeric Gel and Calcium Silicate Hydrate at the Early Stage of Alkaline Activation. Cem. Concr. Res. 2005, 35, 1688–1697. [Google Scholar] [CrossRef]
- Duan, P.; Yan, C.; Zhou, W.; Luo, W. Fresh Properties, Mechanical Strength and Microstructure of Fly Ash Geopolymer Paste Reinforced with Sawdust. Constr. Build. Mater. 2016, 111, 600–610. [Google Scholar] [CrossRef]
- Abdollahnejad, Z.; Pacheco-Torgal, F.; Félix, T.; Tahri, W.; Aguiar, J.B. Mix Design, Properties and Cost Analysis of Fly Ash-Based Geopolymer Foam. Constr. Build. Mater. 2015, 80, 18–30. [Google Scholar] [CrossRef]
- İlkentapar, S.; Atiş, C.D.; Karahan, O.; Avşaroğlu, E.B.G. Influence of Duration of Heat Curing and Extra Rest Period after Heat Curing on the Strength and Transport Characteristic of Alkali Activated Class F Fly Ash Geopolymer Mortar. Constr. Build. Mater. 2017, 151, 363–369. [Google Scholar] [CrossRef]
- Bagheri, A.; Nazari, A.; Sanjayan, J.G.; Rajeev, P. Alkali Activated Materials vs. Geopolymers: Role of Boron as an Eco-Friendly Replacement. Constr. Build. Mater. 2016, 146, 297–302. [Google Scholar] [CrossRef]
- Al-Majidi, M.H.; Lampropoulos, A.; Cundy, A.; Meikle, S. Development of Geopolymer Mortar under Ambient Temperature for in Situ Applications. Constr. Build. Mater. 2016, 120, 198–211. [Google Scholar] [CrossRef]
- Lin, K.-L.; Shiu, H.-S.; Shie, J.-L.; Cheng, T.-W.; Hwang, C.-L. Effect of Composition on Characteristics of Thin Film Transistor Liquid Crystal Display (Tft-Lcd) Waste Glass-Metakaolin-Based Geopolymers. Constr. Build. Mater. 2012, 36, 501–507. [Google Scholar] [CrossRef]
- Rashad, A.M. Recycled Waste Glass as Fine Aggregate Replacement in Cementitious Materials Based on Portland Cement. Constr. Build. Mater. 2014, 72, 340–357. [Google Scholar] [CrossRef]
- Shi, C.; Zheng, K. A Review on the Use of Waste Glasses in the Production of Cement and Concrete. Resour. Conserv. Recycl. 2007, 52, 234–247. [Google Scholar] [CrossRef]
- Zhang, L.; Yue, Y. Influence of Waste Glass Powder Usage on the Properties of Alkali-Activated Slag Mortars Based on Response Surface Methodology. Constr. Build. Mater. 2018, 181, 527–534. [Google Scholar] [CrossRef]
- Kaur, M.; Singh, J.; Kaur, M. Microstructure and Strength Development of Fly Ash-Based Geopolymer Mortar: Role of Nano-Metakaolin. Constr. Build. Mater. 2018, 190, 672–679. [Google Scholar] [CrossRef]
- Arash, S.; Behfarnia, K. Mechanical Properties of Portland Cement Mortar Containing Multi-Walled Carbon Nanotubes at Elevated Temperatures. Constr. Build. Mater. 2018, 176, 482–489. [Google Scholar]
- Adak, D.; Sarkar, M.; Mandal, S. Effect of Nano-Silica on Strength and Durability of Fly Ash Based Geopolymer Mortar. Constr. Build. Mater. 2014, 70, 453–459. [Google Scholar] [CrossRef]
- Wei, S.K.; Li, W. A Review on Catalytic Nanomaterials for Volatile Organic Compounds Voc Removal and Their Applications for Healthy Buildings. Nanomaterials 2019, 9, 910. [Google Scholar]
- Wei, S.K. Surface Modification of Silver Nanoparticles in Phase Change Materials for Building Energy Application. Adv. Mater. Res. 2013, 622–623, 889–892. [Google Scholar] [CrossRef]
- Huseien, G.F.; Hamzah, H.K.; Sam, A.R.M.; Khalid, N.H.A.; Shah, K.W.; Deogrescu, D.P.; Mirza, J. Alkali-Activated Mortars Blended with Glass Bottle Waste Nano Powder: Environmental Benefit and Sustainability. J. Clean. Prod. 2019. [Google Scholar] [CrossRef]
- Liu, Y.; Han, J.; Li, M.; Yan, P. Effect of a Nanoscale Viscosity Modifier on Rheological Properties of Cement Pastes and Mechanical Properties of Mortars. Constr. Build. Mater. 2018, 190, 255–264. [Google Scholar] [CrossRef]
- Björnström, J.; Martinelli, A.; Matic, A.; Börjesson, L.; Panas, I. Accelerating Effects of Colloidal Nano-Silica for Beneficial Calcium–Silicate–Hydrate Formation in Cement. Chem. Phys. Lett. 2004, 392, 242–248. [Google Scholar] [CrossRef]
- Said, A.M.; Zeidan, M.S.; Bassuoni, M.T.; Tian, Y. Properties of Concrete Incorporating Nano-Silica. Constr. Build. Mater. 2012, 36, 838–844. [Google Scholar] [CrossRef]
- Nazari, A.; Riahi, S.; Riahi, S.; Shamekhi, S.F.; Khademno, A. Influence of Al2O3 Nanoparticles on the Compressive Strength and Workability of Blended Concrete. J. Am. Sci. 2010, 6, 6–9. [Google Scholar]
- Yusuf, M.O.; Johari, M.A.M.; Ahmad, Z.A.; Maslehuddin, M. Evolution of Alkaline Activated Ground Blast Furnace Slag–Ultrafine Palm Oil Fuel Ash Based Concrete. Mater. Des. 2014, 55, 387–393. [Google Scholar] [CrossRef]
- Ismail, I.; Bernal, S.A.; Provis, J.L.; Nicolas, R.S.; Hamdan, S.; van Deventer, J.S.J. Modification of Phase Evolution in Alkali-Activated Blast Furnace Slag by the Incorporation of Fly Ash. Cem. Concr. Compos. 2014, 45, 125–135. [Google Scholar] [CrossRef]
- Jalal, M.; Mansouri, E.; Sharifipour, M.; Pouladkhan, A.R. Mechanical, Rheological, Durability and Microstructural Properties of High Performance Self-Compacting Concrete Containing SiO2 Micro and Nanoparticles. Mater. Des. 2012, 34, 389–400. [Google Scholar] [CrossRef]
- Quercia, G.; Hüsken, G.; Brouwers, H.J.H. Water Demand of Amorphous Nano Silica and Its Impact on the Workability of Cement Paste. Cem. Concr. Res. 2012, 42, 344–357. [Google Scholar] [CrossRef]
- Chithra, S.; Kumar, S.R.R.S.; Chinnaraju, K. The Effect of Colloidal Nano-Silica on Workability, Mechanical and Durability Properties of High Performance Concrete with Copper Slag as Partial Fine Aggregate. Constr. Build. Mater. 2016, 113, 794–804. [Google Scholar] [CrossRef]
- Phoo-ngernkham, T.; Sata, V.; Hanjitsuwan, S.; Ridtirud, C.; Hatanaka, S.; Chindaprasirt, P. High Calcium Fly Ash Geopolymer Mortar Containing Portland Cement for Use as Repair Material. Constr. Build. Mater. 2015, 98, 482–488. [Google Scholar] [CrossRef]
- Huseien, G.F.; Ismail, M.; Tahir, M.M.; Mirza, J.; Khalid, N.H.A.; Asaad, M.A.; Husein, A.A.; Sarbini, N.N. Synergism between Palm Oil Fuel Ash and Slag: Production of Environmental-Friendly Alkali Activated Mortars with Enhanced Properties. Constr. Build. Mater. 2018, 170, 235–244. [Google Scholar] [CrossRef]
- Huseien, G.F.; Shah, K.W.; Sam, A.R.M. Sustainability of Nanomaterials Based Self-Healing Concrete: An All-Inclusive Insight. J. Build. Eng. 2019, 23, 155–171. [Google Scholar] [CrossRef]
- Zhang, M.; Li, H. Pore Structure and Chloride Permeability of Concrete Containing Nano-Particles for Pavement. Constr. Build. Mater. 2011, 25, 608–616. [Google Scholar] [CrossRef]
- Li, H.; Zhang, M.; Ou, J. Abrasion Resistance of Concrete Containing Nano-Particles for Pavement. Wear 2006, 260, 1262–1266. [Google Scholar] [CrossRef]
- Bautista-Gutierrez, K.P.; Herrera-May, A.L.; Santamaría-López, J.M.; Honorato-Moreno, A.; Zamora-Castro, S.A. Recent Progress in Nanomaterials for Modern Concrete Infrastructure: Advantages and Challenges. Materials 2019, 12, 3548. [Google Scholar] [CrossRef] [PubMed]
- Yu, R.; Spiesz, P.; Brouwers, H.J.H. Effect of Nano-Silica on the Hydration and Microstructure Development of Ultra-High Performance Concrete (Uhpc) with a Low Binder Amount. Constr. Build. Mater. 2014, 65, 140–150. [Google Scholar] [CrossRef]
- Thomas, J.J.; Jennings, H.M.; Chen, J.J. Influence of Nucleation Seeding on the Hydration Mechanisms of Tricalcium Silicate and Cement. J. Phys. Chem. C 2009, 113, 4327–4334. [Google Scholar] [CrossRef]
- Jang, J.G.; Lee, H. Effect of Fly Ash Characteristics on Delayed High-Strength Development of Geopolymers. Constr. Build. Mater. 2016, 102, 260–269. [Google Scholar] [CrossRef]
- Lee, W.K.W.; van Deventer, J.S.J. The Effects of Inorganic Salt Contamination on the Strength and Durability of Geopolymers. Colloids Surf. A Physicochem. Eng. Asp. 2002, 211, 115–126. [Google Scholar] [CrossRef]
- Singh, L.P.; Bhattacharyya, S.K.; Shah, S.P.; Mishra, G.; Ahalawat, S.; Sharma, U. Studies on Early Stage Hydration of Tricalcium Silicate Incorporating Silica Nanoparticles: Part, I. Constr. Build. Mater. 2015, 74, 278–286. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mix Design Formulation of Alkali Activated Mortars | ||||||
|---|---|---|---|---|---|---|
| Materials (mass, %) | AAMs1 | AAMs2 | AAMs3 | AAMs4 | AAMs5 | |
| Binder (B) | FA | 70 | 70 | 70 | 70 | 70 |
| GBFS | 30 | 25 | 20 | 15 | 10 | |
| BGWNP | 0 | 5 | 10 | 15 | 20 | |
| Binder:Fine aggregate (B:A) | 1.0 | 1.0 | 1.0 | 1.0 | 1.0 | |
| Solution:Binder (S:B) | 0.40 | 0.40 | 0.40 | 0.40 | 0.40 | |
| Na2SiO3:NaOH | 0.75 | 0.75 | 0.75 | 0.75 | 0.75 | |
| Sodium hydroxide (NaOH) | Molarity, M | 2.0 | 2.0 | 2.0 | 2.0 | 2.0 |
| H2O | 92.6 | 92.6 | 92.6 | 92.6 | 92.6 | |
| Na2O | 7.4 | 7.4 | 7.4 | 7.4 | 7.4 | |
| Sodium silicate (Na2SiO3) | H2O | 55.8 | 55.8 | 55.8 | 55.8 | 55.8 |
| Na2O | 14.7 | 14.7 | 14.7 | 14.7 | 14.7 | |
| SiO2 | 29.5 | 29.5 | 29.5 | 29.5 | 29.5 | |
| Total H2O in alkaline solution | 76.8 | 76.8 | 76.8 | 76.8 | 76.8 | |
| Modulus of solution (Ms) SiO2:Na2O | 1.2 | 1.2 | 1.2 | 1.2 | 1.2 | |
| Material | FA | GBFS | BGWNP |
|---|---|---|---|
| SiO2 | 57.20 | 30.8 | 69.14 |
| Al2O3 | 28.8 | 10.9 | 13.86 |
| Fe2O3 | 3.67 | 0.64 | 0.24 |
| CaO | 5.16 | 51.8 | 3.16 |
| MgO | 1.48 | 4.57 | 0.68 |
| K2O | 0.94 | 0.36 | 0.01 |
| Na2O | 0.08 | 0.45 | 0.01 |
| SO3 | 0.10 | 0.06 | 4.08 |
| LOT | 0.12 | 0.22 | 0.16 |
| Others | 2.45 | 0.20 | 8.66 |
| Physical characteristics | |||
| Average diameter (nm) | 10,000 | 12,800 | 80 |
| Colour | Gray | Off-white | Light-gray |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Samadi, M.; Shah, K.W.; Huseien, G.F.; Lim, N.H.A.S. Influence of Glass Silica Waste Nano Powder on the Mechanical and Microstructure Properties of Alkali-Activated Mortars. Nanomaterials 2020, 10, 324. https://doi.org/10.3390/nano10020324
Samadi M, Shah KW, Huseien GF, Lim NHAS. Influence of Glass Silica Waste Nano Powder on the Mechanical and Microstructure Properties of Alkali-Activated Mortars. Nanomaterials. 2020; 10(2):324. https://doi.org/10.3390/nano10020324
Chicago/Turabian StyleSamadi, Mostafa, Kwok Wei Shah, Ghasan Fahim Huseien, and Nor Hasanah Abdul Shukor Lim. 2020. "Influence of Glass Silica Waste Nano Powder on the Mechanical and Microstructure Properties of Alkali-Activated Mortars" Nanomaterials 10, no. 2: 324. https://doi.org/10.3390/nano10020324
APA StyleSamadi, M., Shah, K. W., Huseien, G. F., & Lim, N. H. A. S. (2020). Influence of Glass Silica Waste Nano Powder on the Mechanical and Microstructure Properties of Alkali-Activated Mortars. Nanomaterials, 10(2), 324. https://doi.org/10.3390/nano10020324