Effects of Chemical Compositions on Plating Characteristics of Alkaline Non-Cyanide Electrogalvanized Coatings

 ,
,  , , and
, , and
Abstract
1. Introduction
2. Materials and Methods
2.1. Electrodeposition Setup
2.2. Plating Characteristics
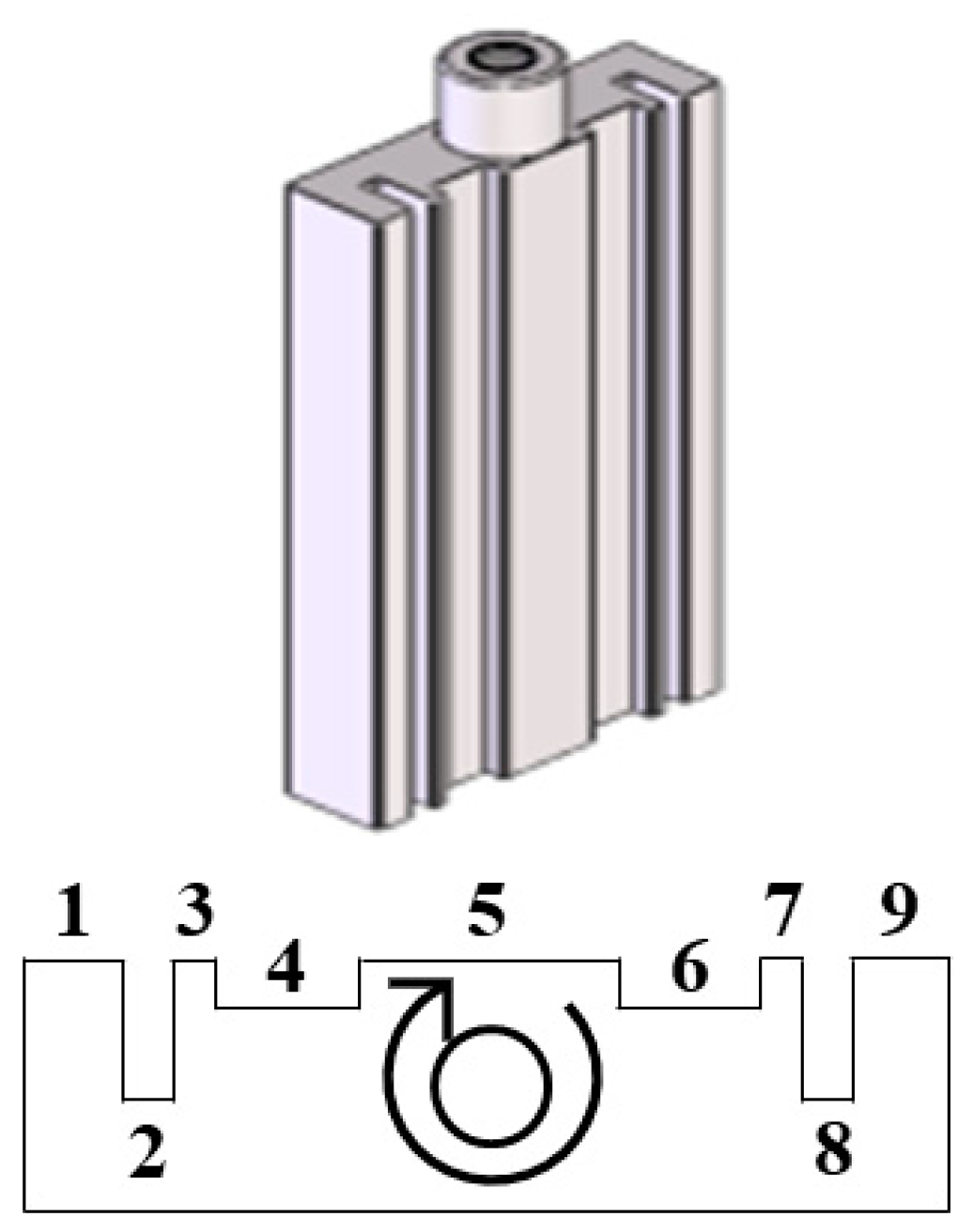
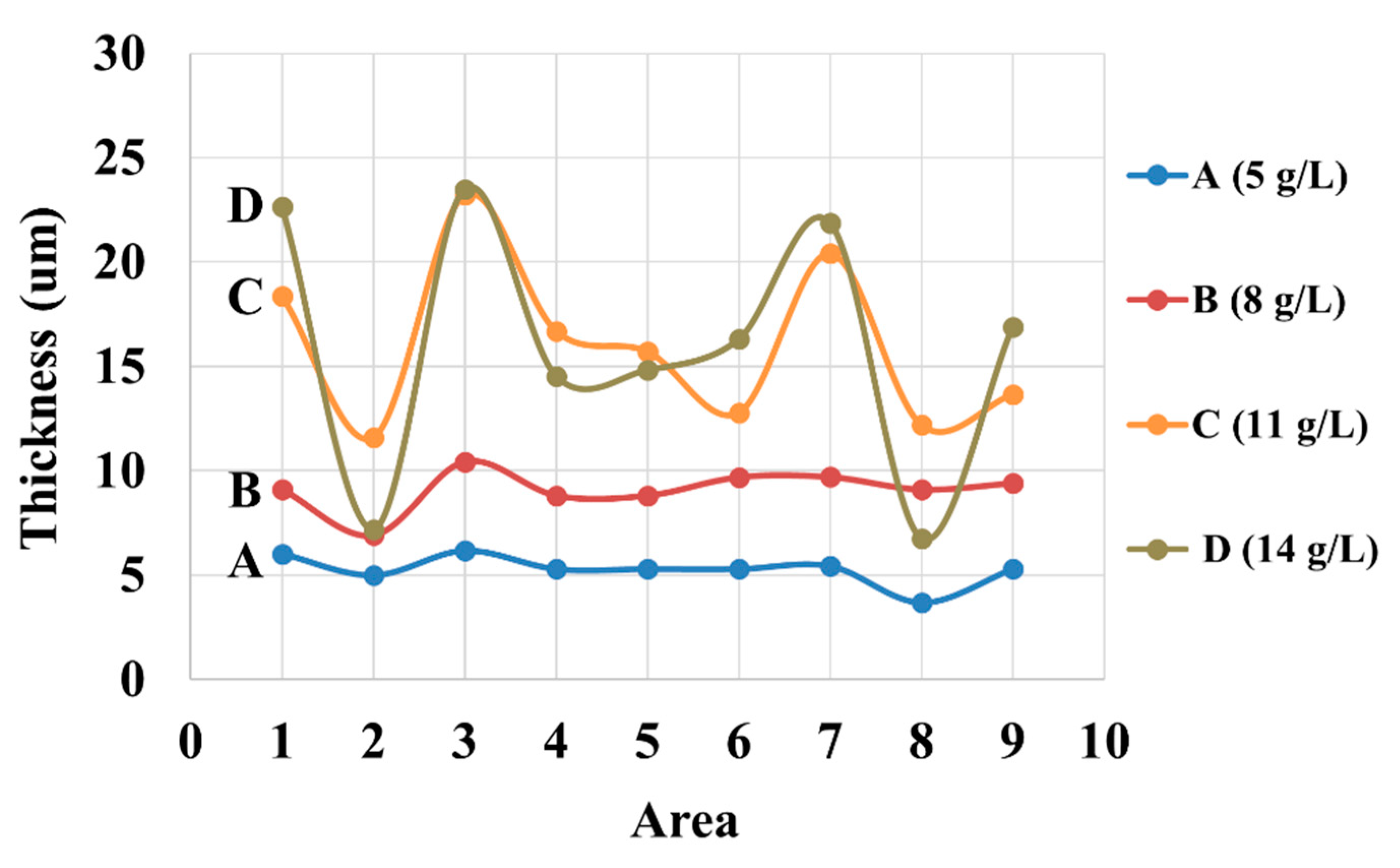
2.2.1. Plating Uniformity Assessment
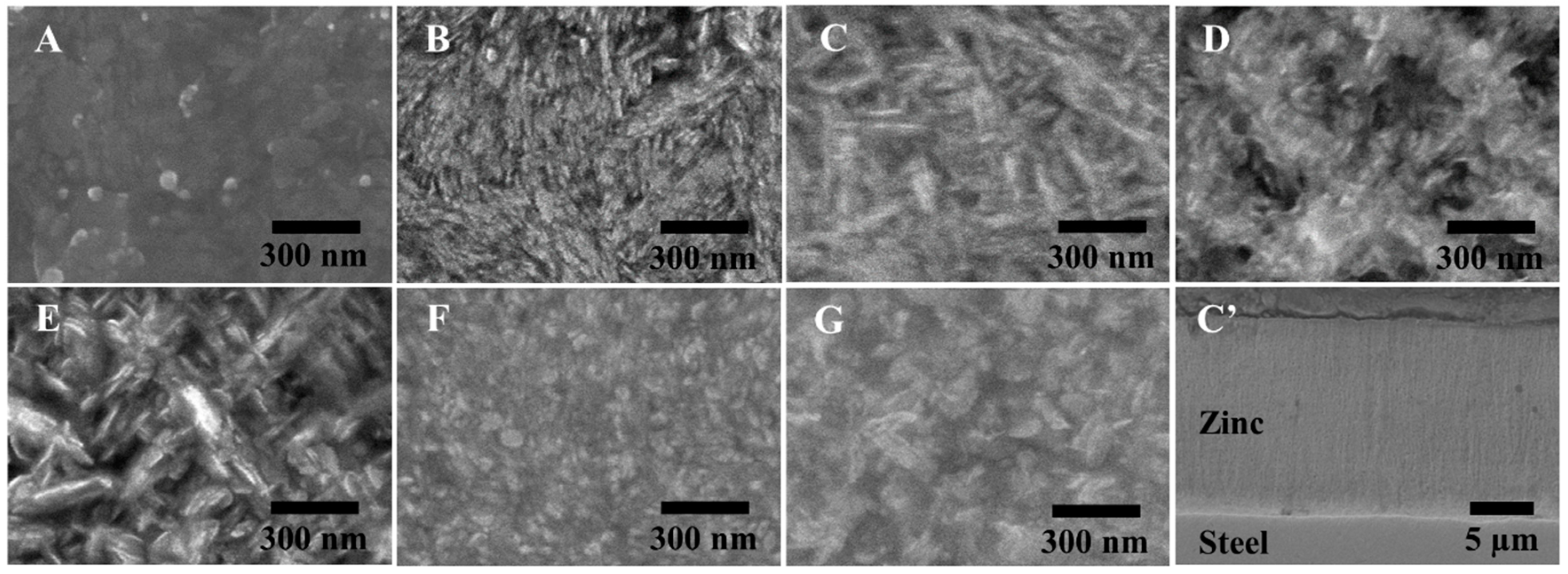
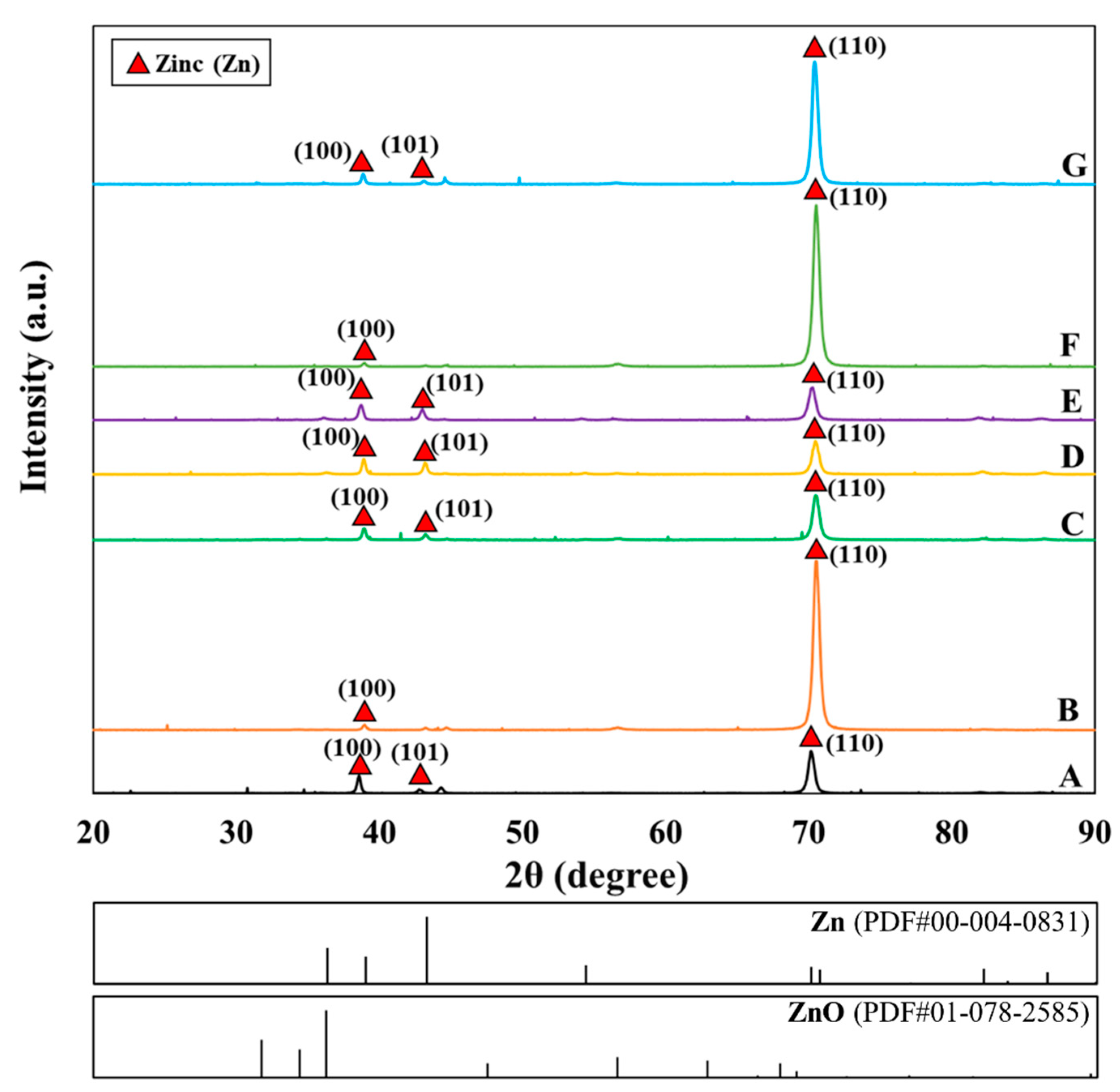
2.2.2. Structural Examination
2.3. Stress Measurements
2.3.1. In-Situ Stress Measurement
2.3.2. Ex-situ Stress Measurement
3. Results and Discussion
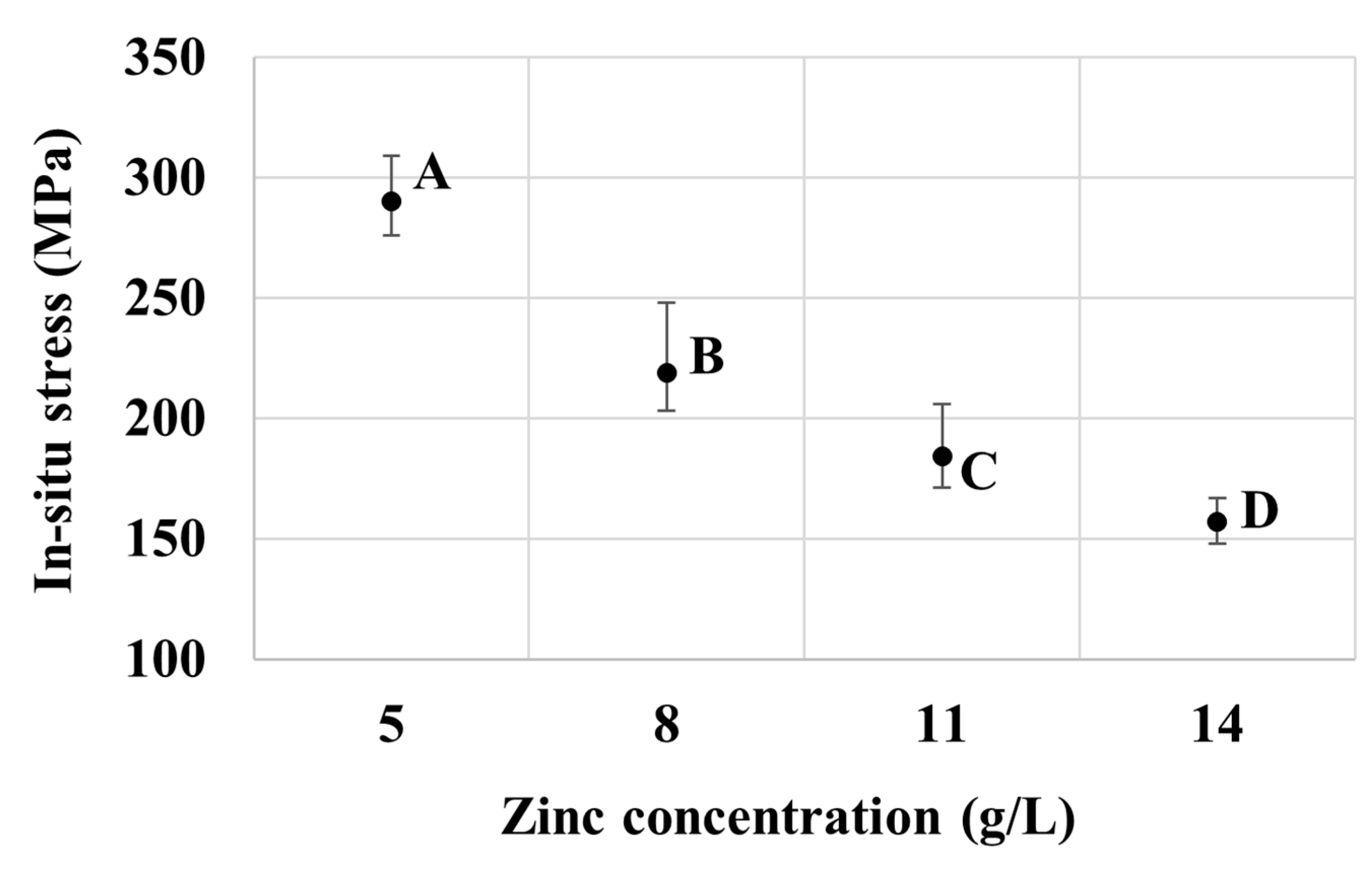
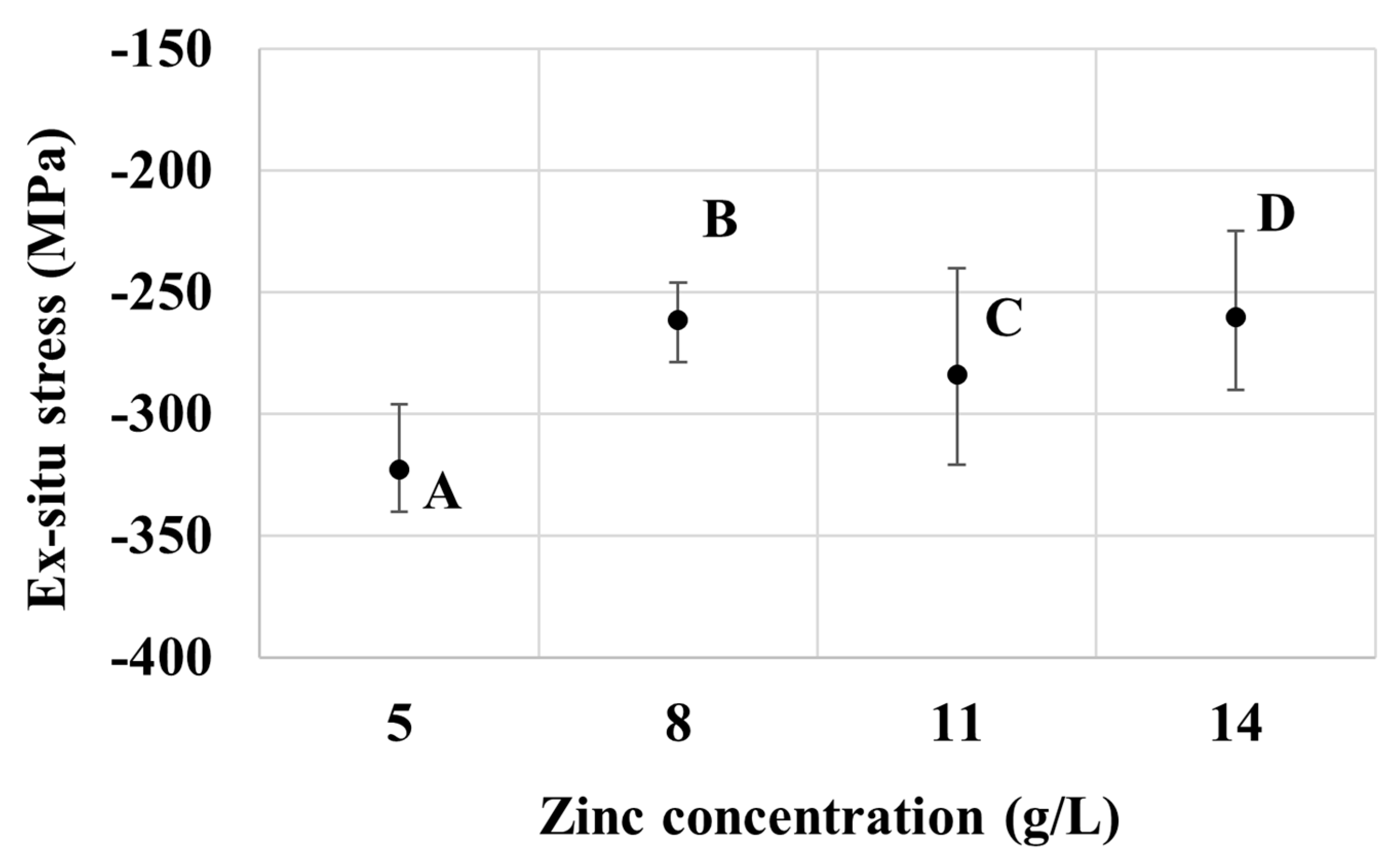
3.1. Effects of Zinc Concentration
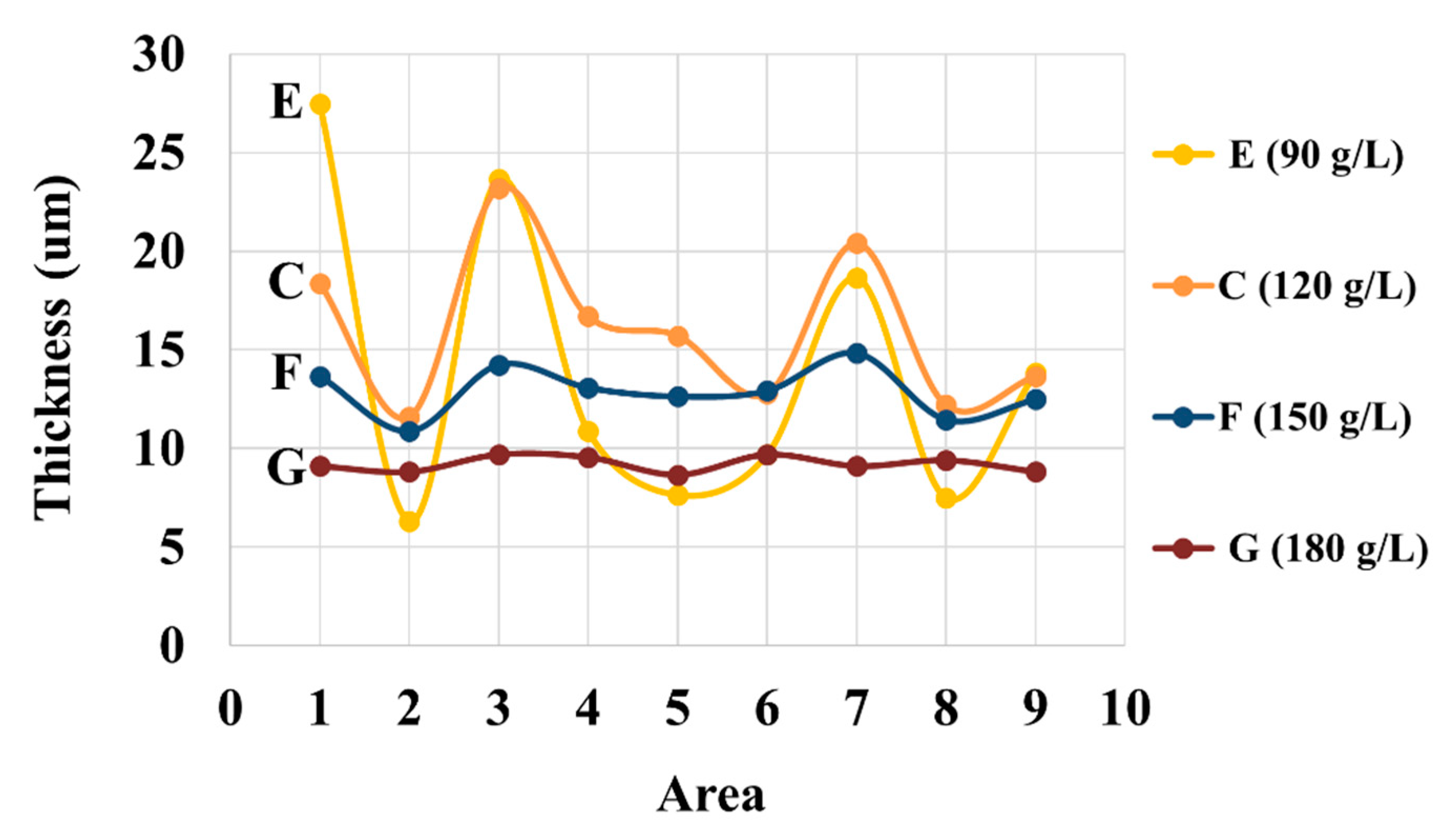
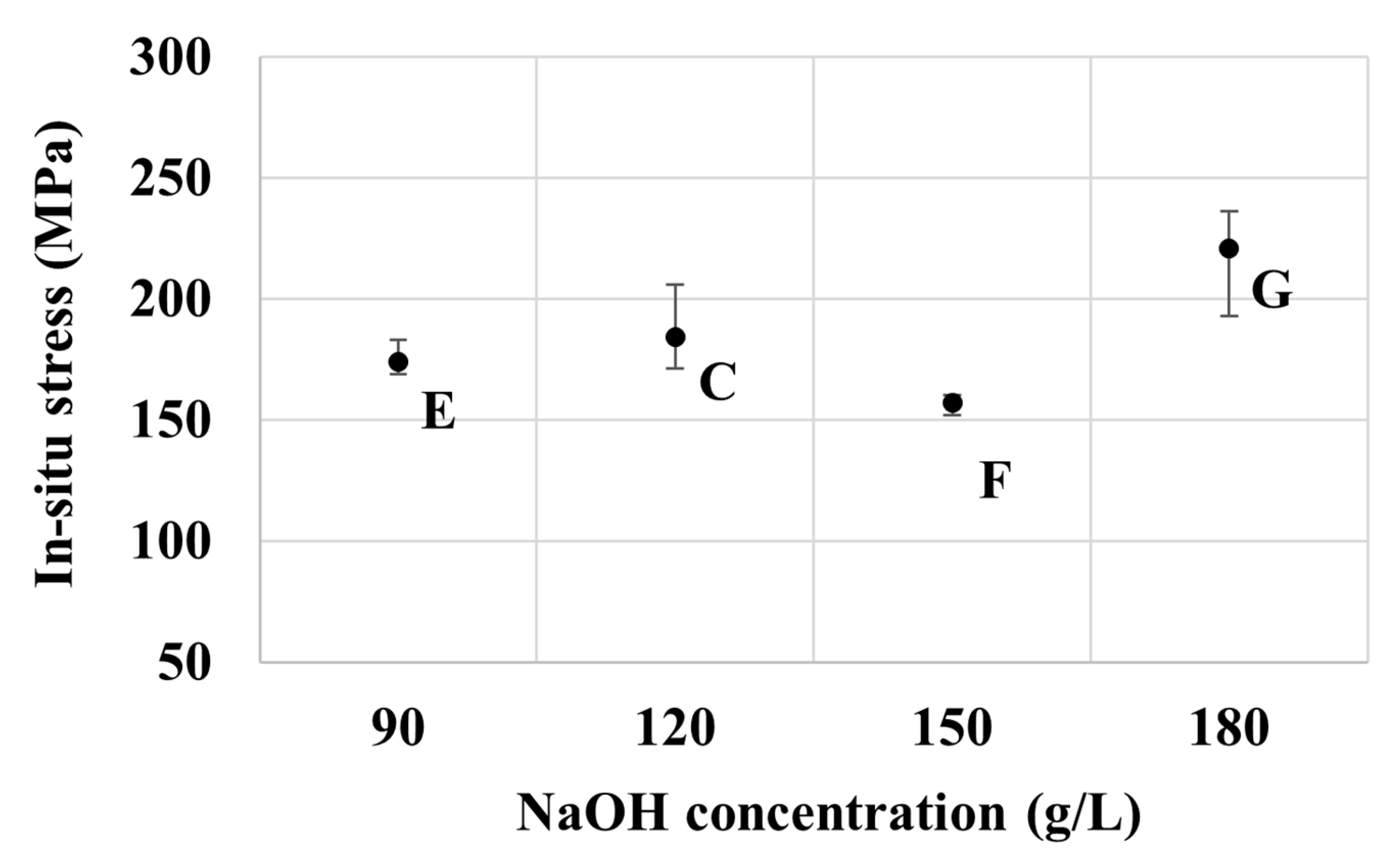
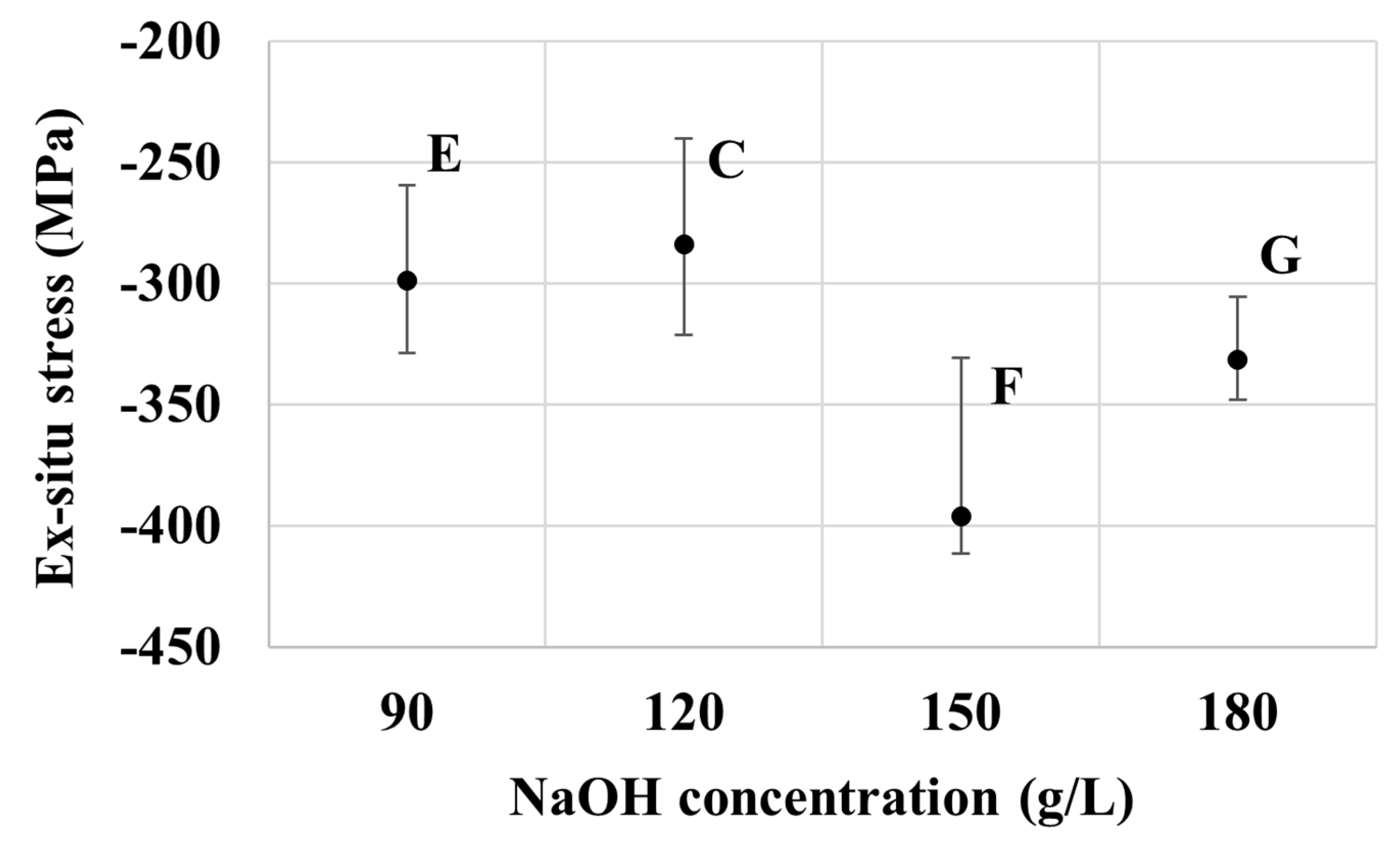
3.2. Effects of NaOH Concentration
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Winand, R. Electrodeposition of Zinc and Zinc Alloys. In Modern Electroplating; Wiley: Hoboken, NJ, USA, 2011; pp. 285–307. [Google Scholar]
- Nayana, K.O.; Adarakatti, P.S.; Venkatesha, T.V.; Malingappa, P. Effect of additives on nanocrystalline bright Zn–Ni–Fe alloy electrodeposit properties. Surf. Eng. 2019, 35, 1061–1069. [Google Scholar] [CrossRef]
- Li, Q.; Lu, H.; Cui, J.; An, M.; Li, D. Electrodeposition of nanocrystalline zinc on steel for enhanced resistance to corrosive wear. Surf. Coat. Technol. 2016, 304, 567–573. [Google Scholar] [CrossRef]
- Todt, H.G. The Current State of Zinc Deposition from Alkaline and Acid Electrolytes. Trans. IMF 1973, 51, 91–96. [Google Scholar] [CrossRef]
- Vasilakopoulos, D.; Bouroushian, M.; Spyrellis, N. Electrocrystallisation of zinc from acidic sulphate baths; A nucleation and crystal growth process. Electrochimica Acta 2009, 54, 2509–2514. [Google Scholar] [CrossRef]
- Trejo, G.; Ortega, B.R.; Meas, Y.; Ozil, P.; Chainet, E.; Nguyen, B. Nucleation and Growth of Zinc from Chloride Concentrated Solutions. J. Electrochem. Soc. 1998, 145, 4090–4097. [Google Scholar] [CrossRef]
- Bai, A.; Yang, K.-L.; Chen, H.-L.; Hong, Y.-H.; Chang, S.-B. High current density on electroplating smooth alkaline zinc coating. MATEC Web Conf. 2017, 123, 24. [Google Scholar] [CrossRef]
- Bapu, G.N.K.R.; Devaraj, G.; Ayyapparaj, J. Studies on non-cyanide alkaline zinc electrolytes. J. Solid State Electrochem. 1998, 3, 48–51. [Google Scholar] [CrossRef]
- Li, Y.; Du, N.; Shu, W.; Wang, S.; Zhao, Q. Electrodeposition Behavior of Zinc in Alkaline Zincate Electrolyte. J. Chin. Soc. Corros. Prot. 2014, 34, 89–94. [Google Scholar] [CrossRef]
- Abibsi, A.; Dennis, J.K.; Short, N.R. The Effect of Plating Variables on Zinc-Nickel Alloy Electrodeposition. Trans. IMF 1991, 69, 145–148. [Google Scholar] [CrossRef]
- Wang, R.Y.; Kirk, D.W.; Zhang, G.X. Effects of Deposition Conditions on the Morphology of Zinc Deposits from Alkaline Zincate Solutions. J. Electrochem. Soc. 2006, 153, C357–C364. [Google Scholar] [CrossRef]
- Aykac, B.; Erdogan, M.; Karakaya, I. Determination of Internal Stress of Ni Electroplated Samples in Sulphamate Solutions. ECS Trans. 2017, 77, 1079–1084. [Google Scholar] [CrossRef][Green Version]
- Rao, Z.; Hearne, S.J.; Chason, E. The Effects of Plating Current, Grain Size, and Electrolyte on Stress Evolution in Electrodeposited Ni. J. Electrochem. Soc. 2018, 166, D3212–D3218. [Google Scholar] [CrossRef]
- Bernhard, T.; Bamberg, S.; Brüning, F.; Brüning, R.; Gregoriades, L.J.; Sharma, T.; Brown, D.; Klaus, M.; Genzel, C. Analysis of stress/strain in Electroless Copper Films. Int. Symp. Microelectron. 2013, 2013, 000026–000030. [Google Scholar] [CrossRef]
- Miyama, K.; Yoshida, K.; Saitou, S.; Takashima, T. Effects of internal stress of electroless Ni plating on solder joining strength. In Proceedings of the 2015 International Conference on Electronic Packaging and iMAPS All Asia Conference (ICEP-IAAC), Kyoto, Japan, 14–17 April 2015; pp. 800–803. [Google Scholar]
- Armyanov, S.; Sotirova, G. Residual stress in electrodeposited zinc. Surf. Technol. 1979, 8, 311–318. [Google Scholar] [CrossRef]
- Ortiz-Aparicio, J.L.; Meas, Y.; Trejo, G.; Ortega, R.; Chapman, T.W.; Chainet, E. Effects of organic additives on zinc electrodeposition from alkaline electrolytes. J. Appl. Electrochem. 2012, 43, 289–300. [Google Scholar] [CrossRef]
- Kavitha, B.; Santhosh, P.; Renukadevi, M.; Kalpana, A.; Shakkthivel, P.; Vasudevan, T. Role of organic additives on zinc plating. Surf. Coatings Technol. 2006, 201, 3438–3442. [Google Scholar] [CrossRef]
- Song, K.-D.; Kim, K.-B.; Han, S.-H.; Lee, H. Effect of Additives on Hydrogen Evolution and Absorption during Zn Electrodeposition Investigated by EQCM. Electrochem. Solid-State Lett. 2004, 7, C20–C24. [Google Scholar] [CrossRef]
- Nayana, K.; Venkatesha, V.T. Synergistic effects of additives on morphology, texture and discharge mechanism of zinc during electrodeposition. J. Electroanal. Chem. 2011, 663, 98–107. [Google Scholar] [CrossRef]
- Raeissi, K.; Saatchi, A.; Golozar, M. Effect of nucleation mode on the morphology and texture of electrodeposited zinc. J. Appl. Electrochem. 2003, 33, 635–642. [Google Scholar] [CrossRef]
- Yu, Y.D.; Wei, G.Y.; Lou, J.-D.; Ge, H.L.; Sun, L.X.; Zhu, L.Z. Influence of bath temperature on zinc plating and passivation process. Surf. Eng. 2013, 29, 234–239. [Google Scholar] [CrossRef]
- Yuan, L.; Ding, Z.-Y.; Liu, S.-J.; Shu, W.-F.; He, Y.-N. Effects of additives on zinc electrodeposition from alkaline zincate solution. Trans. Nonferrous Met. Soc. China 2017, 27, 1656–1664. [Google Scholar] [CrossRef]
- Savall, C.; Rebere, C.; Sylla, D.; Gadouleau, M.; Refait, P.; Creus, J. Morphological and structural characterisation of electrodeposited Zn–Mn alloys from acidic chloride bath. Mater. Sci. Eng. A 2006, 430, 165–171. [Google Scholar] [CrossRef]
- Saber, K.; Koch, C.; Fedkiw, P. Pulse current electrodeposition of nanocrystalline zinc. Mater. Sci. Eng. A 2003, 341, 174–181. [Google Scholar] [CrossRef]
- Alias, N.; Mohamad, A.A. Morphology study of electrodeposited zinc from zinc sulfate solutions as anode for zinc-air and zinc-carbon batteries. J. King Saud Univ. Eng. Sci. 2015, 27, 43–48. [Google Scholar] [CrossRef]
- Fayomi, O.S.I.; Popoola, P. An Investigation of the Properties of Zn Coated Mild Steel. Int. J. Electrochem. Sci. 2012, 7, 6555–6570. [Google Scholar]
- Wanotayan, T.; Boonyongmaneerat, Y.; Panpranot, J.; Tada, E.; Nishikata, A. Electrochemical Evaluation of Corrosion Resistance of Trivalent Chromate Conversion Coatings with Different Organic Additives. ISIJ Int. 2018, 58, 1316–1323. [Google Scholar] [CrossRef]
- Ramanauskas, R.; Quintana, P.; Maldonado, L.; Pomes, R.; Pech-Canul, M.A. Corrosion resistance and microstructure of electrodeposited Zn and Zn alloy coatings. Surf. Coatings Technol. 1997, 92, 16–21. [Google Scholar] [CrossRef]
- Gamburg, Y.D.; Zangari, G. Theory and Practice of Metal Electrodeposition; Springer: New York, NY, USA, 2011. [Google Scholar]
- Ouakki, M.; El Fazazi, A.; Cherkaoui, M. Electrochemical deposition of Zinc on mild steel. Mediterr. J. Chem. 2019, 8, 30–41. [Google Scholar] [CrossRef]
- Sälzer, F.; Pescara, L.P.; Franke, F.; Müller, C.; Winkler, J.; Schwalm, M.; Roling, B. Assessing the Ion Transport Properties of Highly Concentrated Non-Flammable Electrolytes in a Commercial Li-Ion Battery Cell. Batter. Supercaps 2019, 3, 117–125. [Google Scholar] [CrossRef]
- Hoffman, R. Stresses in thin films: The relevance of grain boundaries and impurities. Thin Solid Films 1976, 34, 185–190. [Google Scholar] [CrossRef]
- Nix, W.D.; Clemens, B.M. Crystallite coalescence: A mechanism for intrinsic tensile stresses in thin films. J. Mater. Res. 1999, 14, 3467–3473. [Google Scholar] [CrossRef]
- Abermann, R. Measurements of the intrinsic stress in thin metal films. Vaccum 1990, 41, 1279–1282. [Google Scholar] [CrossRef]
- Chason, E.; Engwall, A.; Rao, Z.; Nishimura, T. Kinetic model for thin film stress including the effect of grain growth. J. Appl. Phys. 2018, 123, 185305. [Google Scholar] [CrossRef]
- Watanabe, T. Chapter 1—Microstructure Control Theory of Plated Film. In Nano Plating—Microstructure Formation Theory of Plated Films and a Database of Plated Films; Watanabe, T., Ed.; Elsevier: Oxford, UK, 2004; pp. 1–94. [Google Scholar] [CrossRef]
- Armyanov, S.; Sotirova-Chakarova, G. Hydrogen Desorption and Internal Stress in Nickel Coatings Obtained by Periodic Electrodeposition. J. Electrochem. Soc. 1992, 139, 3454–3457. [Google Scholar] [CrossRef]
- Movahedi, N.; Murch, G.E.; Belova, I.V.; Fiedler, T. Effect of Heat Treatment on the Compressive Behavior of Zinc Alloy ZA27 Syntactic Foam. Materials 2019, 12, 792. [Google Scholar] [CrossRef]
- Kanani, N. Electroplating: Basic Principles, Processes and Practice; Elsevier Ltd.: Amsterdam, The Netherlands, 2004. [Google Scholar]
- Santos, D.M.F.; Sequeira, C.A.C.; Figueiredo, J.L. Hydrogen production by alkaline water electrolysis. Química Nova 2013, 36, 1176–1193. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Zn (g/L) | NaOH (g/L) | Zn:NaOH Ratio | |
|---|---|---|---|
| A | 5 | 120 | 0.042 |
| B | 8 | 120 | 0.067 |
| C | 11 | 120 | 0.092 |
| D | 14 | 120 | 0.117 |
| E | 11 | 90 | 0.122 |
| F | 11 | 150 | 0.073 |
| G | 11 | 180 | 0.061 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wanotayan, T.; Kantichaimongkol, P.; Chobaomsup, V.; Sattawitchayapit, S.; Schmid, K.; Metzner, M.; Chookajorn, T.; Boonyongmaneerat, Y. Effects of Chemical Compositions on Plating Characteristics of Alkaline Non-Cyanide Electrogalvanized Coatings. Nanomaterials 2020, 10, 2101. https://doi.org/10.3390/nano10112101
Wanotayan T, Kantichaimongkol P, Chobaomsup V, Sattawitchayapit S, Schmid K, Metzner M, Chookajorn T, Boonyongmaneerat Y. Effects of Chemical Compositions on Plating Characteristics of Alkaline Non-Cyanide Electrogalvanized Coatings. Nanomaterials. 2020; 10(11):2101. https://doi.org/10.3390/nano10112101
Chicago/Turabian StyleWanotayan, Thanyalux, Pongsakorn Kantichaimongkol, Viriyah Chobaomsup, Sirikarn Sattawitchayapit, Klaus Schmid, Martin Metzner, Tongjai Chookajorn, and Yuttanant Boonyongmaneerat. 2020. "Effects of Chemical Compositions on Plating Characteristics of Alkaline Non-Cyanide Electrogalvanized Coatings" Nanomaterials 10, no. 11: 2101. https://doi.org/10.3390/nano10112101
APA StyleWanotayan, T., Kantichaimongkol, P., Chobaomsup, V., Sattawitchayapit, S., Schmid, K., Metzner, M., Chookajorn, T., & Boonyongmaneerat, Y. (2020). Effects of Chemical Compositions on Plating Characteristics of Alkaline Non-Cyanide Electrogalvanized Coatings. Nanomaterials, 10(11), 2101. https://doi.org/10.3390/nano10112101