The Effect of Fullerene Soot Nanoparticles on the Microstructure and Properties of Copper-Based Composites


 ,
,
Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
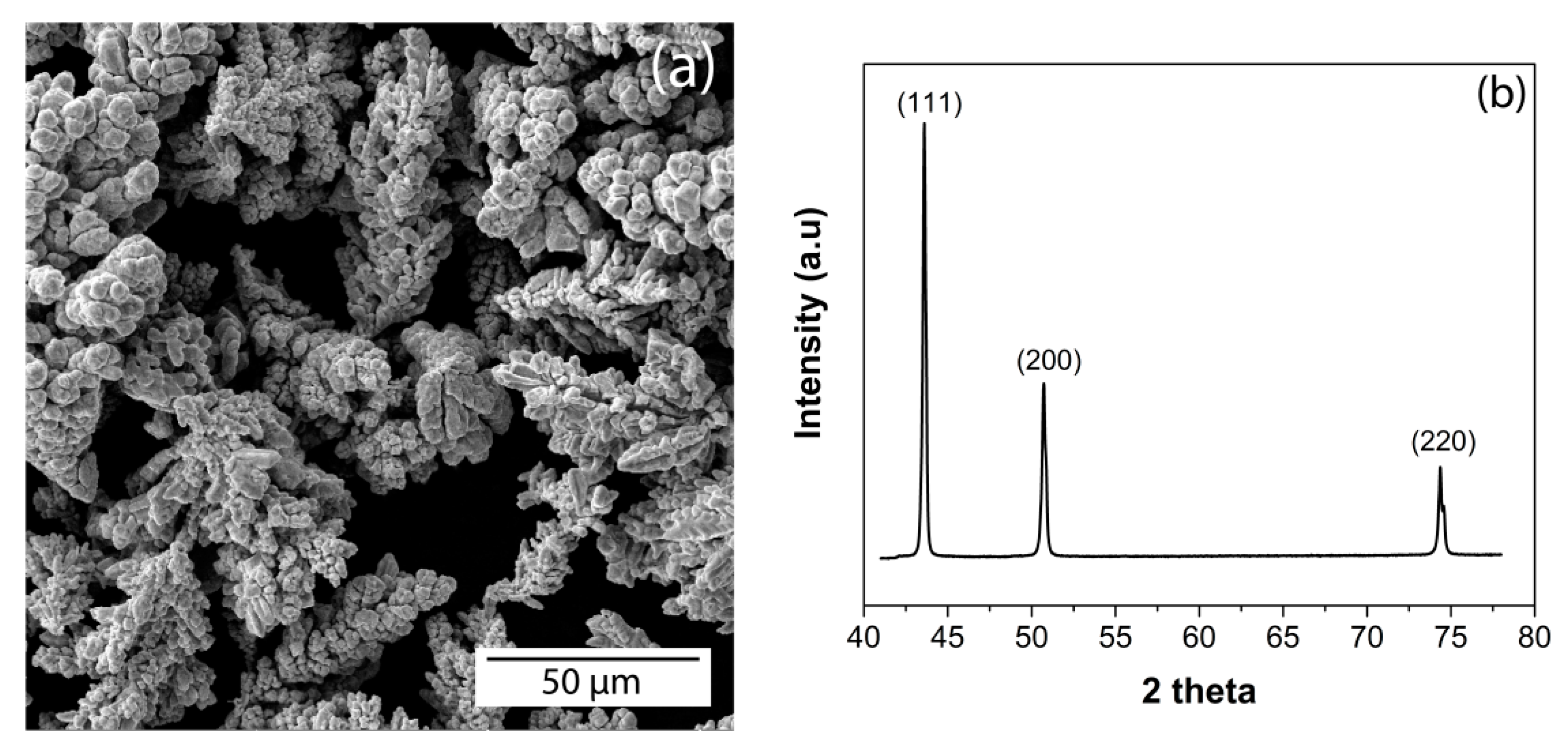
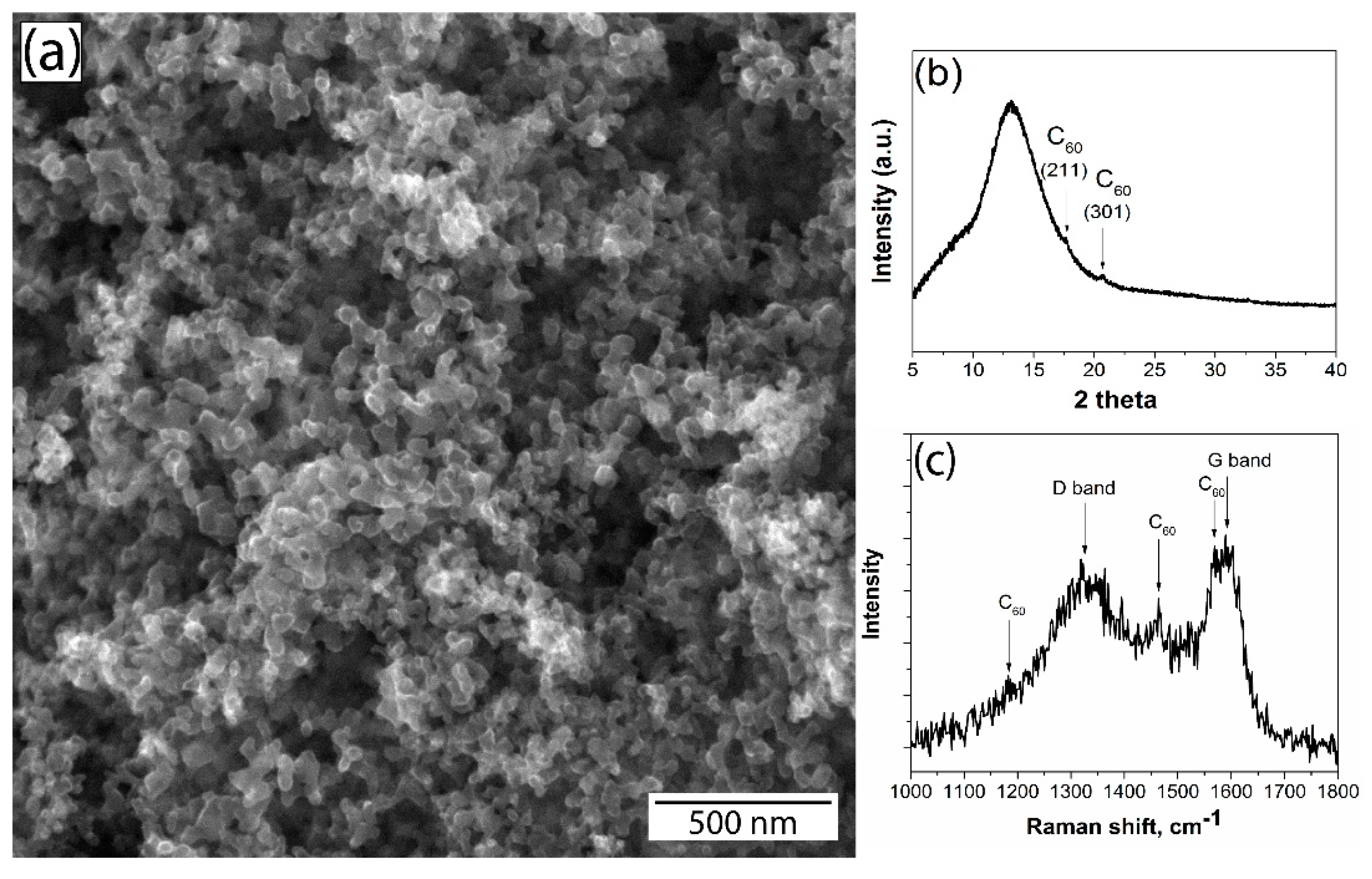
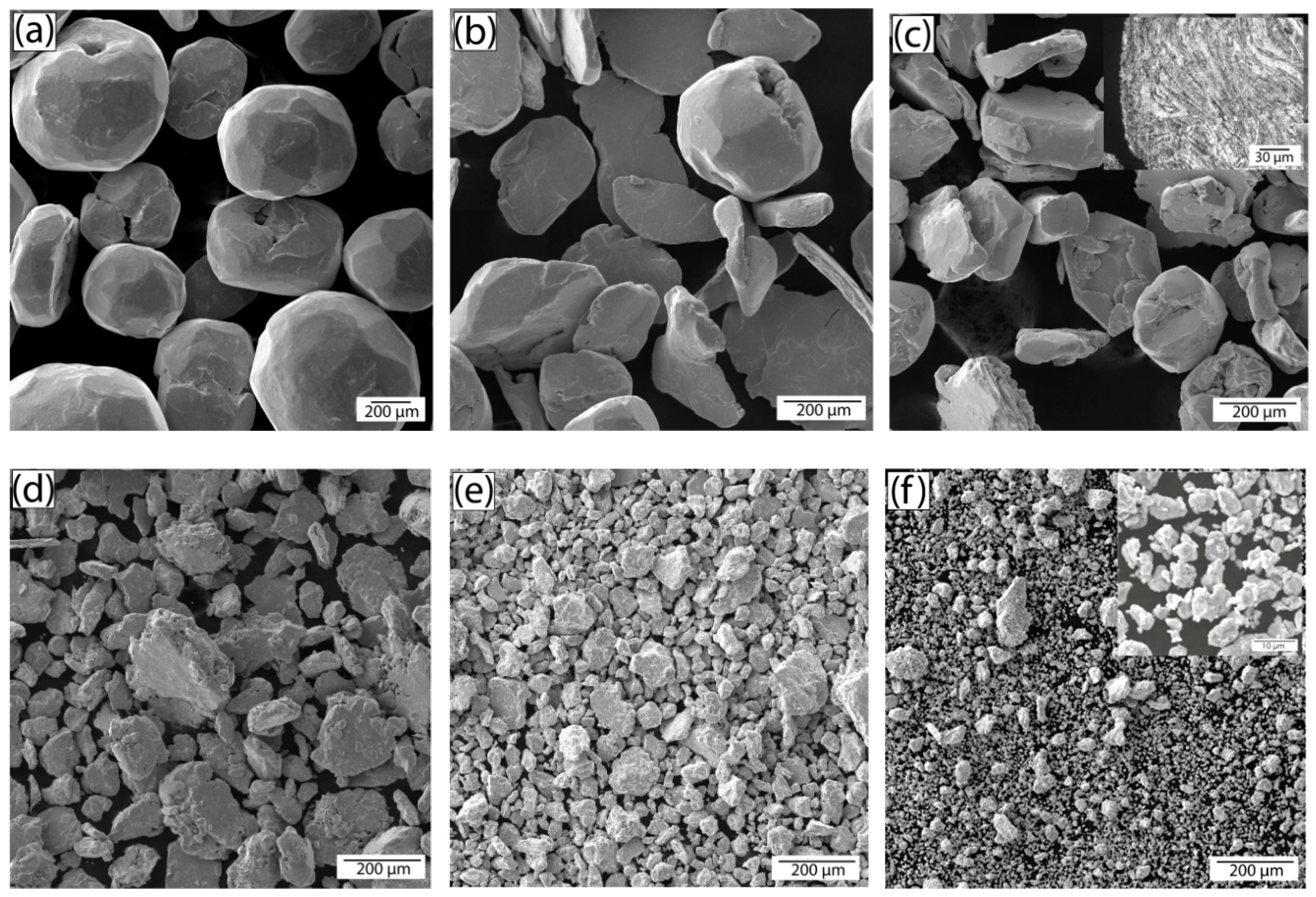
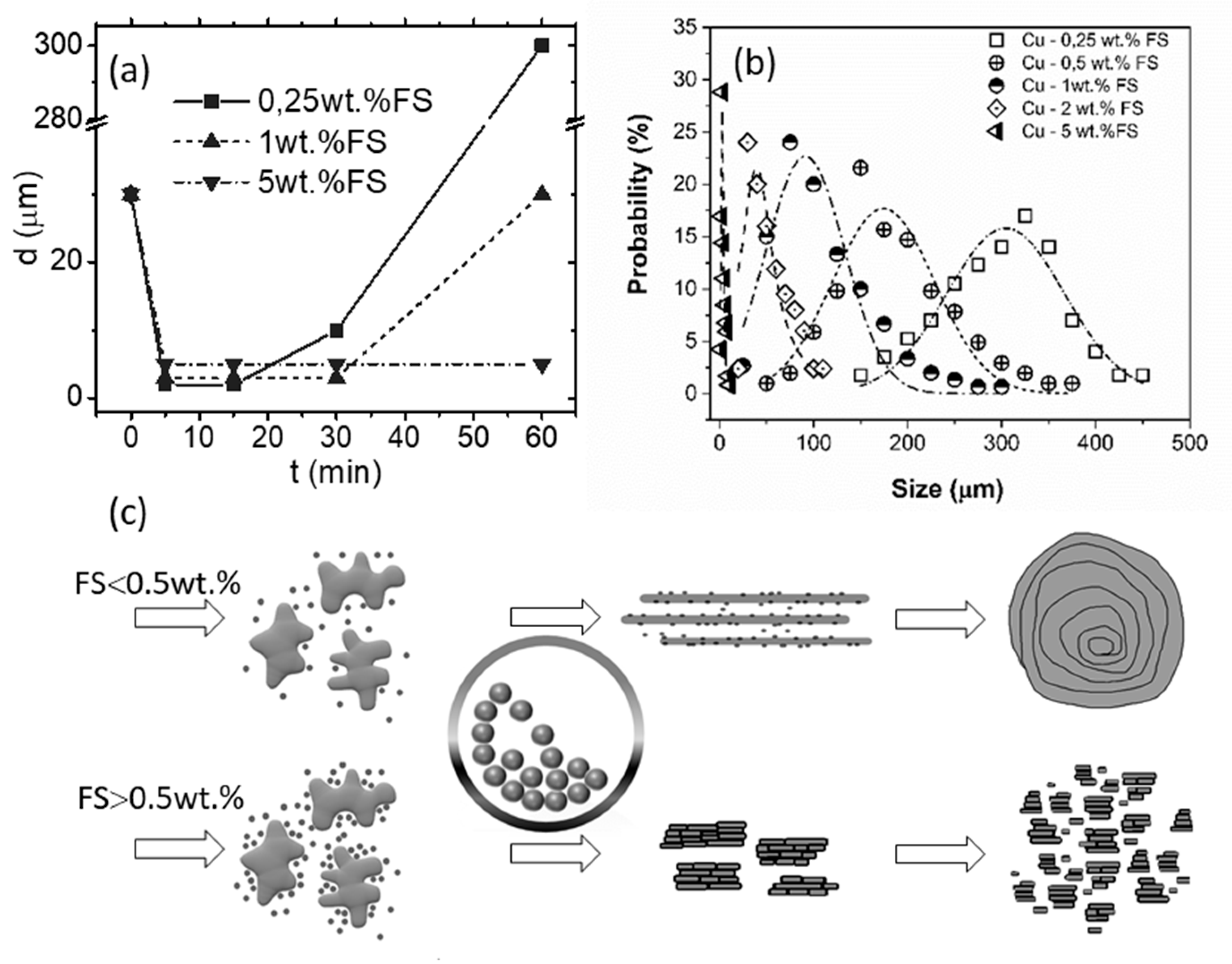
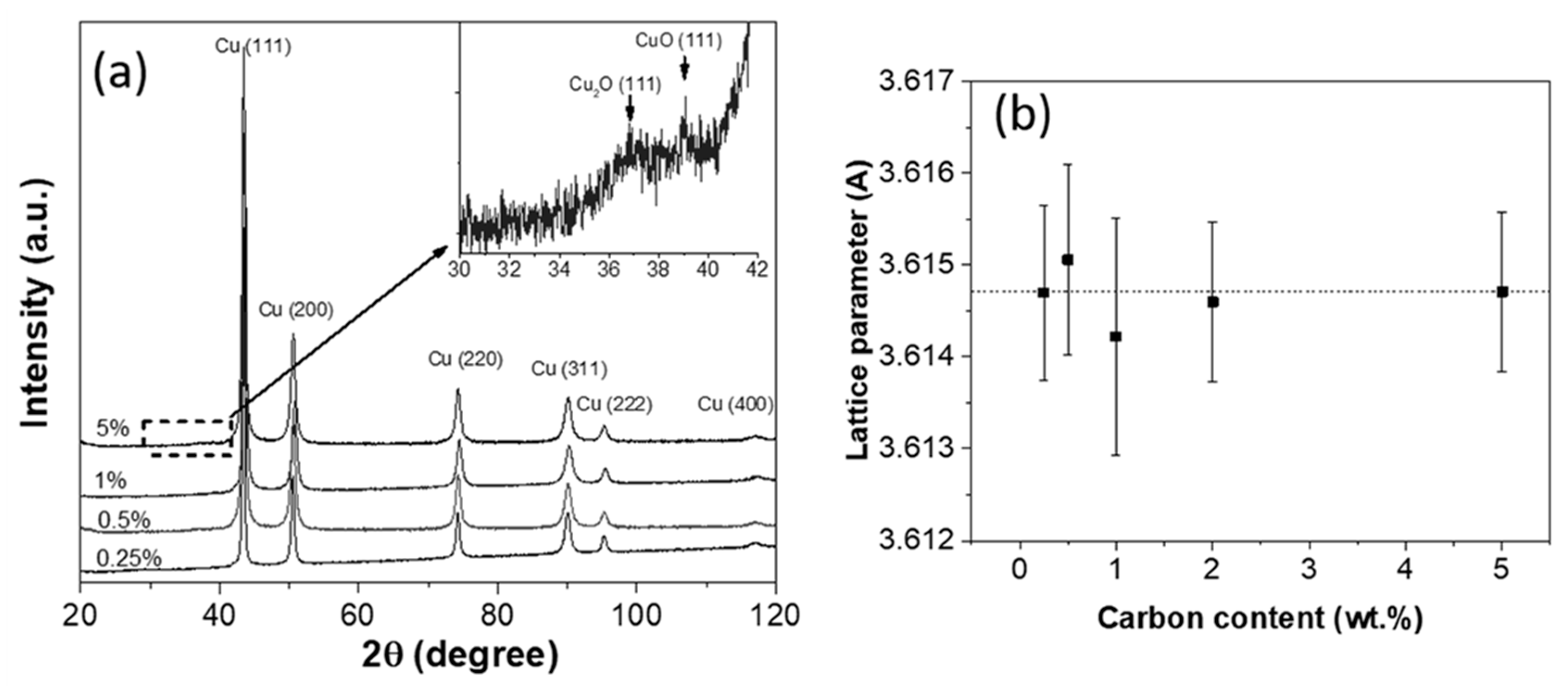
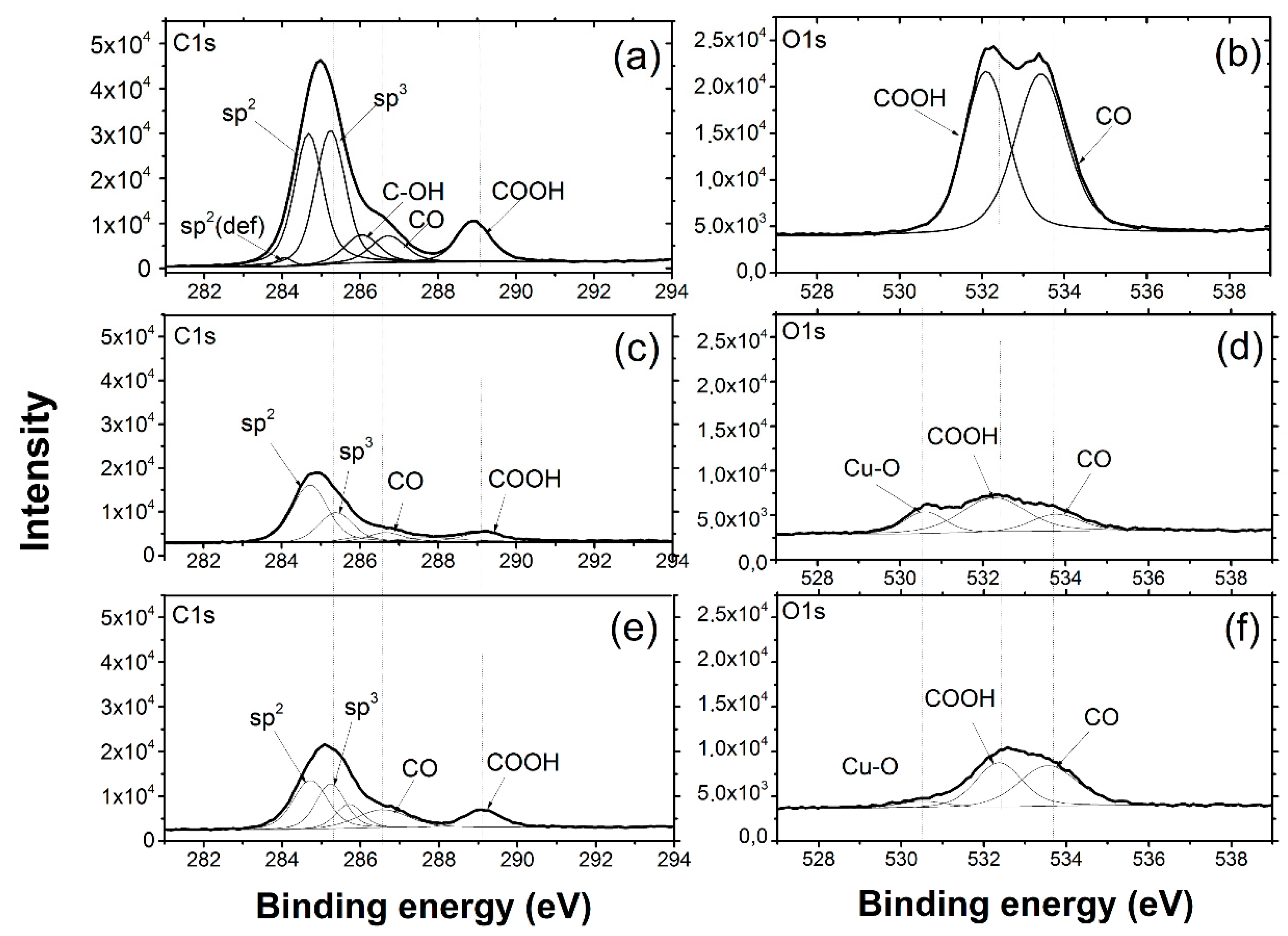
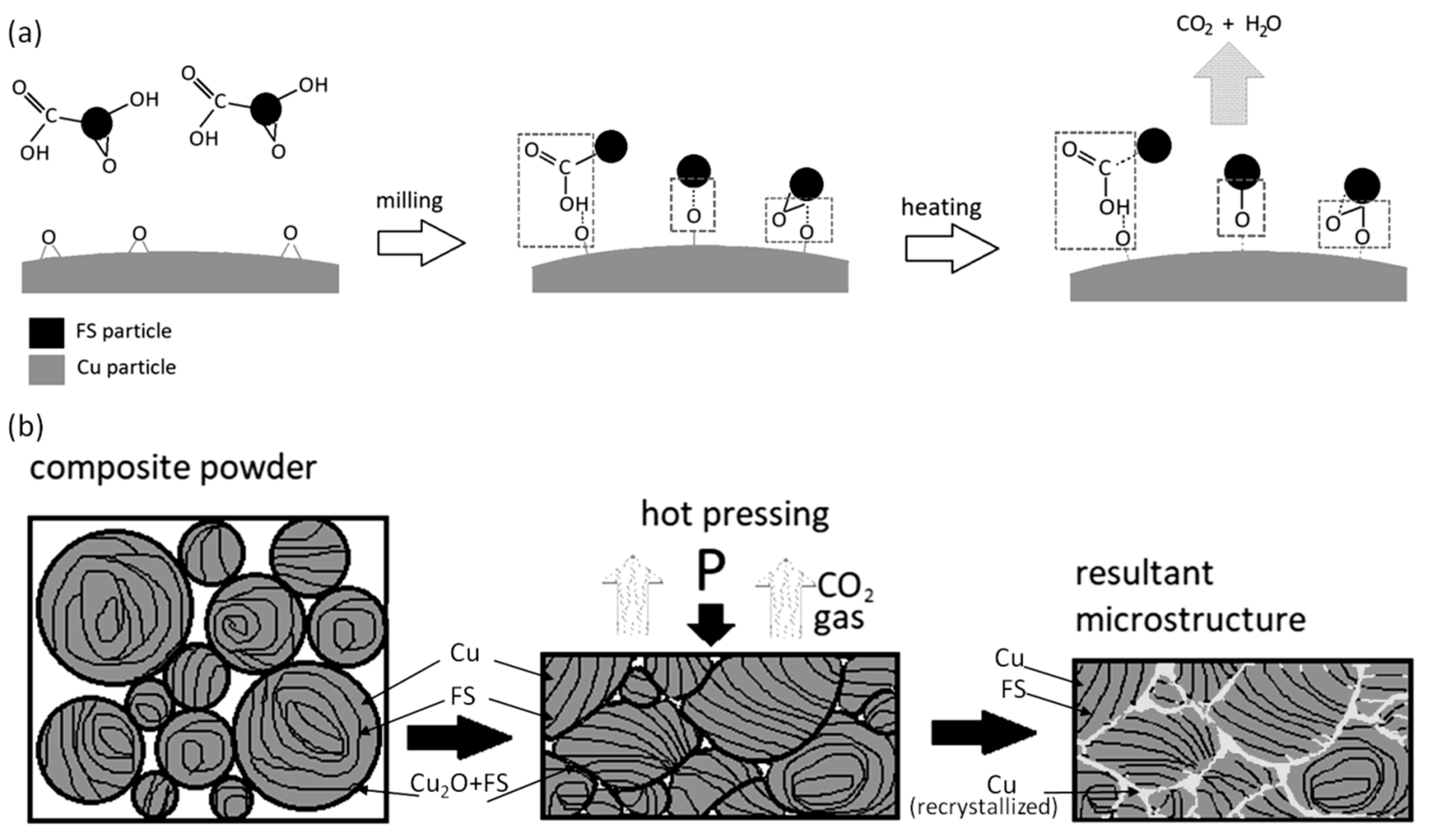
3.1. Cu-FS Composite Powders
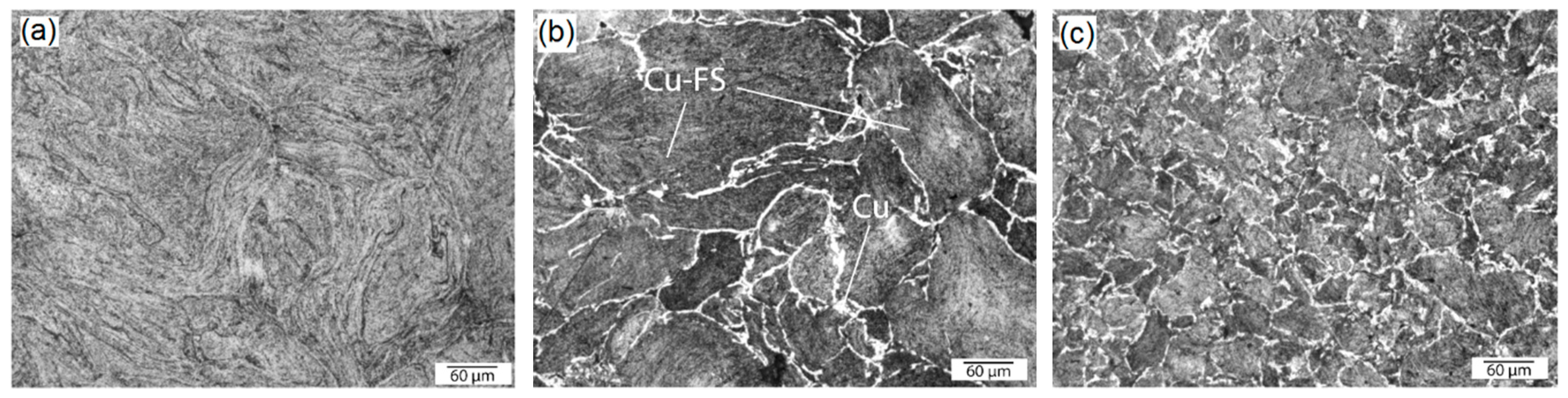
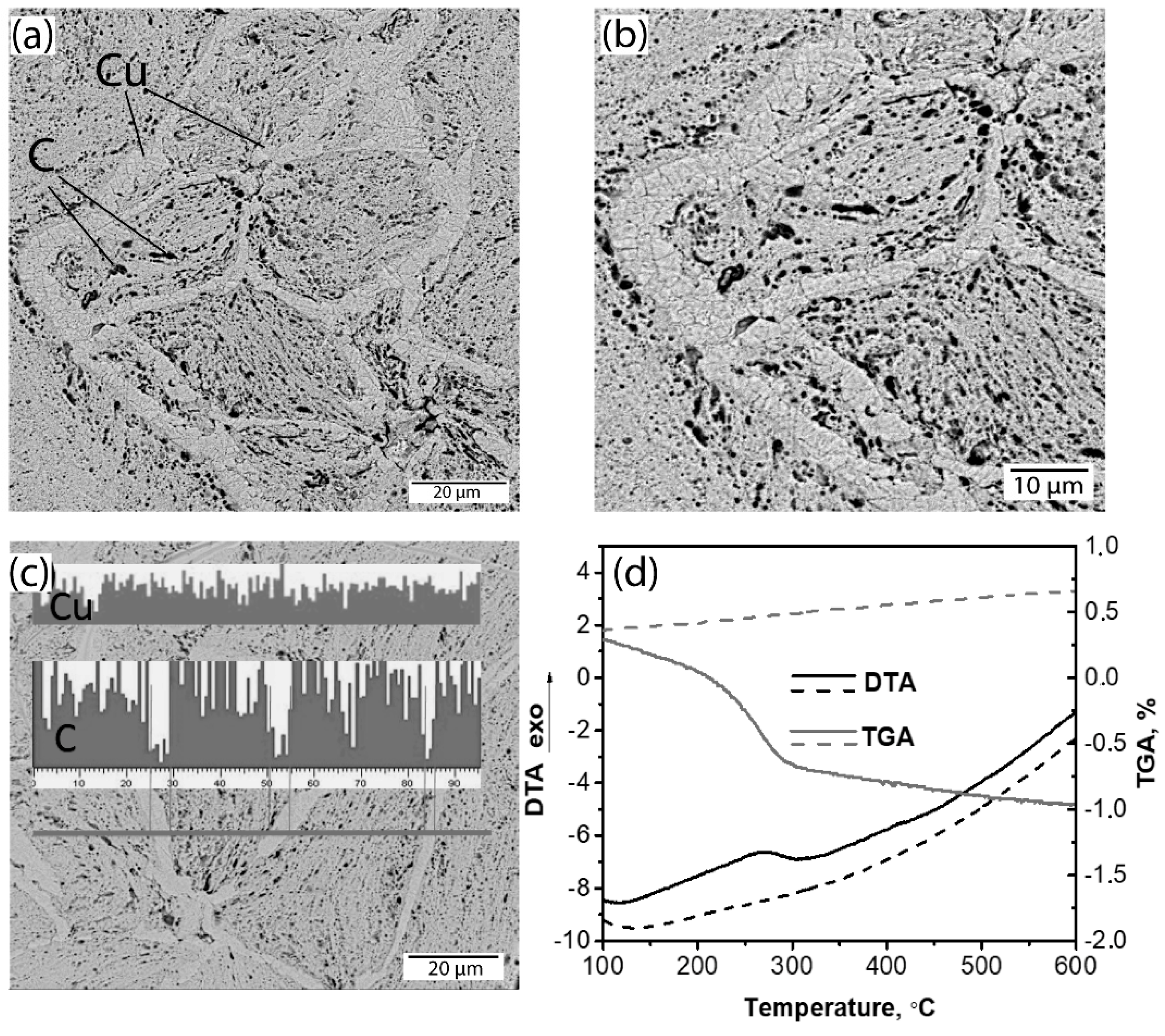
3.2. Microstructure of Cu-FS Compact Composites
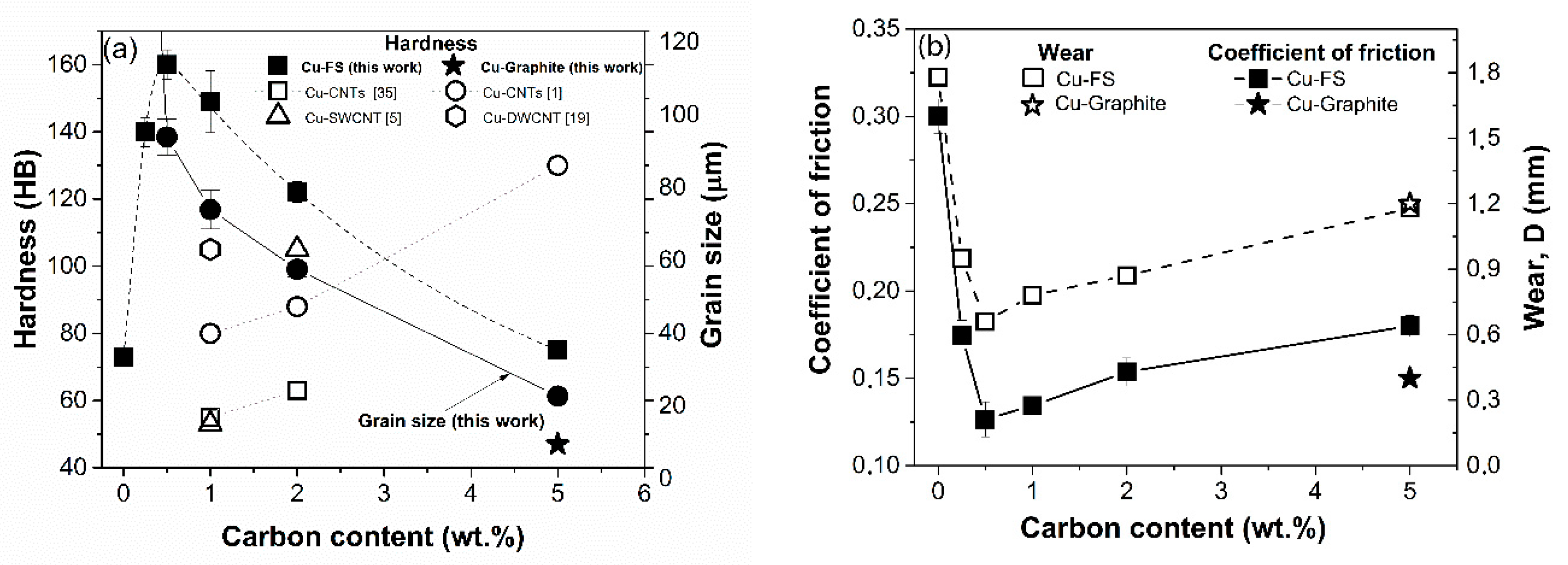
3.3. Properties of the Composites
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Daoush, W.M.; Lim, B.K.; Mo, C.B.; Nam, D.H.; Hong, S.H. Electrical and mechanical properties of carbon nanotube reinforced copper nanocomposites fabricated by electroless deposition process. Mater. Sci. Eng. A 2009, 513–514, 247–253. [Google Scholar] [CrossRef]
- Kim, K.T.; Cha, S.I.; Hong, S.H.; Hong, S.H. Microstructures and tensile behavior of carbon nanotube reinforced Cu matrix nanocomposites. Mater. Sci. Eng. A 2006, 430, 27–33. [Google Scholar] [CrossRef]
- Rajkumar, K.; Aravindan, S. Tribological studies on microwave sintered copper–carbon nanotube composites. Wear 2011, 270, 613–621. [Google Scholar] [CrossRef]
- Shukla, A.K.; Nayan, N.; Murty, S.V.S.N.; Sharma, S.C.; Chandran, P.; Bakshi, S.R.; George, K.M. Processing of copper–carbon nanotube composites by vacuum hot pressing technique. Mater. Sci. Eng. A 2013, 560, 365–371. [Google Scholar] [CrossRef]
- Deng, H.; Yia, J.; Xia, C.; Yi, Y. Mechanical properties and microstructure characterization of well-dispersed carbon nanotubes reinforced copper matrix composites. J. Alloys Compd. 2017, 727, 260–268. [Google Scholar] [CrossRef]
- Nasibulina, L.I.; Koltsova, T.S.; Joentakanen, T.; Nasibulin, A.G.; Tolochko, O.V.; Malm, J.E.M.; Karppinen, M.J.; Kauppinen, E.I. Direct synthesis of carbon nanofibers on the surface of copper powder. Carbon 2010, 48, 4559–4562. [Google Scholar] [CrossRef]
- Xu, L.S.; Chen, X.H.; Liu, X.J. Preparation and properties of carbon nanotubes reinforced Cu matrix composites for electronic packaging application. Appl. Mech. Mater. 2013, 275–277, 1789–1793. [Google Scholar] [CrossRef]
- Chen, X.; Li, W.; Chen, C.; Xu, L.; Yang, Z.; Hu, J. Preparation and properties of Cu matrix composite reinforced by carbon nanotubes. Trans. Nonferrous Met. Soc. China 2005, 15, 314–318. [Google Scholar]
- Kim, K.T.; Eckert, J.; Menzel, S.B.; Gemming, T.; Hong, S.H. Grain refinement assisted strengthening of carbon nanotube reinforced copper matrix nanocomposites. Appl. Phys. Lett. 2008, 92, 95–98. [Google Scholar] [CrossRef]
- Wang, H.; Zhang, Z.H.; Zhang, H.M.; Hu, Z.Y.; Li, S.L.; Cheng, X.W. Novel synthesizing and characterization of copper matrix composites reinforced with carbon nanotubes. Mater. Sci. Eng. A 2017, 696, 80–89. [Google Scholar] [CrossRef]
- Wang, Z.; Cai, X.; Yang, C.; Zhou, L.; Hu, C. An electrodeposition approach to obtaining carbon nanotubes embedded copper powders for the synthesis of copper matrix composites. J. Alloys Compd. 2018, 735, 1357–1362. [Google Scholar] [CrossRef]
- Yoo, S.J.; Han, S.H.; Kim, W.J. A combination of ball milling and high-ratio differential speed rolling for synthesizing carbon nanotube/copper composites. Carbon 2013, 61, 487–500. [Google Scholar] [CrossRef]
- Chen, X.; Tao, J.; Yi, J.; Li, C.; Bao, R.; Liu, Y.; You, X.; Tan, S. Balancing the strength and ductility of carbon nanotubes reinforced copper matrix composites with microlaminated structure and interdiffusion interface. Mater. Sci. Eng. A 2018, 712, 790–793. [Google Scholar] [CrossRef]
- Larionova, T.; Koltsova, T.; Fadin, Y.; Tolochko, O. Friction and wear of copper–carbon nanofibers compact composites prepared by chemical vapor deposition. Wear 2014, 319, 118–122. [Google Scholar] [CrossRef]
- Tsai, P.C.; Jeng, Y.R.; Lee, J.T.; Stachiv, I.; Sittner, P. Effects of carbon nanotube reinforcement and grain size refinement mechanical properties and wear behaviors of carbon nanotube/copper composites. Diam. Relat. Mater. 2017, 74, 197–204. [Google Scholar] [CrossRef]
- Guiderdoni, C.; Estourne‘s, C.; Peigney, A.; Weibel, A.; Turq, V.; Laurent, C. The preparation of double-walled carbon nanotube/Cu composites by spark plasma sintering, and their hardness and friction properties. Carbon 2011, 49, 4535–4543. [Google Scholar] [CrossRef]
- Tu, J.P.; Yang, Y.Z.; Wang, L.Y.; Ma, X.C.; Zhang, X.B. Tribological properties of carbon-nanotube-reinforced copper composites. Tribol. Lett. 2011, 10, 225–228. [Google Scholar] [CrossRef]
- Dong, S.R.; Tu, J.P.; Zhang, X.B. An investigation of the sliding wear behavior of Cu-matrix composite reinforced by carbon nanotubes. Mater. Sci. Eng. A 2001, 313, 83–87. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, R.; Xu, J.; Wu, C.; Chen, P. Effect of the content of ball-milled expanded graphite on the bending and tribological properties of copper–graphite composites. Mater. Des. 2013, 47, 667–671. [Google Scholar] [CrossRef]
- Chen, X.; Tao, J.; Yi, J.; Liu, Y.; Li, C.; Bao, R. Strengthening behavior of carbon nanotube-graphene hybrids in copper matrix composites. Mater. Sci. Eng. A 2018, 718, 427–436. [Google Scholar] [CrossRef]
- Jiang, R.; Zhou, X.; Fang, Q.; Liu, Z. Copper–graphene bulk composites with homogeneous graphene dispersion and enhanced mechanical properties. Mater. Sci. Eng. A 2016, 654, 124–130. [Google Scholar] [CrossRef]
- Gao, X.; Yue, H.; Guo, E.; Zhang, S.; Yao, L.; Lin, X.; Wang, B.; Guan, E. Tribological properties of copper matrix composites reinforced with homogeneously dispersed graphene nanosheets. Mater. Sci. Technol. 2018, 34, 1925–1931. [Google Scholar] [CrossRef]
- Nazeer, F.; Ma, Z.; Gao, L.; Wang, F.; Khan, M.A.; Malik, A. Thermal and mechanical properties of copper-graphite and copper-reduced graphene oxide composites. Compos. Part B Eng. 2019, 163, 77–85. [Google Scholar] [CrossRef]
- Shin, J.; Choi, K.; Shiko, S.; Choi, H.; Bae, D. Mechanical damping behavior of Al/C60-fullerene composites with supersaturated Al–C phases. Compos. Part B Eng. 2015, 77, 194–198. [Google Scholar] [CrossRef]
- Choi, H.J.; Shin, J.H.; Bae, D.H. Self-assembled network structures in Al/C60 composites. Carbon 2010, 48, 3700–3707. [Google Scholar] [CrossRef]
- Khalid, F.A.; Beffort, O.; Klotz, U.E.; Keller, B.A.; Gasser, P.; Vaucher, S. Study of microstructure and interfaces in an aluminium–C60 composite material. Acta Mater. 2003, 51, 4575–4582. [Google Scholar] [CrossRef]
- Turan, M.E.; Akgul, Y.S.Y. Mechanical, tribological and corrosion properties of fullerene reinforced magnesium matrix composites fabricated by semi powder metallurgy. Alloy. Compd. 2018, 740, 1149–1158. [Google Scholar] [CrossRef]
- Larionova, N.S.; Nikonova, R.M.; Ladyanov, V.I. Mechanosynthesis of nanostructured composites copper-fullerite, copper-graphite. Adv. Powder Technol. 2018, 29, 399–406. [Google Scholar] [CrossRef]
- Zhu, W.; Miser, D.E.; Chan, W.G.; Hajaligol, M.R. Characterization of combustion fullerene soot, C60, and mixed fullerene. Carbon 2004, 42, 1463–1471. [Google Scholar] [CrossRef]
- Yang, H.; Nguyen, G.; McCormick, P.G. Mechanochemical reduction of CuO by graphite. Scr. Metall. Mater. 1995, 32, 681–684. [Google Scholar] [CrossRef]
- Larionova, T.; Koltsova, T.; Bobrynina, E.; Smirnov, A.; Eliseyev, I.; Davydov, V.; Tolochko, O. Comparative characterization of graphene grown by chemical vapor deposition, transferred to nonconductive substrate, and subjected to Ar ion bombardment using X-ray photoelectron and Raman spectroscopies. Diam. Relat. Mater. 2017, 76, 14–20. [Google Scholar] [CrossRef]
- Lee, S.H.; Teshima, K.; Jang, I.Y.; Yubuta, K.; Kim, Y.J.; Kim, Y.A.; Shishido, T.; Endo, M.; Oishi, S. An environmentally friendly dispersion method for cup-stacked carbon nanotubes in a water system. Chem. Commun. 2010, 46, 2295–2297. [Google Scholar] [CrossRef]
- Cohen, A.; Yang, Y.; Yan, Q.L.; Shlomovich, A.; Petrutik, N.; Burstein, L.; Pang, S.P.; Gozin, M. Highly Thermostable and Insensitive Energetic Hybrid Coordination Polymers Based on Graphene Oxide-Cu(II) Complex. Chem. Mater. 2016, 28, 6118–6126. [Google Scholar] [CrossRef]
- Kim, K.T.; Cha, S.I.; Gemming, T.; Eckert, J.; Hong, S.H. The role of interfacial oxygen atoms in the enhanced mechanical properties of carbon-nanotube-reinforced metal matrix nanocomposites. Small 2008, 4, 1936–1940. [Google Scholar] [CrossRef] [PubMed]
- Duan, B.; Zhou, Y.; Wang, D.; Zhao, Y. Effect of CNTs content on the microstructures and properties of CNTs/Cu composite by microwave sintering. J. Alloys Compd. 2019, 771, 498–504. [Google Scholar] [CrossRef]
- Babichev, A.P.; Babushkina, N.A.; Bratkovskii, A.M. Physical Quantities. A Handbook; Énergoatomizdat: Moscow, Russia, 1991; p. 1232. (In Russian) [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cu-0%C | Cu-0.25%C | Cu-0.5%C | Cu-1%C | Cu-2%C | Cu-5%C | |
|---|---|---|---|---|---|---|
| Thermal conductivity, W/m*K | 332 | 320 | 288 | 227 | 193 | 113 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bobrynina, E.V.; Larionova, T.V.; Koltsova, T.S.; Shamshurin, A.I.; Nikiforova, O.V.; Tolochko, O.V.; Puguang, J.; Fuxing, Y. The Effect of Fullerene Soot Nanoparticles on the Microstructure and Properties of Copper-Based Composites. Nanomaterials 2020, 10, 1929. https://doi.org/10.3390/nano10101929
Bobrynina EV, Larionova TV, Koltsova TS, Shamshurin AI, Nikiforova OV, Tolochko OV, Puguang J, Fuxing Y. The Effect of Fullerene Soot Nanoparticles on the Microstructure and Properties of Copper-Based Composites. Nanomaterials. 2020; 10(10):1929. https://doi.org/10.3390/nano10101929
Chicago/Turabian StyleBobrynina, Elizaveta V., Tatiana V. Larionova, Tatiana S. Koltsova, Aleksey I. Shamshurin, Oksana V. Nikiforova, Oleg V. Tolochko, Ji Puguang, and Yin Fuxing. 2020. "The Effect of Fullerene Soot Nanoparticles on the Microstructure and Properties of Copper-Based Composites" Nanomaterials 10, no. 10: 1929. https://doi.org/10.3390/nano10101929
APA StyleBobrynina, E. V., Larionova, T. V., Koltsova, T. S., Shamshurin, A. I., Nikiforova, O. V., Tolochko, O. V., Puguang, J., & Fuxing, Y. (2020). The Effect of Fullerene Soot Nanoparticles on the Microstructure and Properties of Copper-Based Composites. Nanomaterials, 10(10), 1929. https://doi.org/10.3390/nano10101929