
A Development of New Material for 4D Printing and the Material Properties Comparison between the Conventional and Stereolithography Polymerised NVCL Hydrogels

 , , and
, , and
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
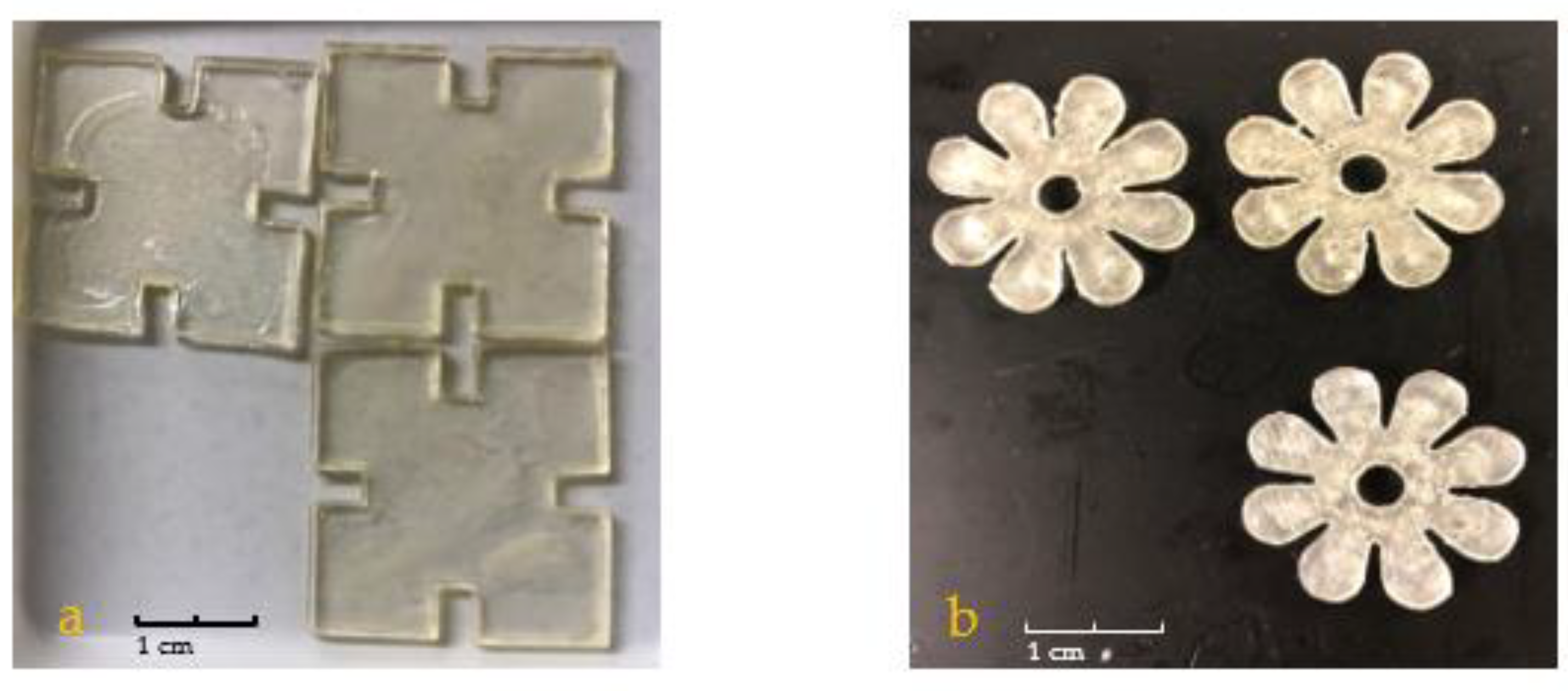
2.2. Patterns Design
2.3. Hydrogels Photopolymerisation
2.4. Form 2 SLA 3D Printer Parameter
2.5. 4D Printing
2.6. Attenuated Total Reflectance Fourier Transform Infrared Spectroscopy
2.7. Differential Scanning Calorimetry
2.8. Goniometry
2.9. Tensile Test
2.10. Gel Fraction Measurement
2.11. Pulsatile Swelling Study
2.12. Statistical Analysis
3. Results and Discussion
3.1. The Preparation of Photopolymerisation and 4D Printing Samples
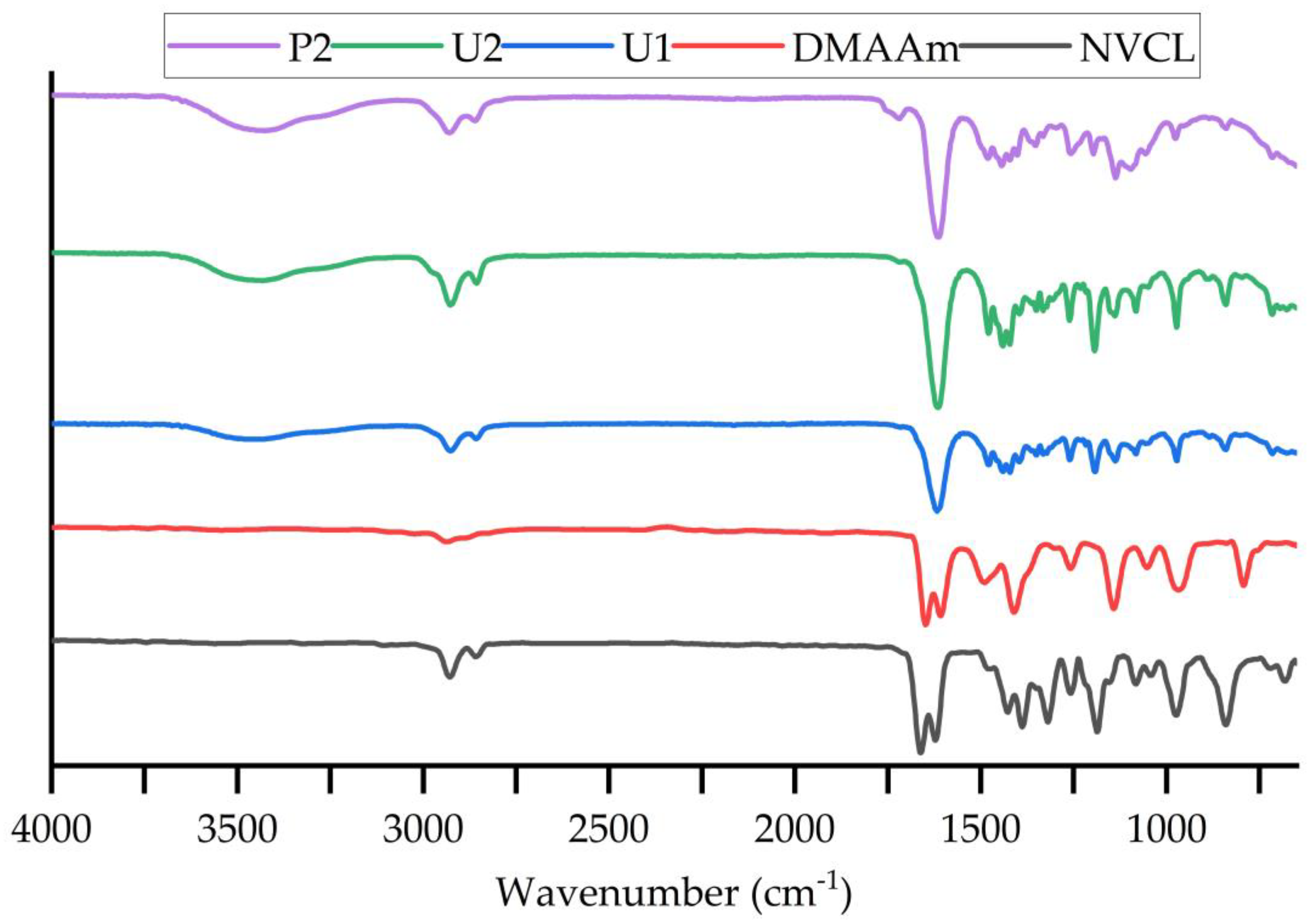
3.2. Attenuated Total Reflectance Fourier Transform Infrared Spectroscopy
3.3. Differential Scanning Calorimetry
3.4. Goniometry
3.5. Tensile Test
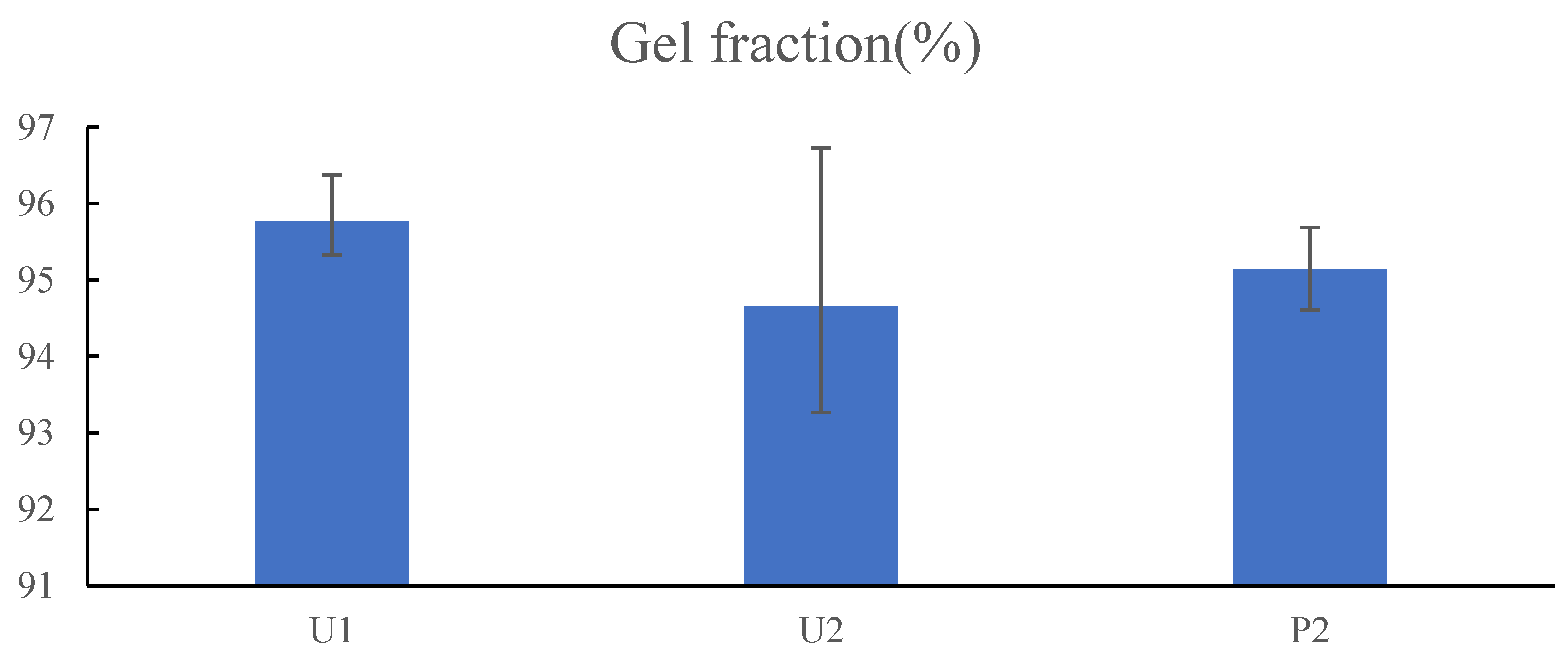
3.6. Gel Fraction Measurement
3.7. Pulsatile Swelling Study
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bak, D. Rapid prototyping or rapid production? 3D printing processes move industry towards the latter. Assem. Autom. 2003, 23, 340–345. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, M.; Zhou, Z.W.; Gou, J.H.; Hui, D. 3D printing of polymer matrix composites: A review and prospective. Compos. Part B Eng. 2017, 110, 442–458. [Google Scholar] [CrossRef]
- Chia, H.N.; Wu, B.M. Recent advances in 3D printing of biomaterials. J. Biol. Eng. 2015, 9, 4. [Google Scholar] [CrossRef] [PubMed]
- Pereira, R.F.; Bártolo, P.J. 3D Photo-Fabrication for Tissue Engineering and Drug Delivery. Engineering 2015, 1, 90–112. [Google Scholar] [CrossRef]
- Kumar, A.V. A Review paper on 3D-Printing and Various Processes Used in the 3D-Printing. Int. J. Sci. Res. Eng. Manag. 2022, 6, 953–958. [Google Scholar] [CrossRef]
- Melchels, F.P.W.; Feijen, J.; Grijpma, D.W. A review on stereolithography and its applications in biomedical engineering. Biomaterials 2010, 31, 6121–6130. [Google Scholar] [CrossRef] [PubMed]
- Mondschein, R.J.; Kanitkar, A.; Williams, C.B.; Verbridge, S.S.; Long, T.E. Polymer structure-property requirements for stereolithographic 3D printing of soft tissue engineering scaffolds. Biomaterials 2017, 140, 170–188. [Google Scholar] [CrossRef] [PubMed]
- Miao, S.; Zhu, W.; Castro, N.; Nowicki, M.; Zhou, X.; Cui, H.; Fisher, J.P.; Zhang, L.G. 4D printing smart biomedical scaffolds with novel soybean oil epoxidized acrylate. Sci. Rep. 2016, 6, 27226. [Google Scholar] [CrossRef]
- Zarek, M.; Layani, M.; Cooperstein, I.; Sachyani, E.; Cohn, D.; Magdassi, S. 3D Printing of Shape Memory Polymers for Flexible Electronic Devices. Adv. Mater. 2015, 28, 4449–4454. [Google Scholar] [CrossRef]
- Invernizzi, M.; Turri, S.; Levi, M.; Suriano, R. 4D printed thermally activated self-healing and shape memory polycaprolactone-based polymers. Eur. Polym. J. 2018, 101, 169–176. [Google Scholar] [CrossRef]
- Goodridge, R.; Shofner, M.; Hague, R.; McClelland, M.; Schlea, M.; Johnson, R.; Tuck, C. Processing of a Polyamide-12/carbon nanofibre composite by laser sintering. Polym. Test. 2011, 30, 94–100. [Google Scholar] [CrossRef]
- Zhuo, S.; Halligan, E.; Tie, B.S.H.; Breheny, C.; Geever, L.M. Lower Critical Solution Temperature Tuning and Swelling Behaviours of NVCL-Based Hydrogels for Potential 4D Printing Applications. Polymers 2022, 14, 3155. [Google Scholar] [CrossRef] [PubMed]
- Ferraz, C.C.; Varca, G.H.; Ruiz, J.-C.; Lopes, P.S.; Mathor, M.B.; Lugão, A.B.; Bucio, E. Radiation-grafting of thermo- and pH-responsive poly(N-vinylcaprolactam-co-acrylic acid) onto silicone rubber and polypropylene films for biomedical purposes. Radiat. Phys. Chem. 2013, 97, 298–303. [Google Scholar] [CrossRef]
- Halligan, S.C.; Dalton, M.B.; Murray, K.A.; Dong, Y.; Wang, W.; Lyons, J.G.; Geever, L.M. Synthesis, characterisation and phase transition behaviour of temperature-responsive physically crosslinked poly (N-vinylcaprolactam) based polymers for biomedical applications. Mater. Sci. Eng. C 2017, 79, 130–139. [Google Scholar] [CrossRef] [PubMed]
- Cortez-Lemus, N.A.; Licea-Claverie, A. Poly(N-vinylcaprolactam), a comprehensive review on a thermoresponsive polymer becoming popular. Prog. Polym. Sci. 2016, 53, 1–51. [Google Scholar] [CrossRef]
- Rao, K.M.; Mallikarjuna, B.; Siraj, S.; Subha, M. Novel thermo/pH sensitive nanogels composed from poly(N-vinylcaprolactam) for controlled release of an anticancer drug. Colloids Surf. B Biointerfaces 2013, 102, 891–897. [Google Scholar] [CrossRef]
- Vihola, H.; Marttila, A.; Pakkanen, J.; Andersson, M.; Laukkanen, A.; Kaukonen, A.; Tenhu, H.; Hirvonen, J. Cell–polymer interactions of fluorescent polystyrene latex particles coated with thermosensitive poly(N-isopropylacrylamide) and poly(N-vinylcaprolactam) or grafted with poly(ethylene oxide)-macromonomer. Int. J. Pharm. 2007, 343, 238–246. [Google Scholar] [CrossRef] [PubMed]
- Tibbits, S.; McKnelly, C.; Olguin, C.; Dikovsky, D.; Hirsch, S. 4D Printing and Universal Transformation. ACADIA 14 Design Agency. In Proceedings of the 34th Annual Conference of the Association for Computer Aided Design in Architecture, Los Angeles, CA, USA, 23–25 October 2014; pp. 539–548. Available online: http://papers.cumincad.org/data/works/att/acadia14_539.content.pdf (accessed on 4 October 2018).
- Momeni, F.; Hassani, N.S.M.M.; Liu, X.; Ni, J. A review of 4D printing. Mater. Des. 2017, 122, 42–79. [Google Scholar] [CrossRef]
- Nam, S.; Pei, E. A taxonomy of shape-changing behavior for 4D printed parts using shape-memory polymers. Prog. Addit. Manuf. 2019, 4, 167–184. [Google Scholar] [CrossRef]
- Zhao, T.; Yu, R.; Li, X.; Cheng, B.; Zhang, Y.; Yang, X.; Zhao, X.; Zhao, Y.; Huang, W. 4D printing of shape memory polyurethane via stereolithography. Eur. Polym. J. 2018, 101, 120–126. [Google Scholar] [CrossRef]
- Choong, Y.Y.C.; Maleksaeedi, S.; Eng, H.; Wei, J.; Su, P.-C. 4D printing of high performance shape memory polymer using stereolithography. Mater. Des. 2017, 126, 219–225. [Google Scholar] [CrossRef]
- Light Photoinitiator. H-Nu 400IL Liquid Blend UV/Visible. Available online: https://www.sglinc.com/wp-content/uploads/HNu-400IL-Free-Radical-Photoinitiator-TDS.pdf (accessed on 8 August 2022).
- Mahltig, B. Smart hydrophobic and soil-repellent protective composite coatings for textiles and leather. In Smart Composite Coatings and Membranes; Woodhead Publishing: Lisbon, Portugal, 2016; pp. 261–292. [Google Scholar] [CrossRef]
- Saba, N.; Jawaid, M.; Sultan, M. An overview of mechanical and physical testing of composite materials. In Mechanical and Physical Testing of Biocomposites, Fibre-Reinforced Composites and Hybrid Composites; Elsevier: Amsterdam, The Netherlands, 2018; pp. 1–12. [Google Scholar]
- Killion, J.A.; Kehoe, S.; Geever, L.M.; Devine, D.M.; Sheehan, E.; Boyd, D.; Higginbotham, C.L. Hydrogel/bioactive glass composites for bone regeneration applications: Synthesis and characterisation. Mater. Sci. Eng. C 2013, 33, 4203–4212. [Google Scholar] [CrossRef] [PubMed]
- Ward, I.M. Polymers: Chemistry and Physics of Mod ern Materials, 3rd edition, by J.M.G. Cowie and V. Arrighi. Contemp. Phys. 2009, 50, 670. [Google Scholar] [CrossRef]
- Kozanoǧlu, S. Polymerization and Characterization of N-vinyl Caprolactam. Master’s Thesis, Middle East Technical University, Ankara, Turkey, 2008. [Google Scholar]
- Chen, J.; Liu, M.; Liu, H.; Ma, L. Synthesis, swelling and drug release behavior of Poly(N,N-diethylacrylamide-co-N-hydroxymethyl acrylamide) hydrogel. Mater. Sci. Eng. C 2009, 29, 2116–2123. [Google Scholar] [CrossRef]
- Killion, J.A.; Geever, L.M.; Devine, D.M.; Kennedy, J.E.; Higginbotham, C.L. Mechanical properties and thermal behaviour of PEGDMA hydrogels for potential bone regeneration application. J. Mech. Behav. Biomed. Mater. 2011, 4, 1219–1227. [Google Scholar] [CrossRef]
- Hughes, C.; Gaunt, L.; Brown, M.; Clarke, N.W.; Gardner, P. Assessment of paraffin removal from prostate FFPE sections using transmission mode FTIR-FPA imaging. Anal. Methods 2014, 6, 1028–1035. [Google Scholar] [CrossRef]
- Dalton, M.; Halligan, S.; Killion, J.; Murray, K.A.; Geever, L. Smart Thermosensitive Poly (N-vinylcaprolactam) Based Hydrogels for Biomedical Applications. Adv. Environ. Biol. 2014, 8, 1–6. Available online: http://www.aensiweb.com/AEB/ (accessed on 14 July 2021).
- Zhang, J.-T.; Huang, S.-W.; Xue, Y.-N.; Zhuo, R.-X. Poly(N-isopropylacrylamide) Nanoparticle-Incorporated PNIPAAm Hydrogels with Fast Shrinking Kinetics. Macromol. Rapid Commun. 2005, 26, 1346–1350. [Google Scholar] [CrossRef]
- Förch, R.; Schönherr, H.; Jenkins, A.T.A. Contact angle goniometry. In Surface Design: Applications in Bioscience and Nanotechnology, 3rd ed.; Wiley: Weinheim, Germany, 2009; pp. 471–473. [Google Scholar]
- Wu, Y.-H.; Park, H.B.; Kai, T.; Freeman, B.D.; Kalika, D.S. Water uptake, transport and structure characterization in poly(ethylene glycol) diacrylate hydrogels. J. Membr. Sci. 2010, 347, 197–208. [Google Scholar] [CrossRef]
- Wu, J.; Yuan, C.; Ding, Z.; Isakov, M.; Mao, Y.; Wang, T.; Dunn, M.L.; Qi, H.J. Multi-shape active composites by 3D printing of digital shape memory polymers. Sci. Rep. 2016, 6, 24224. [Google Scholar] [CrossRef]
- Ge, Q.; Sakhaei, A.H.; Lee, H.; Dunn, C.K.; Fang, N.X.; Dunn, M.L. Multimaterial 4D Printing with Tailorable Shape Memory Polymers. Sci. Rep. 2016, 6, 31110. [Google Scholar] [CrossRef] [PubMed]
- Lee, T.H.; Jho, J.Y. Temperature-Responsive Actuators Fabricated with PVA/PNIPAAm Interpenetrating Polymer Network Bilayers. Macromol. Res. 2018, 26, 659–664. [Google Scholar] [CrossRef]
- Kokkinis, D.; Schaffner, M.; Studart, A.R. Multimaterial magnetically assisted 3D printing of composite materials. Nat. Commun. 2015, 6, 8643. [Google Scholar] [CrossRef]
- Bakarich, S.E.; Gorkin, R.; Naficy, S.; Gately, R.; Panhuis, M.I.H.; Spinks, G.M. 3D/4D Printing Hydrogel Composites: A Pathway to Functional Devices. MRS Adv. 2015, 1, 521–526. [Google Scholar] [CrossRef]
- Mao, Y.; Ding, Z.; Yuan, C.; Ai, S.; Isakov, M.; Wu, J.; Wang, T.; Dunn, M.L.; Qi, H.J. 3D Printed Reversible Shape Changing Components with Stimuli Responsive Materials. Sci. Rep. 2016, 6, 24761. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Codes | Photoinitiators | Monomers | Crosslinker | Polymerisation Methods | ||
|---|---|---|---|---|---|---|
| Irgacure 2959 | H-Nu 400 IL | NVCL | DMAAm | PEGDMA | ||
| (wt%) (365 nm) | (wt%) (300~430 nm) | (wt%) | (wt%) | (wt%) | ||
| U1(S5) P1 | 0.1 | -- | 70 | 30 | 2 | UV Curing |
| 0.1 | -- | 70 | 30 | 2 | 3D printing | |
| U2 P2 | -- | 2 | 70 | 30 | 2 | UV Curing |
| -- | 2 | 70 | 30 | 2 | 3D printing |
| Functional Group | |||||
|---|---|---|---|---|---|
| NVCL | DMAAm | U1 | U2 | P2 | |
| Aliphatic C-H | 2929, 2858 | 2937 | 2927, 2857 | 2926, 2857 | 2926, 2858 |
| C=O | 1622 | 1608 | 1618 | 1615 | 1614 |
| C-N | 1480 | 1490 | 1479 | 1479 | 1481 |
| -CH2- | 1428 | 1424 | 1422 | 1422 | 1422 |
| C=C | 1662 | 1648 | --- | --- | --- |
| =CH and =CH2 | 3105, 975 | 969 | --- | --- | --- |
| O-H | --- | --- | 3442 | 3442 | 3426 |
| Material Properties | Photoinitiators | Polymerisation Methods |
|---|---|---|
| Chemical structure (FTIR) | Negligible | Negligible |
| Thermal properties (DSC) | Negligible | Negligible |
| Wettability (Goniometry) | Significant | Significant |
| Tensile properties | Significant | Negligible |
| Gel fraction | Negligible | Negligible |
| Swellability (Pulsatile swelling) | Significant | Significant |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhuo, S.; Geever, L.M.; Halligan, E.; Tie, B.S.H.; Breheny, C. A Development of New Material for 4D Printing and the Material Properties Comparison between the Conventional and Stereolithography Polymerised NVCL Hydrogels. J. Funct. Biomater. 2022, 13, 262. https://doi.org/10.3390/jfb13040262
Zhuo S, Geever LM, Halligan E, Tie BSH, Breheny C. A Development of New Material for 4D Printing and the Material Properties Comparison between the Conventional and Stereolithography Polymerised NVCL Hydrogels. Journal of Functional Biomaterials. 2022; 13(4):262. https://doi.org/10.3390/jfb13040262
Chicago/Turabian StyleZhuo, Shuo, Luke M. Geever, Elaine Halligan, Billy Shu Hieng Tie, and Colette Breheny. 2022. "A Development of New Material for 4D Printing and the Material Properties Comparison between the Conventional and Stereolithography Polymerised NVCL Hydrogels" Journal of Functional Biomaterials 13, no. 4: 262. https://doi.org/10.3390/jfb13040262
APA StyleZhuo, S., Geever, L. M., Halligan, E., Tie, B. S. H., & Breheny, C. (2022). A Development of New Material for 4D Printing and the Material Properties Comparison between the Conventional and Stereolithography Polymerised NVCL Hydrogels. Journal of Functional Biomaterials, 13(4), 262. https://doi.org/10.3390/jfb13040262