1. Introduction
There are several major methods for enhancing the reliability and efficiency of vessels. These are, primarily, the improvement of mechanisms and equipment designs, as well as raising the quality of repair [
1,
2]. Scientific approaches used in this field help increase the safety of navigation and vessel operation and reduce the duration of the vessel downtime, as well as the cost and complexity of its repair and maintenance [
3,
4].
The experience of renovation and restoration of marine equipment suggests the appropriateness of using the latest approaches and technological solutions during the repair, because, in addition to restoring the equipment, they provide an extension of its life [
5]. One of the progressive ways of developing this approach is a wider use of polymer composite and adhesive coatings [
6,
7]. The use of adhesively bonded steel and patches in typical ship applications are described and the factors governing patch design, methods of surface preparation to ensure good bond durability in a marine environment, and choice of adhesives are discussed [
8]. Results from published and unpublished Glasgow Marine Technology Centre (GMTC) research describe important aspects of structural adhesives. The main aspects include the understanding of adhesive properties and their limitations, design and behavior of structural joints, and the use of stress analysis [
9,
10].
Adhesives have proven to be a good solution for joining when composites are utilized, but this necessitates the next step in engineering, which is to quantify adhesive properties. By quantifying bulk properties for adhesives at varying conditions, application for adhesives is promoted [
11].
To enhance the power of marine engines, air injection systems are used, which increase the supply of air to the cylinders, which, in turn, allows for increasing the cyclic supply of fuel. Under such conditions, the engine power increases by 40–80% due to the operation of individual cylinders and the engine as a whole. The technical and economic indicators, as well as the reliability of the air injection system and the marine engine as a whole, depend on the efficiency and reliability of the turbocharger. Under the action of static and dynamic loads and the influence of aggressive environments, the shape of the working surfaces of the turbocharger elements is constantly changing, and the gaps between connections become larger, which leads to inevitable changes in the performance of the marine engine. Polymeric materials, such as GEN-150 (Polymall, Kyiv, Ukraine), which is the product of combining SKN-10 (Polymall, Kyiv, Ukraine) nitrile rubber and resin based on petroleum bitumen (BDU), are used for restoring surfaces and eliminating gaps between turbocharger parts. The main disadvantage of the GEN-150 is its low adhesive strength (10–15 MPa) and low resistance to force loads. To extend the service life of turbochargers, it is advisable to develop new renewable polymeric materials with high performance characteristics [
12,
13].
It should be noted that the issue of theoretical substantiation and especially practical application of polymer composite materials for the restoration of marine equipment is being actively studied at present [
1,
2,
3,
4,
5,
14]. These studies are primarily aimed at increasing the adhesion of coatings to metallic and nonmetallic surfaces, reducing their degradation under marine conditions, and so on.
Therefore, the development of coatings with high adhesive strength is an important scientific and practical task that will improve the quality of repairs of marine equipment. The objective of this research is to determine the optimal concentration of hardeners from polyethylene polyamine and triethylenetetramine in the epoxy matrix and the temperature conditions of hardening during the formation of epoxy adhesives for the restoration of marine equipment units.
2. Materials and Methods
Low-molecular-weight epoxy resin DER-331 (DOW Chemical Company, Berlin, Germany) based on bisphenol A was chosen as the test material. It is known [
15,
16,
17,
18,
19] that spatially crosslinked polymers are characterized by rather high physical–mechanical and physical–chemical properties, which are associated with the nature and amount of hardening agents used. It should be noted that the amount of hardener and its nature affect the structure of the polymer matrix formed in the process of crosslinking. The adhesive strength at separation and shear was investigated in this research. Concentrations of hardeners varied within q = 8–14 parts by weight (pts. wt.), per 100 pts. wt., of epoxy resin DER-331.
The adhesive strength at the interface between the matrix and the metal base was investigated by measuring the breaking stress upon uniform separation of a bonded pair of specimens (“fungi method”) according to GOST 14760-69 [
20]. Studies of the adhesive strength at shear were performed according to GOST 14759-69 [
21], also by measuring the tearing force of adhesive joints of steel specimens on an automated breaking machine UM-5 (ASMA-Pribor, Svitlovodsk, Ukraine) at a loading rate υ = 10 N/s. The diameter of the working part of steel specimens at separation was d = 25 mm. It should be noted that the bonding area of the specimens investigated at separation and shear was the same.
While investigating the adhesive properties of the epoxy material, the deviation of values within 4–6% of the nominal value was observed.
The epoxy material was formed in the following sequence: heating the resin to a temperature T = 353 ± 2 K and holding at this temperature over time τ = 20 ± 0.1 min; ultrasonic treatment of the composition over time τ = 1.5 ± 0.1 min; cooling the composition to room temperature over time τ = 60 ± 5 min; and introducing the hardener and stirring the composition over time τ = 5 ± 0.1 min.
Materials were hardened in conditions established experimentally: specimen formation and holding over time t = 12.0 ± 0.1 h at a temperature T = 293 ± 2 K, heating at a rate υ = 3 K/min to a temperature T = 433 ± 2 K, holding the specimens at this temperature over time t = 2.0 ± 0.05 h, and slow cooling to a temperature T = 293 ± 2 K. In order to stabilize the structural processes in the matrix, the specimens were held in air over time t = 24 h at a temperature T = 293 ± 2 K, followed by experimental tests.
3. Results
At the first stage, the influence of the optimal content of polyethylene polyamine (PEPA) in the epoxy oligomer DER-331 on the adhesive properties of the matrix was investigated. PEPA is quite easy to use and allows for the composition polymerization at room temperature, which made us use it. Polymerization temperatures T = 393 K and T = 413 K were used in experimental studies. Their choice was accounted for by the analysis of complex research results presented in [
14,
15,
16,
17], which suggest that an enhancement of properties was observed over this temperature range.
Previously, the adhesive strength was investigated at separation and shear. It was established experimentally (
Figure 1, curve 1) that when PEPA hardener was introduced in the amount q = 8 pts. wt., (at polymerization temperature T = 393 ± 2 K), the adhesive strength at separation was σ
a = 50.4 MPa. With an increase in the PEPA hardener content to q = 10–14 pts. wt., a significant decrease in adhesion to σ
a = 37.4–21.2 MPa was observed.
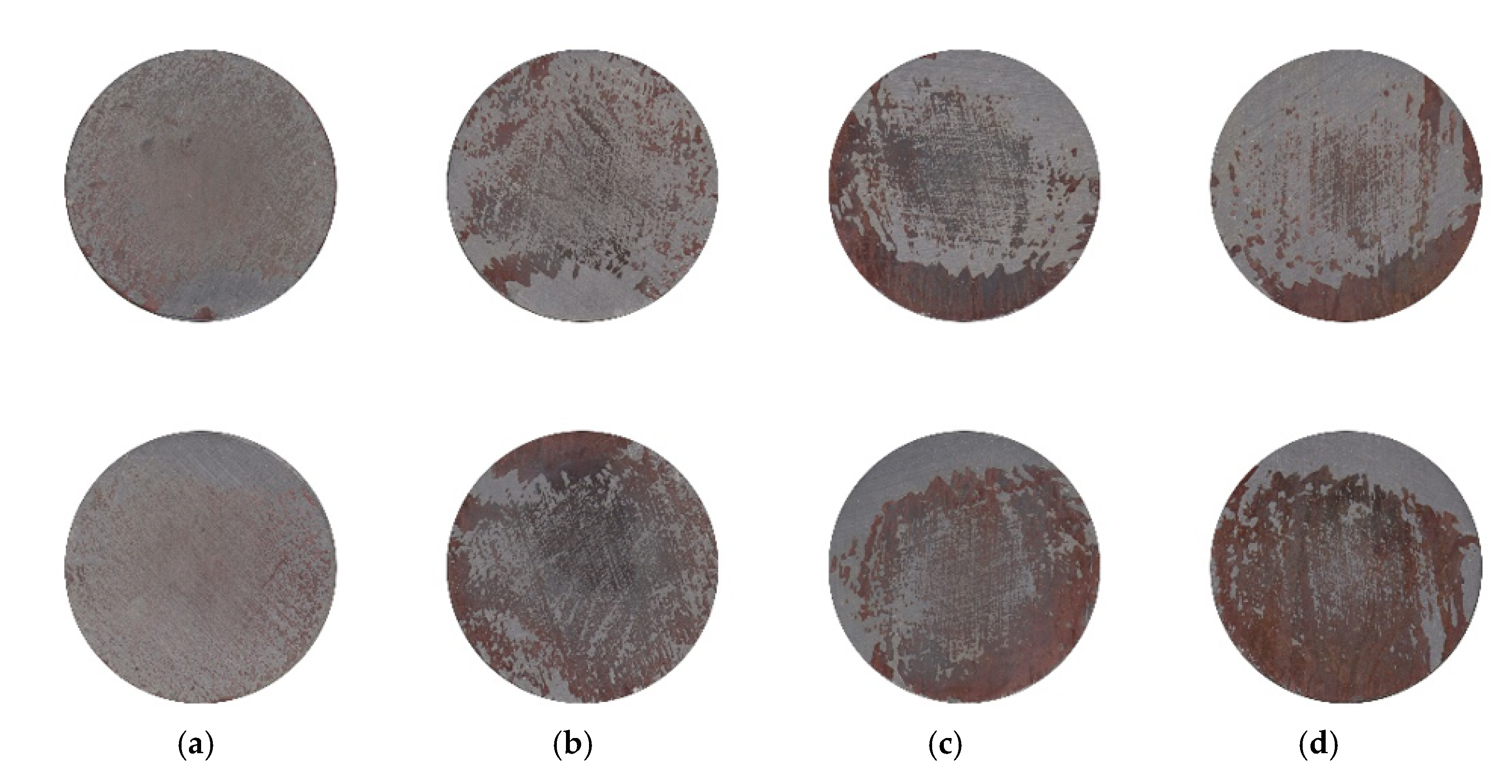
Additionally, the adhesive separation surface of the developed polymer matrices was investigated (
Figure 2). After testing the adhesive strength, the joints of the metal surfaces were etched with a solution of copper sulphate. Water and ordinary copper sulphate, which has the form of a hydroscopic deep crystalline mass, were used to make the solution. We added 50 g of copper sulfate to 200 mL of water, mixed it thoroughly until the components were dissolved completely and a homogeneous mixture was formed. The prepared solution was poured into a prepared plastic bath, followed by the immersion of the test surfaces of the specimens. The etching was performed over time τ = 15 ± 0.1 min, which gave the surface a characteristic red color and the ability to qualitatively assess the separation pattern of the polymer matrix.
Therefore, the analysis of the fracture surface of the epoxy matrix separated from the steel base revealed a mixed nature of the separation (adhesive–cohesive), which varies depending on the hardener content. In particular, when the PEPA hardener was introduced in the amount q = 8 pts. wt., (
Figure 2a), a purely cohesive separation was observed. This indicates that the adhesive forces are greater than the strength of the material itself. Subsequently, when the hardener content in the epoxy matrix increased to q = 10–14 pts. wt., (
Figure 2b–d), the heterogeneous structure of the material was observed at the point of separation, along with the formation of micropores, which leads to a decrease in adhesive properties.
In parallel, the adhesive strength (
Figure 1, curve 3) was investigated using a similar content of the PEPA hardener and the polymerization temperature T = 393 ± 2 K. The analysis of the experimental results allows declaring the existence of a similar trend. Thus, an increase in the hardener content to q = 10–14 pts. wt., leads to a decrease in the adhesive strength of the epoxy matrix, the value of which varies in the range τ = 4.39–9.34 MPa. The maximum value of the adhesive strength at shear (τ = 9.8 MPa) was observed with the introduction of the PEPA hardener at a content q = 8 pts. wt.
While analyzing the dynamics of the experimental results obtained for the adhesive strength both at separation and shear, it can be argued that the properties of the epoxy adhesive are deteriorated with an increase in the hardener content. This can be explained as follows. With an increase in the PEPA content in the composite material, the amino groups that enter into reaction represent nitrogen atoms with hydrogen atoms attached. The latter interact with oxygen atoms from the glycidyl groups of the epoxy oligomer, thus providing for the CM polymerization that leads to the formation of a three-dimensional structure with sufficiently high properties of the material obtained. When this proportion is violated, the amino groups of the hardener are oversaturated with active nitrogen atoms, leading to a decrease in adhesive strength due to a weakened spatial bond between relevant elements in the epoxy matrix caused by significant residual stresses [
22].
In addition, the adhesive strength of the polymer matrix was analyzed at an elevated temperature of polymerization (T = 413 K). An increase in the adhesive strength (
Figure 1, curve 2,4), as compared to a similar matrix hardened at a temperature T = 393 K, was observed. It is shown (
Figure 1, curve 2) that the adhesive strength at separation of the epoxy matrix with the PEPA hardener content q = 8 pts. wt. and the polymerization temperature T = 413 K is σ
a = 54.66 MPa and at shear—τ = 14.64 MPa, respectively. With a further increase in the hardener content to q = 10–14 pts. wt., a similar trend was observed, namely, a decrease in adhesion strength (σ
a = 43.83–30.07 MPa and τ = 4.59 MPa). Thus, it can be stated that an increase in the polymerization temperature to T = 413 K provides for an increase in adhesive strength. This pattern can be substantiated by the fact that an increase in the hardening temperature of the polymer adhesive accelerates the polymerization of the material. This, in turn, improves the interaction between the amino groups of the hardener and epoxy oligomer, with a simultaneous reduction of residual stresses. It should be noted that the separation pattern of the epoxy matrix at the polymerization temperature T = 413 K with a different content of the PEPA hardener is similar to that of the epoxy matrix at the polymerization temperature T = 393 K. Therefore, the analysis of the experimental results was not performed.
At the second stage, the effect of the triethylenetetramine (TETA) hardener [
23], which is slightly different from the PEPA (namely, in the presence of amide groups), was investigated. When using the TETA hardener for the formation of epoxy resins, the content of the latter must be strictly observed, since the polymerization process occurs at elevated temperatures. With a precise optimization of the components, the polymer matrix polymerized with the TETA hardener is characterized by high mechanical strength and homogeneity. Therefore, it is important to compare the adhesion characteristics of the hardeners studied.
The separation pattern of epoxy matrices (
Figure 3) polymerized with the TETA hardener is similar to that observed with the PEPA hardener. However, there was a decrease (by 1.2 times) in the adhesive strength of the epoxy matrix polymerized with the TETA hardener. It was found that with the TETA hardener introduced in the amount q = 8 pts. wt., (
Figure 3a), the surface also has a mixed pattern of separation. Further increase in the hardener content (q = 10–14 pts. wt.) introduced into the epoxy matrix (
Figure 3b–d) leads to a deterioration of the adhesive properties during separation.
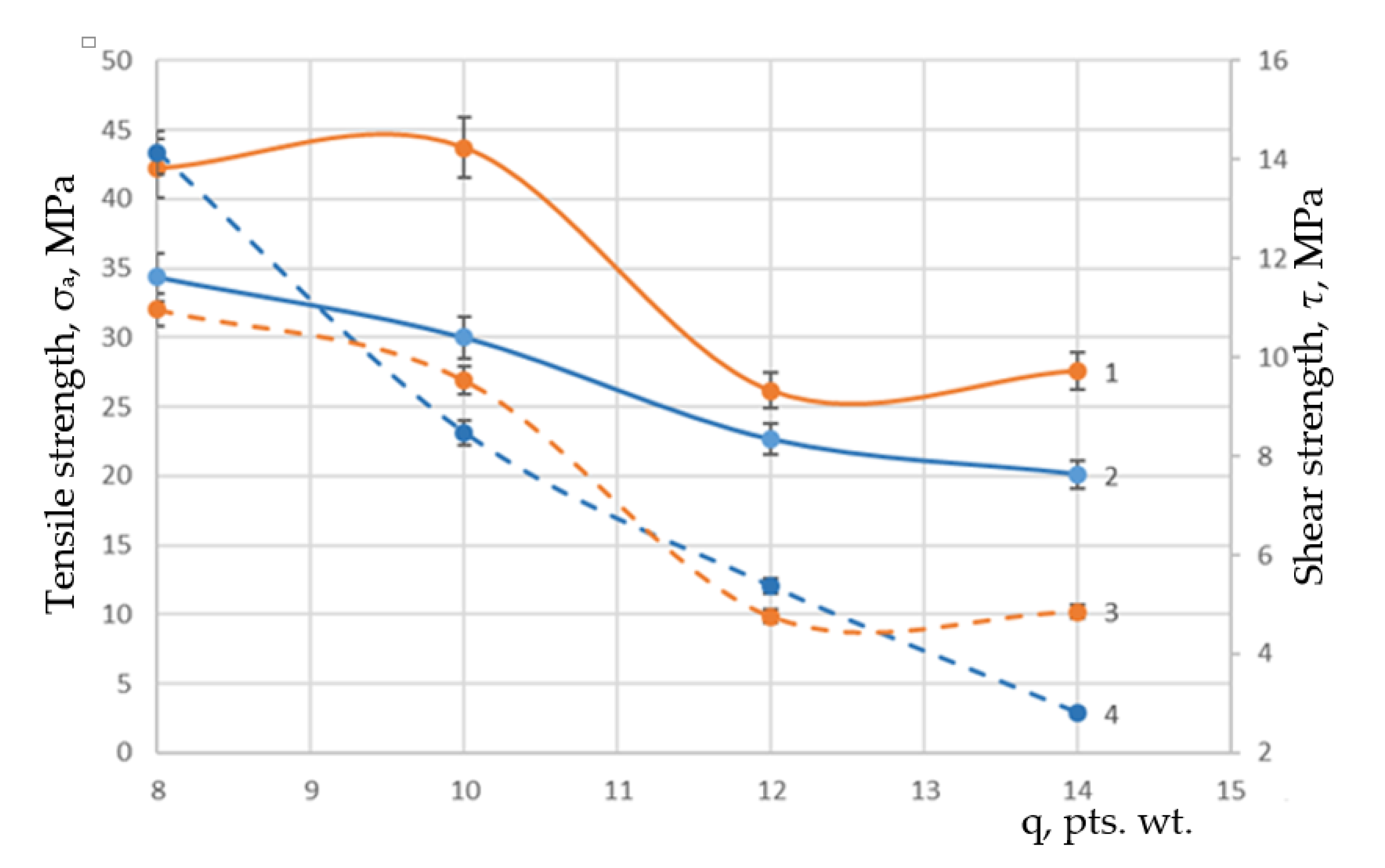
It was established experimentally (
Figure 4, curve 1,3) that when using the TETA hardener in the amount q = 8 pts. wt., at the crosslinking temperature T = 393 ± 2 K, the adhesive strength is σ
a = 42.2 MPa at separation and τ = 10.97 MPa at shear, respectively. With further increase in the hardener content to q = 10–14 pts. wt., in similar temperature conditions of polymerization, a decrease in the adhesive strength was observed. In particular, the adhesive strength was σ
a = 36.9–27.58 MPa at separation and τ = 9.54–4.85 MPa at shear, respectively. Thus, when analyzing the experimental results, we can observe a similar relationship between the obtained values of adhesive strength when using PEPA and TETA hardeners at polymerization temperatures T = 393 K and T = 413 K.
In this case, the structure of the adhesive is characterized by the presence of defects that are stress concentrators. Under the influence of load, they cause premature failure of the test adhesive [
24,
25]. Therefore, the analysis of the experimental results obtained for the adhesive strength of the epoxy matrix allows stating that with the PEPA hardener, it is possible to obtain an epoxy matrix with enhanced adhesive strength compared to TETA. This difference can be explained by the characteristic features of these hardeners, which differ in chemical composition, namely, in the number of amine and amide groups.
While increasing the polymerization temperature (
Figure 4, curve 2,4) to T = 413 K, with the hardener content (q = 8 pts. wt.) in the epoxy matrix maintained, we obtained a decrease in the adhesive strength at separation σ
a = 34.9 MPa and an increase in adhesive strength at shear τ = 14.13 MPa.
4. Discussion
The experimental results obtained allow using the adhesive material developed (a composition of epoxy oligomer DER-331 and PEPA hardener) for the restoration of surfaces and elimination of gaps between turbocharger parts [
26,
27]. The developed polymeric adhesives are planned to be used for the restoration of turbocharger units, versions PDH (PBS Turbo s.r.o., Velka-Bites, Prague, Czech Republic), TK (JSC Penzadieselmash, Penza, Russia) and TKR (Tavria Turbo, Konstantinovka, Melitopol district, Zaporizhzhya region, Ukraine). During operation, both stator and rotor of turbochargers are destroyed. Restoration using the developed polymeric adhesive is suitable for rotary parts, namely, the loosened wheel fit in the compressor section of the turbocharger,
Figure 5. The operating instructions for PDH turbochargers regulate the use of polymeric materials in case of the loosened wheel fit on the rotor shaft neck caused by changes in the nominal dimensions ±0.030). Thus, the coupling of the compressor wheel with the shaft neck by a press fit using the adhesive film increases the pressing force by 2–3 times, as compared to a press fit without a film. This, in turn, reduces the time spent on balancing the unit.
In addition, the developed polymer adhesive can be used to restore the stator elements of the turbocharger, in particular, the turbocharger body, which is repaired depending on the size and location of the defect. In this case, the compressor housing and its nozzles are allowed to have not more than three cracks with a length of not more than 40–60 mm, which should be eliminated by using polymeric materials (except for gas inlet and outlet of the housing) [
24,
25].
Therefore, recovery operations are performed after preliminary preparation of parts, A (
Figure 5). To ensure the adhesive strength of the surface, onto which the polymer material is applied, it is necessary to degrease it with acetone (GOST 2768-82). The surface prepared in this way is protected from contamination before applying the adhesive.
Epoxy adhesives are applied to the elements (shaft, impeller) of the compressor section of the turbocharger, B (
Figure 5) by the method of pneumatic spraying with a thickness of 0.1–0.3 mm. During operation of the vessel, it is not always possible to use dimensional thermal cabinets to withstand the polymerization temperature T = 413 K. In this case, polymerization can be performed at a temperature T = 293 K over time τ = 72.0 ± 0.1 h, which provides for a slight reduction in the adhesive strength up to 5%.
Compared to pure polymers, these adhesives have an enhanced rigidity and strength, good adhesive strength when applied to metallic materials, as well as good heat resistance and dimensional stability. This ensures the durability of surfaces restored by them. In our opinion, these adhesives can also be useful in the renovation of body parts, reservoirs, and pipelines. They also have a good potential for filling cracks, sealing microcorrosion damage of threaded and flanged joints [
28,
29].


 ,
, 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}




