
Application of Artificial Intelligence Technologies for Diagnostics of Production Structures

 ,
, 
Abstract
1. Introduction
2. Literature Review
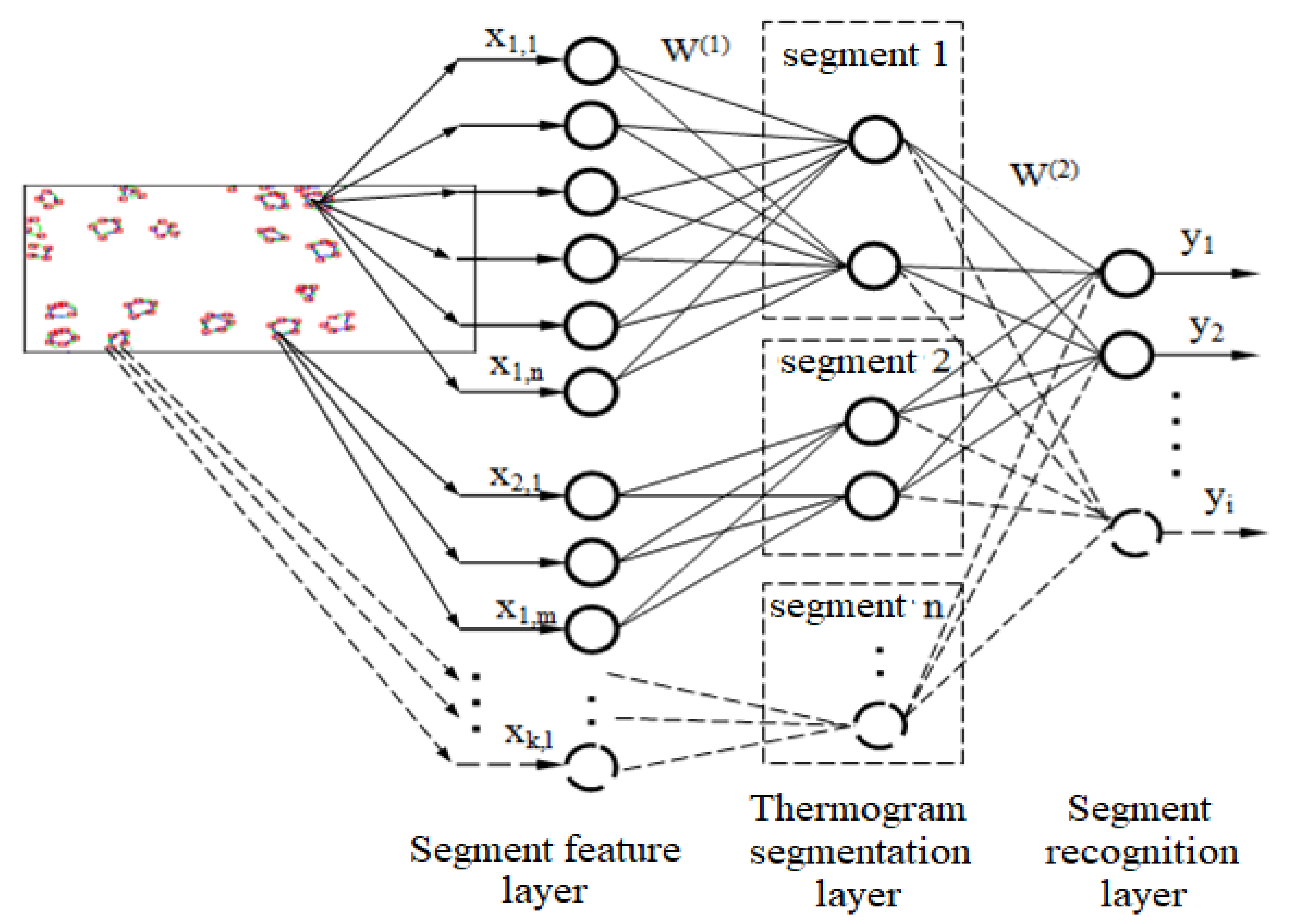
3. Algorithm for Detecting Burnout Zones of a Torpedo Ladle Car’s Lining Based on a Neural Network
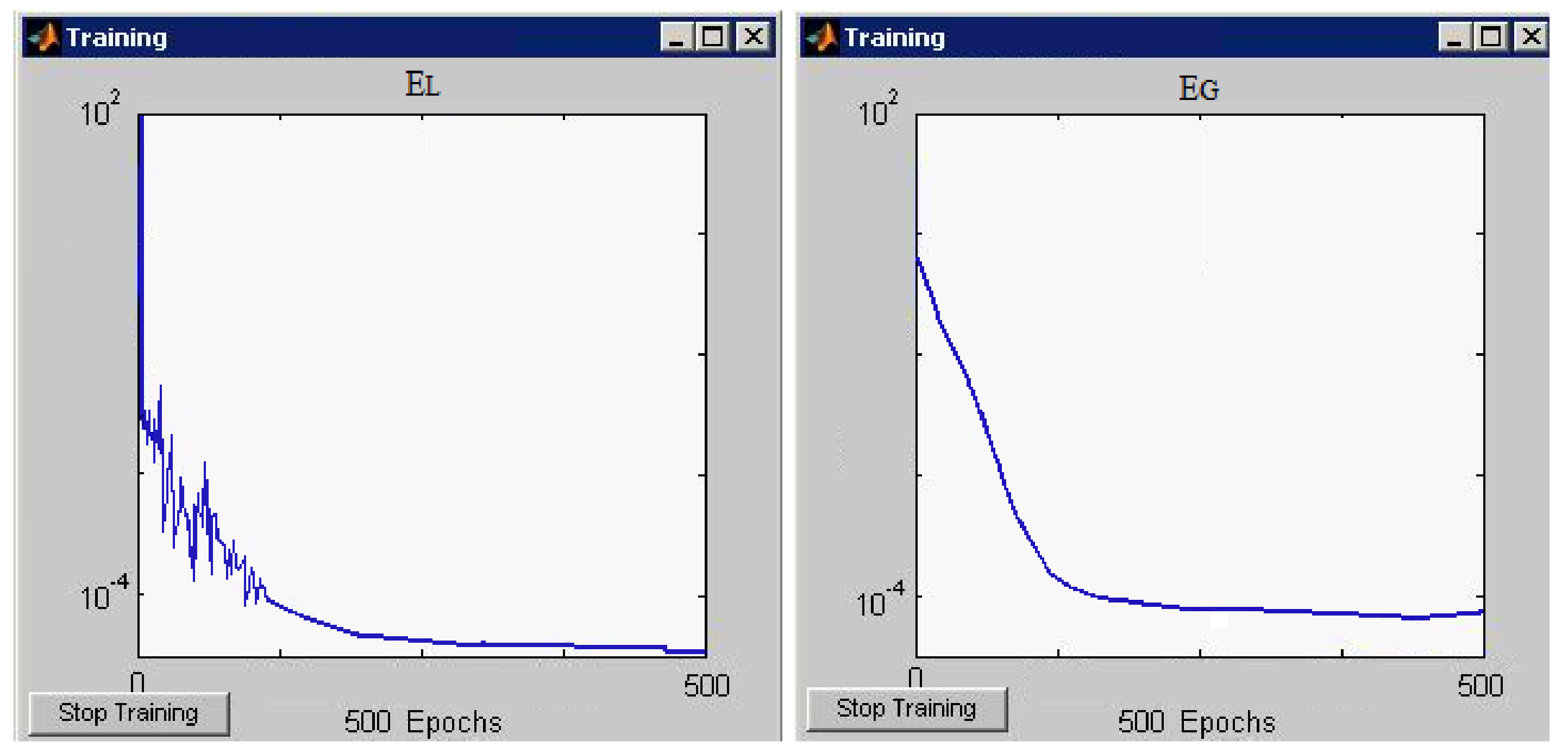
- “traincgb”—Powell–Beale conjugate gradient method;
- “traincgp”—Polak–Ribiere conjugate gradient method;
- “traingd”—gradient descent method;
- “traingda”—gradient descent method with adaptive training (with the learning rate correction).
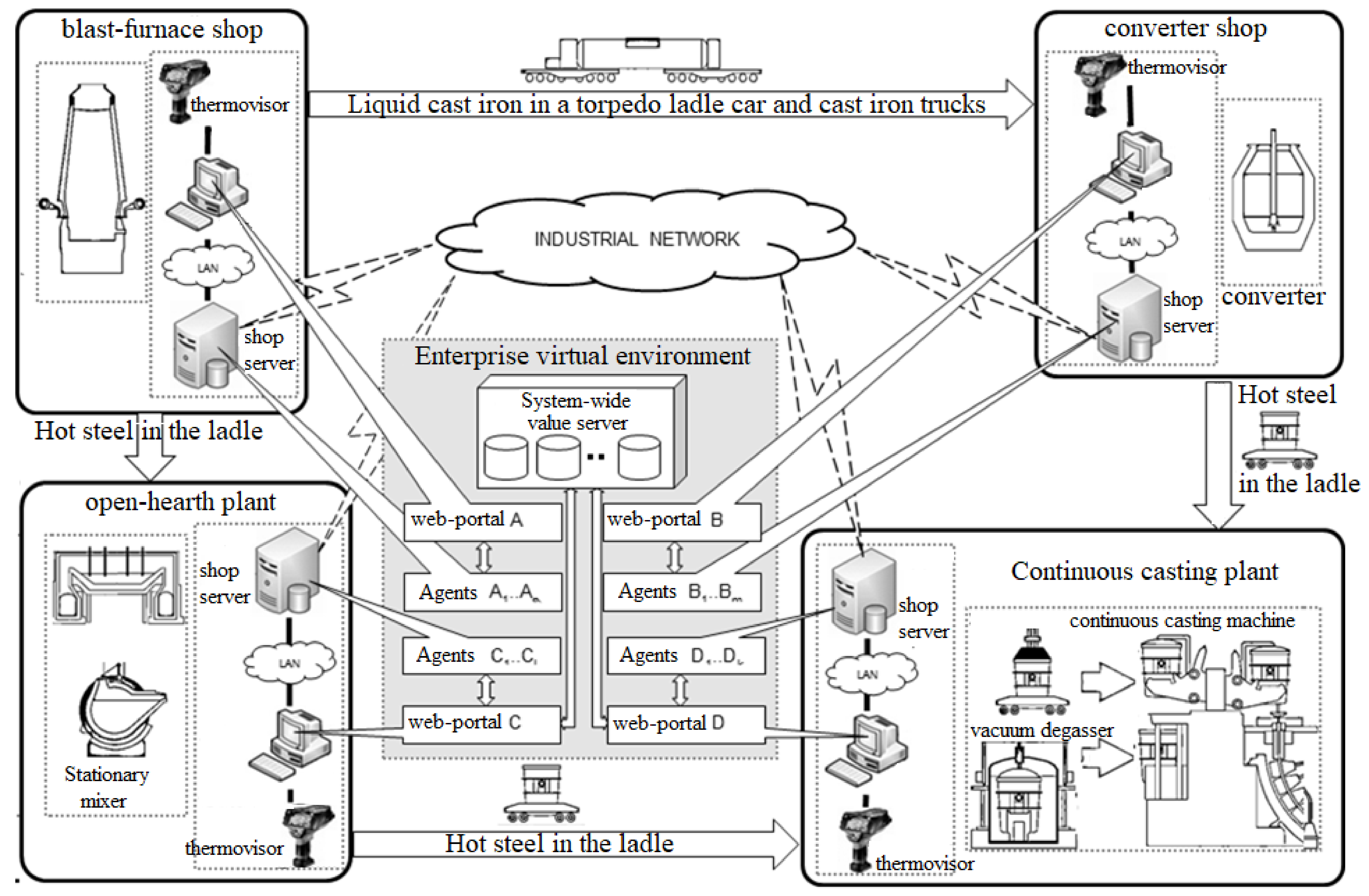
4. Distributed Multi-Agent Information Control System for the Operation of Torpedo Ladle Cars
- (1)
- receiving and input of the data on ladle cars, required in order to determine the state of the ladle car;
- (2)
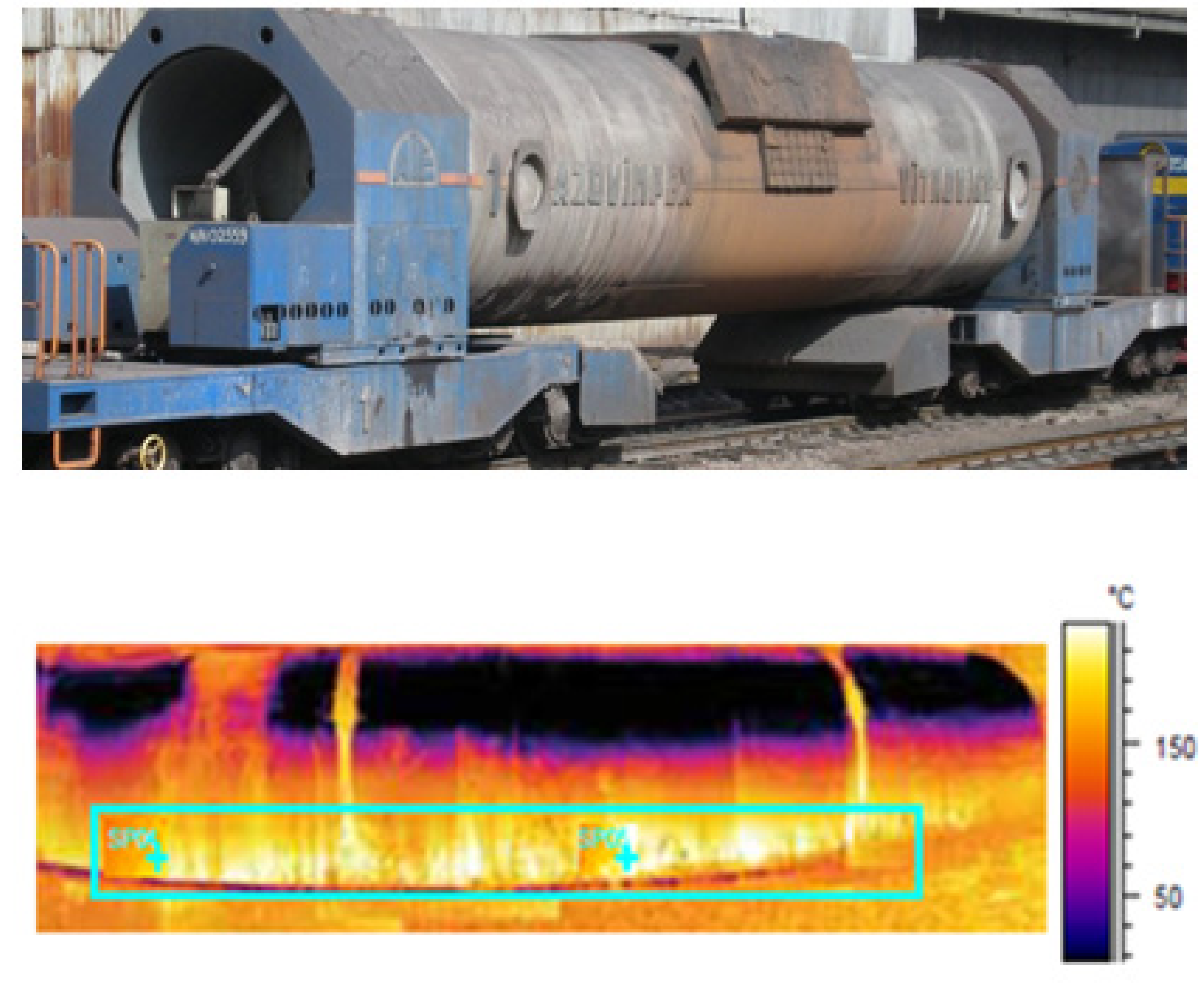
- analysis and quantitative assessment of the state of the ladle car lining based on the method proposed by the authors in the paper [31];
- (3)
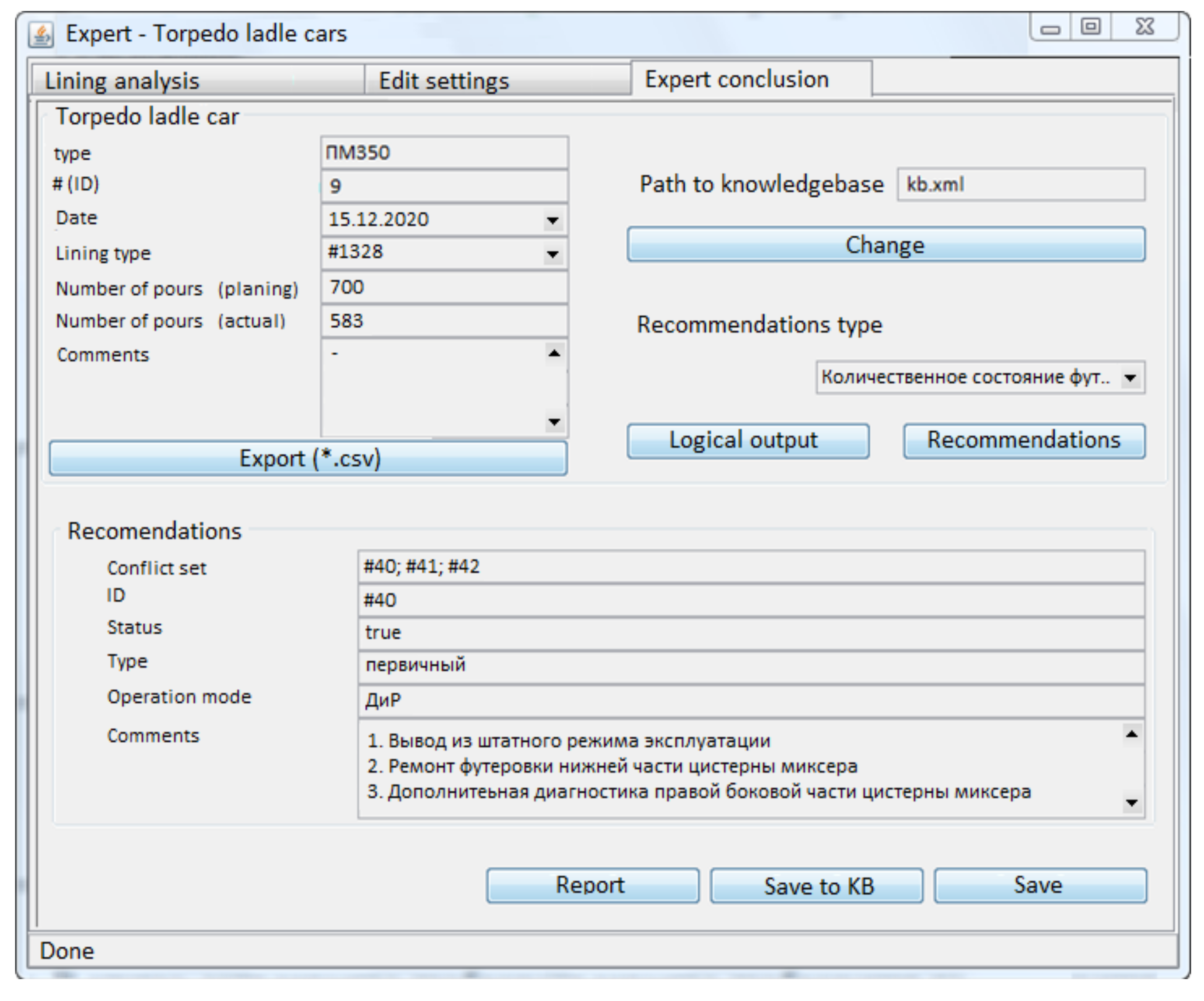
- generation of control recommendations regarding the technical condition of the lining of a torpedo ladle car and the rationality of its use using calculated data and data from regulatory documents;
- (4)
- generation of recommendations on the type of repair and operating modes of torpedo ladle cars;
- (5)
- creation of current and reporting documentation on the process of diagnosing the ladle cars condition;
- (6)
- editing the knowledge base and accumulating the experience gained regarding the fleet of torpedo ladle cars in operation.
5. Result and Discussion
6. Conclusions
- An algorithm for detecting burnout zones in the lining of torpedo ladle cars is proposed. When developing the algorithm, a multilayer neural network model was synthesized to determine the burnout zones of the lining. The designed neural network makes it possible to determine not only a specific section of the lining of a torpedo ladle car for its replacement, but also assesses the current state of a specific section.
- An information control system for the operation of torpedo ladle cars is proposed. It is based on the parallel detection of defects by agents, which makes it possible to increase the efficiency of diagnostics of torpedo ladle cars on the scale of the entire metallurgical enterprise. When developing the information system, the authors created an expert system software for assessing the condition of torpedo ladle cars.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Bizhanov, A.; Chizhikov, V. Agglomeration in Metallurgy; Springer: Berlin/Heidelberg, Germany, 2020. [Google Scholar] [CrossRef]
- Dutta, S.K.; Chokshi, Y.B. Basic Concepts of Iron and Steel Making; Springer: Berlin/Heidelberg, Germany, 2020. [Google Scholar] [CrossRef]
- Hu, W.; Gu, F.; Chen, S. Large Data and AI Analysis Based Online Diagnosis System Application of Steel Ladle Slewing Bearing. In Advances in Asset Management and Condition Monitoring; COMADEM; Smart Innovation, Systems and Technologies; Springer: Berlin/Heidelberg, Germany, 2019; Volume 166, pp. 1519–1527. [Google Scholar]
- Emil, M.; Venko, P.; Ivan, D.; Kosta, B. Model-Based Approach for Investigation of Ladle Lining Damages. In International Review of Mechanical Engineering; Indian Institute of Technology: Kanpur, India, 2013; Volume 7, pp. 122–130. [Google Scholar]
- Petrova, I.; Mihailov, E.; Boshnakov, K. Decision support system for condition based maintains of steel casting ladles. J. Chem. Technol. Metall. 2019, 54, 1103–1113. [Google Scholar]
- Chakraborty, B.; Sinha, B.K. Process-integrated steel ladle monitoring, based on infrared imaging—A robust approach to avoid ladle breakout. Quant. InfraRed Thermogr. J. 2020, 17, 169–191. [Google Scholar] [CrossRef]
- Gordon, Y.; Kumar, S.; Freislich, M.; Yaroshenko, Y. The modern technology of iron and steel production and possible ways of their development. Steel Transl. 2015, 45, 627–634. [Google Scholar] [CrossRef]
- Chernyi, S. Use of Information Intelligent Components for the Analysis of Complex Processes of Marine Energy Systems. Transp. Telecommun. J. 2016, 17, 202–211. [Google Scholar] [CrossRef]
- Zhilenkov, A.; Chernyi, S.; Emelianov, V. Application of Artificial Intelligence Technologies to Assess the Quality of Structures. Energies 2021, 14, 8040. [Google Scholar] [CrossRef]
- Yılmaz, S. Thermomechanical Modelling for Refractory Lining of a Steel Ladle Lifted by Crane. Steel Res. 2003, 74, 483–488. [Google Scholar] [CrossRef]
- Doukovska, L.; Petkov, V.; Mihailov, E.; Vassileva, S. Image Processing for Technological Diagnostics of Metallurgical Facilities. Cybern. Inf. Technol. 2012, 12, 66–76. [Google Scholar] [CrossRef][Green Version]
- Mill Ladle Refractory Monitoring. Available online: https://www.flir.com/discover/instruments/early-fire-detection/mill-ladle-refractory-monitoring/ (accessed on 1 December 2021).
- Metal and Steel Industry Integrated Process Route. Available online: https://cdn.sick.com/media/docs/7/47/447/industry_guide_metal_and_steel_industry_integrated_process_route_en_im0062447.pdf (accessed on 5 December 2021).
- Lee, S.J.; Jeon, Y.-J.; Kim, S.W. Analyzing Refractory Bricks of Ladles using Infrared Images. J. Inst. Control Robot. Syst. 2015, 21, 291–300. [Google Scholar] [CrossRef][Green Version]
- Thermal Imaging System for a Reliable Condition Monitoring of the Refractory Lining. Available online: http://www.pieper-video.com/upload/pdf/downloads/LadleCheck_EN.pdf (accessed on 1 December 2021).
- Condition Monitoring of Steel Ladles with IR Cameras. Available online: https://www.automationtechnology.de/cms/en/condition-monitoring-of-steel-ladles/ (accessed on 5 December 2021).
- Mihailov, E.; Petkov, V.; Doichev, I.; Boshnakov, K. Model-Based Approach for Investigation of Ladle Lining Damages. Int. Rev. Mech. Eng. 2013, 7, 122–130. [Google Scholar]
- Lamm, R.; Kirchhoff, S. Optimization of Ladle Refractory Lining, Gap and Crack Detection, Lining Surface Temperature and Sand-Filling of the Ladle-Tap Hole by Means of a 3d-Laserprofile-Measurement System That Is Immersed into a Hot Ladle to Evaluate the Entire Condition. Available online: http://www.unitecr2017.mundodecongresos.com/abstracts/Paper_rbofbhfxcsxhpgipoispm.pdf (accessed on 1 December 2021).
- Theodoropoulos, P.; Spandonidis, C.C.; Giannopoulos, F.; Fassois, S. A Deep Learning-Based Fault Detection Model for Optimization of Shipping Operations and Enhancement of Maritime Safety. Sensors 2021, 21, 5658. [Google Scholar] [CrossRef] [PubMed]
- Tripathi, A.; Saha, J.K.; Singh, J.B.; Ajmani, S.K. Numerical Simulation of Heat Transfer Phenomenon in Steel Making Ladle. ISIJ Int. 2012, 52, 1591–1600. [Google Scholar] [CrossRef]
- Petrova, I.; Mihailov, E. Determination of Defects Parameters in Infrared Diagnosis of Steel Ladle Wall. J. Chem. Technol. Metall. 2020, 55, 2158–2166. [Google Scholar]
- Sawai, S.; Shiokawa, M.; Hashimoto, K.; Yamada, Y. Methods of Evaluating the Damage of Steelmaking Refractories; December, No. 215; Nippon Steel Technical Report; Nippon Steel: Tokyo, Japan, December 2020. [Google Scholar]
- Li, G.F.; Xu, S.Q.; Jiang, G.Z.; Wu, Z.H.; Kong, J.Y.; Xie, L.X. Influence of Working Lining Parameters on Stress Field of Ladle Composite Construction Body. Appl. Mech. Mater. 2011, 121, 800–804. [Google Scholar] [CrossRef]
- Zhilenkov, A.; Abramkina, K.; Epifantsev, I.; Chernyi, S. Intelligent Energy-Quality Management in Autonomous Electric-Power Systems of Transport Facilities. Russ. Electr. Eng. 2021, 92, 284–290. [Google Scholar] [CrossRef]
- Vijayalakshmi, D.; Nath, M.K. Taxonomy of Performance Measures for Contrast Enhancement. Pattern Recognit. Image Anal. 2020, 30, 691–701. [Google Scholar] [CrossRef]
- Dougherty, G. Pattern Recognition and Classification; Springer: Berlin/Heidelberg, Germany, 2013; p. 206. [Google Scholar]
- Yemelyanov, V.; Yemelyanova, N.; Nedelkin, A.; Zarudnaya, M. Neural network to diagnose lining condition. IOP Conf. Ser. Mater. Sci. Eng. 2018, 327, 022107. [Google Scholar] [CrossRef]
- Kenji, S. Artificial Neural Networks: Architectures and Applications; InTech: London, UK, 2013; p. 264. [Google Scholar]
- Suresh Kumar, P.; Behera, H.S.; Anisha Kumari, K.; Nayak, J.; Naik, B. Advancement from neural networks to deep learning in software effort estimation. Perspect. Two Decades Comput. Sci. Rev. 2020, 38, 100288. [Google Scholar] [CrossRef]
- Yemelyanov, V.; Tochilkina, T.; Vasilieva, E.; Nedelkin, A.; Shved, E. Computer diagnostics of the torpedo ladle cars. AIP Conf. Proc. 2018, 2034, 020008. [Google Scholar] [CrossRef]
- Yemelyanov, V.; Chernyi, S.; Yemelyanova, N.; Varadarajan, V. Application of neural networks to forecast changes in the technical condition of critical production facilities. Comput. Electr. Eng. 2021, 93, 107225. [Google Scholar] [CrossRef]
- Shalabh, H.T. Statistical Analysis of Designed Experiments; Springer: Berlin/Heidelberg, Germany, 2009; p. 624. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| NN Type and Its Structure | An Evaluated Optimal Number of Learning Epochs | Total Number of Recognizable Images of Thermograms for Torpedo Ladle Car | Percentage of Correctly Recognized Images of Thermograms among the Total Number of Thermograms | |
|---|---|---|---|---|
| Multi-segment MLP-network | 510–170–40 | 480 | 1200 | 88.5 |
| 800–300–30 | 820 | 1200 | 91.2 | |
| 900–300–20 | 900 | 1200 | 94.7 | |
| 660–220–20 | 1000 | 1200 | 95.3 | |
| Multi-segment RBF-network | 510–170–40 | 650 | 1200 | 91.8 |
| 800–300–30 | 700 | 1200 | 98.6 | |
| 900–300–20 | 1000 | 1200 | 95.5 | |
| 660–220–20 | 1100 | 1200 | 96.5 | |
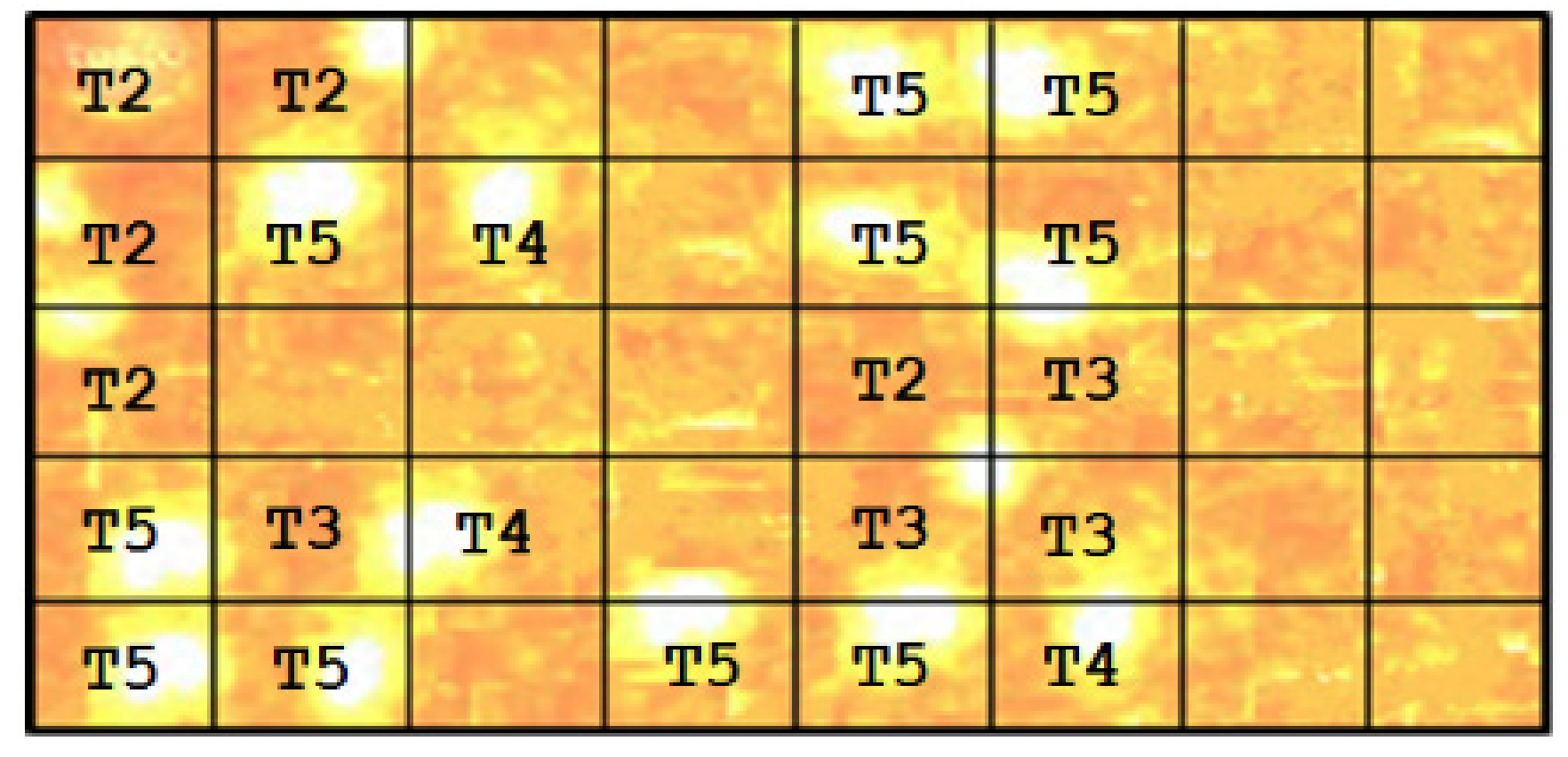
| Output Neuron Value Range | Temperature Range | The Entered Designation of the Temperature Range |
|---|---|---|
| - | 0–30 °C | Tnormal |
| - | 30–40 °C | Tpre |
| 0.0001–0.15 | 40–50 °C | T1 |
| 0.151–0.21 | 50–70 °C | T2 |
| 0.22–0.28 | 70–90 °C | T3 |
| 0.29–0.34 | 90–110 °C | T4 |
| 0.341–0.41 | 110–150 °C | T5 |
| 0.42–0.5 | 150–200 °C | T6 |
| 0.51–0.6 | 200–250 °C | T7 |
| 0.61–0.79 | 250–300 °C | T8 |
| 0.8–0.89 | 300–350 °C | T9 |
| 0.9–0.99 | 350–400 °C | T10 |
| Torpedo Ladle Car | Temperature Values of the Sections of the Torpedo Ladle Car Casing, Calculated by the Neural Network | Temperature Values of the Sections of the Torpedo Ladle Car Casing, Confirmed Experimentally | R | Raccept |
|---|---|---|---|---|
| Torpedo ladle car PM 350t—No.1 | 45 | 51 | 60 | 100 |
| Torpedo ladle car PM 350t—No.2 | 48 | 50 | 20 | 100 |
| … | … | … | … | … |
| Torpedo ladle car PM 350t—No.24 | 46 | 53 | 70 | 100 |
| No. of the Experiment | Standard System for Diagnostics and Monitoring of Ladle Cars | Information System Proposed by the Authors | ||||
|---|---|---|---|---|---|---|
| ncount | nreal | ncount | nreal | |||
| #1 | 440 | 520 | 15.4 | 1100 | 1110 | 0.9 |
| #2 | 350 | 361 | 3.05 | 750 | 803 | 6.6 |
| #3 | 300 | 310 | 3.23 | 800 | 810 | 1.2 |
| #4 | 290 | 310 | 6.45 | 500 | 512 | 2.3 |
| #5 | 710 | 800 | 11.3 | 50 | 53 | 5.7 |
| … | … | … | … | … | … | … |
| #55 | 50 | 80 | 37.5 | 250 | 277 | 9.8 |
| #56 | 90 | 115 | 21.7 | 250 | 255 | 2 |
| #57 | 100 | 190 | 47.4 | 150 | 155 | 3.2 |
| #58 | 90 | 121 | 25.6 | 650 | 705 | 7.8 |
| #59 | 310 | 364 | 14.8 | 600 | 605 | 0.8 |
| #60 | 360 | 426 | 15.5 | 400 | 410 | 2.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chernyi, S.; Emelianov, V.; Zinchenko, E.; Zinchenko, A.; Tsvetkova, O.; Mishin, A. Application of Artificial Intelligence Technologies for Diagnostics of Production Structures. J. Mar. Sci. Eng. 2022, 10, 259. https://doi.org/10.3390/jmse10020259
Chernyi S, Emelianov V, Zinchenko E, Zinchenko A, Tsvetkova O, Mishin A. Application of Artificial Intelligence Technologies for Diagnostics of Production Structures. Journal of Marine Science and Engineering. 2022; 10(2):259. https://doi.org/10.3390/jmse10020259
Chicago/Turabian StyleChernyi, Sergei, Vitalii Emelianov, Elena Zinchenko, Anton Zinchenko, Olga Tsvetkova, and Aleksandr Mishin. 2022. "Application of Artificial Intelligence Technologies for Diagnostics of Production Structures" Journal of Marine Science and Engineering 10, no. 2: 259. https://doi.org/10.3390/jmse10020259
APA StyleChernyi, S., Emelianov, V., Zinchenko, E., Zinchenko, A., Tsvetkova, O., & Mishin, A. (2022). Application of Artificial Intelligence Technologies for Diagnostics of Production Structures. Journal of Marine Science and Engineering, 10(2), 259. https://doi.org/10.3390/jmse10020259