Author Contributions
X.G.: Conceptualization, Methodology, Formal analysis, Writing—original draft, Writing—review and editing, Project administration; B.L.: Conceptualization, Investigation, Data curation, Writing—original draft, Writing—review and editing, Supervision; Y.L.: Conceptualization, Supervision, Project administration, Funding acquisition; S.W.: Conceptualization, Formal analysis, Validation; Z.T.: Conceptualization, Methodology, Resources; Y.D.: Conceptualization, Software, Validation; X.L.: Methodology, Validation, Data curation. All authors have read and agreed to the published version of the manuscript.
Figure 1.
Schematic diagram of Xinjiang cotton planting model and plant height. 1. Soil. 2. Surface mulch. 3. Cotton stalk.
Figure 1.
Schematic diagram of Xinjiang cotton planting model and plant height. 1. Soil. 2. Surface mulch. 3. Cotton stalk.
Figure 2.
Diameter distribution of cotton stalk at different positions.
Figure 2.
Diameter distribution of cotton stalk at different positions.
Figure 3.
Cotton stalk double-support shearing test.
Figure 3.
Cotton stalk double-support shearing test.
Figure 4.
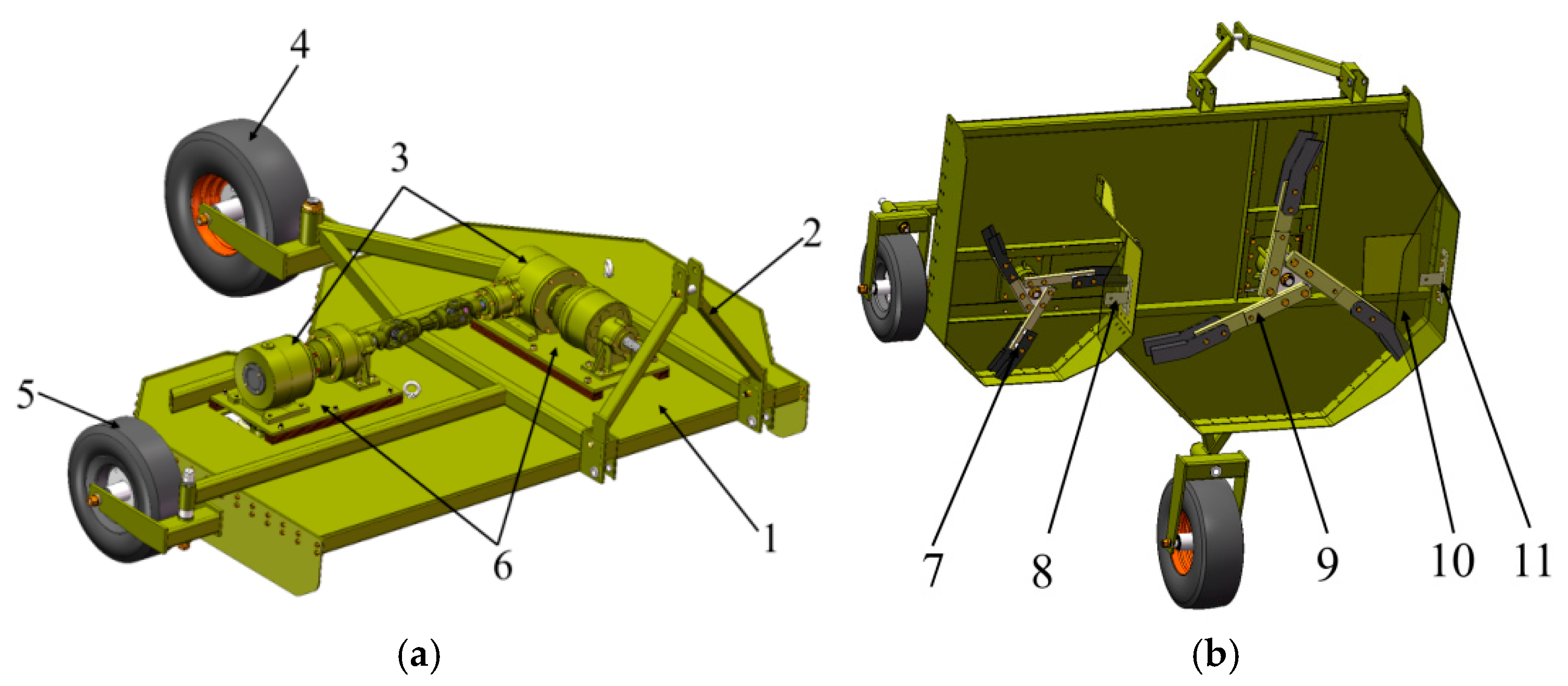
Overall structure diagram of the straw crushing device. (a). Front view of the straw crusher. (b). Bottom view of the straw crusher. 1. Frame guard plate. 2. Triangular suspension. 3. Gearbox. 4. Large contour wheel. 5. Support wheel. 6. Shock-absorbing pad. 7. Small cutting blade disc. 8. Fixed knife. 9. Large cutting blade disc. 10. Large guard plate. 11. Fixed knife.
Figure 4.
Overall structure diagram of the straw crushing device. (a). Front view of the straw crusher. (b). Bottom view of the straw crusher. 1. Frame guard plate. 2. Triangular suspension. 3. Gearbox. 4. Large contour wheel. 5. Support wheel. 6. Shock-absorbing pad. 7. Small cutting blade disc. 8. Fixed knife. 9. Large cutting blade disc. 10. Large guard plate. 11. Fixed knife.
Figure 5.
Schematic diagram of the working principle. 1. Small gearbox. 2. Small cutterhead. 3. Fixed knife. 4. Small over-running clutch, 5. Small friction clutch. 6. Small gearbox. 7. Fixed knife. 8. Large over-running clutch. 9. Large friction clutch. 10. Large cutterhead.
Figure 5.
Schematic diagram of the working principle. 1. Small gearbox. 2. Small cutterhead. 3. Fixed knife. 4. Small over-running clutch, 5. Small friction clutch. 6. Small gearbox. 7. Fixed knife. 8. Large over-running clutch. 9. Large friction clutch. 10. Large cutterhead.
Figure 6.
Schematic diagram of the fixed blade. 1. Fixed blade edge. 2. Fixed blade body. 3. Fixed blade seat.
Figure 6.
Schematic diagram of the fixed blade. 1. Fixed blade edge. 2. Fixed blade body. 3. Fixed blade seat.
Figure 7.
Schematic diagram of the moving blade structure.
Figure 7.
Schematic diagram of the moving blade structure.
Figure 8.
Installation position of the crushing knife. (a). Installation structure diagram of the crushing knife in the transmission device. (b). Installation structure diagram of the crushing knife in the complete machine.
Figure 8.
Installation position of the crushing knife. (a). Installation structure diagram of the crushing knife in the transmission device. (b). Installation structure diagram of the crushing knife in the complete machine.
Figure 9.
Chopping and slant cutting of the moving blade relative to the fixed blade. (a). Tangential cutting speed analysis of cotton stalk. (b). Slant cutting speed analysis of cotton stalk. 1. Crushing moving blade. 2. Crushing fixed blade.
Figure 9.
Chopping and slant cutting of the moving blade relative to the fixed blade. (a). Tangential cutting speed analysis of cotton stalk. (b). Slant cutting speed analysis of cotton stalk. 1. Crushing moving blade. 2. Crushing fixed blade.
Figure 10.
Force analysis of cotton stalk shearing by rotating machinery.
Figure 10.
Force analysis of cotton stalk shearing by rotating machinery.
Figure 11.
Force on one side of the cutting edge of the moving blade during cotton stalk cutting.
Figure 11.
Force on one side of the cutting edge of the moving blade during cotton stalk cutting.
Figure 12.
Trajectory of the tool motion.
Figure 12.
Trajectory of the tool motion.
Figure 13.
Schematic diagram of the cotton stalk plant and model.
Figure 13.
Schematic diagram of the cotton stalk plant and model.
Figure 14.
Simulation model experimental layout.
Figure 14.
Simulation model experimental layout.
Figure 15.
Cotton stalk crushing simulation process.
Figure 15.
Cotton stalk crushing simulation process.
Figure 16.
Field test photos.
Figure 16.
Field test photos.
Figure 17.
Effect of different sampling positions on the shear force of straw.
Figure 17.
Effect of different sampling positions on the shear force of straw.
Figure 18.
Effect of different forward speeds of the machine on operational performance.
Figure 18.
Effect of different forward speeds of the machine on operational performance.
Figure 19.
Effect of different rotational speeds of the crushing blade shaft on operational performance.
Figure 19.
Effect of different rotational speeds of the crushing blade shaft on operational performance.
Figure 20.
Influence of different knife tip-to-ground clearances on operation effect.
Figure 20.
Influence of different knife tip-to-ground clearances on operation effect.
Figure 21.
The effect of factor interactions on crushing qualification rate. (a). y1 = (X1, X2, 60); (b). y1 = (X1, 1700, X3); (c). y1 = (3, X2, X3).
Figure 21.
The effect of factor interactions on crushing qualification rate. (a). y1 = (X1, X2, 60); (b). y1 = (X1, 1700, X3); (c). y1 = (3, X2, X3).
Figure 22.
The effect of factor interactions on straw dropping rate. (a). y2 = (X1, X2, 60); (b). y2 = (X1, 1700, X3); (c). y2 = (3, X2, X3).
Figure 22.
The effect of factor interactions on straw dropping rate. (a). y2 = (X1, X2, 60); (b). y2 = (X1, 1700, X3); (c). y2 = (3, X2, X3).
Table 1.
Structural Parameters of Flail Hammers.
Table 1.
Structural Parameters of Flail Hammers.
| Parameters | Large Cutter Disc | Small Cutter Disc |
|---|
| Rake Angle α | 16° | 16° |
| Edge Thickness a | 2 mm | 2 mm |
| Blade Camber b | 10 mm | 6 mm |
| Blade Width c | 100 mm | 60 mm |
| Cutting Edge Length e | 166 mm | 108 mm |
| Overall Tool Length f | 420 mm | 300 mm |
| Shank Offset Angle β | 164° | 164° |
Table 2.
Simulation Parameters Table.
Table 2.
Simulation Parameters Table.
| Parameter | Value | Parameter | Value |
|---|
| Cotton stalk Poisson’s ratio | 0.35 | Crushing blade Poisson’s ratio | 0.3 |
| Cotton stalk density/(kg·m−3) | 1080 | Crushing blade density/(kg·m−3) | 7850 |
| Cotton stalk shear modulus | 7.9 × 1010 | Crushing blade shear modulus | 6.9 × 108 |
| Cotton stalk—Crushing blade restitution coefficient | 0.5 | Cotton stalk—Cotton stalk restitution coefficient | 0.5 |
| Cotton stalk—Crushing blade static/dynamic friction coefficient | 0.37 | Cotton stalk—Cotton stalk static friction coefficient | 0.41 |
| Cotton stalk—Crushing blade rolling friction coefficient | 0.08 | Cotton stalk—Cotton stalk rolling friction coefficient | 0.06 |
| Cotton stalk normal stiffness | 6.73 × 1010 | Cotton stalk critical normal stress | 4 × 107 |
| Cotton stalk tangential stiffness | 5.38 × 1010 | Cotton stalk critical shear stress | 2 × 107 |
Table 3.
Experimental Factors and Levels.
Table 3.
Experimental Factors and Levels.
| Levels | Factors |
|---|
| Forward Speed of the Machine (m/s) | Crushing Blade Shaft Rotational Speed (r/min) | Knife Tip-to-Ground Clearance (mm) |
|---|
| 1 | 1 | 1300 | 40 |
| 2 | 2 | 1500 | 50 |
| 3 | 3 | 1700 | 60 |
| 4 | 4 | 1900 | 70 |
| 5 | 5 | 2100 | 80 |
Table 4.
Orthogonal Experiment Factor and Level Coding.
Table 4.
Orthogonal Experiment Factor and Level Coding.
| Levels | Forward Speed of the Machine X1 (m/s) | Crushing Blade Shaft Rotational Speed X2 (r/min) | Knife Tip-to-Ground Clearance X3 (mm) |
|---|
| −1 | 2 | 1500 | 50 |
| 0 | 3 | 1700 | 60 |
| 1 | 4 | 1900 | 70 |
Table 5.
Orthogonal experimental design and results.
Table 5.
Orthogonal experimental design and results.
| Test Serial Number | Forward Speed of the Machine X1 (m/s) | Crushing Blade Shaft Rotational Speed X2 (r/min) | Knife Tip-to-Ground Clearance X3 (mm) | Crushing Qualification Rate y1/% | Straw Drop Rate y2/% |
|---|
| 1 | −1 | −1 | 0 | 85.2 | 19.7 |
| 2 | 1 | −1 | 0 | 93.1 | 14.6 |
| 3 | −1 | 1 | 0 | 86.3 | 16.4 |
| 4 | 1 | 1 | 0 | 86.6 | 17.4 |
| 5 | −1 | 0 | −1 | 87.6 | 21.9 |
| 6 | 1 | 0 | −1 | 96.8 | 21.9 |
| 7 | −1 | 0 | 1 | 90.5 | 17.6 |
| 8 | 1 | 0 | 1 | 86.5 | 17.1 |
| 9 | 0 | −1 | −1 | 98.3 | 17.0 |
| 10 | 0 | 1 | −1 | 95.7 | 19.6 |
| 11 | 0 | −1 | 1 | 98.6 | 15.6 |
| 12 | 0 | 1 | 1 | 89.5 | 13.7 |
| 13 | 0 | 0 | 0 | 96.9 | 17.8 |
| 14 | 0 | 0 | 0 | 98.2 | 16.1 |
| 15 | 0 | 0 | 0 | 95.4 | 17.0 |
| 16 | 0 | 0 | 0 | 95.8 | 16.7 |
| 17 | 0 | 0 | 0 | 98.7 | 17.2 |
Table 6.
Analysis of Variance for Orthogonal Experimental Results.
Table 6.
Analysis of Variance for Orthogonal Experimental Results.
| Source of Variation | Degrees of Freedom | Crushing Qualification Rate (y1/%) | Straw Drop Rate (y2/%) |
|---|
| Sum of Squares | F-Value | Significance Level p-Value | Sum of Squares | F-Value | Significance Level p-Value |
|---|
| Model | 9 | 391.32 | 20.69 | 0.0003 ** | 178.55 | 15.93 | 0.0007 ** |
| X1 | 1 | 22.44 | 10.68 | 0.0137 * | 6.12 | 4.92 | 0.0621 |
| X2 | 1 | 36.55 | 17.4 | 0.0042 * | 0.005 | 0.004 | 0.9512 |
| X3 | 1 | 22.11 | 10.52 | 0.0142 * | 79.38 | 63.74 | <0.0001 ** |
| X1X2 | 1 | 14.44 | 6.87 | 0.0343 * | 21.62 | 17.36 | 0.0042 ** |
| X1X3 | 1 | 43.56 | 20.73 | 0.0026 ** | 0.2025 | 0.1626 | 0.6988 |
| X2X3 | 1 | 10.56 | 5.03 | 0.0599 | 12.6 | 10.12 | 0.0155 * |
| X12 | 1 | 217.52 | 103.53 | <0.0001 ** | 26.16 | 21.01 | 0.0025 ** |
| X22 | 1 | 17.05 | 8.12 | 0.0247 * | 23.4 | 18.79 | 0.0034 ** |
| X32 | 1 | 1.22 | 0.58 | 0.4716 | 11.36 | 9.12 | 0.0194 * |
| Residual Error | 7 | 14.71 | | | 8.72 | | |
| Lack of Fit | 3 | 6.37 | 1.02 | 0.4728 | 5.26 | 2.03 | |
| Pure Error | 4 | 8.34 | | | 3.45 | | |
| Total | 16 | 406.03 | | | 187.27 | | |
Table 7.
Comparison of validation test results and theoretically optimized values.
Table 7.
Comparison of validation test results and theoretically optimized values.
| Project | Qualification Rate of Crushing y1/% | Straw Drop Rate y2/% |
|---|
| Experimental results | 95.9 | 15.5 |
| Theoretical optimization values | 97.3 | 15.8 |
| Relative error | 1.4 | 1.9 |



 ,
, 





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}