

The Design and Experiment of a Motion Control System for the Whole-Row Reciprocating Seedling Picking Mechanism of an Automatic Transplanter


Abstract
1. Introduction
- To construct the control system structure and communication architecture: Design the hardware framework and signal flow of the row-type seedling picking mechanism based on the PLC controller and stepper motor drive system.
- To design a motion control strategy: Propose a compound control method that integrates S-curve acceleration and deceleration planning with fuzzy PID control, suitable for flexible and rapid control in agricultural operations.
- To conduct multi-level experimental validation: Evaluate system performance through simulation tests, bench tests, and field tests, focusing on control accuracy, motion smoothness, and operational adaptability.
- To analyze key performance indicators: Assess the system’s performance under different control strategies in terms of seedling weight loss rate, positioning error, and picking success rate, and analyze its practicality and robustness in complex field environments.
2. Materials and Methods
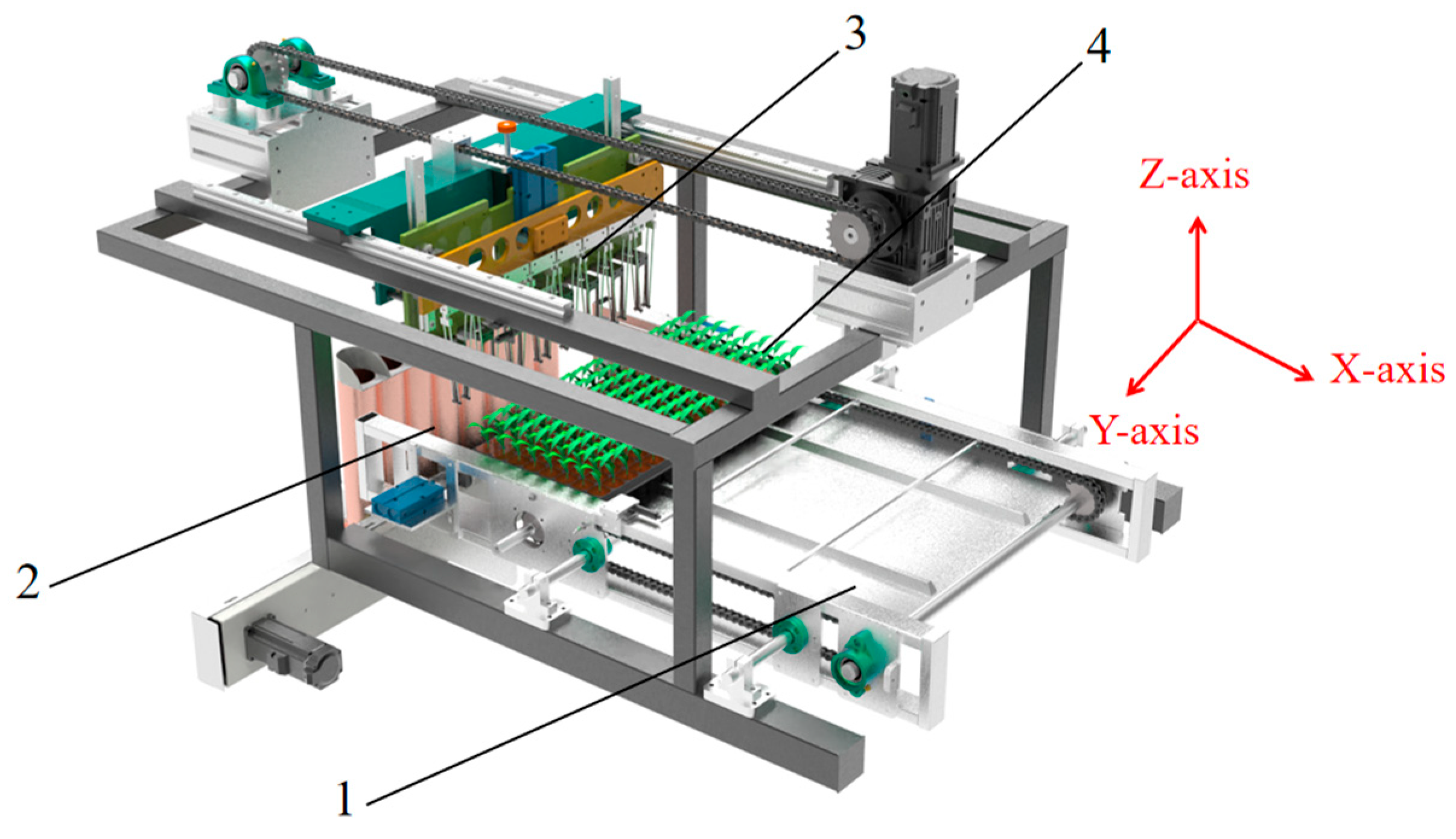
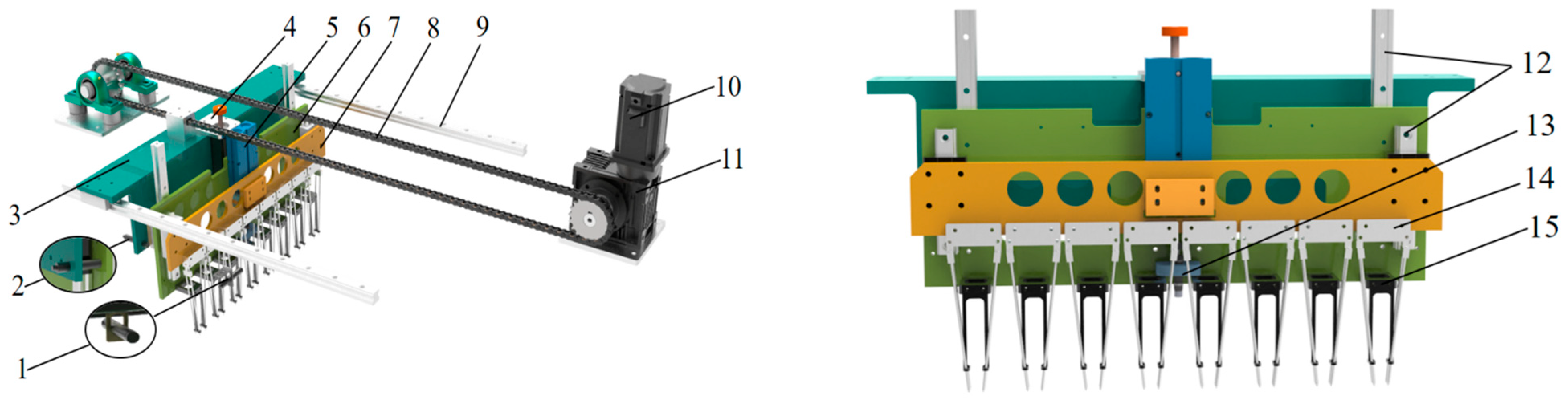
2.1. The Structural Composition of the Seedling Picking Mechanism
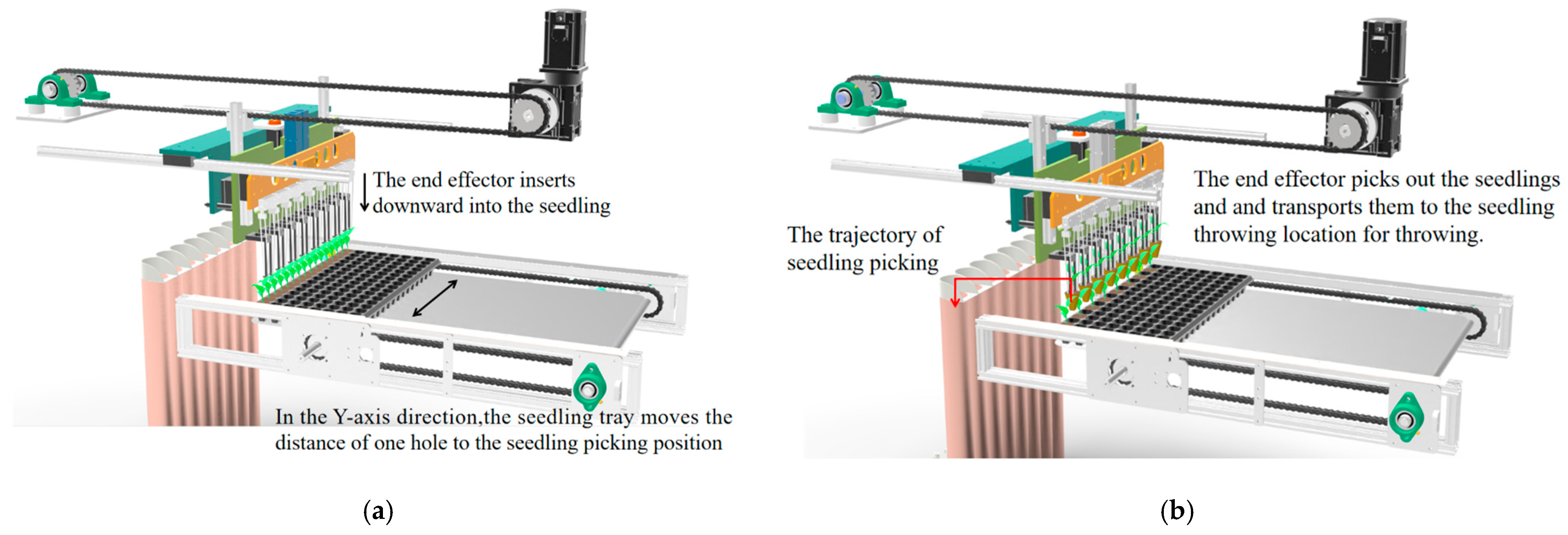
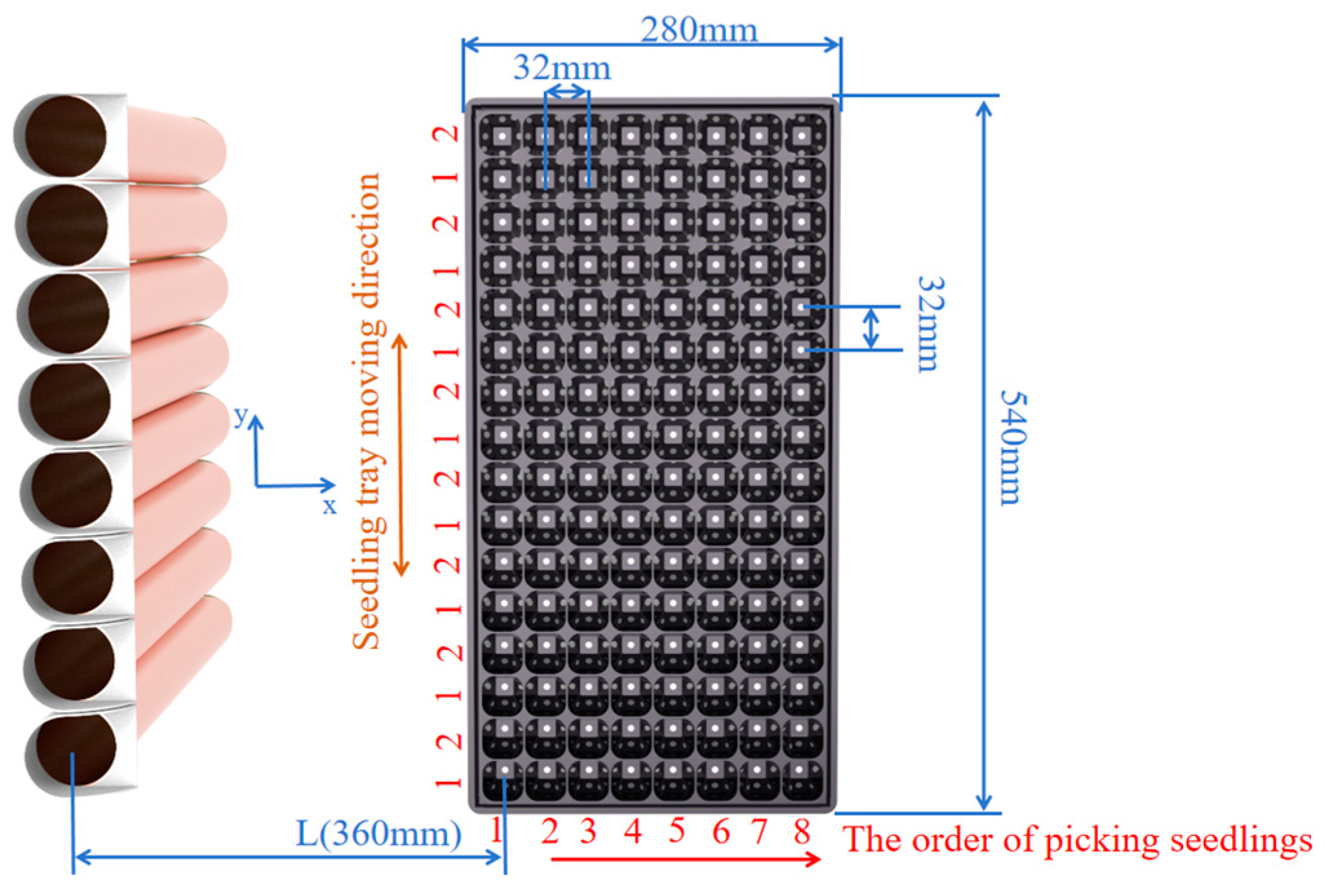
2.2. The Working Principle of the Seedling Picking Mechanism
2.3. The Structural Composition of the Seedling Picking Mechanism
2.3.1. Analysis of Motion Stability
2.3.2. Analysis of Control Accuracy
3. The Design of a Motion Control System for the Seedling Picking Mechanism
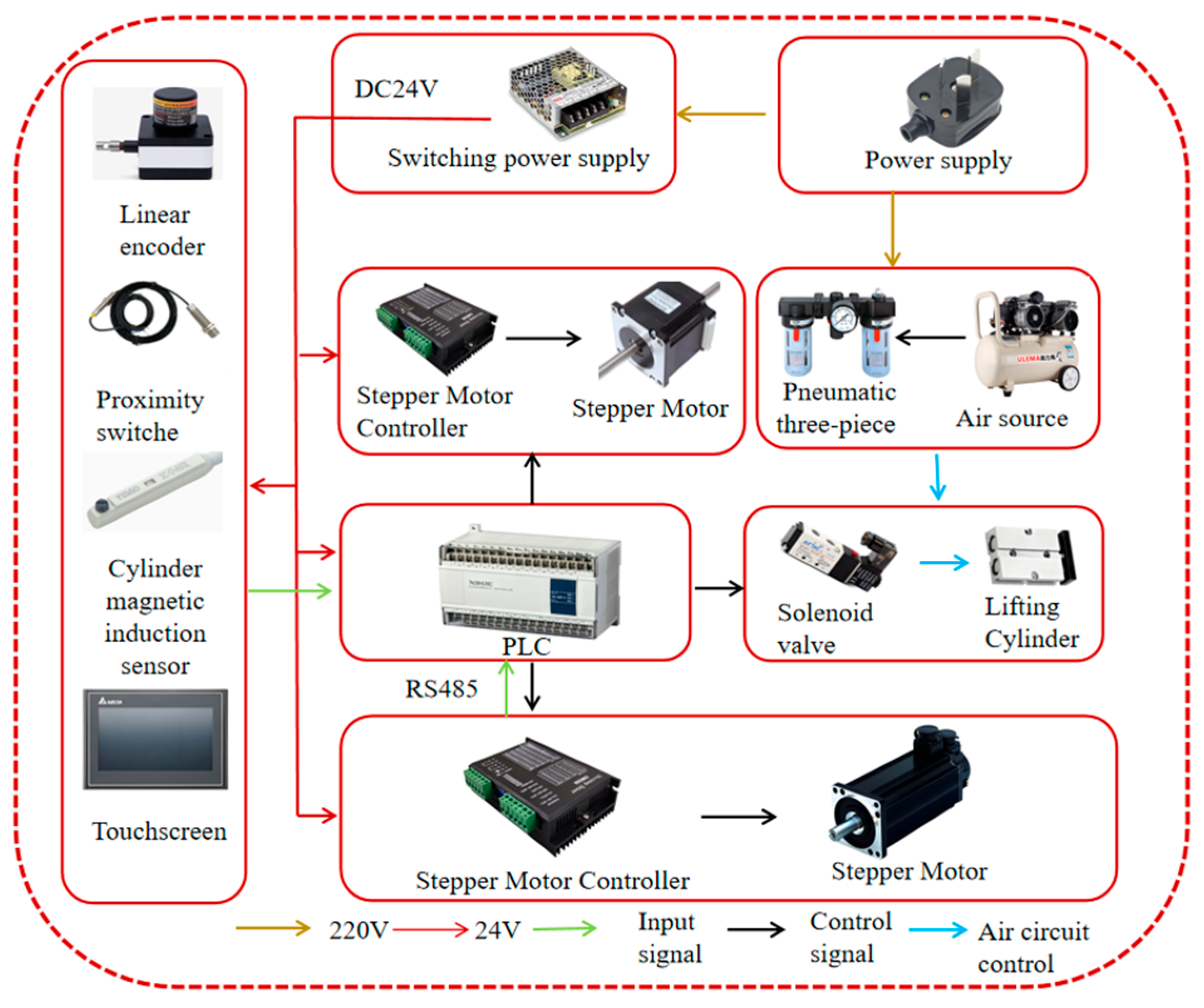
3.1. The Design of the Control System Hardware
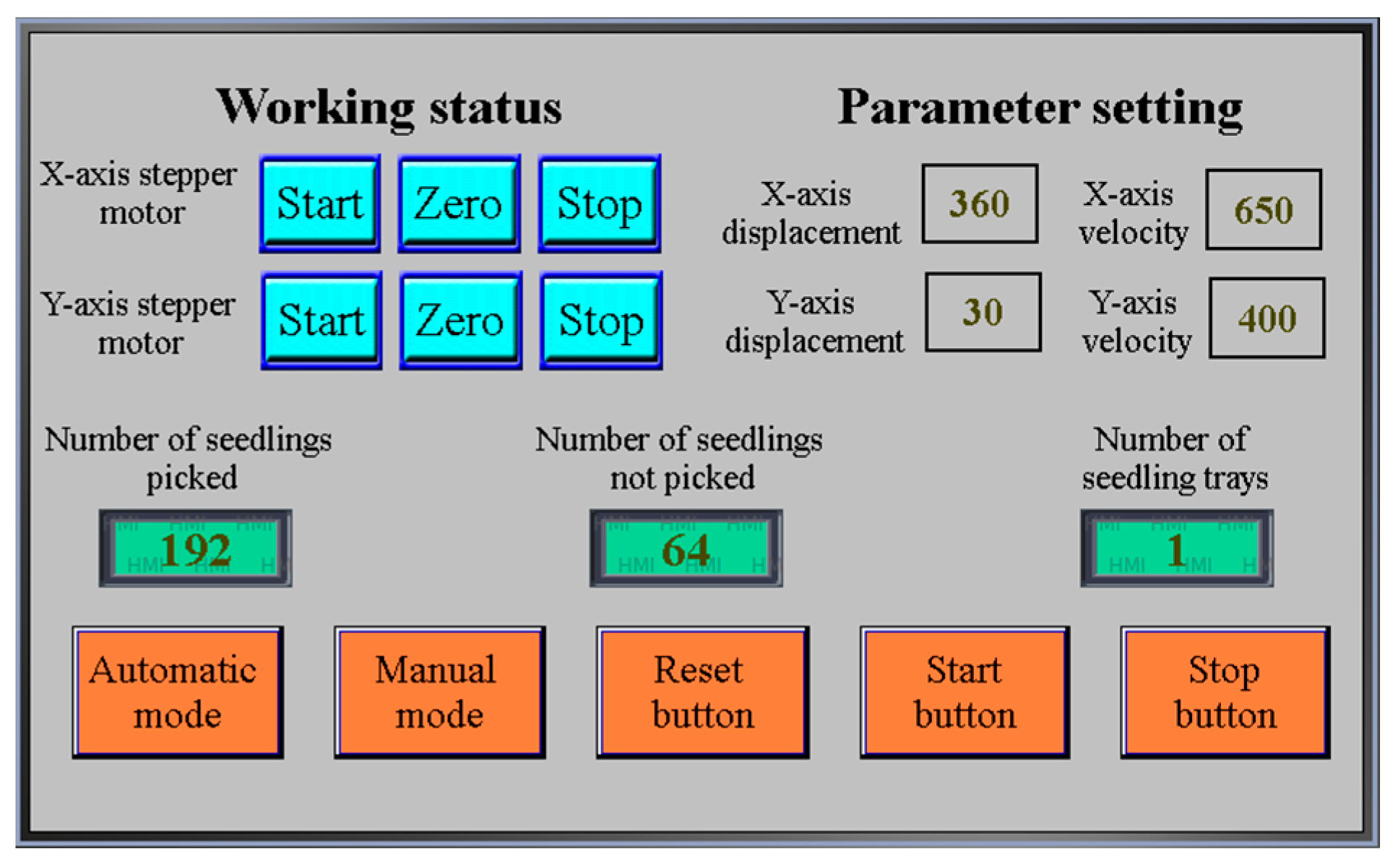
3.2. The Design of the Control System Software
3.2.1. Design of Timing Control for Seedling Picking and Throwing
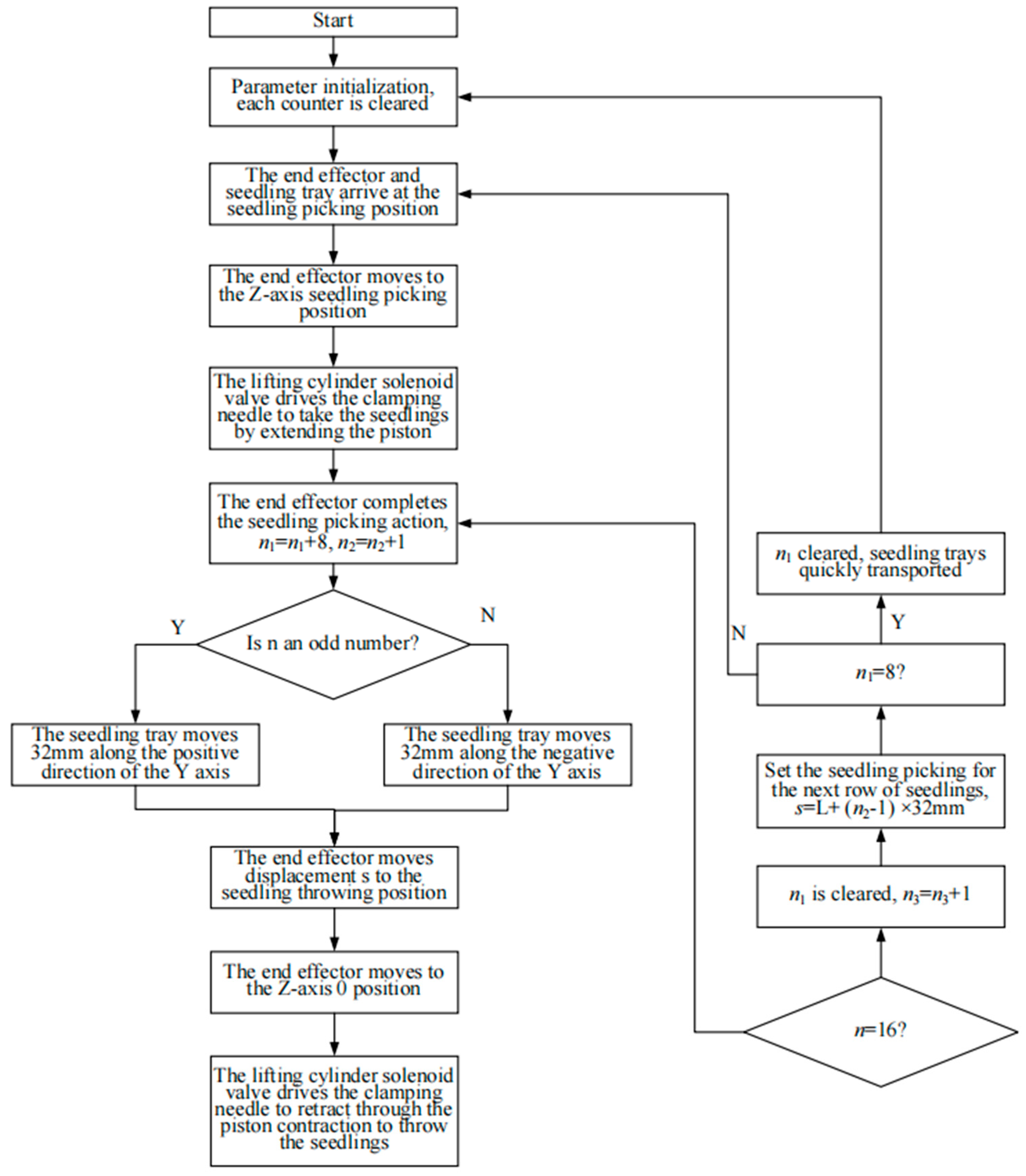
3.2.2. Design of the Process of the Seedling Picking and Throwing Control System
3.3. A Control Algorithm for Seedling Picking Motion Based on Planned S-Curve Acceleration and Deceleration
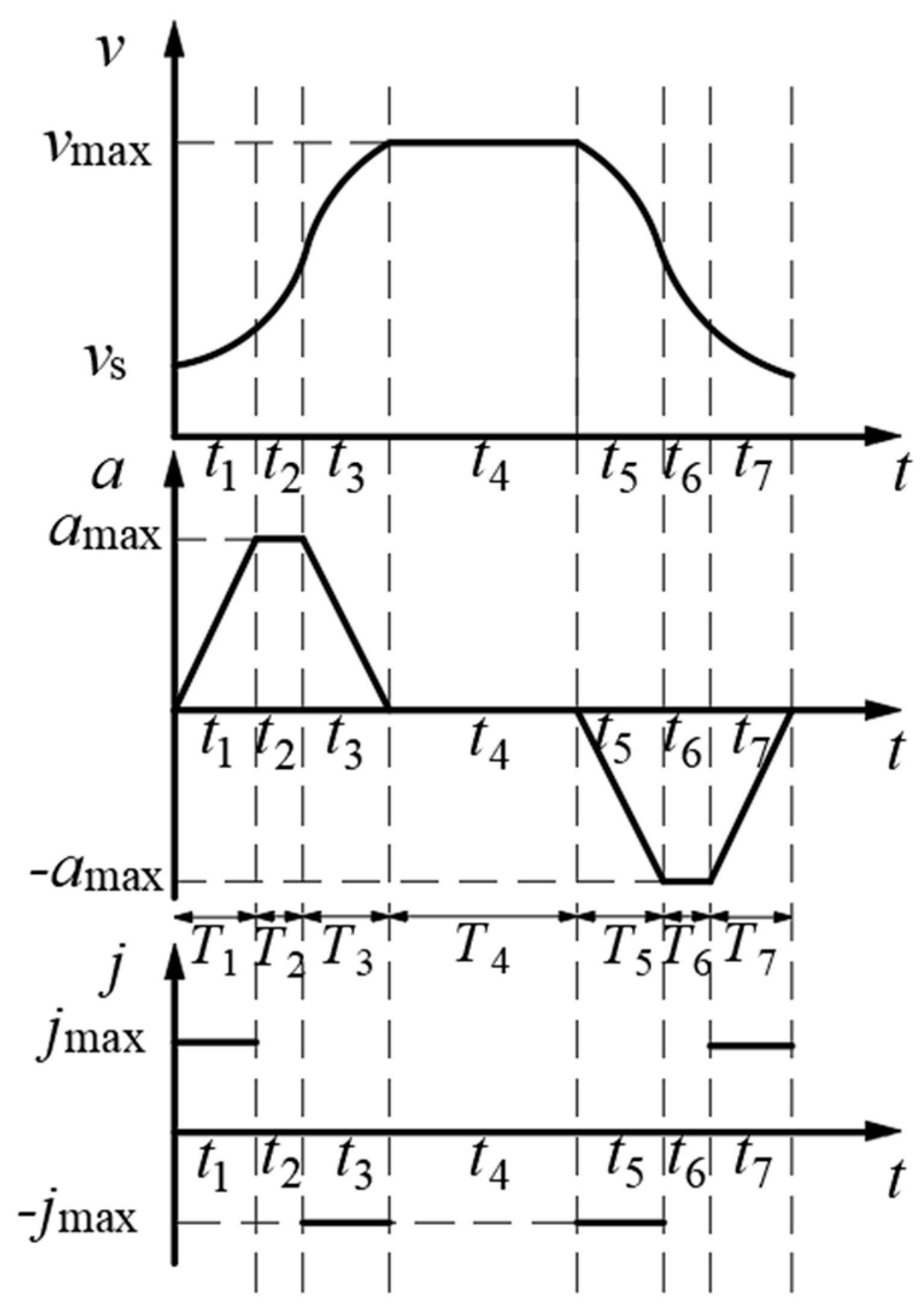
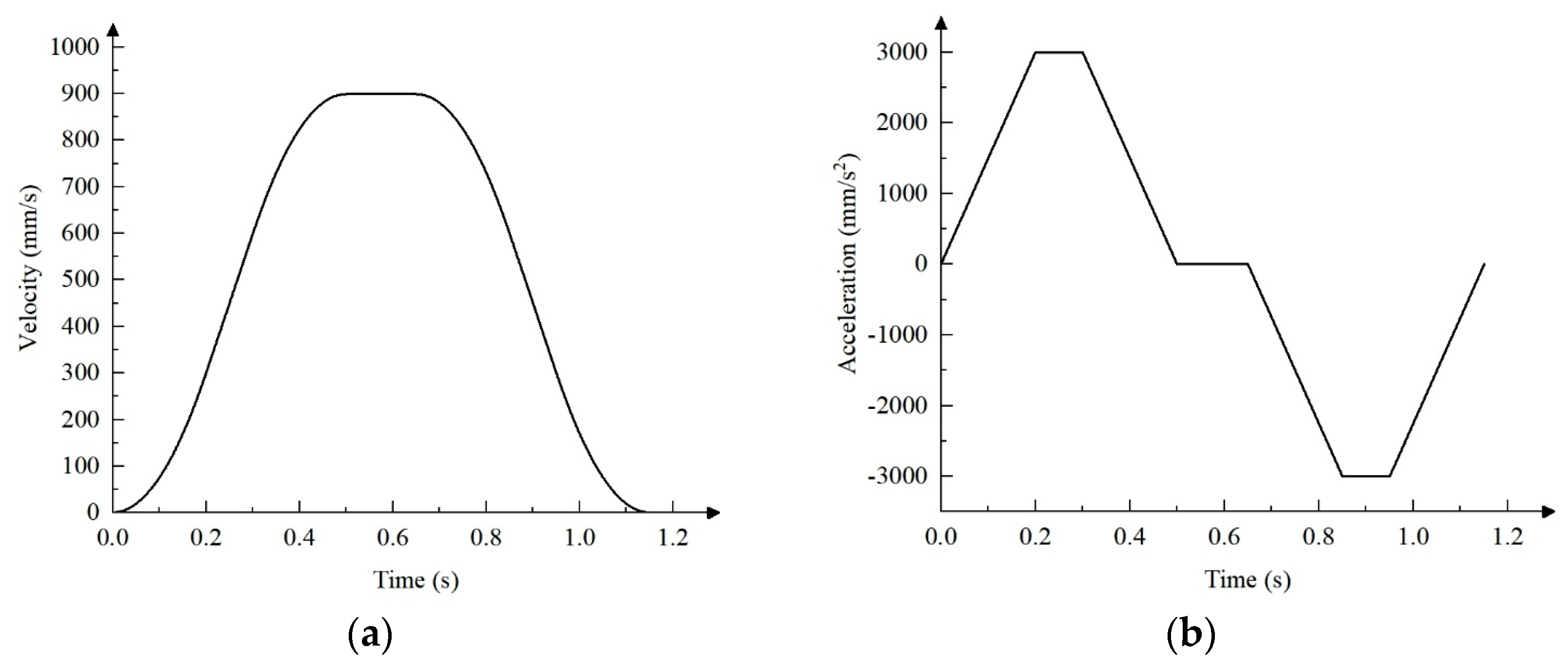
3.3.1. The Design of S-Curve Acceleration and Deceleration Motion
3.3.2. The Simulation Test and Analysis of the S-Curve Acceleration and Deceleration Control Algorithm
3.4. The Control Algorithm of Seedling Picking Motion Positioning Based on Fuzzy PID
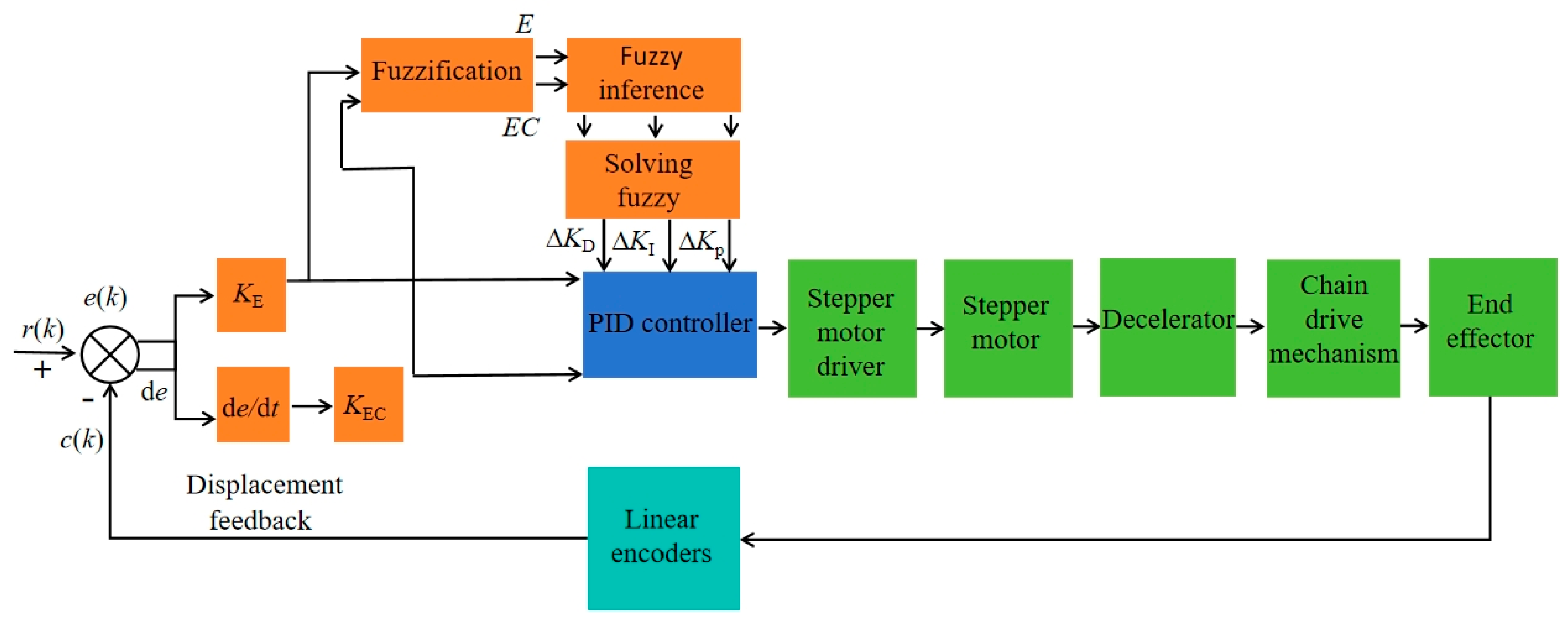
3.4.1. Design of the Fuzzy PID Control System Structure
3.4.2. Design of a Fuzzy PID Controller
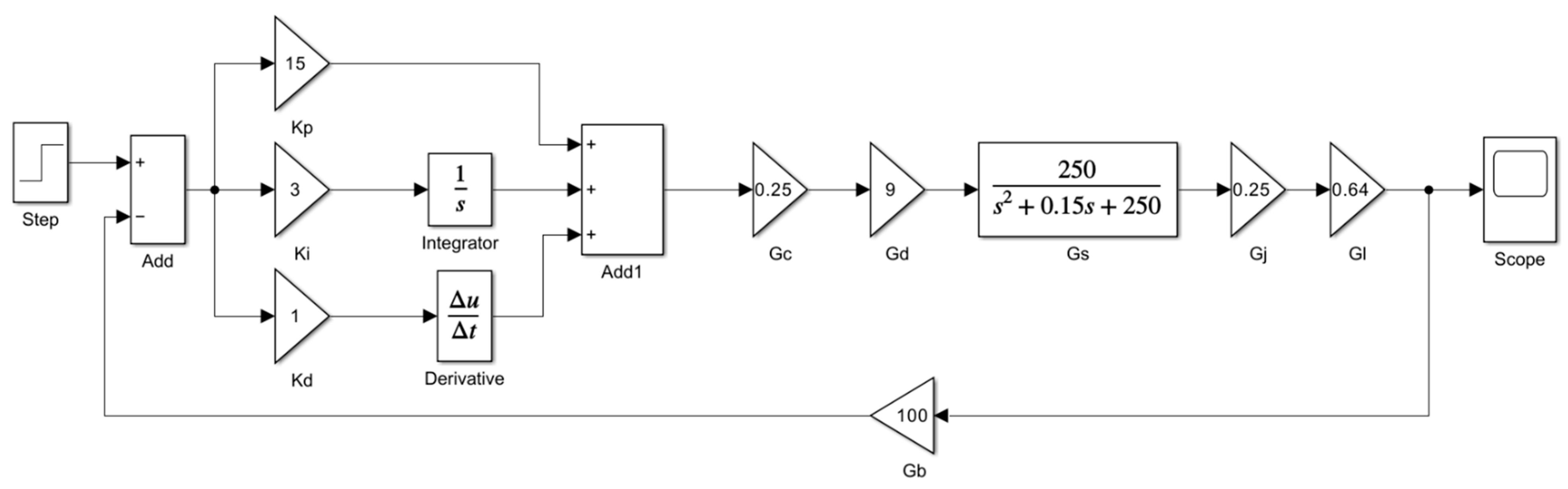
3.4.3. The Establishment of the Transfer Function of the Positioning Control System
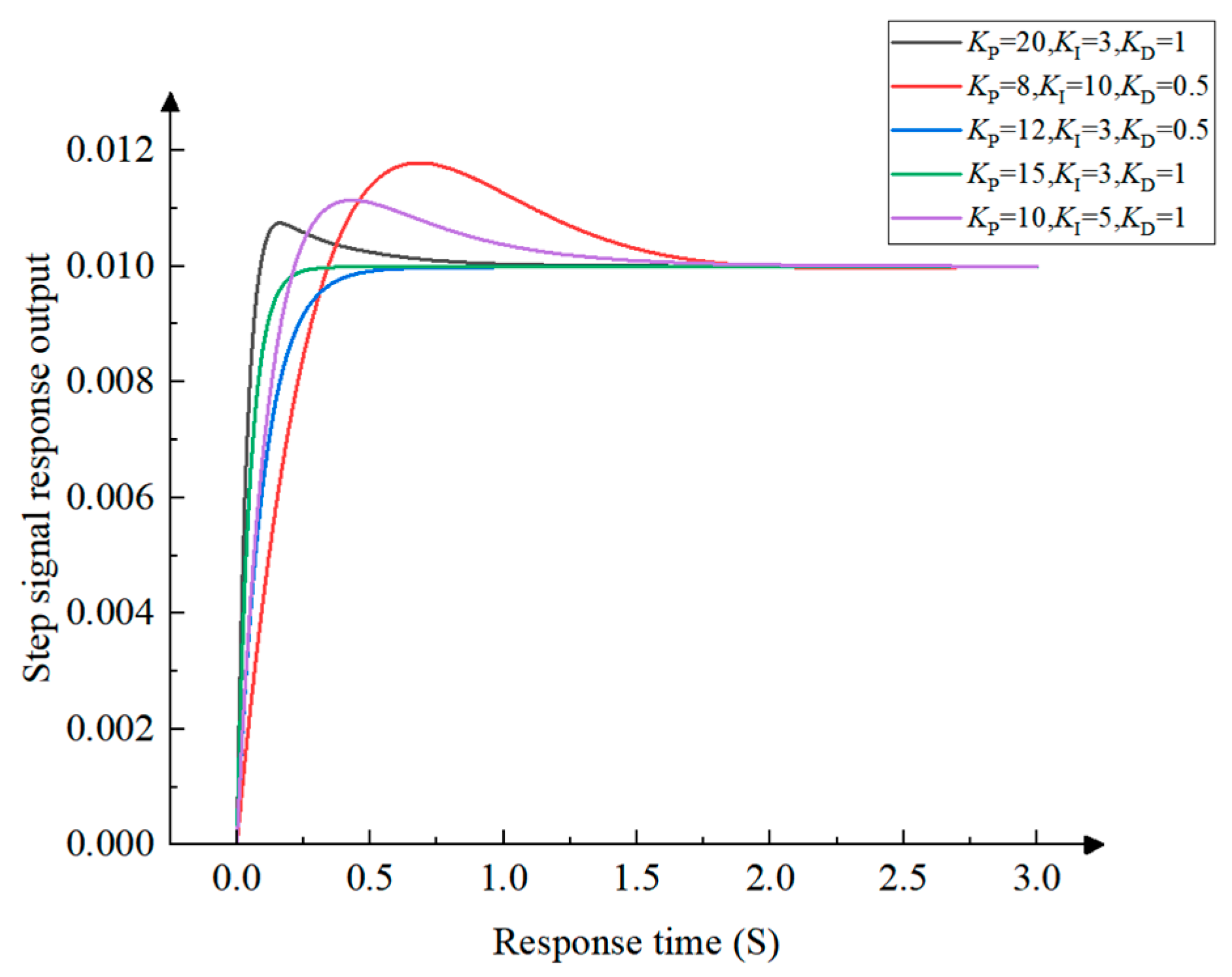
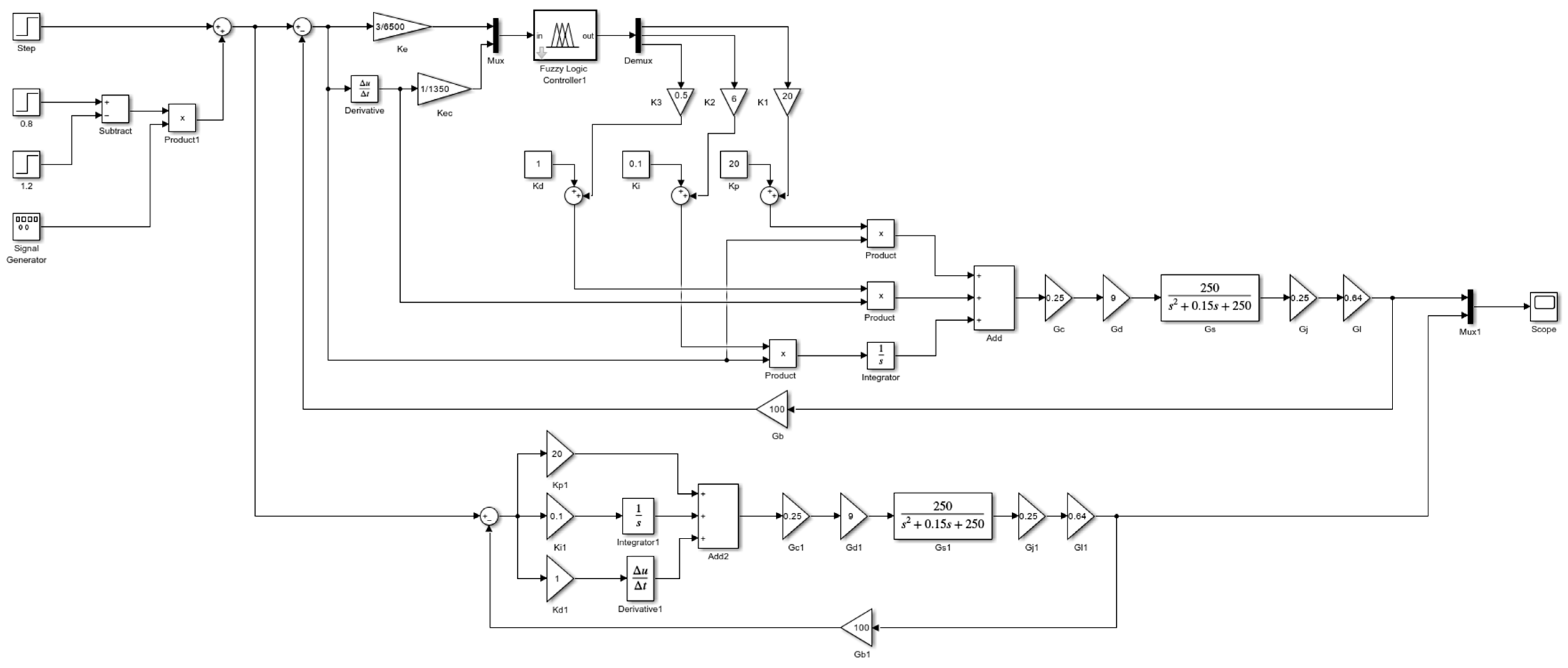
3.4.4. Modeling and Simulation Analysis of the Seedling Picking and Throwing Positioning PID Control System
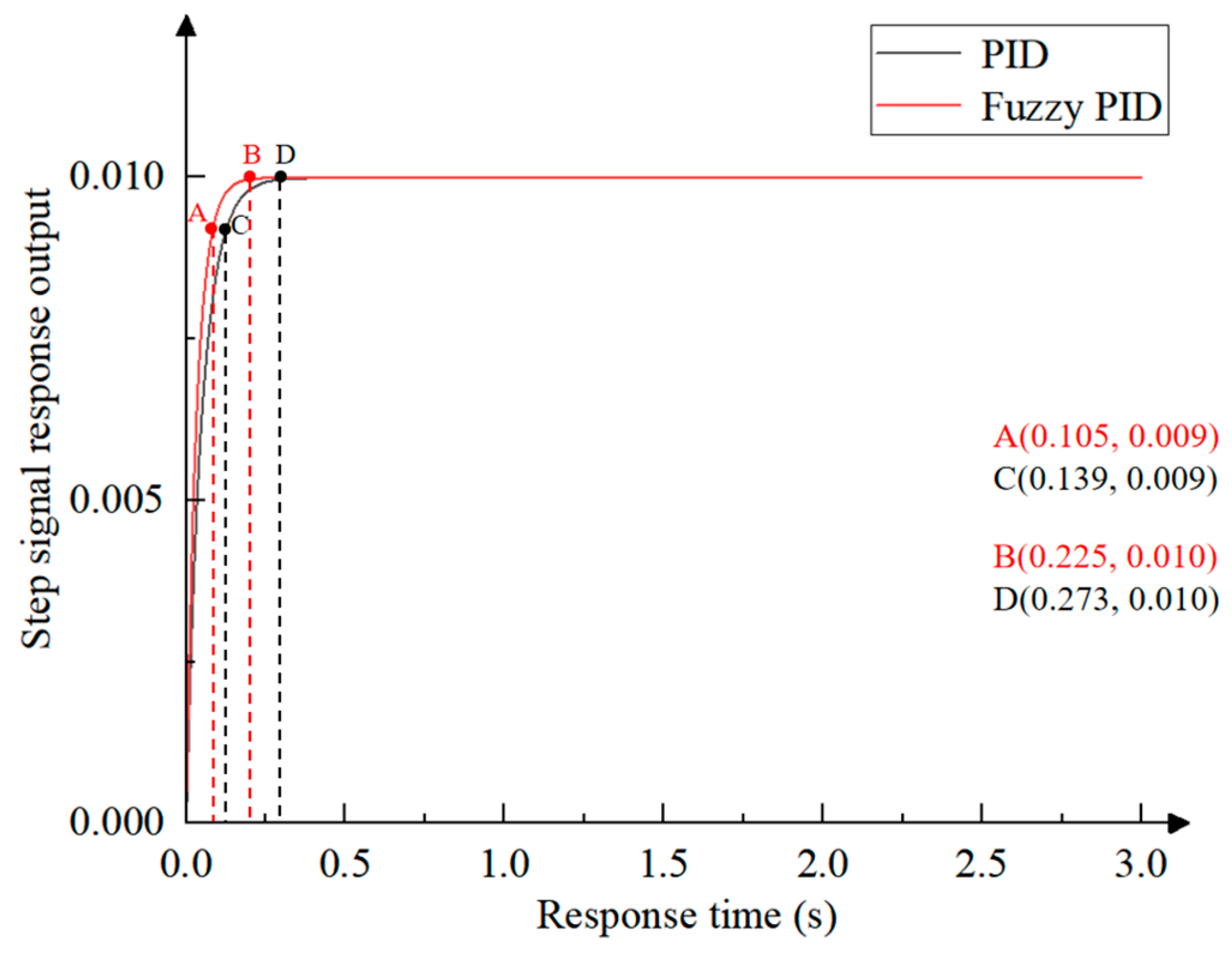
3.4.5. Modeling and Simulation Analysis of the Seedling Picking and Throwing Positioning Fuzzy PID Control System
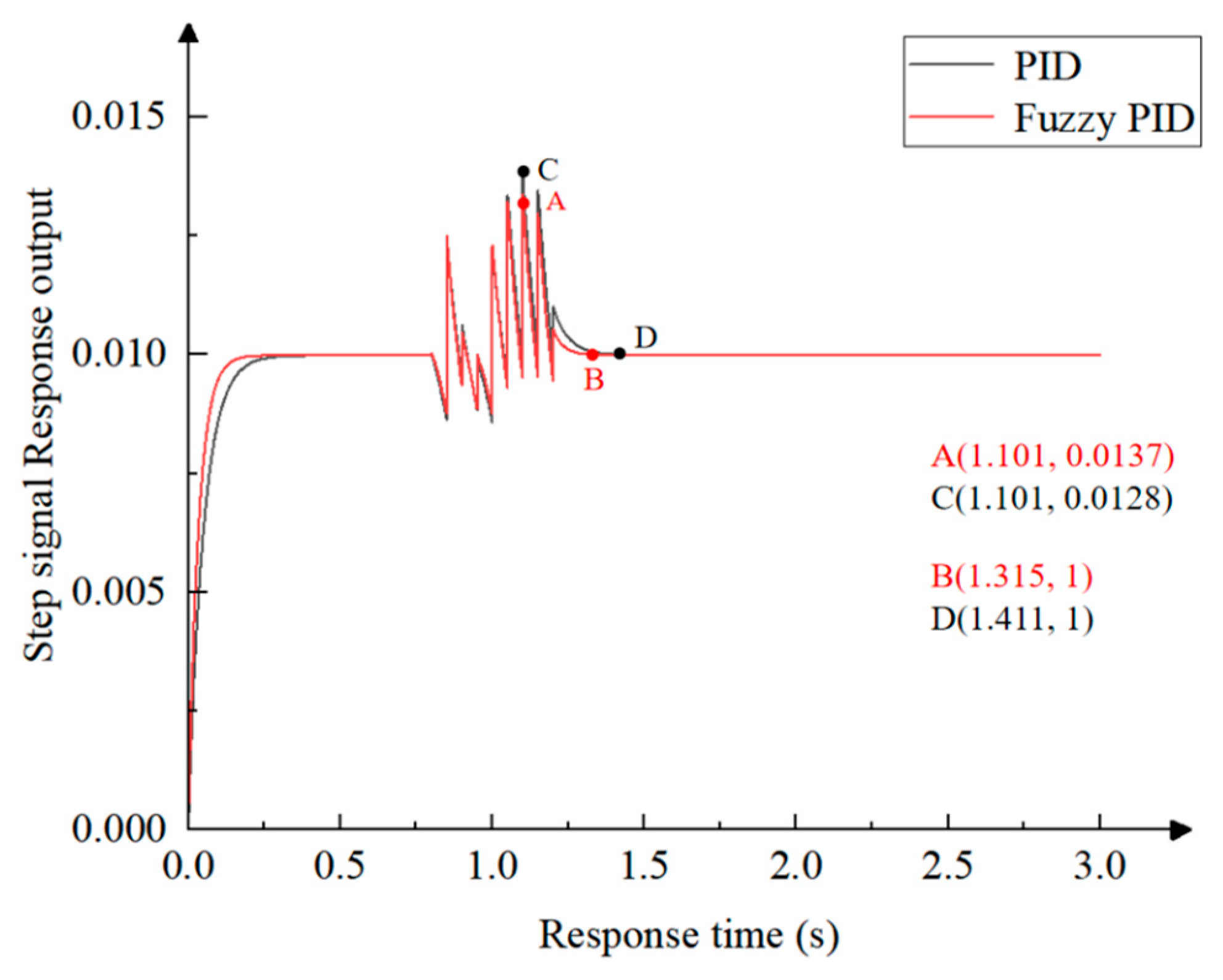
3.4.6. Modeling and Simulation Analysis of the Seedling Picking and Throwing Positioning Control System Under Disturbance Signal Conditions
4. Test and Result Analysis
4.1. The Bench Test of Acceleration and Deceleration Motion Control of the Seedling Picking Mechanism
4.1.1. Test Design and Evaluation Indicators
4.1.2. Test Results Analysis
4.2. The Bench Test of the Positioning Control of Seedling Picking Mechanism
4.2.1. Test Design and Evaluation Indicators
4.2.2. Test Results Analysis
4.3. The Field Test of the Motion Control System of the Seedling Picking Mechanism
4.3.1. Test Design and Evaluation Indicators
4.3.2. Test Results Analysis
4.4. Discussion
5. Conclusions
- Control system design and implementation: A motion control system based on PLC and stepper motor is constructed, and a composite control strategy of six-segment/seven-segment S-curve acceleration and deceleration and fuzzy PID based on planning is proposed to achieve rapid response, precise positioning, and smooth operation of the SPM.
- Simulation verification results: MATLAB/Simulink simulation shows that S-curve motion is smoother than trapezoidal control in dynamic displacement operations, and the seedling picking efficiency is 25 plants/row/min and 27 plants/row/min, respectively, which meets the design requirements. Compared with the fixed PID control system, the fuzzy PID control system has a faster response (the rise time is shortened by 24.5%, and the overall stable process is shortened by 17.6%), and has stronger anti-disturbance (the overshoot under disturbance is reduced by 2.4%, and the response speed is increased by 6.8%).
- Test verification results: The bench test shows that the seedling weight loss rate is reduced by 46.19% under the S-curve control, and the seedling picking efficiency is 24 plants/row/min, which meets the design requirements. The maximum displacement error of fuzzy PID control is −1.4 mm, and the average relative error rate is 0.22%, which is better than the fixed-parameter PID control. In the field test, the system’s comprehensive seedling picking success rate reached 96.2%, which verifies the robustness and practicality of the control system in an interference environment.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Periasamy, V.; Gounder, D.V.M.; Ramasamy, K. Factors influencing the performance of mechanical end effector during automatic transplanting of tomato seedlings. J. Appl. Nat. Sci. 2022, 14, 227. [Google Scholar] [CrossRef]
- Wu, G.; Wang, S.; Zhang, A.; Xiao, Y.; Li, L.; Yin, Y.; Li, H.; Wen, C.; Yan, B. Optimized design and experiment of a self-covering furrow opener for an automatic sweet potato seedling transplanting machine. Sustainability 2023, 15, 13091. [Google Scholar] [CrossRef]
- Xu, X.; Zhou, M.; Chen, X.; Yang, J. Processing method of gearbox with non-circular gear train and its application in rice potted seedling transplanting mechanism. Agriculture 2022, 12, 1676. [Google Scholar] [CrossRef]
- Sharma, A.; Khar, S. Design and development of a vegetable plug seedling transplanting mechanism for a semi-automatic transplanter. Sci. Hortic. 2024, 326, 112773. [Google Scholar] [CrossRef]
- Han, L.; Mo, M.; Ma, H.; Kumi, F.; Mao, H. Design and test of a lateral-approaching and horizontal-pushing transplanting manipulator for greenhouse seedlings. Appl. Eng. Agric. 2023, 39, 325–338. [Google Scholar] [CrossRef]
- Yin, J.; Wang, Z.; Zhou, M.; Wu, L.; Zhang, Y. Optimized design and experiment of the three-arm transplanting mechanism for rice potted seedlings. Int. J. Agric. Biol. Eng. 2021, 14, 56–62. [Google Scholar] [CrossRef]
- Miah, M.S.; Rahman, M.M.; Hoque, M.A.; Ibrahim, S.M.; Sultan, M.; Shamshiri, R.R.; Ucgul, M.; Hasan, M.; Barna, T.N. Design and evaluation of a power tiller vegetable seedling transplanter with dibbler and furrow type. Heliyon 2023, 9, e17827. [Google Scholar] [CrossRef]
- Zhou, M.; Shan, Y.; Xue, X.; Yin, D. Theoretical analysis and development of a mechanism with punching device for transplanting potted vegetable seedlings. Int. J. Agric. Biol. Eng. 2020, 13, 85–92. [Google Scholar] [CrossRef]
- Han, L.; Mo, M.; Gao, Y.; Ma, H.; Xiang, D.; Ma, G.; Mao, H. Effects of new compounds into substrates on seedling qualities for efficient transplanting. Agronomy 2022, 12, 983. [Google Scholar] [CrossRef]
- Pérez-Ruiz, M.; Slaughter, D.C. Development of a precision 3-row synchronised transplanter. Biosyst. Eng. 2021, 206, 67–78. [Google Scholar] [CrossRef]
- Jorg, O.J.; Sportelli, M.; Fontanelli, M.; Frasconi, C.; Raffaelli, M.; Fantoni, G. Design, development and testing of feeding grippers for vegetable plug transplanters. AgriEngineering 2021, 3, 669–680. [Google Scholar] [CrossRef]
- Khadatkar, A.; Mathur, S. Design and development of an automatic vegetable transplanter using a novel rotating finger device with push-type mechanism for plug seedlings. Int. J. Veg. Sci. 2022, 28, 121–131. [Google Scholar] [CrossRef]
- Zhao, S.; Liu, J.; Jin, Y.; Bai, Z.; Liu, J.; Zhou, X. Design and testing of an intelligent multi-functional seedling transplanting system. Agronomy 2022, 12, 2683. [Google Scholar] [CrossRef]
- Zhou, M.; Wei, Z.; Wang, Z.; Sun, H.; Wang, G.; Yin, J. Design and experimental investigation of a transplanting mechanism for super rice pot seedlings. Agriculture 2023, 13, 1920. [Google Scholar] [CrossRef]
- Yu, G.; Wang, L.; Sun, L.; Zhao, X.; Ye, B. Advancement of mechanized transplanting technology and equipments for field crops. Nongye Jixie Xuebao/Trans. Chin. Soc. Agric. Mach. 2022, 53, 1–20. [Google Scholar]
- Jin, Y.; Liu, J.; Xu, Z.; Yuan, S.; Li, P.; Wang, J. Development status and trend of agricultural robot technology. Int. J. Agric. Biol. Eng. 2021, 14, 1–19. [Google Scholar] [CrossRef]
- Ji, J.; Cheng, Q.; Jin, X.; Zhang, Z.; Xie, X.; Li, M. Design and test of 2ZLX-2 transplanting machine for oil peony. Int. J. Agric. Biol. Eng. 2020, 13, 61–69. [Google Scholar] [CrossRef]
- Liao, Q.; Wang, Y.; Hu, Q.; Zhang, Q.; He, K.; Xiao, W. Design and experiment on pick-up device for rapeseed substrate seedling transplanter. Nongye Jixie Xuebao/Trans. Chin. Soc. Agric. Mach. 2020, 51, 93–102. [Google Scholar]
- He, Y.; Yan, H.; Cui, W.; Chen, K.; Han, Z.; Bao, C. Research Situation and Analysis on Automatic Transplanting Technology for Vegetable Seedling. Agric. Eng. 2018, 8, 1–7. [Google Scholar]
- Wei, X.; Bao, S.; Liu, X.; Liu, C.; Mao, H. Design and experiment on potted-seedling automatic transplanter control system for motion coordinating. Nongye Jixie Xuebao/Trans. Chin. Soc. Agric. Mach. 2016, 47, 1–7. [Google Scholar]
- Han, C.; Zhou, T.; You, J.; Xu, Y.; Mao, H.; Liang, J. Design and experiments of an arc expansion type automatic seedling taking and throwing device for vegetable plug seedlings. Trans. Chin. Soc. Agric. Eng. 2023, 39, 54–64. [Google Scholar]
- Hu, J.; Chang, H.; Yang, L.; Han, L.; Mao, H.; Zhang, S. Design and experiment of control system for automatic transplanter picking up and spacing casting whole row of seedlings. Nongye Jixie Xuebao/Trans. Chin. Soc. Agric. Mach. 2018, 49, 78–84. [Google Scholar]
- Liu, J.; Cao, W.; Xu, H.; Tian, D.; Jiao, H.; Ouyang, Y. Adaptive fuzzy-PID control of accurate orientation for auto-detect seedling supply device. Trans. Chin. Soc. Agric. Eng. 2017, 33, 37–44. [Google Scholar]
- Kong, D.; Zhang, X.; Cui, W.; Wu, H.; Sun, X.; Wang, Z.; Wang, C.; Ning, Y. Control Method for Seedling Tray Positioning in Top-clamping Seedling-taking Device Based on Fuzzy PID. Trans. Chin. Soc. Agric. Mach. 2024, 55, 207–216+229. [Google Scholar]
- Wrat, G.; Bhola, M.; Ranjan, P.; Mishra, S.K.; Das, J. Energy saving and Fuzzy-PID position control of electro-hydraulic system by leakage compensation through proportional flow control valve. ISA Trans. 2020, 101, 269–280. [Google Scholar] [CrossRef]
- Kombarov, V.; Sorokin, V.; Fojtů, O.; Aksonov, Y.; Kryzhyvets, Y. S-curve algorithm of acceleration/deceleration with smoothly-limited jerk in high-speed equipment control tasks. MM Sci. J. 2019, 2019, 3264–3270. [Google Scholar] [CrossRef]
- Gai, R.; Guo, Y. Research on acceleration and deceleration control algorithm of S-curve. In Proceedings of the 2021 IEEE 23rd Int Conf on High Performance Computing & Communications; 7th Int Conf on Data Science & Systems; 19th Int Conf on Smart City; 7th Int Conf on Dependability in Sensor, Cloud & Big Data Systems & Application (HPCC/DSS/SmartCity/DependSys), Haikou, China, 20–22 December 2021; pp. 2104–2110. [Google Scholar]
- Jin, X.; Liu, J.; Chen, Z.; Xu, Z.; Ji, J. Precision control system of rice potting and transplanting machine based on GA-Fuzzy PID controller. Comput. Electron. Agric. 2024, 220, 108912. [Google Scholar] [CrossRef]
- Jin, X.; Chen, K.; Zhao, Y.; Ji, J.; Jing, P. Simulation of hydraulic transplanting robot control system based on fuzzy PID controller. Measurement 2020, 164, 108023. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| E | EC | ||||||
|---|---|---|---|---|---|---|---|
| NB | NM | NS | ZO | PS | PM | PB | |
| NB | PB/NB/PS | PB/NB/NS | PM/NM/NB | PM/NM/NB | PS/NS/NB | ZO/ZO/NM | ZO/ZO/PS |
| NM | PB/NB/PS | PB/NB/NS | PM/NM/NB | PS/NS/NM | PS/NS/NM | ZO/ZO/NS | NS/ZO/ZO |
| NS | PM/NB/ZO | PM/NM/NS | PM/NS/NM | PS/NS/NM | ZO/ZO/NS | NS/PS/NS | NS/PS/ZO |
| ZO | PM/NM/ZO | PM/NM/NS | PS/NS/NS | ZO/ZO/NS | NS/PS/NS | NM/PM/NS | NM/PM/ZO |
| PS | PS/NM/ZO | PS/NS/ZO | ZO/ZO/ZO | NS/PS/ZO | NS/PS/ZO | NM/PM/ZO | NM/PB/ZO |
| PM | PS/ZO/PB | ZO/ZO/NS | NS/PS/PS | NM/PS/PS | NM/PM/PS | NM/PB/PS | NB/PB/PB |
| PB | ZO/ZO/PB | ZO/ZO/PM | NM/PS/PM | NM/PM/PM | NM/PM/PS | NB/PB/PS | NB/PB/PB |
| Module | Step Angle/° | Rated Current/A | Static Torque/N·m | Resistance/Ω | Inductance/mH | Rotor Inertia/kg·cm2 | Back EMF Coefficient | Number of Rotor Teeth | Weight/kg | Damping Coefficient |
|---|---|---|---|---|---|---|---|---|---|---|
| 57CME26 | 1.8 | 5 | 2.6 | 0.44 | 2.0 | 0.52 | 0.15 | 50 | 0.7 | 0.008 |
| Types | Number | Mz (g) | Mh (g) | Ms (g) | ηs (%) | Ts (s) |
|---|---|---|---|---|---|---|
| S-curve | 1 | 1675.62 | 1602.46 | 73.16 | 4.37 | 39.24 |
| 2 | 1692.20 | 1632.62 | 59.58 | 3.52 | 39.66 | |
| 3 | 1710.74 | 1648.43 | 62.31 | 3.64 | 39.42 | |
| 4 | 1679.13 | 1612.31 | 66.82 | 3.98 | 39.68 | |
| average value | 3.88 | 39.50 |
| Types | Number | Mz (g) | Mh (g) | Ms (g) | ηs (%) | Ts (s) |
|---|---|---|---|---|---|---|
| Trapezoid | 1 | 1623.88 | 1516.26 | 107.62 | 6.62 | 36.96 |
| 2 | 1682.41 | 1568.18 | 114.23 | 7.28 | 36.22 | |
| 3 | 1631.57 | 1503.89 | 127.68 | 7.82 | 36.24 | |
| 4 | 1667.94 | 1549.54 | 118.40 | 7.10 | 36.43 | |
| average value | 7.21 | 36.46 |
| Number | X0 (mm) | X (mm) | Ex (mm) | Er (%) |
|---|---|---|---|---|
| 1 | 360 | 358.2 | −1.8 | 0.50 |
| 2 | 360 | 357.1 | −2.9 | 0.81 |
| 3 | 392 | 389.6 | −2.4 | 0.61 |
| 4 | 392 | 390.7 | −1.3 | 0.33 |
| 5 | 424 | 425.2 | 1.2 | 0.28 |
| 6 | 424 | 422.3 | −1.7 | 0.40 |
| 7 | 456 | 457.1 | 1.1 | 0.24 |
| 8 | 456 | 454.8 | −1.2 | 0.26 |
| 9 | 488 | 490.3 | 2.3 | 0.47 |
| 10 | 488 | 489.7 | 1.7 | 0.35 |
| 11 | 520 | 521.6 | 1.6 | 0.13 |
| 12 | 520 | 521.2 | 1.2 | 0.23 |
| 13 | 552 | 550.9 | −1.1 | 0.20 |
| 14 | 552 | 553.7 | 1.7 | 0.31 |
| 15 | 584 | 582.4 | −1.6 | 0.27 |
| 16 | 584 | 582.3 | −1.7 | 0.29 |
| Number | X0 (mm) | X (mm) | Ex (mm) | Er (%) |
|---|---|---|---|---|
| 1 | 360 | 358.6 | −1.4 | 0.39 |
| 2 | 360 | 358.2 | −0.8 | 0.22 |
| 3 | 392 | 389.7 | −1.3 | 0.33 |
| 4 | 392 | 391.1 | −0.9 | 0.23 |
| 5 | 424 | 426.2 | 1.2 | 0.28 |
| 6 | 424 | 424.4 | 0.4 | 0.09 |
| 7 | 456 | 454.6 | −1.4 | 0.31 |
| 8 | 456 | 454.9 | −1.1 | 0.24 |
| 9 | 488 | 488.5 | 0.5 | 0.11 |
| 10 | 488 | 489.3 | 1.3 | 0.27 |
| 11 | 520 | 518.6 | −1.4 | 0.27 |
| 12 | 520 | 519.1 | −0.9 | 0.17 |
| 13 | 552 | 551.3 | −0.7 | 0.13 |
| 14 | 552 | 550.9 | −1.1 | 0.20 |
| 15 | 584 | 582.8 | −1.2 | 0.21 |
| 16 | 584 | 583.3 | −0.7 | 0.12 |
| Number | N (Plants) | N1 (Plants) | Sp (%) | N3 (Plant) | Sl (Plant) | N2 (Plant) | St (%) | S (%) |
|---|---|---|---|---|---|---|---|---|
| 1 | 128 | 125 | 97.7 | 2 | 1.6 | 125 | 100 | 97.7 |
| 2 | 128 | 126 | 98.4 | 0 | 0 | 123 | 97.6 | 96.1 |
| 3 | 128 | 124 | 96.9 | 3 | 2.4 | 122 | 98.4 | 95.3 |
| 4 | 128 | 125 | 97.7 | 2 | 1.6 | 124 | 99.2 | 96.9 |
| 5 | 128 | 125 | 97.7 | 1 | 0.8 | 124 | 99.2 | 96.9 |
| 6 | 128 | 124 | 96.9 | 2 | 1.6 | 121 | 97.6 | 94.5 |
| 7 | 128 | 126 | 98.4 | 1 | 0.8 | 124 | 98.4 | 96.9 |
| 8 | 128 | 124 | 96.9 | 2 | 1.6 | 122 | 98.4 | 95.3 |
| average | 97.6 | 1.3 | 98.6 | 96.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shi, J.; Hu, J.; Liu, W.; Lv, J.; Jin, Y.; Yao, M.; Wang, C. The Design and Experiment of a Motion Control System for the Whole-Row Reciprocating Seedling Picking Mechanism of an Automatic Transplanter. Agriculture 2025, 15, 1423. https://doi.org/10.3390/agriculture15131423
Shi J, Hu J, Liu W, Lv J, Jin Y, Yao M, Wang C. The Design and Experiment of a Motion Control System for the Whole-Row Reciprocating Seedling Picking Mechanism of an Automatic Transplanter. Agriculture. 2025; 15(13):1423. https://doi.org/10.3390/agriculture15131423
Chicago/Turabian StyleShi, Jiawei, Jianping Hu, Wei Liu, Junpeng Lv, Yongwang Jin, Mengjiao Yao, and Che Wang. 2025. "The Design and Experiment of a Motion Control System for the Whole-Row Reciprocating Seedling Picking Mechanism of an Automatic Transplanter" Agriculture 15, no. 13: 1423. https://doi.org/10.3390/agriculture15131423
APA StyleShi, J., Hu, J., Liu, W., Lv, J., Jin, Y., Yao, M., & Wang, C. (2025). The Design and Experiment of a Motion Control System for the Whole-Row Reciprocating Seedling Picking Mechanism of an Automatic Transplanter. Agriculture, 15(13), 1423. https://doi.org/10.3390/agriculture15131423