
Effect of Cotton Stalk Biochar Content on the Properties of Cotton Stalk and Residual Film Composites

Abstract
1. Introduction
2. Materials and Methods
2.1. Experimental Materials and Equipment
2.2. Preparation and Pretreatment of Cotton Stalk Biochar
2.2.1. Preparation and Testing of Cotton Stalk Biochar at Different Temperatures
2.2.2. Modification and Pretreatment of CS350 Cotton Stalk Biochar
2.3. Pretreatment of Cotton Stalks, Residual Films, and Composite Material Preparation
2.3.1. Pretreatment of Cotton Stalks and Preparation of Residual Film Particles
2.3.2. Preparation of Composite Boards
2.4. Performance Testing and Characterization of Wood–Plastic Composites
2.4.1. Density Measurement
2.4.2. Microstructure Observation
2.4.3. Contact Angle and Surface Energy Measurement
2.4.4. Water Absorption Measurement
2.4.5. Tensile Strength Test
2.4.6. Bending Performance Test
2.4.7. Thermal Physical Property Parameter Measurement
2.4.8. Hardness Measurement
3. Results and Discussion
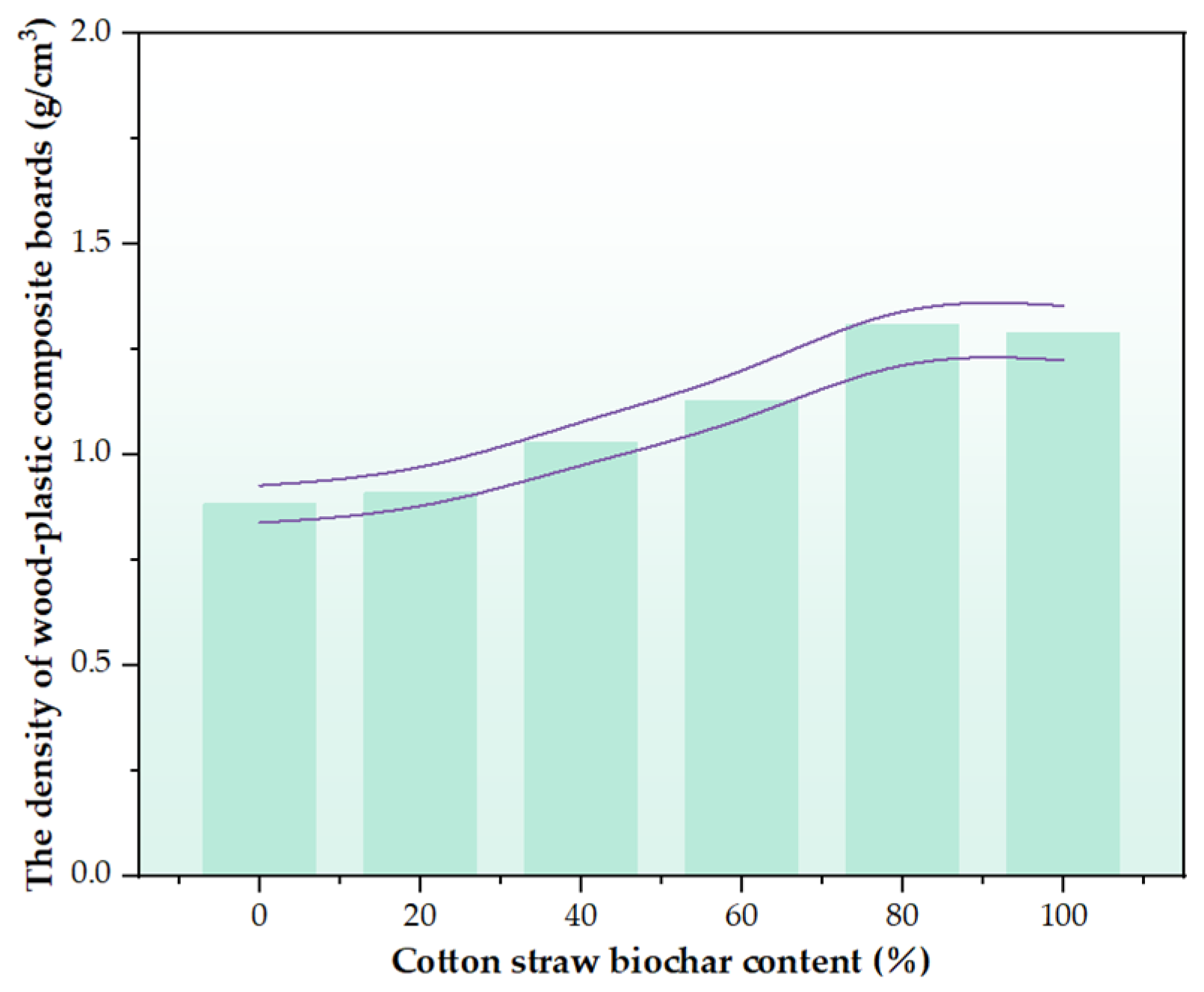
3.1. Material Density Analysis
3.2. Surface Microstructure of Wood–Plastic Composites
3.3. Hardness Analysis of WPCs
3.4. Water Absorption Analysis of Wood–Plastic Materials
3.5. Contact Angle and Surface Energy Analysis
3.6. Analysis of Tensile Properties of Six Groups of Wood–Plastic Materials
3.7. Analysis of Bending Properties of Six Groups of Wood–Plastic Materials
3.8. Thermophysical Characterization of Wood–Plastic Materials
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, K.; Remón, J.; Jiang, Z.; Ding, W. Recent Advances in the Preparation and Application of Biochar Derived from Lignocellulosic Biomass: A Mini Review. Polymers 2024, 16, 851. [Google Scholar] [CrossRef] [PubMed]
- Jeon, S.; Farooq, A.; Lee, D.; Seo, M.W.; Jung, S.C.; Hussain, M.; Khan, M.A.; Jeon, B.H.; Jang, S.H.; Choi, Y.J.; et al. Green conversion of wood plastic composites: A study on gasification with an activated bio-char catalyst. Int. J. Hydrogen Energy 2024, 54, 96–106. [Google Scholar] [CrossRef]
- Pudełko, A.; Postawa, P.; Stachowiak, T.; Malińska, K.; Dróżdż, D. Waste derived biochar as an alternative filler in biocomposites-mechanical, thermal and morphological properties of biochar added biocomposites. Polymers 2020, 278, 123850. [Google Scholar] [CrossRef]
- Das, C.; Tamrakar, S.; Kiziltas, A.; Xie, X. Incorporation of biochar to improve mechanical, thermal and electrical properties of polymer composites. Polymers 2021, 13, 2663. [Google Scholar] [CrossRef] [PubMed]
- International Cotton Advisory Committee (ICAC). Cotton Market Report. Available online: https://www.icac.org (accessed on 14 May 2025).
- Liu, Y.; Ou, M.; Gao, Y.; Ding, H.; Zhuo, L.; Ma, Y. Development and characterization of polymer composites with cotton straw fiber derived from agricultural wastes. Polym. Compos. 2024, 45, 16304–16316. [Google Scholar]
- National Bureau of Statistics of China. Report on Cotton Production in 2023; National Bureau of Statistics of China: Beijing, China, 2024.
- Liang, F.; Li, B.; Vogt, R.D.; Mulder, J.; Song, H.; Chen, J.; Guo, J. Straw return exacerbates soil acidification in major Chinese croplands. Resour. Conserv. Recycl. 2023, 198, 107176. [Google Scholar] [CrossRef]
- Fu, P.; Hu, S.; Xiang, J.; Sun, L.; Su, S.; An, S. Study on the gas evolution and char structural change during pyrolysis of cotton stalk. J. Anal. Appl. Pyrolysis 2012, 97, 130–136. [Google Scholar]
- Hamawand, I.; Sandell, G.; Pittaway, P.; Chakrabarty, S.; Yusaf, T.; Chen, G.; Seneweera, S.; Al-Lwayzy, S.; Bennett, J.; Hopf, J. Bioenergy from Cotton Industry Wastes: A Review and Potential. Renew. Sustain. Energy Rev. 2016, 66, 435–448. [Google Scholar]
- Tang, G.; Xu, W.; Gu, M.; Yao, H.; Pu, S.; Hu, K. Characteristics of cotton stalk charcoal and its effect on soil organic carbon mineralisation in grey desert soil. J. Ecol. 2019, 39, 1795–1803. [Google Scholar]
- Standing Committee of the 14th People’s Congress of Xinjiang Uygur Autonomous Region. Regulations on the Management of Agricultural Mulch in Xinjiang Uygur Autonomous Region. Xinjiang Agric. Sci. Technol. 2024, 2, 1–2. [Google Scholar]
- Liang, J.; Chen, X.; Duan, X.; Gu, X.; Zhao, X.; Zha, S.; Chen, X. Natural aging and adsorption/desorption behaviors of polyethylene mulch films: Roles of film types and exposure patterns. J. Hazard. Mater. 2024, 466, 133588. [Google Scholar] [PubMed]
- Hu, C.; Wang, X.F.; Chen, X.G.; Tang, X.Y.; Zhao, Y.; Yan, C.R. Current situation of residual film pollution in farmland and prevention and control strategies in Xinjiang. Trans. Chin. Soc. Agric. Eng. 2019, 35, 223–234. [Google Scholar]
- Jiang, H. Evaluation of Film Residue Pollution and Analysis of Influencing Factors in Farmland in Southern Xinjiang. Master’s Thesis, Xinjiang Agricultural University, Urumqi, China, 2022; pp. 1–15. [Google Scholar]
- Dou, Q.Q.; Tang, Q.X.; Wu, F.Q.; Lin, T.; He, W.Q.; Yan, C.R.; Yang, Z.L. Analysis of Cotton Growth, Development, and Benefits Based on Degradable Mulch Film Coverage in Xinjiang. J. Agric. Resour. Environ. 2019, 36, 649–655. [Google Scholar]
- Lv, C.X.; Wang, B.; Sun, J.S.; Jia, H.T.; Huai, G.L.; Sun, C.; Qiao, X.Y. Study on biodegradation of field residual film by Macrocephalus macrocephalus. Hans J. Agric. Sci. 2020, 10, 255. [Google Scholar]
- Zhao, Z.Y.; Li, W.B.; Wang, P.Y.; Tao, H.Y.; Zhou, R.; Cui, J.Y.; Zhang, J.; Tian, T.; Zhao, X.Z.; Wang, Y.B.; et al. Farmers’ participation into the recovery of waste agricultural plastic film: An application of the Theory of Planned Behavior. Waste Manag. 2023, 169, 253–266. [Google Scholar] [CrossRef]
- Niu, R. Investigation and Analysis of the Current Situation of Regional Distribution of Residual Film Pollution in Cotton Fields in Aksu Region, Xinjiang. Master’s Thesis, Tarim University, Alar, China, 2016; pp. 26–41. [Google Scholar]
- Liang, R.Q.; Chen, X.G.; Zhang, B.C.; Meng, H.W.; Jiang, P.; Peng, X.B.; Kan, Z.; Li, W.M. Problems and countermeasures of the current status of residual film recycling methods and resource reuse in cotton fields in Xinjiang. Trans. Chin. Soc. Agric. Eng. 2019, 35, 1–13. [Google Scholar]
- Jiang, L.P.; He, C.X.; Wang, L.; Jiang, C.Y. Comparison of seawater corrosion resistance of four plant fibre/high density polyethylene wood-plastic composites. J. Compos. Mater. 2019, 36, 1625–1632. [Google Scholar]
- Zhang, J. Response of Cotton Stalks Crushed and Returned to the Field for Decomposition and Soil Fertility. Master’s Thesis, Tarim University, Alar, China, 2024; pp. 3–15. [Google Scholar]
- Afif, R.; Anayah, S.S.; Pfeifer, C. Batch pyrolysis of cotton stalks for evaluation of biochar energy potential. Renew. Energy 2020, 147, 2250–2258. [Google Scholar] [CrossRef]
- Chen, L.; Wang, Y.; Fei, P.; Jin, W.; Xiong, H.; Wang, Z. Enhancing the performance of starch-based wood adhesive by silane coupling agent (KH570). Int. J. Biol. Macromol. 2017, 104, 137–144. [Google Scholar] [CrossRef]
- Xie, Y.; Hill, C.; Xiao, Z. Silane coupling agents used for natural fiber/polymer composites: A review. Compos. Part A Appl. Sci. Manuf. 2010, 41, 806–819. [Google Scholar] [CrossRef]
- Lourenço, A.; Rencoret, J.; Chemetova, C.; Gominho, J.; Gutierrez, A.; Del Rio, J.C.; Pereira, H. Lignin composition and structure differs between xylem, phloem and phellem in Quercus suber L. Front. Plant Sci. 2016, 7, 1612. [Google Scholar]
- Li, K.; Xu, H.; Liu, Y.; Zhong, W.; Jin, Y.; Wu, W. Exploring the relationship between lignin structure and antioxidant property using lignin model compounds. Int. J. Biol. Macromol. 2024, 282, 136786. [Google Scholar]
- Wang, Q.L. Study on the Effects of Polyethylene, the Main Component of Environmentally Degradable Mulch Film, on Soil and Crops. Master’s Thesis, Sichuan Normal University, Sichuan, China, 2010; pp. 4–20. [Google Scholar]
- Zhang, Y. Effects of Different Films on Cotton Growth and Residual Film Recycling. Master’s Thesis, Tarim University, Alar, China, 2023; pp. 3–15. [Google Scholar]
- Esmaeilzade, R.; Stainslavovich, K.A.; Jandaghian, M.H.; Hosseini, L.S.R.; Saleh, L.H.; Zarghampour, S. Correlation of structure, rheological, thermal, mechanical, and optical properties in low density polyethylene/linear low density polyethylene blends in the presence of recycled low density polyethylene and linear low density polyethylene. Polym. Eng. Sci. 2024, 64, 1286–1298. [Google Scholar]
- Agrawal, P.; Silva, M.H.; Cavalcanti, S.N.; Freitas, D.M.; Araújo, J.P.; Oliveira, A.D.; Mélo, T.J. Rheological properties of high-density polyethylene/linear low-density polyethylene and high-density polyethylene/low-density polyethylene blends. Polym. Bull. 2022, 79, 2321–2343. [Google Scholar]
- GB/T 24508-2020; Wood—Plastic Composite Flooring. Standards Press of China: Beijing, China, 2020.
- GB/T 1040.1-2018; Plastics—Determination of Tensile Properties—Part 1: General Principles. Standards Press of China: Beijing, China, 2018.
- GB/T 9341-2008; Plastics—Determination of Flexural Properties. Standards Press of China: Beijing, China, 2008.
- Cui, Q.; Huang, Y.; Ma, X.; Li, S.; Bai, R.; Li, H.; Liu, W.; Wei, H. Research on the Adsorption Mechanism and Performance of Cotton Stalk-Based Biochar. Molecules 2024, 29, 5841. [Google Scholar] [CrossRef] [PubMed]
- Hangargi, S.; Swamy, A.; Raj, R.G.; Aruna, M.; Venkatesh, R.; Madhu, S.; Al Obaid, S.; Alharbi, S.A.; Kalam, M.A. Enhancement of Kevlar fiber-polypropylene composite by the inclusions of cotton stalk and granite particle: Characteristics study. Biomass Convers. Biorefin. 2024, 14, 30305–30314. [Google Scholar]
- Patti, A.; Russo, P.; Acierno, D.; Acierno, S. The effect of filler functionalization on dispersion and thermal conductivity of polypropylene/multi wall carbon nanotubes composites. Compos. Part B Eng. 2016, 94, 350–359. [Google Scholar]
- Vidakis, N.; Petousis, M.; Kalderis, D.; Michailidis, N.; Maravelakis, E.; Saltas, V.; Bolanakis, N.; Papadakis, V.; Spiridaki, M.; Argyros, A. Reinforced HDPE with optimized biochar content for material extrusion additive manufacturing: Morphological, rheological, electrical, and thermomechanical insights. Biochar 2024, 6, 37. [Google Scholar] [CrossRef]
- Hoang, P.; Zhang, Z.; Ren, J.; Peng, Y.; Cao, J. Versatile biochar for wood-plastic composites: Improving mechanical properties, dimensional and thermal stability. Polym. Compos. 2024, 45, 10349–10364. [Google Scholar]
- Liang, W.; Sun, P.; Zhang, J.Y.; Xiao, Y.W. Key Node Identification Method Based on Binary Entropy and Van der Waals Force Between Neighboring Nodes. J. Air Force Eng. Univ. 2024, 25, 72–78. [Google Scholar]
- Zhang, Q.F.; Cai, H.Z.; Zhou, L.; Zhang, J.B.; Yi, W.M. Effect of Carbon Content on the Properties of Charcoal/Polypropylene Composites. Trans. Chin. Soc. Agric. Eng. 2018, 34, 254–259. [Google Scholar]
- Gong, Z.; Huang, J.; Xie, L.; Feng, C.; Na, H.; Wang, N.; Zhu, J. Water absorption of biomass fillers to impact the degradation of poly (butyleneadipate-co-terephthalate) composites. Polym. Compos. 2024, 45, 3990–4001. [Google Scholar]
- Zhang, Q.; Zhang, D.; Xu, H.; Lu, W.; Ren, X.; Cai, H.; Lei, H.; Huo, E.; Zhao, Y.; Qian, M.; et al. Biochar filled high-density polyethylene composites with excellent properties: Towards maximizing the utilization of agricultural wastes. Ind. Crops Prod. 2020, 146, 112185. [Google Scholar]
- Zhang, R.; Peng, H.; Li, S.; Yang, X.; Li, H.; Xing, Z.; Xian, Y. Effect of biochar content and particle size on mechanical and water absorption properties of landsca waste/polylactic acid composites. Ind. Crops Prod. 2025, 223, 120163. [Google Scholar]
- Yusof, A.A.M.Y.; Mustapa, M.S.; Ariffin, A.H.; Ibrahim, M.R.; Masirin, M.I.M.; Siswanto, W.A.; Yoshiharu, M. The Effect of Bamboo Charcoal Powder on the Tensile Strength of Wood Plastic Composite. Mater. Sci. Forum. 2022, 1075, 79–85. [Google Scholar]
- Prabhu, P.; Jayabalakrishnan, D.; Balaji, V.; Bhaskar, K.; Maridurai, T.; Prakash, V.A. Mechanical, tribology, dielectric, thermal conductivity, and water absorption behaviour of Caryota urens woven fibre-reinforced coconut husk biochar toughened wood-plastic composite. Biomass Convers. Biorefin. 2024, 14, 109–116. [Google Scholar]
- Schwarzkopf, M.; Muszyński, L.; Hammerquist, C.C.; Nairn, J.A. Micromechanics of the internal bond in wood plastic composites: Integrating measurement and modeling. Wood Sci. Technol. 2017, 51, 997–1014. [Google Scholar]
- Zhou, Y.; Ciarla, R.; Boonkird, A.; Raza, S.; Nguyen, T.; Zhou, J.; Osti, N.C.; Mamontov, E.; Jiang, Z.; Zuo, X.B.; et al. Defects vibrations engineering for enhancing interfacial thermal transport in polymer composites. Sci. Adv. 2025, 11, eadp651. [Google Scholar] [CrossRef]
- Wang, Z.; Wang, X.; Zhang, Z.; Liang, L.; Zhao, Z.; Shi, J. Highly thermally conductive polymer composite enhanced by constructing a dual thermal conductivity network. Polym. Compos. 2023, 44, 5734–5745. [Google Scholar] [CrossRef]
- Zhang, M.; Jeong, S.; Cho, W.; Ryu, J.; Zhang, B.; Crovella, P.; Ragauskas, A.J.; Wie, J.J.; Yoo, C.G. Green co-solvent-assisted one-pot synthesis of high-performance flexible lignin polyurethane foam. Chem. Eng. J. 2024, 499, 156142. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Properties and Nutrients | Cotton Stalk (g/g) |
|---|---|
| Cellulose | 0.465 |
| Hemicellulose | 0.219 |
| Lignin | 0.256 |
| Ash | 0.0292 |
| All-carbon | 0.390 |
| Total nitrogen | 0.0032 |
| Total phosphorus | 0.0020 |
| Total potassium | 0.0044 |
| Organic carbon mass fraction | 0.431 |
| Calcium mass fraction | 0.0077 |
| Magnesium mass fraction | 0.0024 |
| Cation exchange capacity | 0.149 |
| Group | Transverse Compressive Strength (MPa) | Longitudinal Compressive Strength (MPa) |
|---|---|---|
| CS350 | 1.479 | 1.879 |
| CS400 | 1.337 | 1.601 |
| CS450 | 0.844 | 1.440 |
| CS500 | 0.771 | 1.430 |
| CS550 | 0.810 | 0.639 |
| CS600 | 0.600 | 0.695 |
| Group | Content of Modified Cotton Stalk Biochar in Wood Powder Mixture (wt%) | Content of Modified Cotton Stalk Biochar in Total Formulation (wt%) | Content of Cotton Stalk Xylem Powder in Total Formulation (wt%) | PE Residual Film (wt%) | MA-HDPE (wt%) |
|---|---|---|---|---|---|
| 0% Carbon | 0 | 0.0 | 46.0 | 50.0 | 4.0 |
| 20% Carbon | 20 | 9.2 | 36.8 | 50.0 | 4.0 |
| 30% Carbon | 40 | 18.4 | 27.6 | 50.0 | 4.0 |
| 40% Carbon | 60 | 27.6 | 18.4 | 50.0 | 4.0 |
| 50% Carbon | 80 | 36.8 | 9.2 | 50.0 | 4.0 |
| 60% Carbon | 100 | 46.0 | 0.0 | 50.0 | 4.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Song, Z.; Lian, X.; Ran, J.; Zheng, X.; Wang, X.; Lian, X. Effect of Cotton Stalk Biochar Content on the Properties of Cotton Stalk and Residual Film Composites. Agriculture 2025, 15, 1243. https://doi.org/10.3390/agriculture15121243
Song Z, Lian X, Ran J, Zheng X, Wang X, Lian X. Effect of Cotton Stalk Biochar Content on the Properties of Cotton Stalk and Residual Film Composites. Agriculture. 2025; 15(12):1243. https://doi.org/10.3390/agriculture15121243
Chicago/Turabian StyleSong, Zhipeng, Xiaoyun Lian, Junhui Ran, Xuan Zheng, Xufeng Wang, and Xiaoqing Lian. 2025. "Effect of Cotton Stalk Biochar Content on the Properties of Cotton Stalk and Residual Film Composites" Agriculture 15, no. 12: 1243. https://doi.org/10.3390/agriculture15121243
APA StyleSong, Z., Lian, X., Ran, J., Zheng, X., Wang, X., & Lian, X. (2025). Effect of Cotton Stalk Biochar Content on the Properties of Cotton Stalk and Residual Film Composites. Agriculture, 15(12), 1243. https://doi.org/10.3390/agriculture15121243