
Design and Experiment of a Fully Automatic Plate Lifting Machine for Rice Hard Disk Seedling Cultivation


Abstract
:1. Introduction
2. Materials and Methods
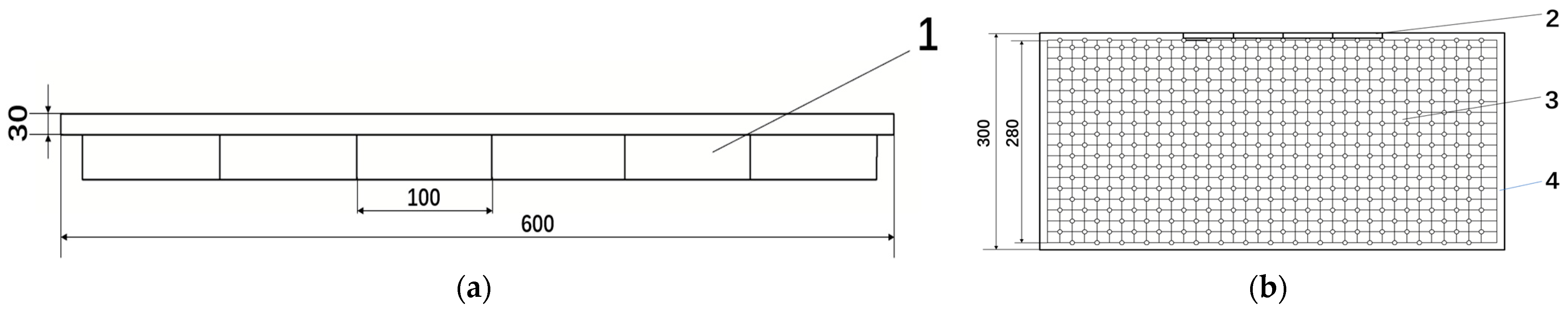
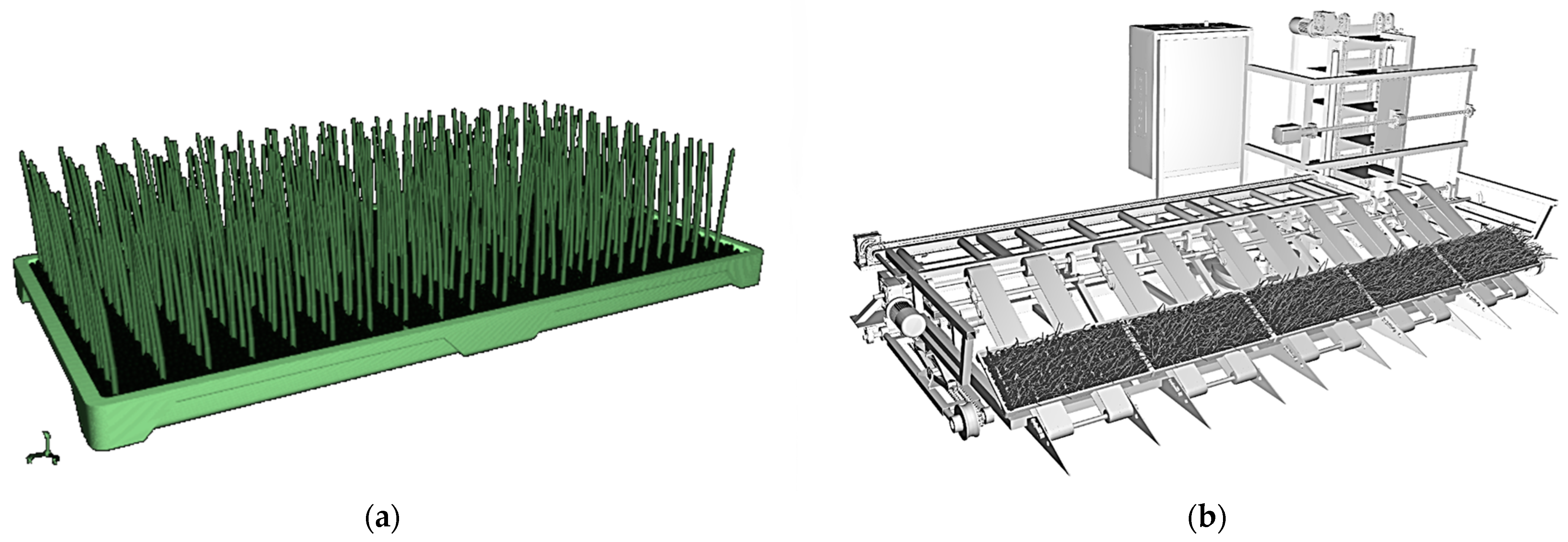
2.1. Material Structure of Rice Seedling Tray
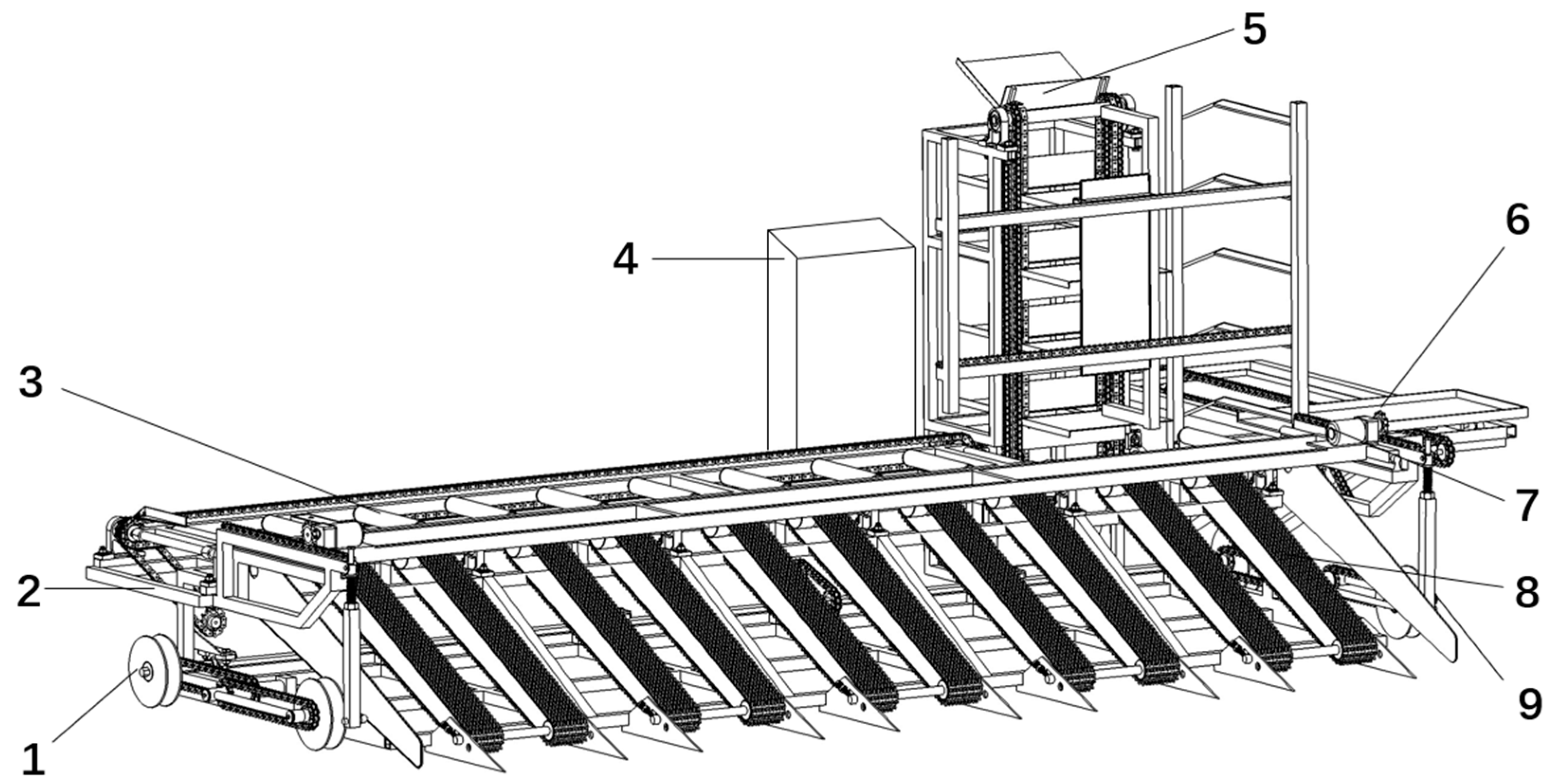
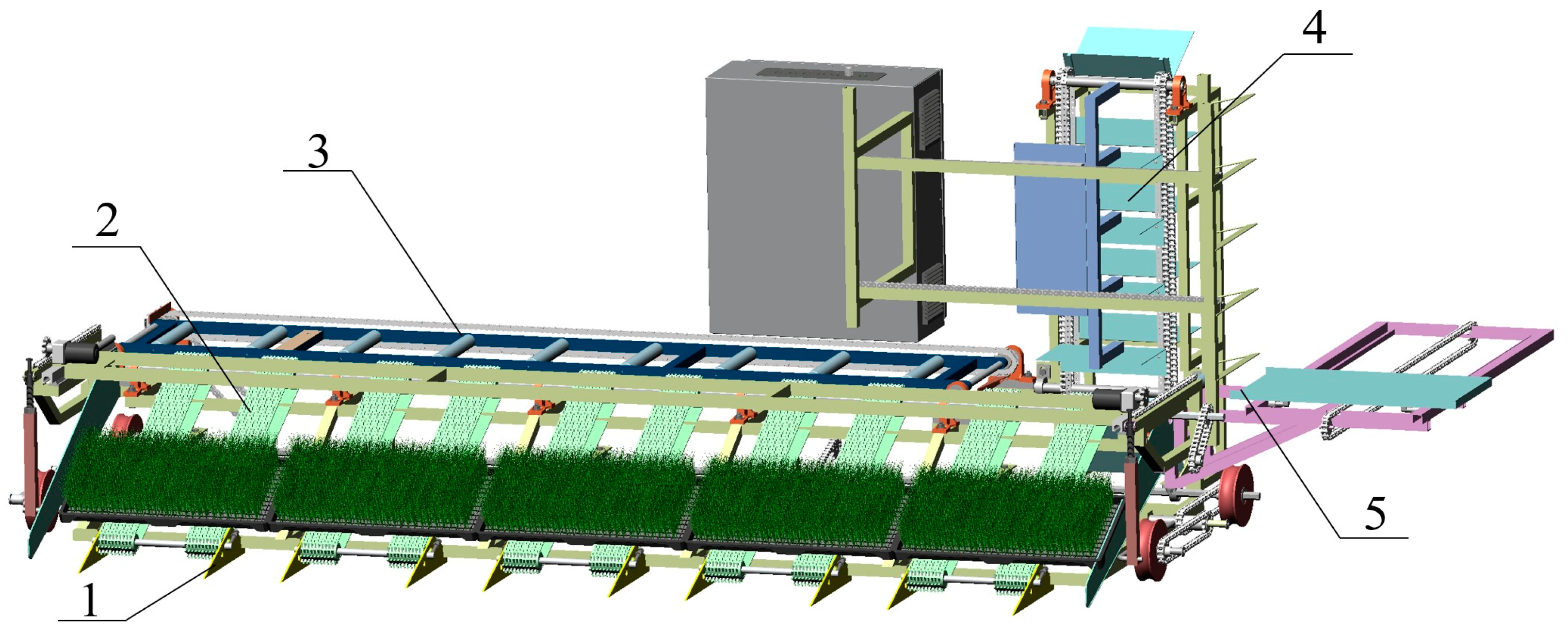
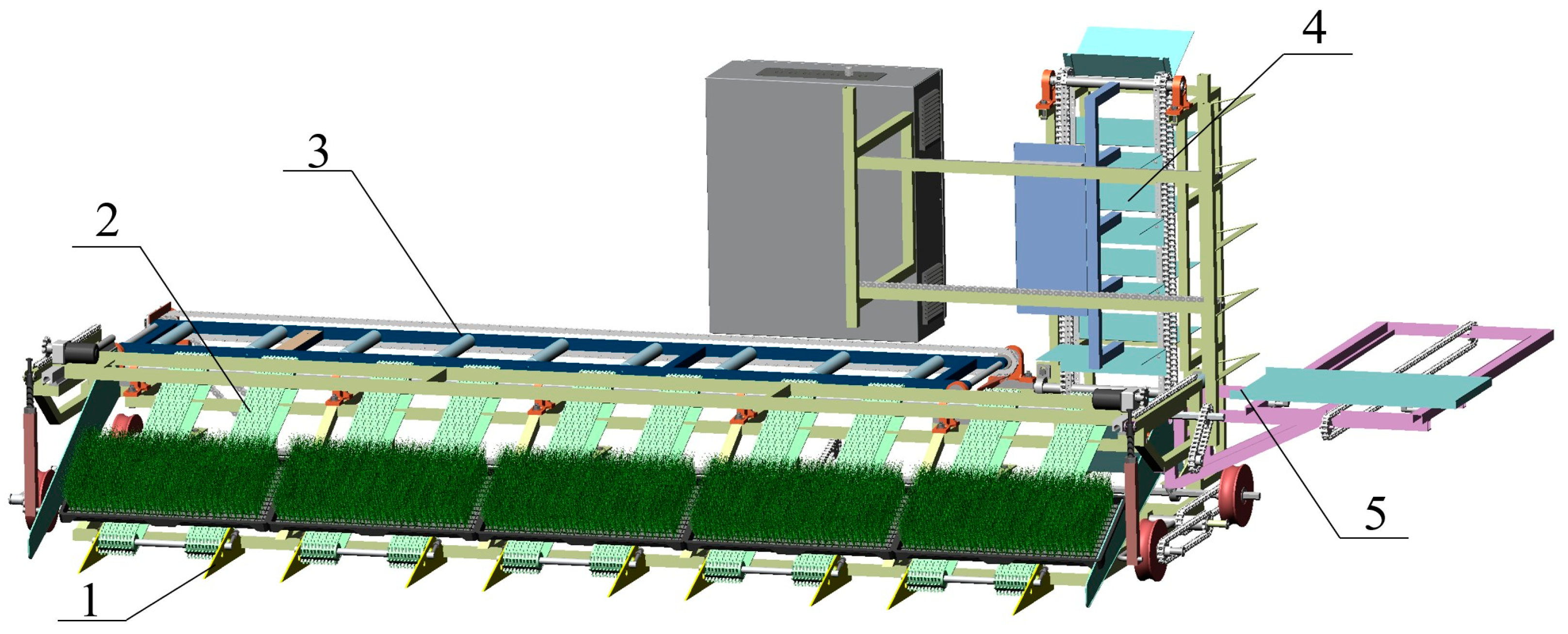
2.2. Overall Structure and Working Principle
3. Key Component Design
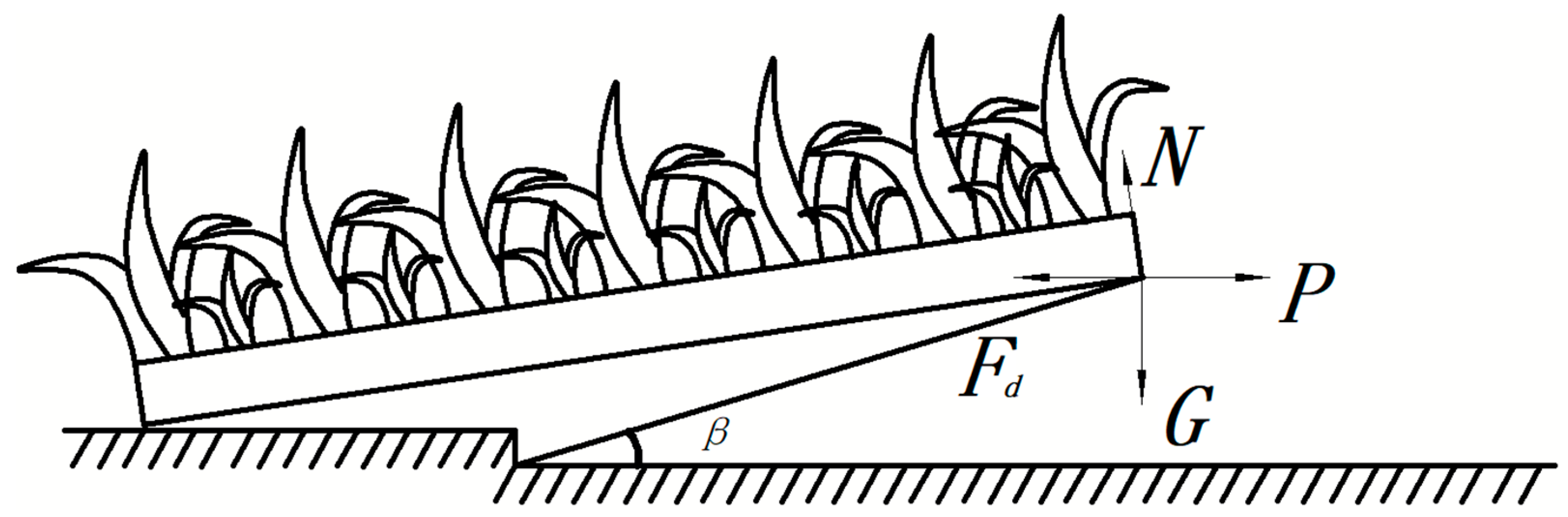
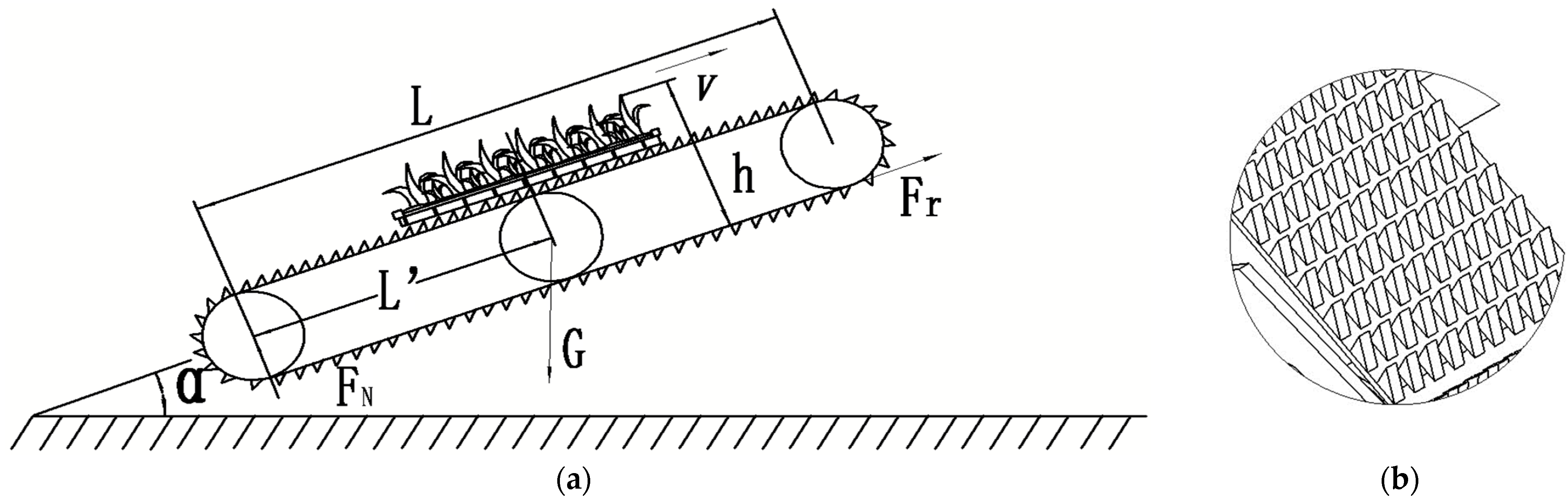
3.1. The Force and Mechanism Design of the Rice Seedling Tray during the Lifting Process
3.1.1. Design of Shovel Tip Shape
3.1.2. Design of Shovel Tip Inclination Angle
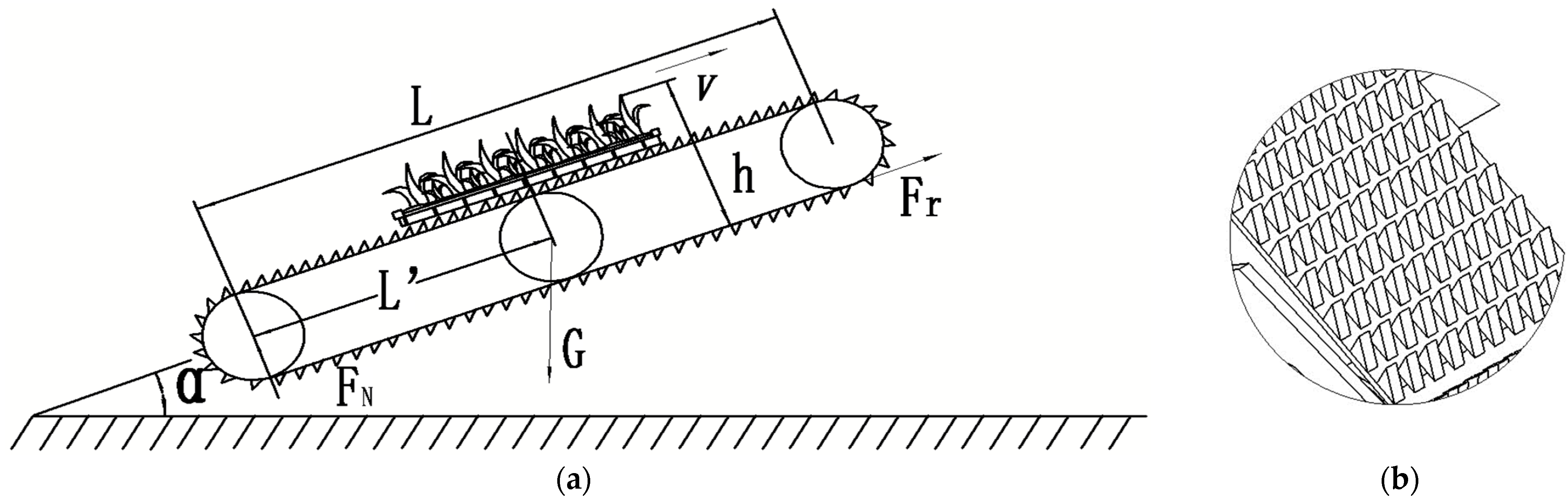
3.2. Design of the Force and Mechanism of the Rice Tray during Longitudinal Transportation
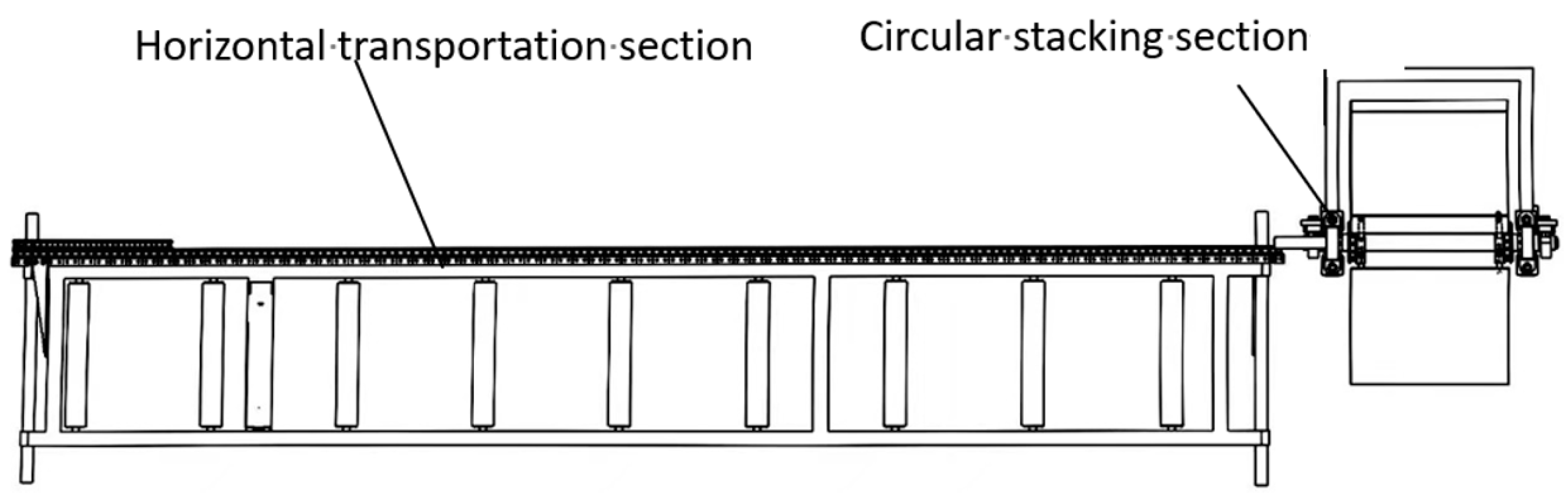
3.3. Design of Horizontal Mechanism
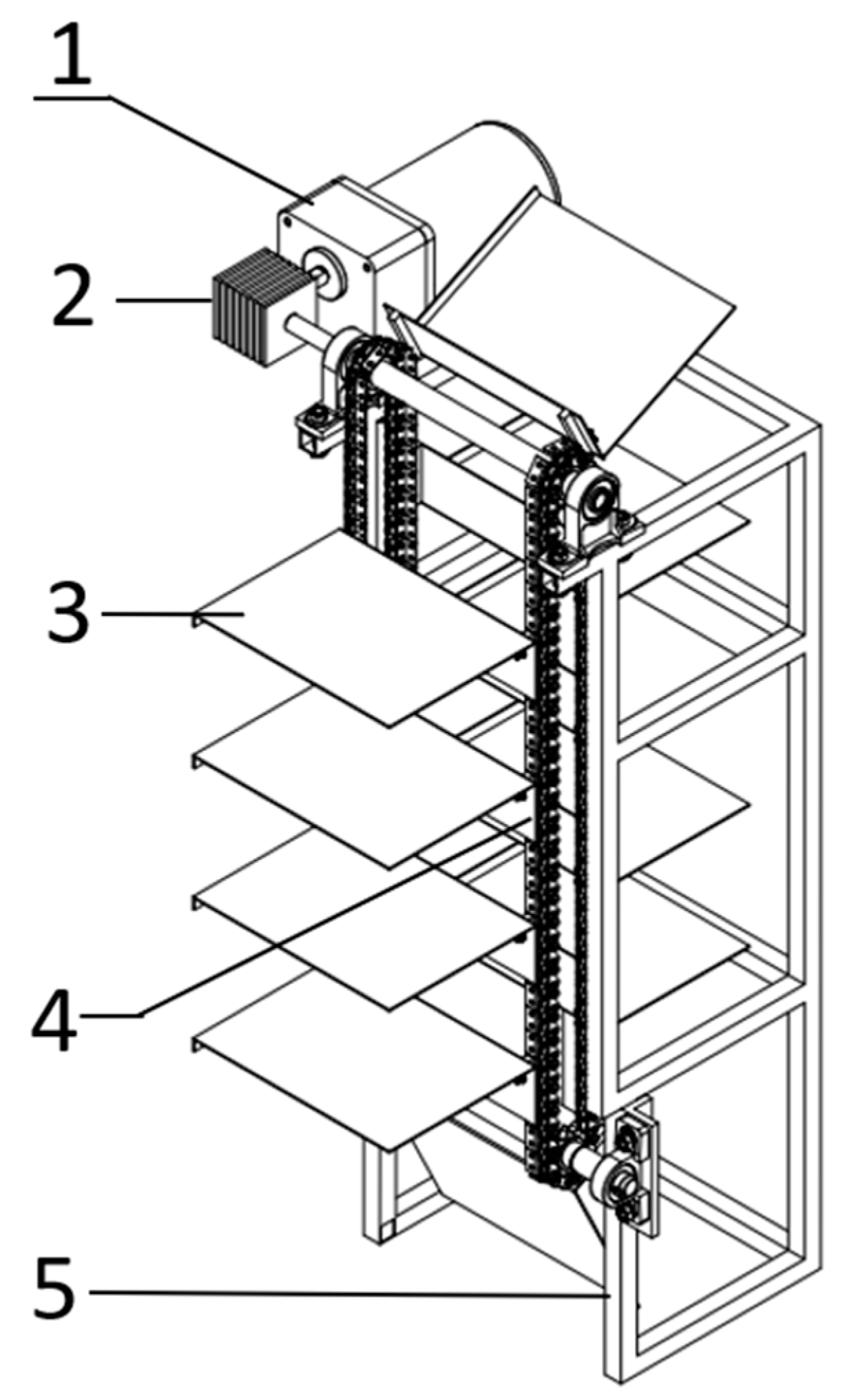
3.4. Stacked Disk Structure Design
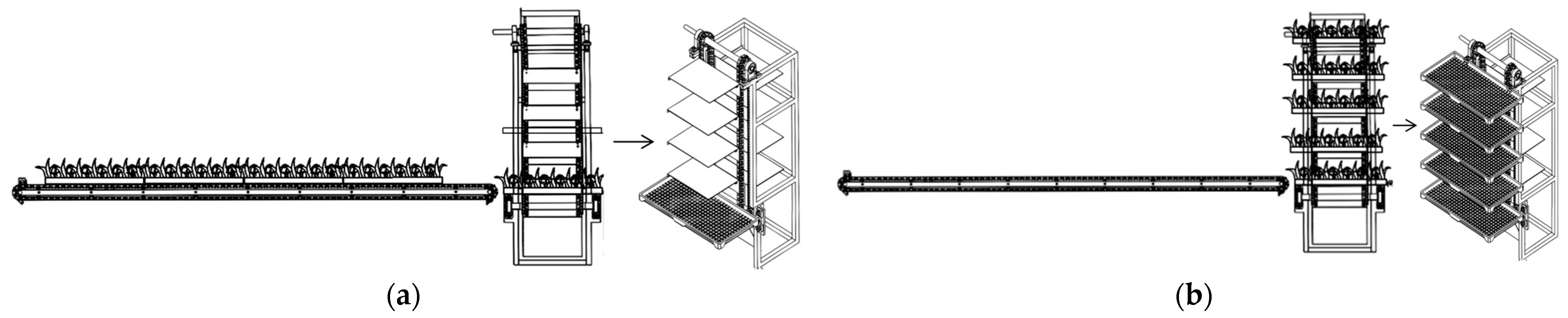
Stacked Tray Conveying Model
4. Simulation of the Performance of the Lifting Machine
4.1. Simulation Analysis
4.2. Simulation Analysis
4.2.1. Test Factors
- (1)
- Angle of lifting shovel
- (2)
- Longitudinal conveyor belt speed
4.2.2. Test Indicators
- (1)
- Seedling tray integrity rate C
- (2)
- Starting efficiency η
- (3)
- Chuck rate σ
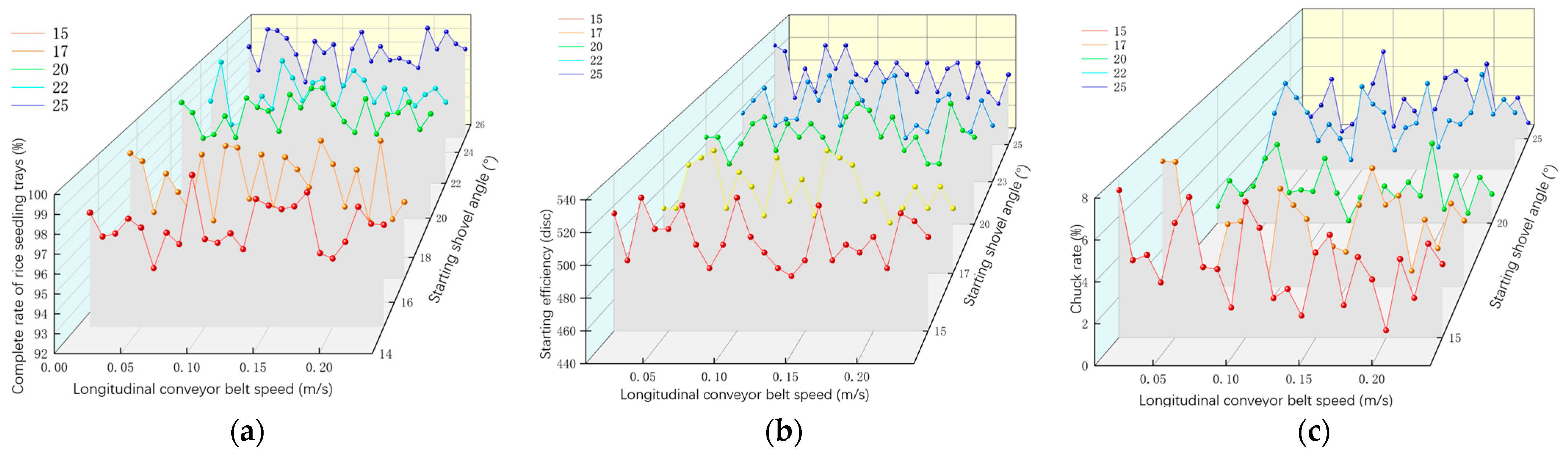
4.2.3. Testing Results and Analysis
- (1)
- Curve of Figure 11a: The five varied lifting shovel angles cause the overall integrity rate of the seedling tray to show a trend of initially increasing and then decreasing when the longitudinal conveyor belt speed increases. The quickest rising and falling speeds are at 25 degrees and 17 degrees, respectively, for the lifting shovel angle. The subsequent phases are level, with the seedling tray’s integrity rate being maximum at a lifting shovel angle of 20 degrees.
- (2)
- The starting efficiency from 15° to 17° exhibits a stable increase at first with the continuous increase in longitudinal conveyor belt speed, followed by a significant increase at 20°; subsequently, it gradually decreases with a small fluctuation in the middle of the curve, but the overall increase is not significant and the change is relatively stable, with the highest starting efficiency at 20°.
- (3)
- The five distinct lifting shovel angles cause the total chuck rate to show a tendency of first increasing and then decreasing as the longitudinal conveyor belt speed continues rising in the curve of Figure 11c. The fastest lifting and lowering speeds are achieved when the lifting shovel angle is 15 and 22 degrees, respectively. The other stages are flat, with the chuck rate being the lowest and the lifting shovel angle being 22 degrees.
5. Starting Performance Test
5.1. Multifactor Experimental Indicators and Factors
5.2. Test Result
5.3. Regression Model Establishment and Analysis of Variance
- (1)
- Establishment of regression models between the completeness rate of rice seedling trays and various factors.
- (2)
- Establishment of regression models for starting efficiency and various factors.
- (3)
- Establishment of regression models between chuck rate and various factors.
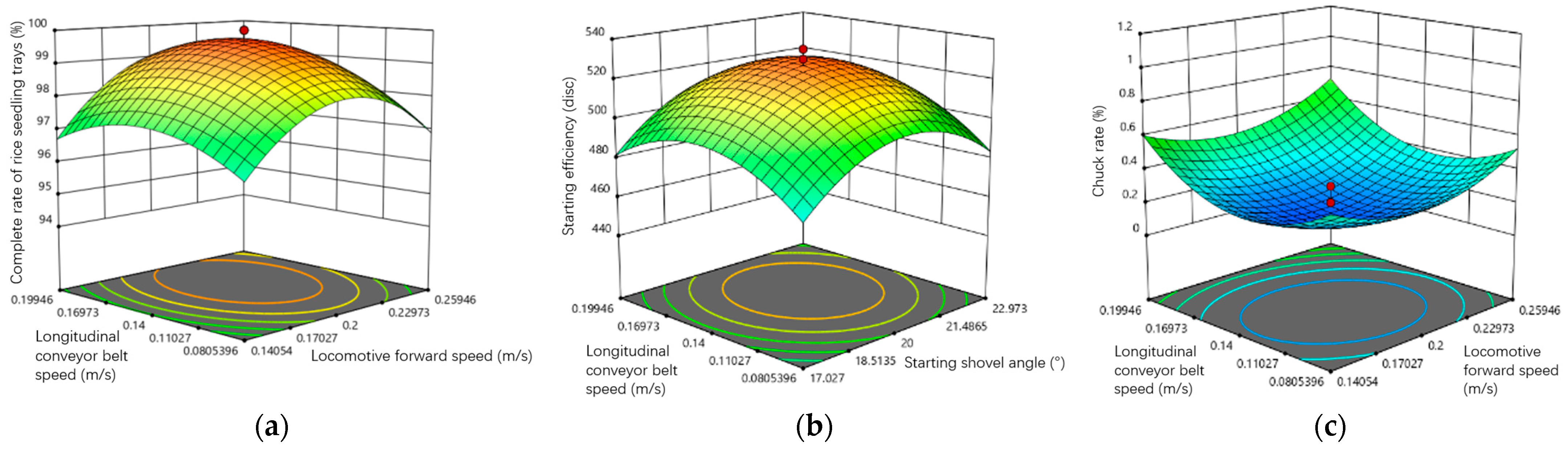
5.4. Multifactor Interactive Response Surface Analysis
5.5. Multifactor Interactive Response Surface Analysis
6. Discussion
- (1)
- The angle of the tray-lifting shovel somewhat influences the three indications. This is because the rice tray is more likely to be secondarily displaced (especially when placed in the shed, where there is a gap between the trays), which in turn affects the tray lifting effect—the larger the angle of the tray lifting shovel, the greater the impact on the rice tray. However, it was discovered during actual production testing that very few rice trays might jam into one another as a result of some old rice trays being deformed. However, because of the lifting shovel’s impact, it can actually stop rice trays from colliding with one another. Table 3 shows that the disc-lifting effect is improved when the disc-lifting shovel is angled between 20 and 22 degrees.
- (2)
- Because the rice seedling tray has flange widths on both sides, the longitudinal conveyor belt has the greatest influence on the three indicators. On the longitudinal conveyor belt, there are occasionally stacking situations because of its placement function. The best results are therefore obtained while carrying the rice seedling tray at a longitudinal conveyor belt transportation speed between 0.14 m/s and 0.2 m/s, according to data analysis and subsequent real production verification.
- (3)
- The three indications are significantly impacted by locomotive speed, and since the environment inside the shed is complicated, it can be altered in accordance with the demands of the job being performed.
7. Conclusions
- (1)
- In order to raise hard rice seedlings in northern greenhouses, fully automatic self-propelled tray lifting equipment was designed. Important parts were designed, including the tray lifting structure, the conveying mechanism, the stacking mechanism, and the control system.
- (2)
- The procedure of the rice tray from the longitudinal conveying section and the transverse conveying section to the stacking stage was examined using a mechanical model of the conveying mechanism. The flawless transverse transportation of the rice tray via the two steps to the stacking stage was determined.
- (3)
- The angle of the disc-lifting shovel, the speed of the locomotive, and the speed of the longitudinal conveyor belt were used as experimental factors, and the completeness rate, disc-lifting efficiency, and chuck rate were used as experimental indicators, in an orthogonal rotation experiment. Analysis revealed that each of the three factors significantly affects the experimental indicators.
- (4)
- Based on an analysis of the experimental results’ actual production processes, the ideal parameter setting was identified: the rice seedling tray completeness rate is highest at 99.48%, the disc lifting efficiency is highest at 510 discs/h, and the chuck rate is lowest when the angle of the disc lifting shovel is 21.278°, the locomotive traveling speed is 0.333 m/s, and the longitudinal conveyor belt conveying speed is 0.17 m/s. The experimental indicators are capable of lifting hard rice seedling trays using a disc.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Ying, L. Application of Stacked Disk Darkroom Seedling Breeding Technology. North. Rice 2021, 6, 42–43. [Google Scholar] [CrossRef]
- Li, J.; Wu, R.; Wang, H. The Technology of Rice Seedling Cultivation with Constant Temperature Stacking and Darkness and Its Promotion and Application. Mod. Agric. Mach. 2016, 2, 50–51. [Google Scholar]
- Wu, X.; Li, C.; Zou, Z.; Liu, X.; Han, G.; Zhai, S.; Liu, C. Analysis on the Technology of Rice Seedling Cultivation in a Dark Room with Constant Temperature Stacking Tray. Agric. Sci. Technol. Commun. 2020, 12, 252–253. [Google Scholar]
- Kong, L. Preliminary sudy on the technique of rice seedling cultivation in a dark room with constant temperature stacking tray. Agric. Sci. Technol. Commun. 2019, 11, 217–218. [Google Scholar]
- Yan, D.; Wang, L. Research on the effect of super early rice seedling breeding technology on Yield in qixing farm. North. Rice 2018, 48, 12–17. [Google Scholar] [CrossRef]
- Li, Z.; Ma, X.; Li, X.; Chen, L.; Li, H.; Yuan, Z. Research progress in mechanized rice planting technology. J. Agric. Mach. 2018, 5, 1–20. [Google Scholar]
- Luo, X.; Wang, Z.; Zeng, S.; Zang, Y.; Yang, W.; Zhang, M. Research progress in mechanized direct seeding technology for rice. J. South China Agric. Univ. 2019, 5, 1–13. [Google Scholar]
- Ma, X.; Tan, Y.; Qi, L.; Huang, G.; Lu, F.; Chen, L. Design and testing of pneumatic automatic disc feeding device for rice seedling tray and seeder. J. Agric. Eng. 2016, 22, 63–69. [Google Scholar]
- Visser, M.-L.B. Tray Destacker and Pot Dispenser [EB/OL]. Available online: http://www.visser.eu/products/all-products/MHD-LB/ (accessed on 23 February 2016).
- Gu, S.; Yang, Y.; Zhang, Y.; Qiao, X. Development status of vegetable seedling production equipment system in the Netherlands and Its Enlightenment to China. J. Agric. Eng. 2013, 14, 185–194. [Google Scholar]
- Qi, F.; Zhou, X.; Zhang, Y.; Li, Z. The development of modern greenhouse equipment and technology in the world and Its Enlightenment to China. J. Agric. Eng. 2008, 10, 279–285. [Google Scholar]
- Kubota Industrial Co., Ltd. Seedling Box Supply Device. Japanese Patent 62-87008, 21 April 1987. [Google Scholar]
- Jing, G.; Agricultural Machinery Co., Ltd. Automatic Supply Device for Seedling Box for Seeders. Japanese Patent Showa 60-199304, 8 October 1985. [Google Scholar]
- Yi Agricultural Machinery Co., Ltd. Seedling Box Supply Device. Japanese Patent Showa 61-166306, 28 July 1986. [Google Scholar]
- Suzuki Forging Co., Ltd. Seeding Device and Seedling Box Supply Device. Japanese Patent Showa 61-58507, 25 March 1986. [Google Scholar]
- Qiwen Co., Ltd. Production Office Automatic Supply Device for Seedling Box. Japanese Patent Showa 62-205708, 10 September 1987. [Google Scholar]
- Kubota. Automatic Supply Device for Seedling Box [EB/OL]. Available online: http://www.jnouki.kubota.co.jp/sisetu/ikubyou/autobox/index.html (accessed on 27 December 2015).
- Iseki Rice Planting Equipment [EB/OL]. Available online: http://www.iseki.co.jp/products/nougyou/noug-02/#rice (accessed on 27 December 2015).
- Yanmar. Fully Automatic Seedling Box Automatic Supply Device for Rice Seedling Facilities [EB/OL]. Available online: https://www.yanmar.com/jp/agri/implement/agri_implement/flooded_rice/feature01.html (accessed on 27 December 2015).
- Yi, S. Rice Seedling and Seeder [EB/OL]. Available online: http://www.santah.com.tw/index.asp (accessed on 27 December 2015).
- Qiu, D. Automatic Feeding Box Setter: Taiwan. China Patent 85214362, 17 September 1996. [Google Scholar]
- Nanjing Agricultural Mechanization Research Institute, Ministry of Agriculture. Automatic Disc Feeder. Chinese Patent ZL98227269.3, 4 August 1999. [Google Scholar]
- Wang, Y.; Cao, L.; Wang, J. An Automatic Feeding Device for Rice Seedling Cultivation and Sowing Trays. Chinese Patent CN201210172, 2016. [Google Scholar]
- Wang, J.; Tang, H.; Wang, J.; Shen, H.; Feng, X.; Huang, H. Analysis and Experiment on the Mechanism of Seed Delivery and Transport of Finger Clip Type Corn Precision Metering Device. J. Agric. Mach. 2017, 1, 29–37+46. [Google Scholar]
- Gou, Y.; Li, H.; Wang, D.; He, H. Design and simulation optimization of small variable fertilizer spreaders based on EDEM. Res. Agric. Mech. 2022, 11, 65–71+76. [Google Scholar] [CrossRef]
- Xie, D.; Zhang, C.; Wu, X.; Wang, W.; Liu, L.; Chen, L. Design and testing of an air suction garlic seeder assisted by disturbing seed teeth. J. Agric. Mach. 2022, 2, 47–57. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Serial Number | Project | Unit | Design Value |
|---|---|---|---|
| 1 | Specification and model | / | Fully automatic disc lifting machine for rice hard disk seedling cultivation |
| 2 | Structural style | / | Fully automatic |
| 3 | Supporting power type | / | 24 V lead acid battery |
| 4 | Installed capacity | kw | 2.8 |
| 5 | Overall dimensions (length × width × height) | mm | 3900 × 2200 × 1260 |
| 6 | Overall weight | Kg | 800 |
| 7 | Number of work lines | Row | 5 |
| 8 | Working speed | m/h | 20–30 |
| 9 | Job width | mm | 3000 |
| 10 | Work efficiency | Rice seedling tray/h | 400–500 |
| 11 | Traveling mechanism type | / | Guide rail ground wheel type |
| 12 | Traveling mechanism ground wheel diameter | mm | Φ120 |
| Material Type | Parameter | Numerical Value |
|---|---|---|
| Seedling raising hard drive | Poisson ratio | 0.319 |
| shear modulus (Pa) | 1.5 × 109 | |
| density (kg/m3) | 1850 | |
| Soil | Poisson ratio | 0.30 |
| shear modulus (Pa) | 1 × 108 | |
| density (kg/m3) | 7865 | |
| Lifting shovel | Poisson ratio | 0.30 |
| shear modulus (Pa) | 7.9 × 1010 | |
| Rice seedlings—Recovery coefficient of rice seedlings | 0.681 | |
| Recovery coefficient of rice seedlings and soil | 0.21 | |
| Kinetic friction | 0.01~0.016 | |
| Static friction | 0.03~0.35 |
| Longitudinal Conveyor Belt Speed/Lifting Shovel Angle | 15 | 17 | 20 | 22 | 25 | |
|---|---|---|---|---|---|---|
| 0.04 m/s | Seedling tray integrity rate/% | 93 | 95 | 97 | 96 | 94 |
| Starting efficiency/disc | 420 | 445 | 465 | 455 | 430 | |
| Chuck rate/% | 1.2 | 1.1 | 0.8 | 1 | 1.2 | |
| 0.08 m/s | Seedling tray integrity rate/% | 94 | 96 | 98 | 97 | 95 |
| Starting efficiency/disc | 435 | 460 | 470 | 465 | 445 | |
| Chuck rate/% | 0.9 | 0.9 | 0.7 | 0.8 | 0.8 | |
| 0.14 m/s | Seedling tray integrity rate/% | 96 | 98 | 100 | 99 | 97 |
| Starting efficiency/disc | 475 | 500 | 530 | 515 | 485 | |
| Chuck rate/% | 0.6 | 0.4 | 0.1 | 0.2 | 0.5 | |
| 0.2 m/s | Seedling tray integrity rate/% | 95 | 97 | 99 | 98 | 96 |
| Starting efficiency/disc | 460 | 490 | 510 | 500 | 470 | |
| Chuck rate/% | 0.7 | 0.6 | 0.6 | 0.5 | 0.6 | |
| 0.24 m/s | Seedling tray integrity rate/% | 92 | 94 | 96 | 95 | 93 |
| Starting efficiency/disc | 455 | 475 | 495 | 490 | 460 | |
| Chuck rate/% | 1.4 | 1.2 | 0.9 | 1.1 | 1.3 |
| Code | Starting Shovel Angle X1/(°) | Locomotive Forward Speed X2 (m/s) | Longitudinal Conveyor Belt Speed X3/(m/s) |
|---|---|---|---|
| +1.682 | 25 | 0.4 | 0.24 |
| +1 | 22.973 (23) | 0.25946 (0.26) | 0.199 (0.2) |
| 0 | 20 | 0.2 | 0.14 |
| −1 | 17.027 (17) | 0.14054 (0.14) | 0.08 |
| −1.682 | 15 | 0.1 | 0.04 |
| Code | X1/° | X2/ m/s | X3/ m/s | Seedling Tray Integrity Rate/% | Starting Efficiency/Disc | Chuck Rate/% |
|---|---|---|---|---|---|---|
| 1 | 17.027 | 0.14054 | 0.0805 | 95 | 450 | 0.7 |
| 2 | 22.973 | 0.14054 | 0.0805 | 96 | 465 | 0.6 |
| 3 | 17.027 | 0.25946 | 0.0805 | 96 | 465 | 0.7 |
| 4 | 22.973 | 0.25946 | 0.0805 | 96 | 470 | 0.8 |
| 5 | 17.027 | 0.14054 | 0.19946 | 95 | 460 | 0.9 |
| 6 | 22.973 | 0.14054 | 0.19946 | 95 | 475 | 0.7 |
| 7 | 17.027 | 0.25946 | 0.19946 | 98 | 460 | 1.1 |
| 8 | 22.973 | 0.25946 | 0.19946 | 98 | 480 | 0.8 |
| 9 | 15 | 0.2 | 0.14 | 97 | 455 | 0.9 |
| 10 | 25 | 0.2 | 0.14 | 99 | 475 | 0.7 |
| 11 | 20 | 0.1 | 0.14 | 94 | 470 | 0.6 |
| 12 | 20 | 0.3 | 0.14 | 96 | 495 | 0.7 |
| 13 | 20 | 0.2 | 0.04 | 97 | 460 | 0.7 |
| 14 | 20 | 0.2 | 0.24 | 97 | 490 | 1 |
| 15 | 20 | 0.2 | 0.14 | 99 | 530 | 0.3 |
| 16 | 20 | 0.2 | 0.14 | 100 | 525 | 0.2 |
| 17 | 20 | 0.2 | 0.14 | 99 | 525 | 0.2 |
| 18 | 20 | 0.2 | 0.14 | 99 | 535 | 0.1 |
| 19 | 20 | 0.2 | 0.14 | 100 | 525 | 0.1 |
| 20 | 20 | 0.2 | 0.14 | 100 | 530 | 0.1 |
| 21 | 20 | 0.2 | 0.14 | 100 | 525 | 0.3 |
| 22 | 20 | 0.2 | 0.14 | 100 | 525 | 0.1 |
| 23 | 20 | 0.2 | 0.14 | 99 | 520 | 0.2 |
| Evaluating Indicator | Variance Source | Sum of Squares | Freedom | Mean Square | F Value | F Value | Significance |
|---|---|---|---|---|---|---|---|
| Y1 | model | 71.79 | 9 | 7.98 | 22.32 | <0.0001 | ** |
| X1 | 3.97 | 1 | 3.97 | 11.11 | 0.0054 | ** | |
| X2 | 3.97 | 1 | 3.97 | 11.11 | 0.0054 | ** | |
| X3 | 2.64 | 1 | 2.64 | 7.38 | 0.0176 | ** | |
| X1 × 2 | 2.00 | 1 | 2.00 | 5.60 | 0.0342 | * | |
| X1X3 | 0.5 | 1 | 0.5 | 1.40 | 0.2581 | - | |
| X2X3 | 0.5 | 1 | 0.5 | 1.40 | 0.2581 | - | |
| X12 | 4.78 | 1 | 4.78 | 13.36 | 0.0029 | * | |
| X22 | 41.13 | 1 | 41.13 | 115.09 | <0.0001 | ** | |
| X32 | 12.92 | 1 | 12.92 | 36.15 | <0.0001 | ** | |
| residual | 4.65 | 13 | 0.3574 | - | - | - | |
| lack of fit | 2.42 | 5 | 0.4847 | 1.74 | 0.2305 | - | |
| error | 2.22 | 8 | 0.2778 | - | - | - | |
| sum | 76.43 | 22 | - | - | - | - | |
| Y2 | model | 19,885.01 | 9 | 2209.45 | 64.48 | <0.0001 | ** |
| X1 | 575.27 | 1 | 575.27 | 16.79 | 0.0013 | ** | |
| X2 | 329.14 | 1 | 329.14 | 9.61 | 0.0085 | ** | |
| X3 | 416.88 | 1 | 416.88 | 12.17 | 0.0040 | ** | |
| X1X2 | 3.13 | 1 | 3.13 | 0.0912 | 0.7674 | - | |
| X1X3 | 28.13 | 1 | 28.13 | 0.8208 | 0.3814 | - | |
| X2X3 | 28.12 | 1 | 28.12 | 0.8208 | 0.3814 | - | |
| X12 | 8342.2 | 1 | 8342.2 | 243.47 | <0.0001 | ** | |
| X22 | 4445.24 | 1 | 4445.24 | 129.74 | <0.0001 | ** | |
| X32 | 5966.4 | 1 | 5966.4 | 174.13 | <0.0001 | ** | |
| residual | 445.43 | 13 | 34.26 | - | - | - | |
| lack of fit | 295.43 | 5 | 59.09 | 3.15 | 0.0726 | - | |
| error | 150.00 | 8 | 18.75 | - | - | - | |
| sum | 20,330.43 | 22 | - | - | - | - | |
| Y3 | model | 2.25 | 9 | 0.2495 | 45.61 | <0.0001 | ** |
| X1 | 0.0512 | 1 | 0.0512 | 9.36 | 0.0091 | ** | |
| X2 | 0.0327 | 1 | 0.0327 | 5.98 | 0.0295 | * | |
| X3 | 0.1062 | 1 | 0.1062 | 19.42 | 0.0007 | ** | |
| X1X2 | 0.0012 | 1 | 0.0012 | 0.2285 | 0.6406 | - | |
| X1X3 | 0.0312 | 1 | 0.0312 | 5.71 | 0.0327 | * | |
| X2X3 | 0.0012 | 1 | 0.0012 | 0.2285 | 0.6406 | - | |
| X12 | 0.7475 | 1 | 0.7475 | 136.66 | <0.0001 | ** | |
| X22 | 0.4267 | 1 | 0.4267 | 78.00 | <0.0001 | ** | |
| X32 | 0.8744 | 1 | 0.8744 | 159.84 | <0.0001 | ** | |
| residual | 0.0711 | 13 | 0.0055 | - | - | - | |
| lack of fit | 0.0156 | 5 | 0.0031 | 0.4480 | 0.8041 | - | |
| error | 0.0556 | 8 | 0.0069 | - | - | - | |
| sum | 2.32 | 22 | - | - | - | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yi, S.; Zhang, G.; Li, Y.; Li, B.; Luo, L.; Wang, P. Design and Experiment of a Fully Automatic Plate Lifting Machine for Rice Hard Disk Seedling Cultivation. Agriculture 2023, 13, 1929. https://doi.org/10.3390/agriculture13101929
Yi S, Zhang G, Li Y, Li B, Luo L, Wang P. Design and Experiment of a Fully Automatic Plate Lifting Machine for Rice Hard Disk Seedling Cultivation. Agriculture. 2023; 13(10):1929. https://doi.org/10.3390/agriculture13101929
Chicago/Turabian StyleYi, Shujuan, Ge Zhang, Yifei Li, Bohai Li, Laisheng Luo, and Peng Wang. 2023. "Design and Experiment of a Fully Automatic Plate Lifting Machine for Rice Hard Disk Seedling Cultivation" Agriculture 13, no. 10: 1929. https://doi.org/10.3390/agriculture13101929
APA StyleYi, S., Zhang, G., Li, Y., Li, B., Luo, L., & Wang, P. (2023). Design and Experiment of a Fully Automatic Plate Lifting Machine for Rice Hard Disk Seedling Cultivation. Agriculture, 13(10), 1929. https://doi.org/10.3390/agriculture13101929