
Friction and Wear Properties of Wheat Straw Powder Third Body on Steel-Steel Friction Pair




Abstract
:1. Introduction
2. Materials and Methods
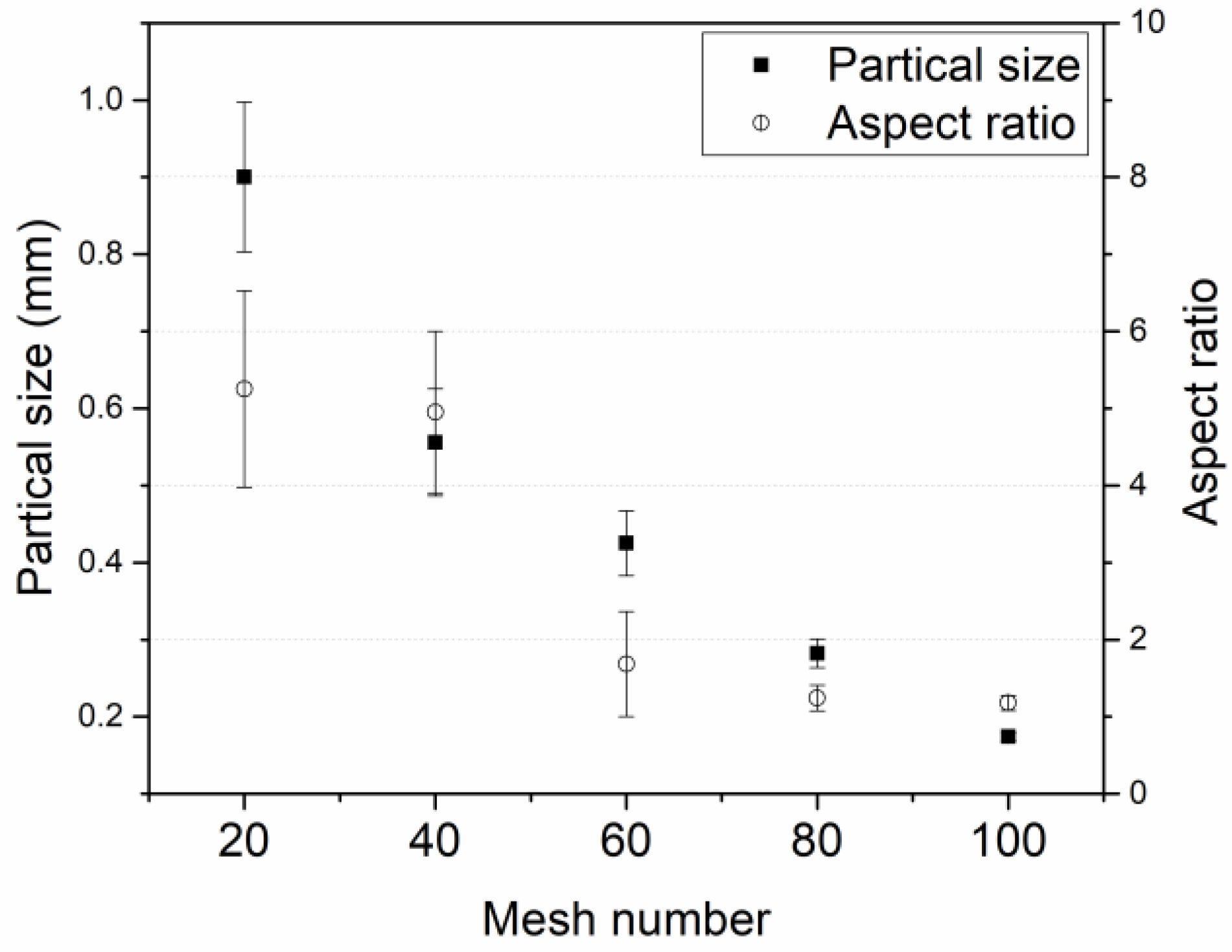
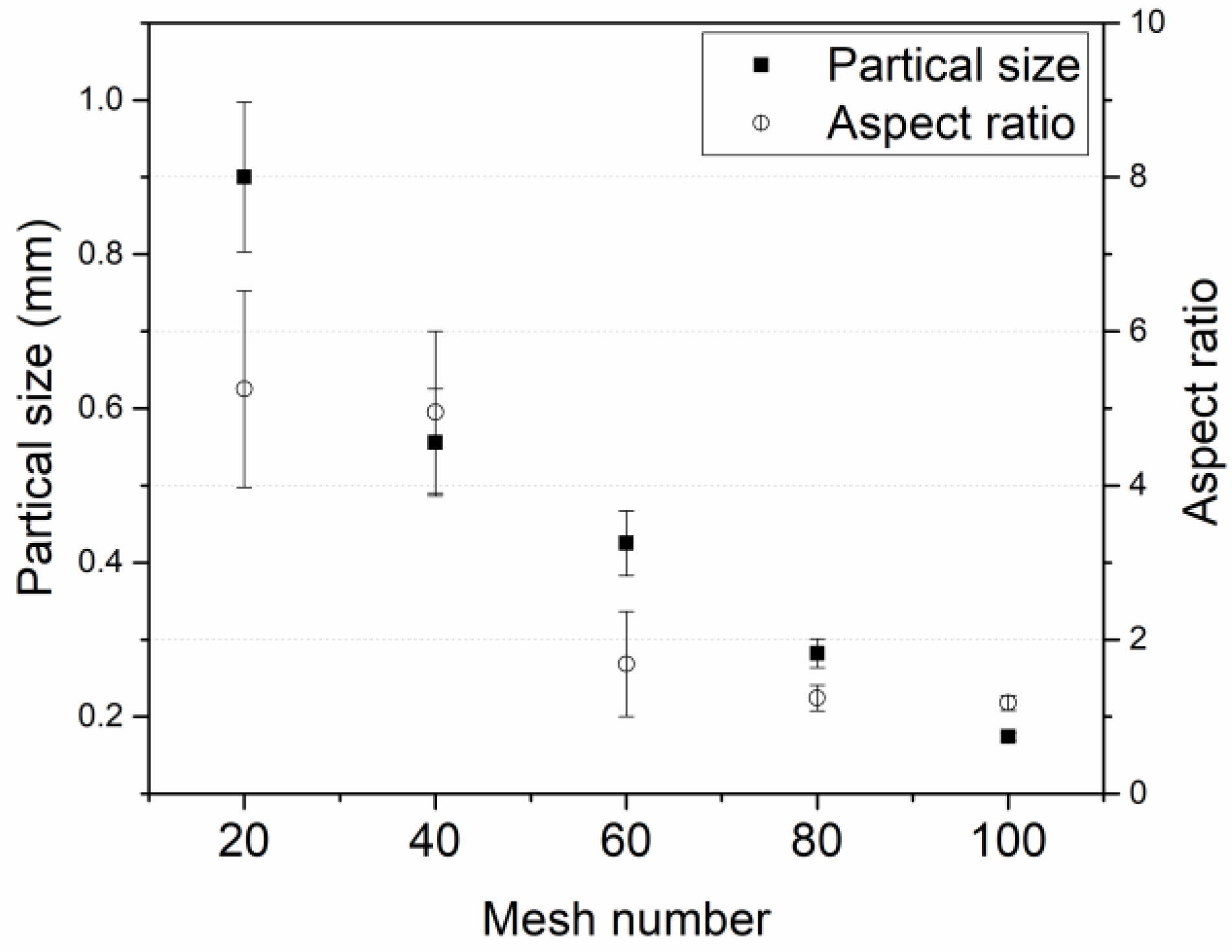
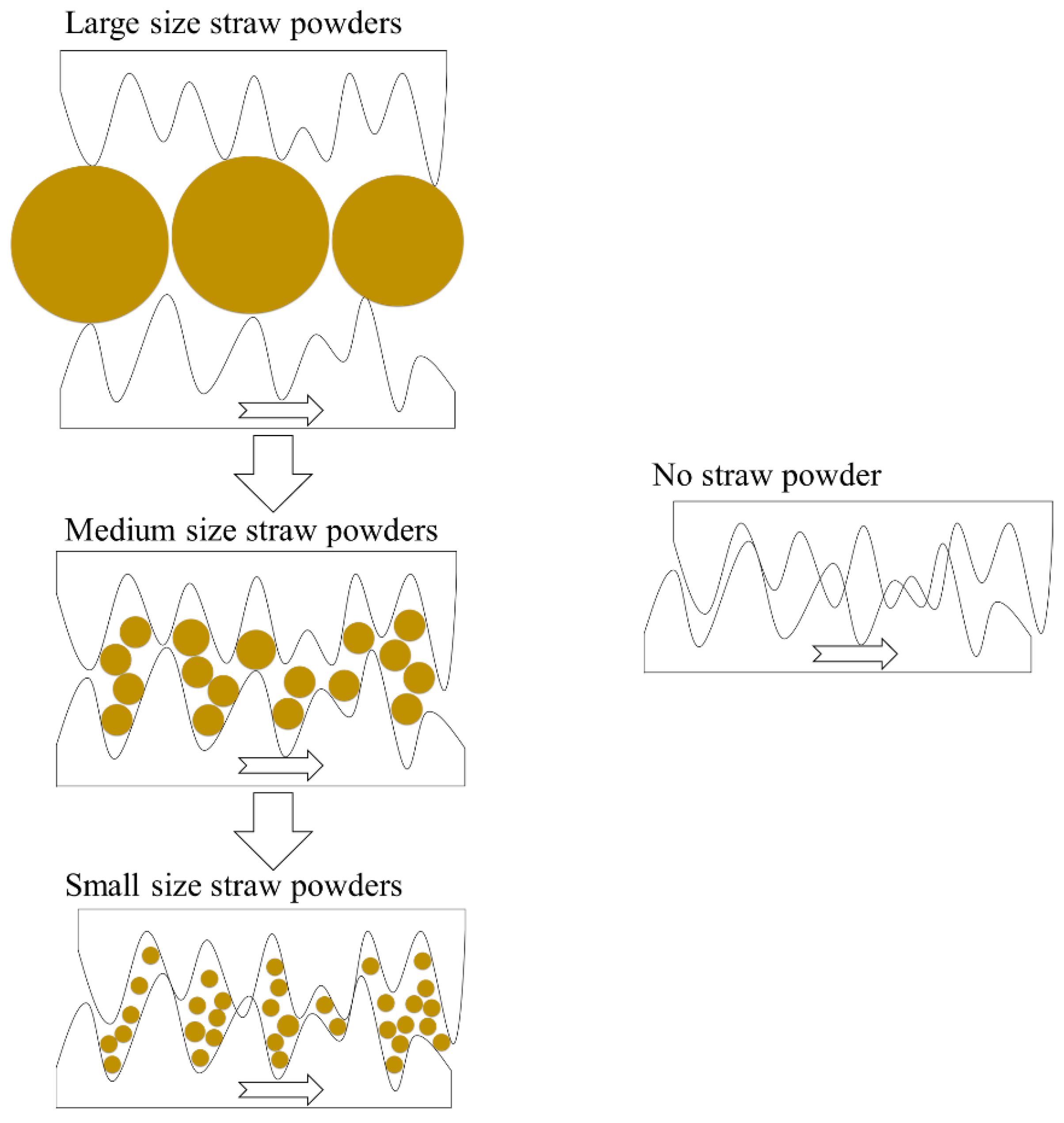
2.1. Wheat Straw Powder
2.2. Steel
2.3. Lubricant
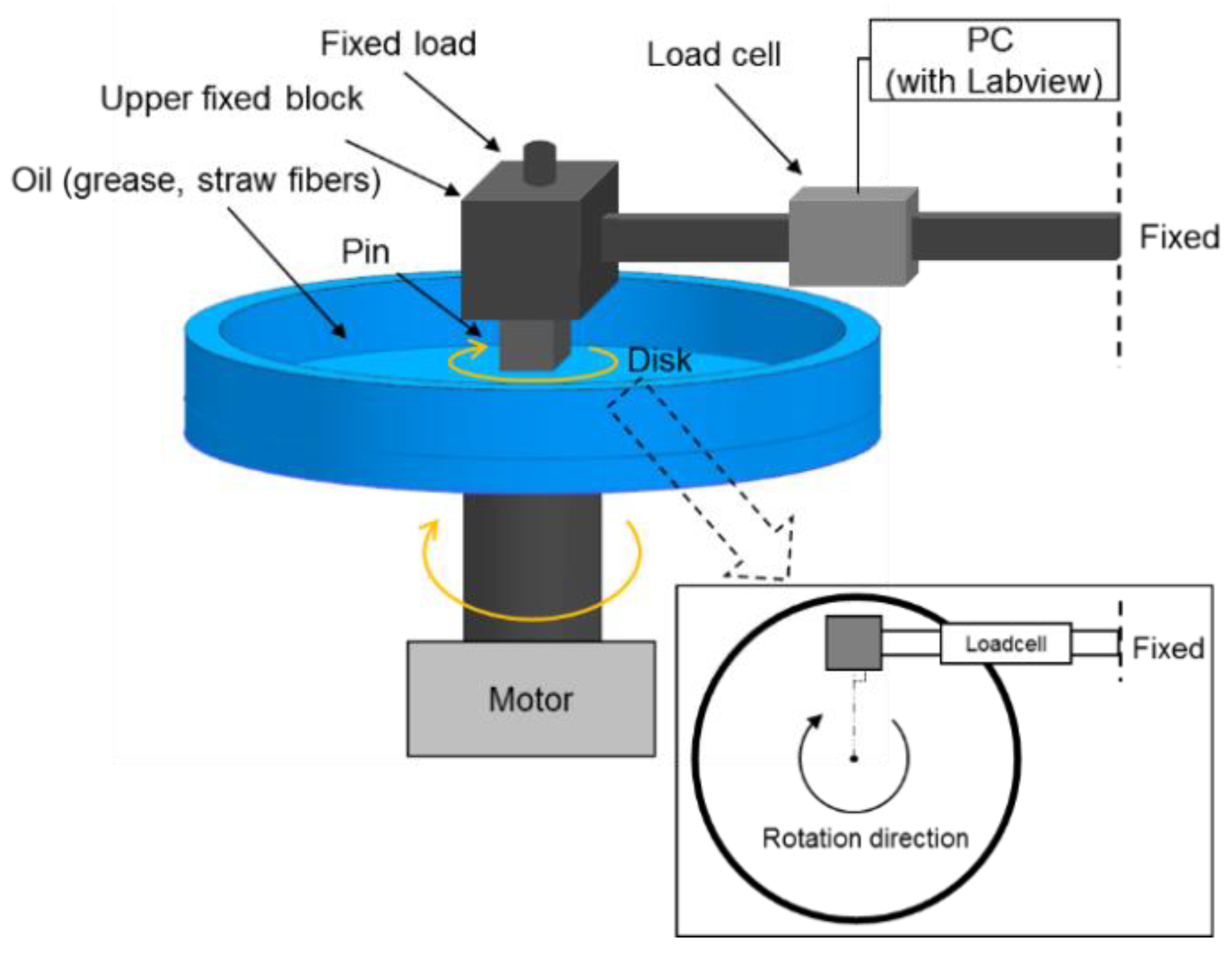
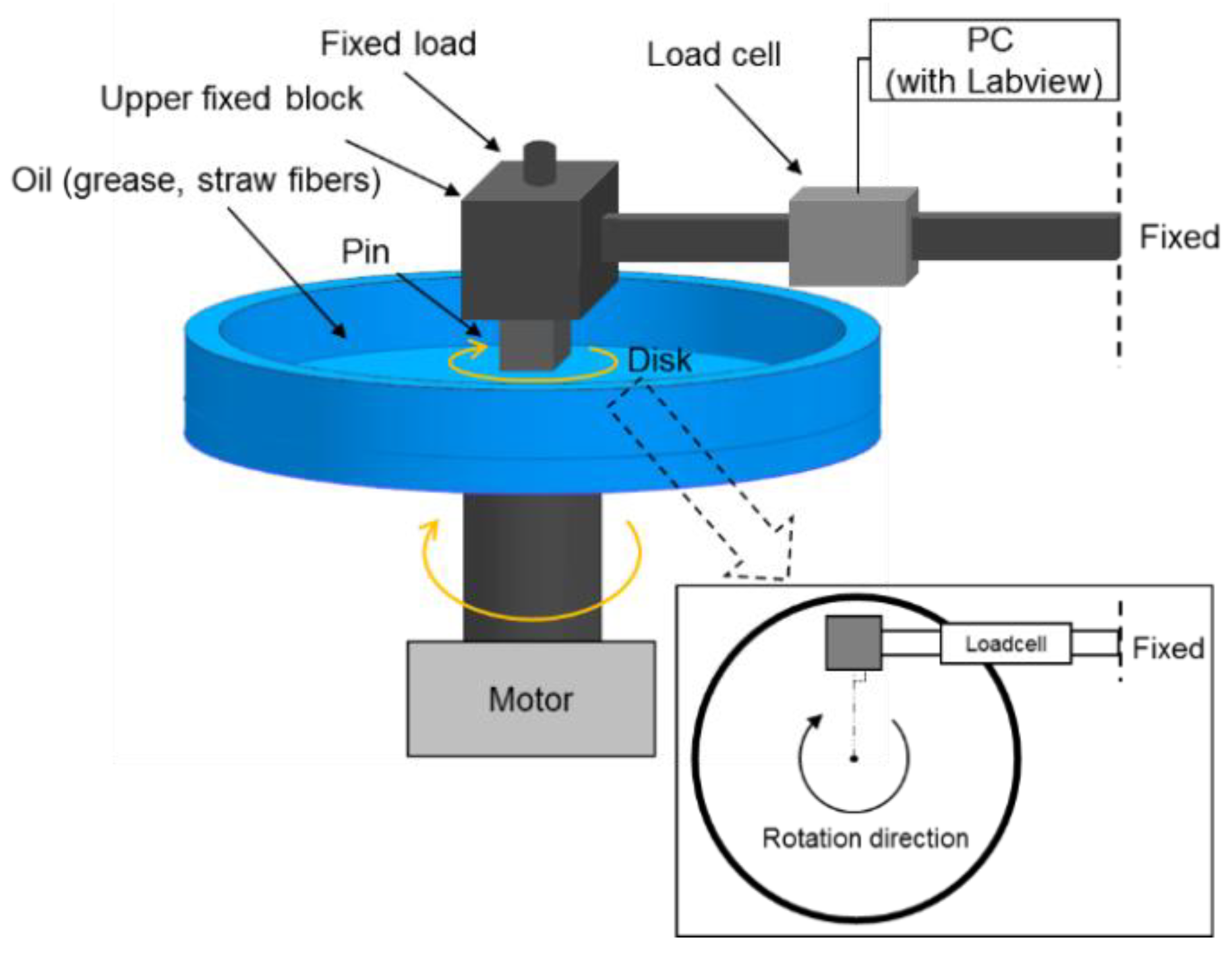
2.4. Experimental Method
3. Results and Discussion
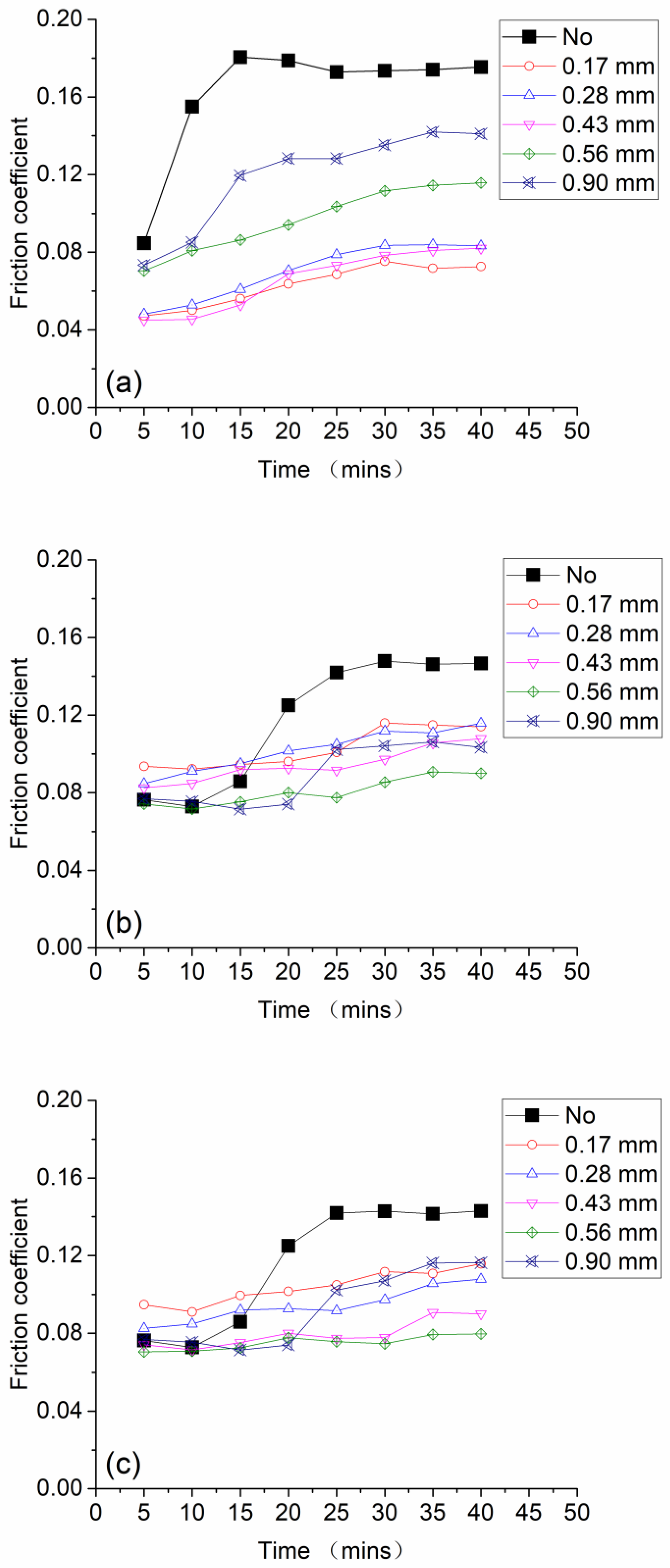
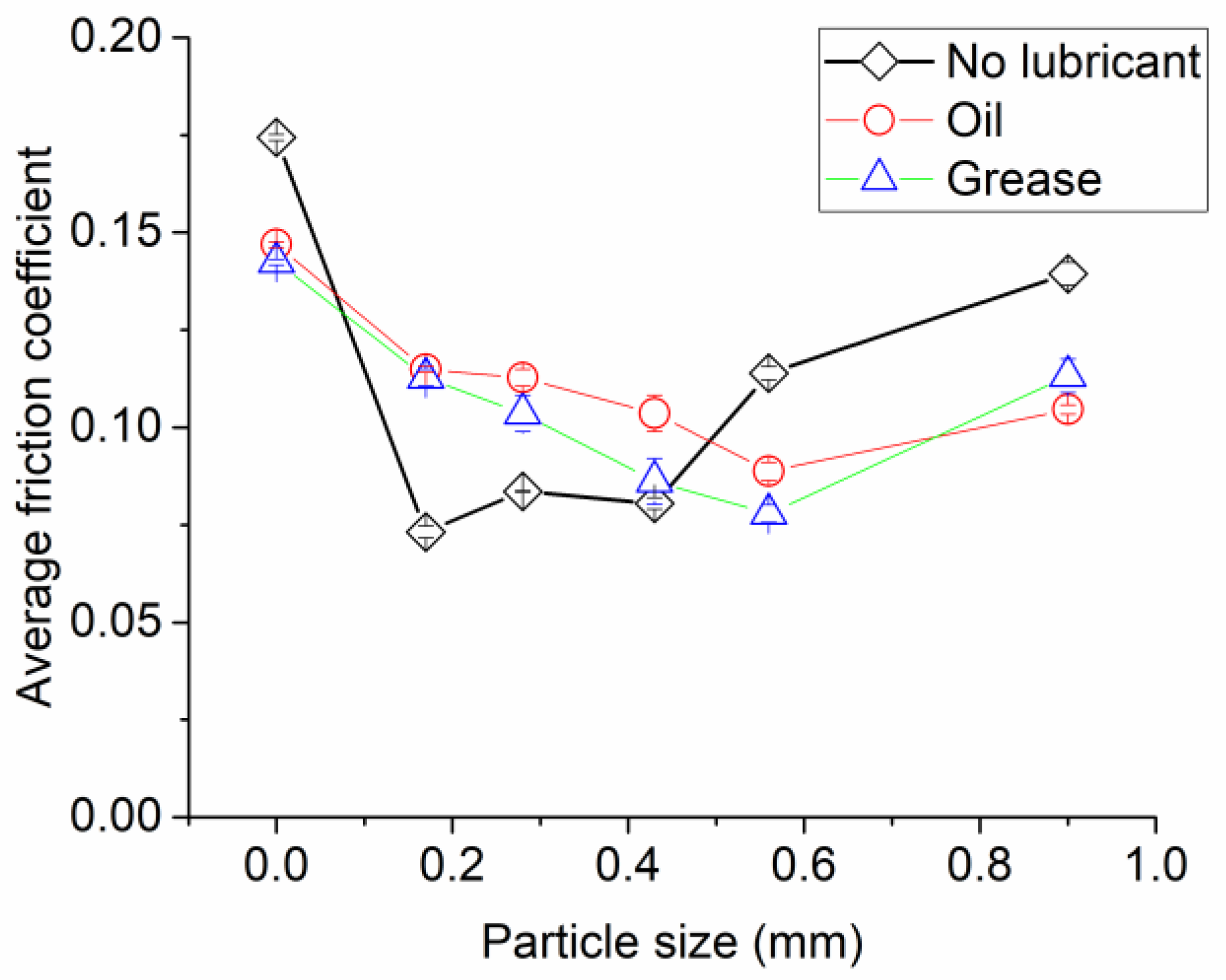
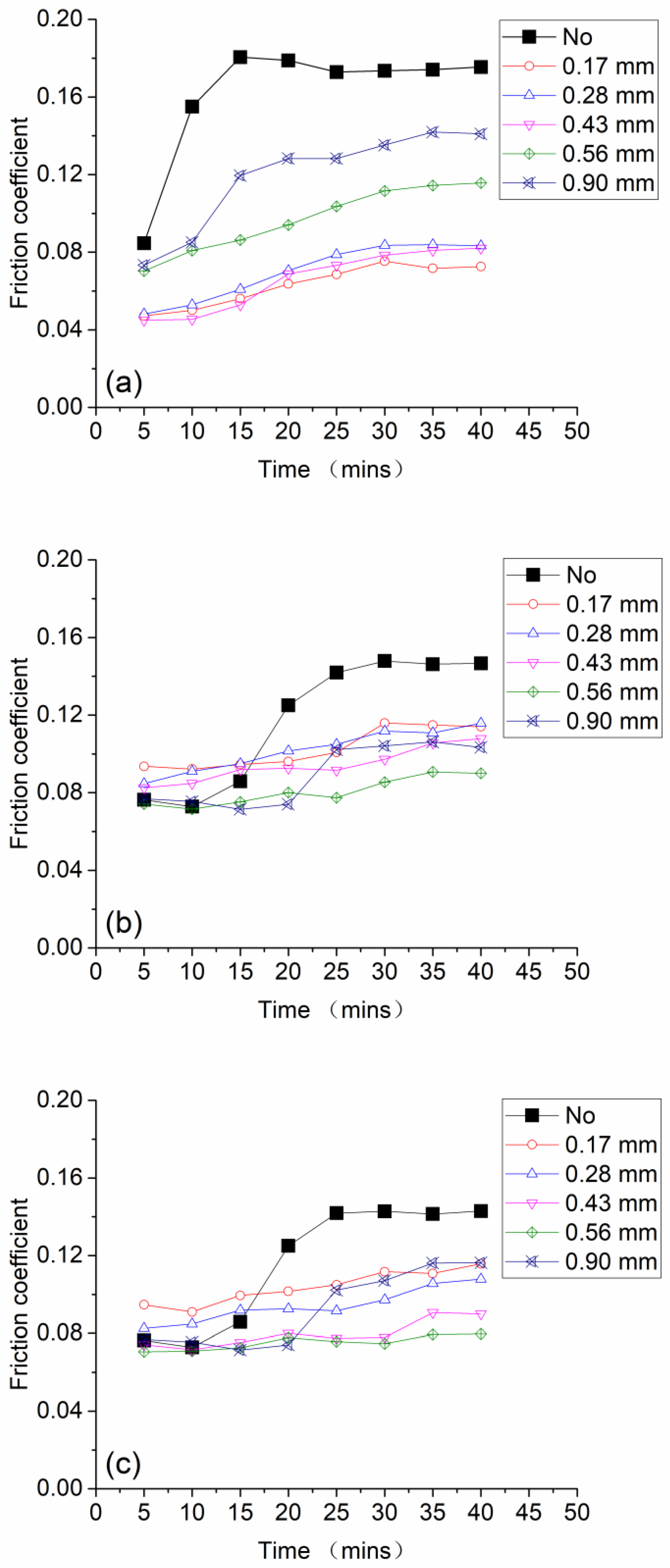
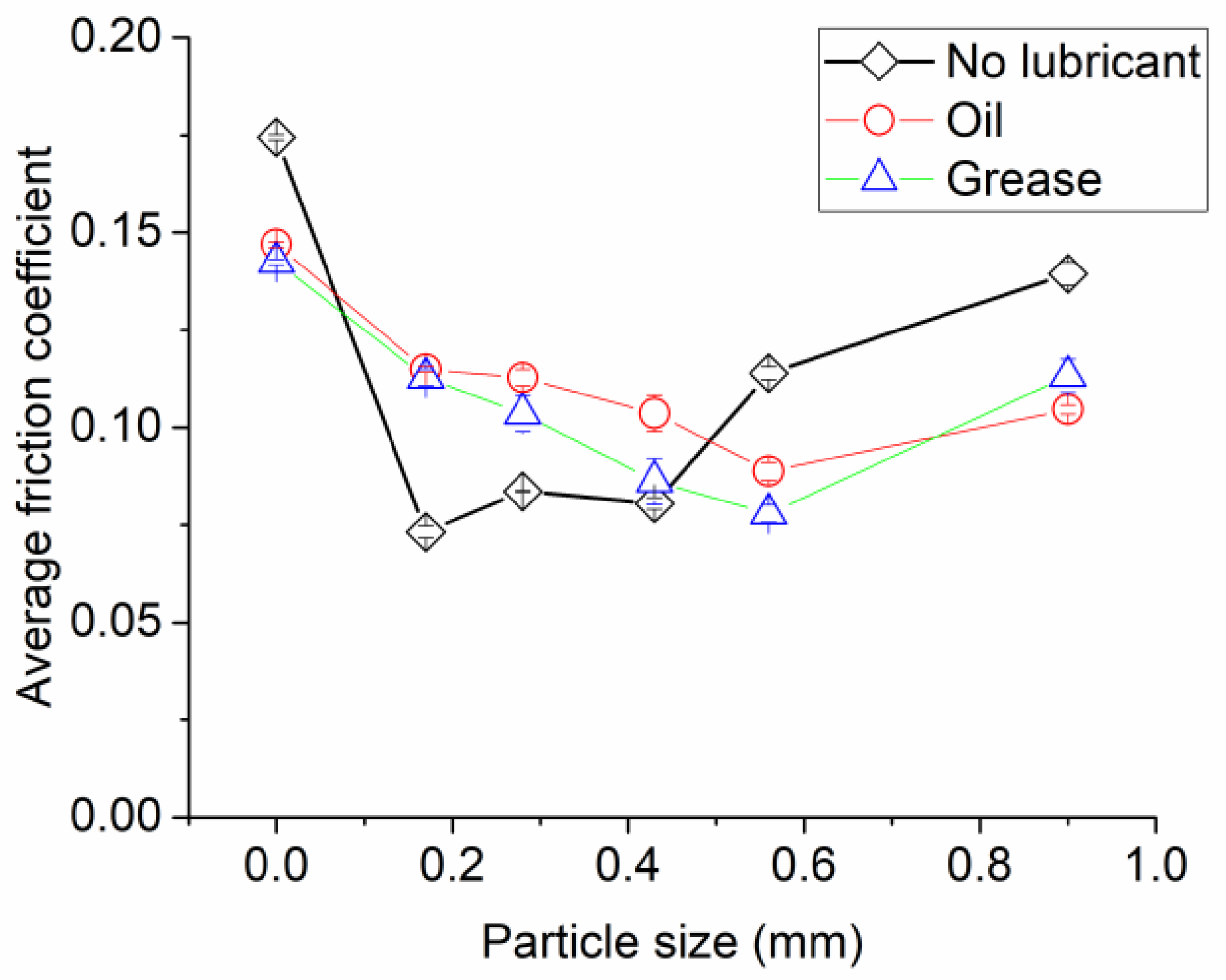
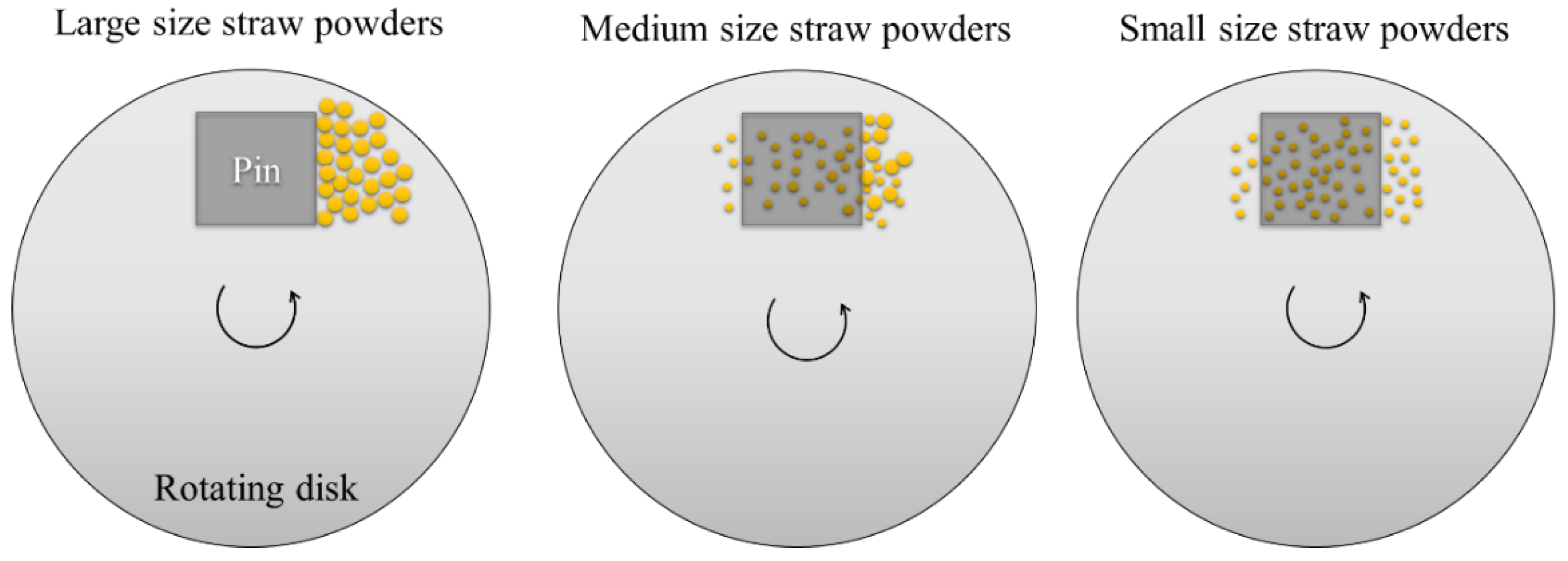
3.1. Friction Property
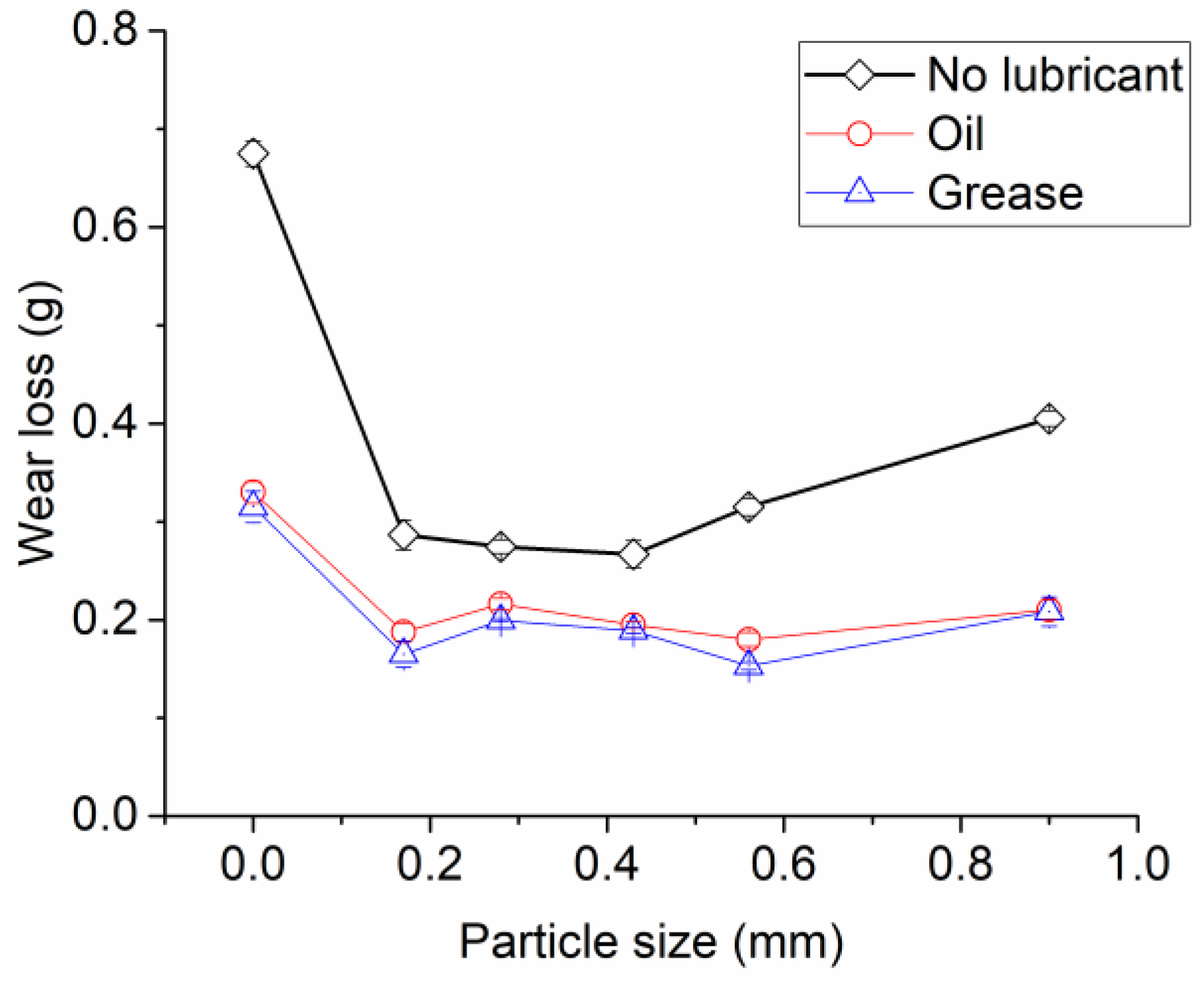
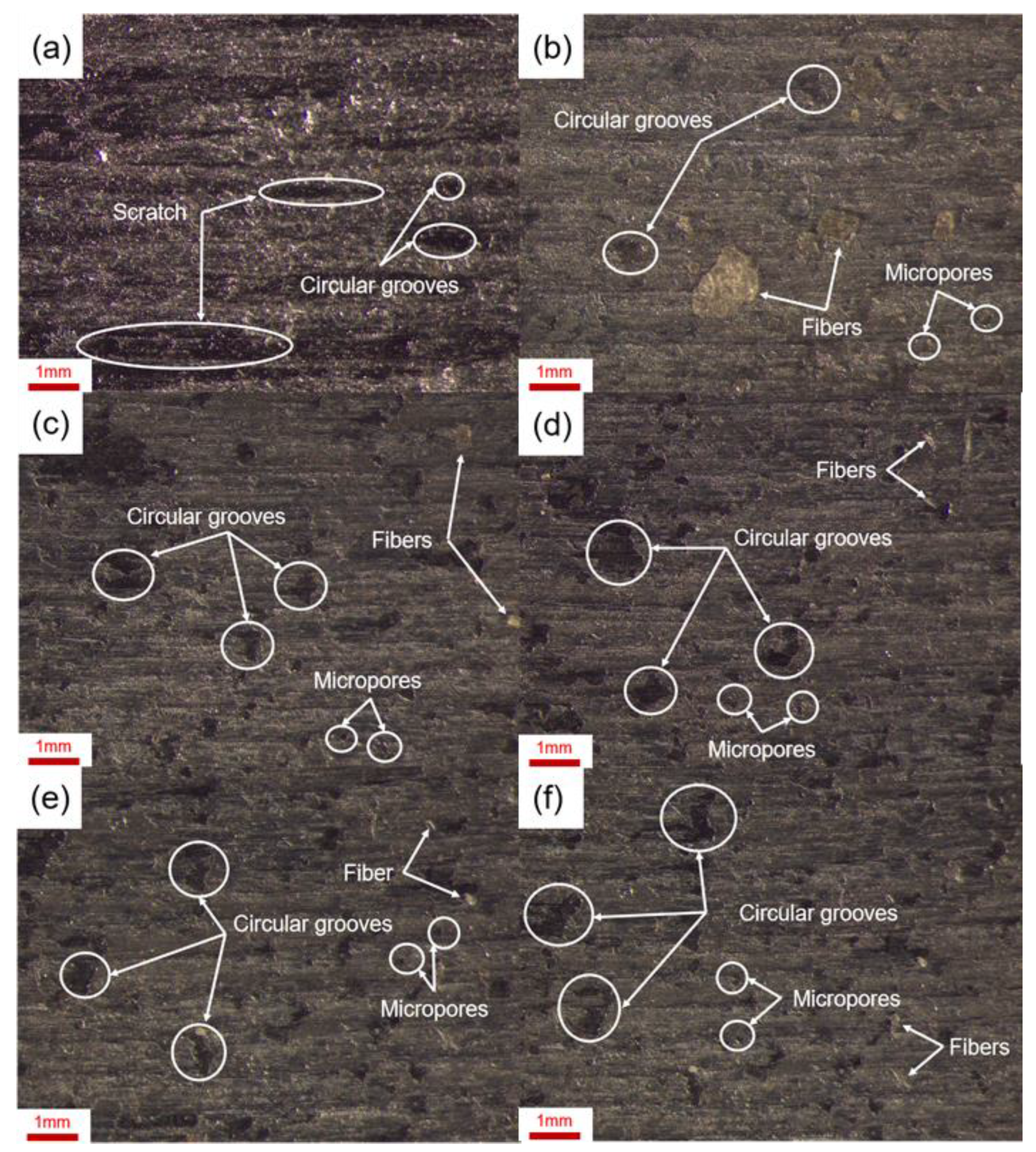
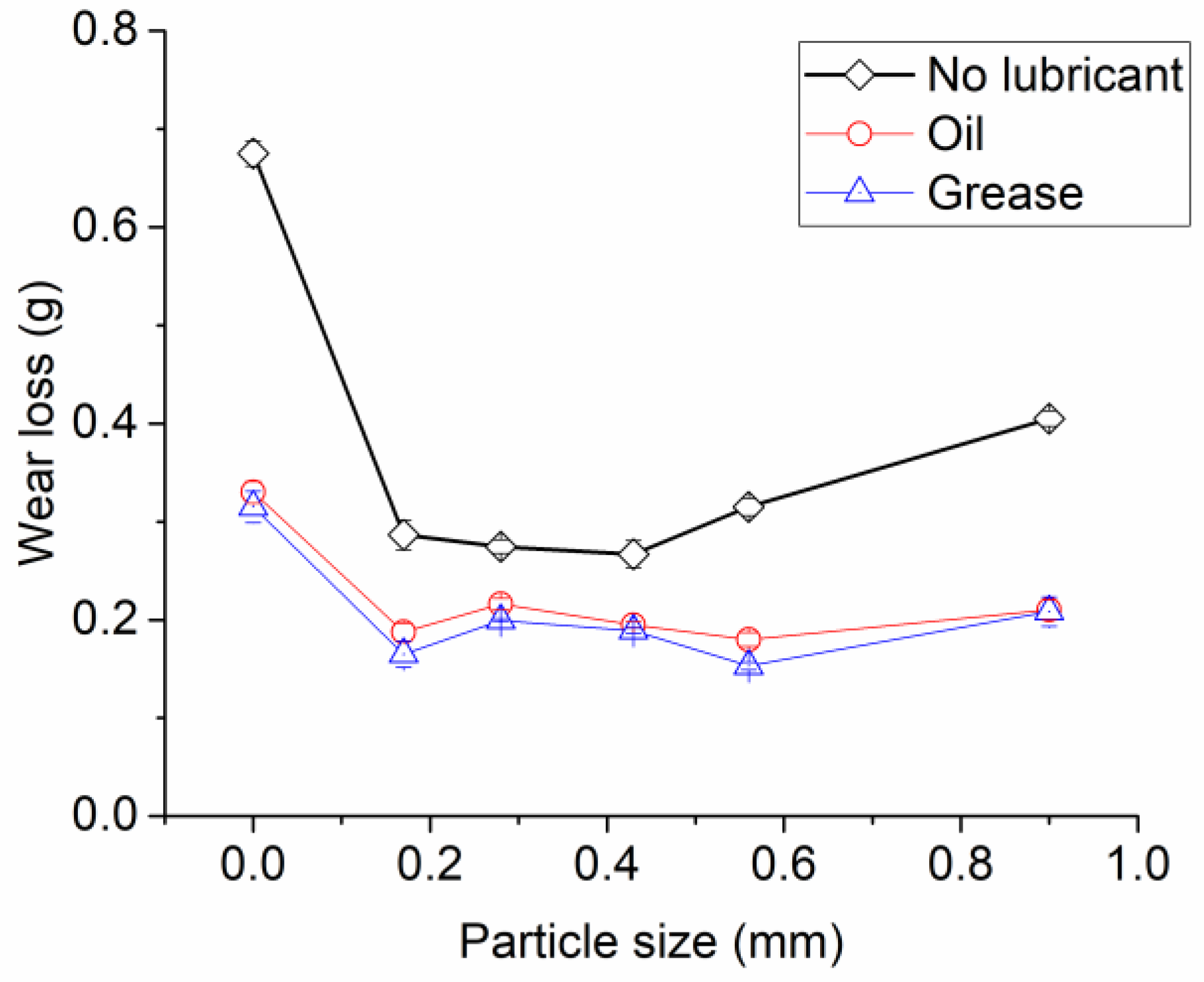
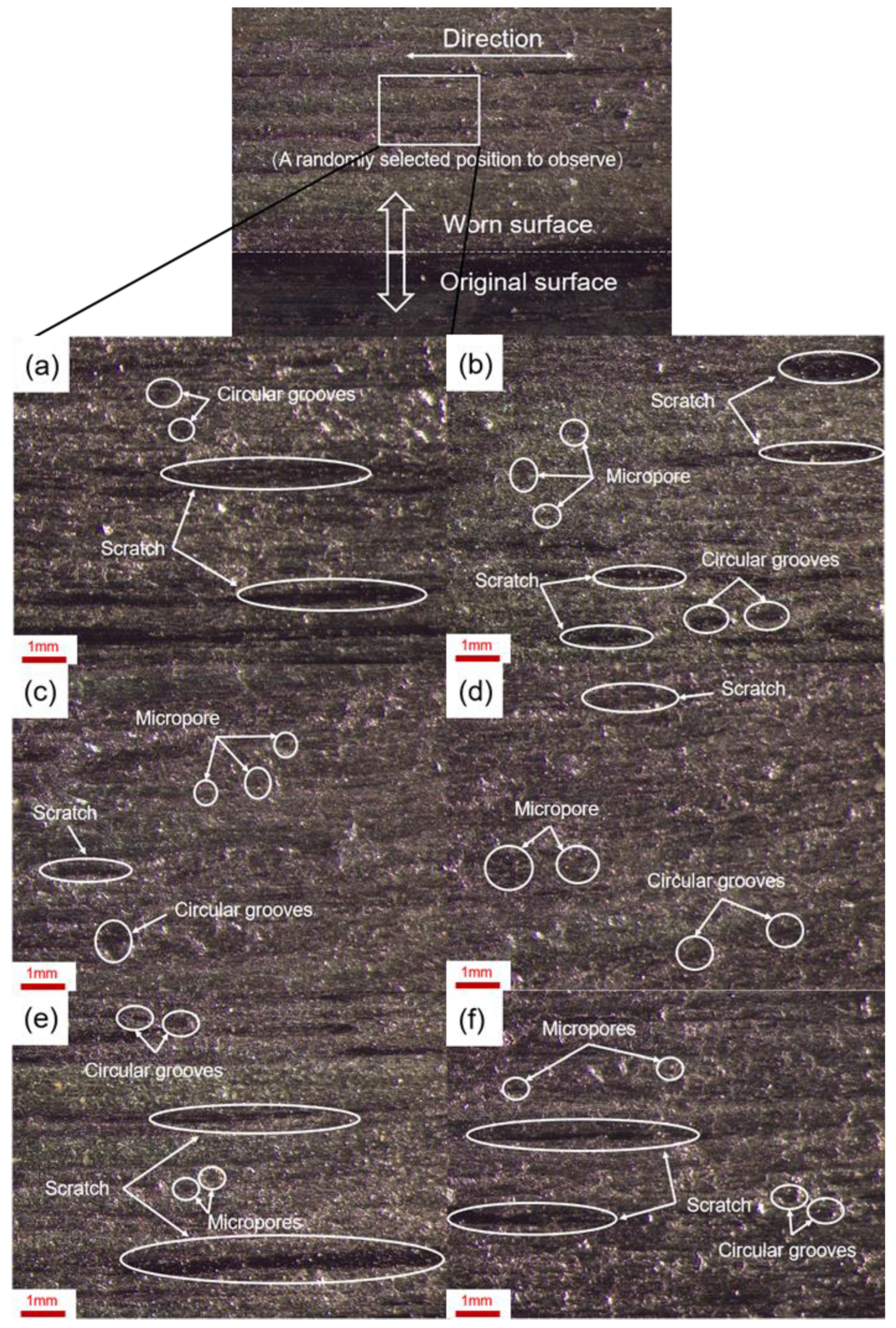
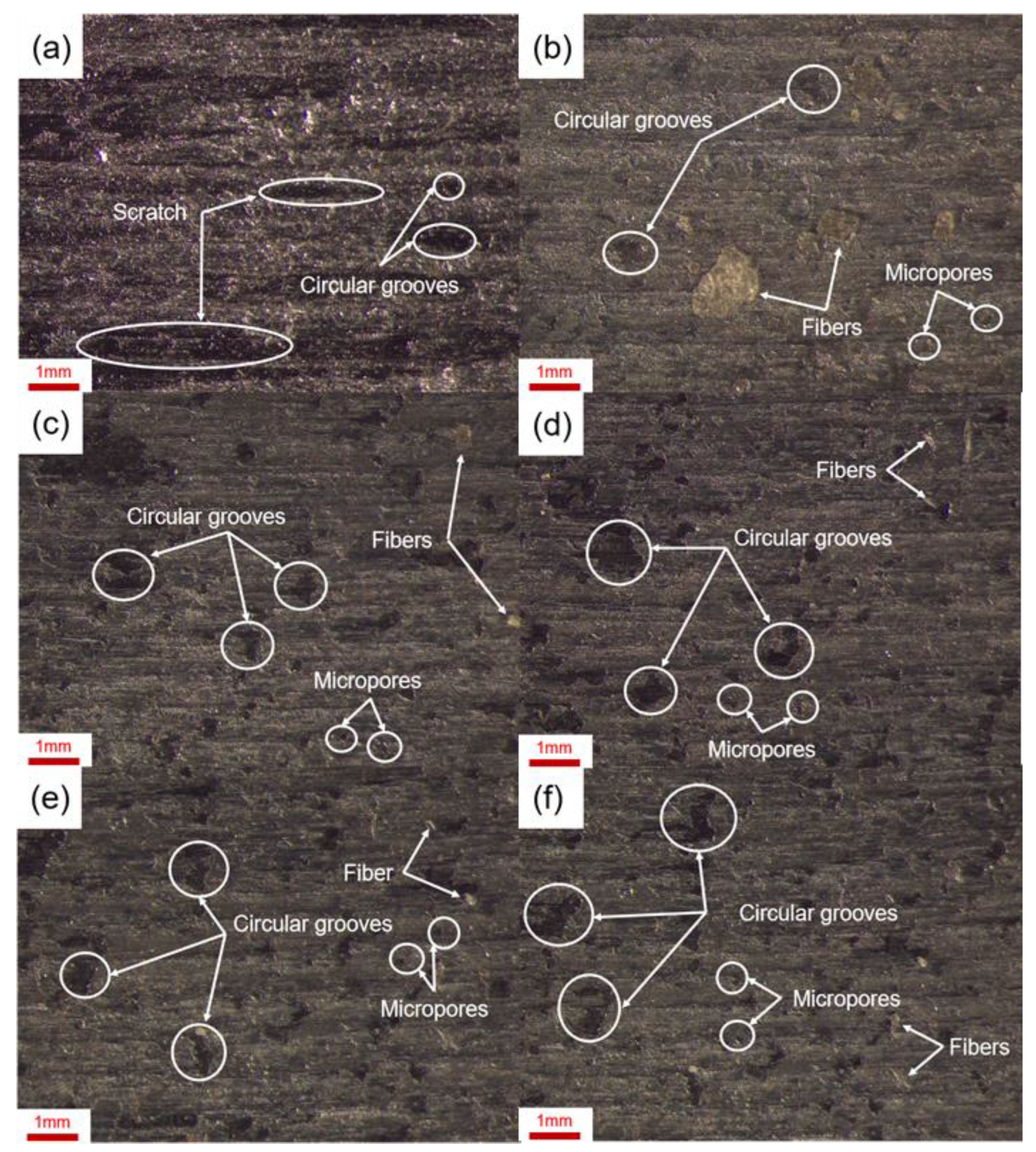
3.2. Wear Property
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bhushan, B. Introduction to Tribology; John Wiley & Sons: Hoboken, NJ, USA, 2013. [Google Scholar]
- Singer, I.L. How Third-Body Processes Affect Friction and Wear. MRS Bulletin. 1998, 23, 37–40. [Google Scholar] [CrossRef]
- Deng, F.; Tsekenis, G.; Rubinstein, S.M. Simple Law for Third-Body Friction. Phys. Rev. Lett. 2019, 122, 135503. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Qin, K.; Zhou, Q.; Zhang, K.; Feng, Y.L.; Zhang, T.; Zheng, G.J.; Xia, B.R.; Liu, B.L. Non-uniform abrasive particle size effects on friction characteristics of FKM O-ring seals under three-body abrasion. Tribol. Int. 2019, 136, 216–223. [Google Scholar] [CrossRef]
- Gheisari, R.; Polycarpou, A.A. Three-body abrasive wear of hard coatings: Effects of hardness and roughness. Thin Solid Films 2018, 666, 66–75. [Google Scholar] [CrossRef]
- Wu, H.W.; Chen, Y.Y. Effect of two-body and three-body microcontacts under dry friction on contact characteristics. Proc. Inst. Mech. Eng. Part C J. Eng. Mech. Eng. Sci. 2018, 232, 706–719. [Google Scholar] [CrossRef]
- Wu, H.W.; Chen, Y.Y.; Horng, J.H. The Analysis of Three-Body Contact Temperature under the Different Third Particle Size, Density, and Value of Friction. Micromachines 2017, 8, 302. [Google Scholar] [CrossRef] [Green Version]
- Wu, H.W.; Chen, Y.Y.; Horng, J.H. Contact temperature under three-body dry friction conditions. Wear 2015, 330, 85–92. [Google Scholar] [CrossRef]
- Woldman, M.; Van der Heide, E.; Tinga, T.; Masen, M.A. The influence of abrasive body dimensions on single asperity wear. Wear 2013, 301, 76–81. [Google Scholar] [CrossRef]
- Su, L.; Gao, F.; Han, X.; Chen, J. Effect of copper powder third body on tribological property of copper-based friction materials. Tribol. Int. 2015, 90, 420–425. [Google Scholar] [CrossRef]
- Su, L.L.; Gao, F.; Han, X.M.; Fu, R.; Zhang, E. Tribological Behavior of Copper-Graphite Powder Third Body on Copper-Based Friction Materials. Tribol. Lett. 2015, 60, 12. [Google Scholar] [CrossRef]
- Su, L.L.; Gao, F.; Wang, L.X.; Han, X.M.; Fu, R.; Tao, H.L. Iron Powder Third Body Contribution to Friction Performance of Copper-Matrix Friction Composites. Tribol. Trans. 2019, 62, 486–495. [Google Scholar] [CrossRef]
- Gheisari, R.; Polycarpou, A.A. Tribological performance of graphite-filled polyimide and PTFE composites in oil-lubricated three-body abrasive conditions. Wear 2019, 436, 11. [Google Scholar] [CrossRef]
- Qin, K.; Zhou, Q.; Zhang, K.; Lv, M. Effect of Thermal Degradation of FKM on Three-Body Abrasion under Dry Sliding: Severe Damage Led by the Particle Detention. Materials 2021, 14, 3820. [Google Scholar] [CrossRef] [PubMed]
- Diomidis, N.; Mischler, S. Third body effects on friction and wear during fretting of steel contacts. Tribol. Int. 2011, 44, 1452–1460. [Google Scholar] [CrossRef]
- Du, X.Y.; Yang, J.Y.; Gao, F.; Han, X.M.; Su, L.L. Mechanisms of the copper third body as an interfacial media on copper matrix friction materials with different compositions. Ind. Lubr. Tribol. 2021, 73, 1011–1018. [Google Scholar] [CrossRef]
- Miftakhova, A.; Chen, Y.Y.; Horng, J.H. Effect of rolling on the friction coefficient in three-body contact. Adv. Mech. Eng. 2019, 11, 9. [Google Scholar] [CrossRef] [Green Version]
- Ardila, M.A.N.; Costa, H.L.; de Mello, J.D.B. Influence of the ball material on friction and wear in microabrasion tests. Wear 2020, 450, 11. [Google Scholar] [CrossRef]
- Mattetti, M.; Molari, G.; Sereni, E. Damage evaluation of driving events for agricultural tractors. Comput. Electron. Agric. 2017, 135, 328–337. [Google Scholar] [CrossRef]
- Cucinotta, F.; Scappaticci, L.; Sfravara, F.; Morelli, F.; Mariani, F.; Varani, M.; Mattetti, M. On the morphology of the abrasive wear on ploughshares by means of 3D scanning. Biosyst. Eng. 2019, 179, 117–125. [Google Scholar] [CrossRef]
- Mironov, D.; Sidorov, S.; Liskin, I. Strength and Durability Characteristics of Soil-Cutting Working Tools. Agric. Mach. Technol. 2019, 13, 39–43. [Google Scholar] [CrossRef]
- Scolaro, E.; Beligoj, M.; Estevez, M.P.; Alberti, L.; Renzi, M.; Mattetti, M. Electrification of Agricultural Machinery: A Review. IEEE Access 2021, 9, 164520–164541. [Google Scholar] [CrossRef]
- Li, D.; Zheng, Y.; Zhao, W. Fault Analysis System for Agricultural Machinery Based on Big Data. IEEE Access 2019, 7, 99136–99151. [Google Scholar] [CrossRef]
- Cao, R.Y.; Li, S.C.; Ji, Y.H.; Zhang, Z.Q.; Xu, H.Z.; Zhang, M.; Li, M.Z.; Li, H. Task assignment of multiple agricultural machinery cooperation based on improved ant colony algorithm. Comput. Electron. Agric. 2021, 182, 8. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter, Unit | Value |
|---|---|
| Particle size, mm | 0.17, 0.28, 0.43, 0.56, 0.90 |
| Pressure, MPa | 31.25 |
| Linear velocity, m/s | 0.1 |
| Duration, min | 40 |
| Temperature, °C | 28 ± 2 (Outdoor temperature in the summer) |
| Relative humidity, % | 35 ± 4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lian, C.; Zhao, W.; Wang, S.; Zhang, P.; Dong, X.; Li, Y. Friction and Wear Properties of Wheat Straw Powder Third Body on Steel-Steel Friction Pair. Agriculture 2022, 12, 882. https://doi.org/10.3390/agriculture12060882
Lian C, Zhao W, Wang S, Zhang P, Dong X, Li Y. Friction and Wear Properties of Wheat Straw Powder Third Body on Steel-Steel Friction Pair. Agriculture. 2022; 12(6):882. https://doi.org/10.3390/agriculture12060882
Chicago/Turabian StyleLian, Chenglong, Wei Zhao, Shumei Wang, Peng Zhang, Xiaoying Dong, and Yongfeng Li. 2022. "Friction and Wear Properties of Wheat Straw Powder Third Body on Steel-Steel Friction Pair" Agriculture 12, no. 6: 882. https://doi.org/10.3390/agriculture12060882
APA StyleLian, C., Zhao, W., Wang, S., Zhang, P., Dong, X., & Li, Y. (2022). Friction and Wear Properties of Wheat Straw Powder Third Body on Steel-Steel Friction Pair. Agriculture, 12(6), 882. https://doi.org/10.3390/agriculture12060882