Multiresponse Optimization of Cutting Force and Cutting Power in Chopping Agricultural Residues Using Grey-Based Taguchi Method


Abstract
1. Introduction
2. Materials and Methods
2.1. Experimental Setup
2.2. The Multiobjective Function
2.3. Design of Experiments and Multiobjective Optimization Process
3. Results and Discussions
3.1. Step 1: Calculate the S/N Ratios
3.2. Step 2: Calculate Normalized S/N Ratios and Grey Relational Coefficients
3.3. Step 3: Perform Analysis of Variance (ANOVA)
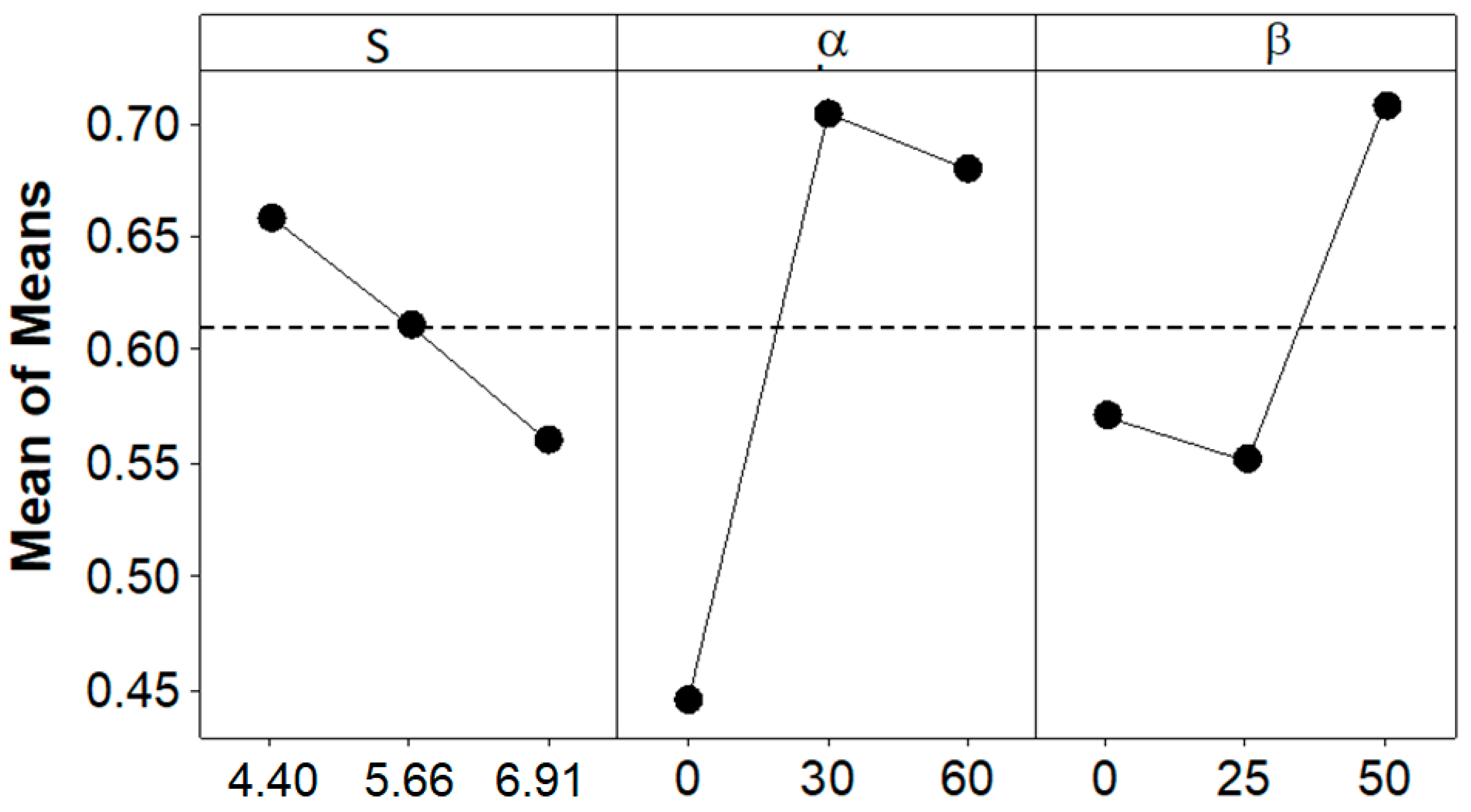
3.4. Step 4: Calculate Grey Relational Grades and Determine the Optimum Cutting Condition
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Mohsenin, N.N. Physical Properties of Plant and Animal Materials: Structure, Physical Characteristics, and Mechanical Properties; Gordon and Breach: London, UK, 1986. [Google Scholar]
- Bitra, V.S.; Womac, A.; Igathinathane, C.; Miu, P.I.; Yang, Y.T.; Smith, D.R.; Chevanan, N.; Sokhansanj, S.; Cannayen, I. Direct measures of mechanical energy for knife mill size reduction of switchgrass, wheat straw, and corn stover. Bioresour. Technol. 2009, 100, 6578–6585. [Google Scholar] [CrossRef] [PubMed]
- Igathinathane, C.; Pordesimo, L.; Schilling, M.; Columbus, E. Fast and simple measurement of cutting energy requirement of plant stalk and prediction model development. Ind. Crop. Prod. 2011, 33, 518–523. [Google Scholar] [CrossRef]
- Azadbakht, M.; Asl, A.R.; Zahedi, K.T. Energy Requirement for Cutting Corn Stalks. Int. J. Biol. Biomol. Agric. Food Biotechnol. Eng. 2014, 8, 479–482. [Google Scholar]
- Allameh, A.; Alizadeh, M.R. Specific cutting energy variations under different rice stem cultivars and blade parameters. Idesia 2016, 34, 11–17. [Google Scholar] [CrossRef]
- Igathinathane, C.; Womac, A.; Sokhansanj, S.; Cannayen, I. Corn stalk orientation effect on mechanical cutting. Biosyst. Eng. 2010, 107, 97–106. [Google Scholar] [CrossRef]
- O’Dogherty, M. A review of research on forage chopping. J. Agric. Eng. Res. 1982, 27, 267–289. [Google Scholar] [CrossRef]
- McRandal, D.; McNulty, P. Impact cutting behaviour of forage crops I. Mathematical models and laboratory tests. J. Agric. Eng. Res. 1978, 23, 313–328. [Google Scholar] [CrossRef]
- Prasad, J.; Gupta, C. Mechanical properties of maize stalk as related to harvesting. J. Agric. Eng. Res. 1975, 20, 79–87. [Google Scholar] [CrossRef]
- Pekitkan, F.G.; Eliçin, A.K. The Change of Shear Force and Energy of Cotton Stalk. Agronomy 2018, 61, 360–366. [Google Scholar]
- Esgici, R.; Pekitkan, F.G.; Ozdemir, G. Cutting Parameters of Some Grape Varieties Subject to the Diameter and Age of Canes. Fresenius Environ. Bull. 2019, 28, 167–170. [Google Scholar]
- Boydaş, M.G.; Çomakli, M.; Sayinci, B.; Kara, M. Effects of moisture content, internode region, and oblique angle on the mechanical properties of sainfoin stem. Turk. J. Agric. For. 2019, 43, 254–263. [Google Scholar] [CrossRef]
- Igathinathane, C.; Womac, A.; Sokhansanj, S.; Narayan, S.; Cannayen, I. Size reduction of high- and low-moisture corn stalks by linear knife grid system. Biomass Bioenergy 2009, 33, 547–557. [Google Scholar] [CrossRef]
- Azadbakht, M.; Esmaeilzadeh, E.; Esmaeili-Shayan, M. Energy consumption during impact cutting of canola stalk as a function of moisture content and cutting height. J. Saudi Soc. Agric. Sci. 2015, 14, 147–152. [Google Scholar] [CrossRef]
- Ghahrae, O.; Khoshtaghaza, M.; Ahmad, D.B. Design and development of special cutting system for sweet sorghum harvester. J. Cent. Eur. Agric. 2008, 9, 469–474. [Google Scholar]
- Bernacki, H.; Haman, J.; Kanafojski, C. Agricultural Machines, Theory and Construction; NTIS: Springfield, VA, USA, 1972.
- Vu, V.-D.; Ngo, Q.-H.; Nguyen, T.-T.; Nguyen, H.-C.; Nguyen, Q.-T.; Nguyen, V.-D. Multi-objective optimisation of cutting force and cutting power in chopping agricultural residues. Biosyst. Eng. 2020, 191, 107–115. [Google Scholar] [CrossRef]
- Nor Mohamed, S.A.; Zainudin, E.S.; Sapuan, S.M.; Md. Deros, M.A.; Arifin, A.M.T. Integration of Taguchi-Grey Relational Analysis Technique in Parameter Process Optimization for Rice Husk Composite. BioResJournal 2019, 14, 1110–1126. [Google Scholar]
- Musabbikhah, H.S.; Subarmono, M.; Wibisono, A. Modelling and Optimization of the Best Parameters of Rice Husk Drying and Carbonization by Using Taguchi Method with Multi Response Signal to Noise Procedure. Int. J. Renew. Energy Res. 2017, 7, 1219–1227. [Google Scholar]
- Shyam Thapa, M.A.M.; Humphrey, K.; Engelken, R. Optimization of process parameters in the pelletization of crop residues by taguchi-grey relational analysis. Int. J. Agric. Environ. Biores. 2018, 3, 60–74. [Google Scholar]
- Deepanraj, B.; Sivasubramanian, V.; Jayaraj, S. Multi-response optimization of process parameters in biogas production from food waste using Taguchi—Grey relational analysis. Energy Convers. Manag. 2017, 141, 429–438. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Input Parameter Levels | ||
|---|---|---|---|
| Level 1 | Level 2 | Level 3 | |
| Velocity (m/s), V | 4.40 | 5.66 | 6.91 |
| Approach angle (°), α | 0 | 30 | 60 |
| Feeding angle (°), β | 0 | 25 | 50 |
| # | Input Factors | Responses | S/N Ratios | ||||
|---|---|---|---|---|---|---|---|
| V (m/s) | α (°) | β (°) | Force (N) | Power (W) | Force | Power | |
| 1 | 4.40 | 0 | 0 | 706.07 | 82.3748 | −56.977 | −38.316 |
| 2 | 4.40 | 0 | 0 | 617.68 | 72.0627 | −55.815 | −37.154 |
| 3 | 4.40 | 0 | 0 | 502.10 | 58.5788 | −54.016 | −35.355 |
| 4 | 4.40 | 30 | 25 | 313.99 | 36.6322 | −49.938 | −31.277 |
| 5 | 4.40 | 30 | 25 | 264.13 | 30.8152 | −48.436 | −29.775 |
| 6 | 4.40 | 30 | 25 | 276.60 | 32.2700 | −48.837 | −30.176 |
| 7 | 4.40 | 60 | 50 | 261.94 | 30.5597 | −48.364 | −29.703 |
| 8 | 4.40 | 60 | 50 | 269.80 | 31.4767 | −48.621 | −29.960 |
| 9 | 4.40 | 60 | 50 | 263.60 | 26.3200 | −48.419 | −28.406 |
| 10 | 5.66 | 0 | 25 | 485.10 | 72.7650 | −53.717 | −37.238 |
| 11 | 5.66 | 0 | 25 | 479.44 | 71.9160 | −53.615 | −37.137 |
| 12 | 5.66 | 0 | 25 | 414.84 | 62.2260 | −52.358 | −35.879 |
| 13 | 5.66 | 30 | 50 | 312.86 | 46.9290 | −49.907 | −33.429 |
| 14 | 5.66 | 30 | 50 | 255.07 | 38.2605 | −48.133 | −31.655 |
| 15 | 5.66 | 30 | 50 | 242.60 | 36.3900 | −47.698 | −31.220 |
| 16 | 5.66 | 60 | 0 | 287.93 | 43.1895 | −49.186 | −32.708 |
| 17 | 5.66 | 60 | 0 | 267.53 | 40.1295 | −48.547 | −32.069 |
| 18 | 5.66 | 60 | 0 | 261.87 | 39.2805 | −48.362 | −31.884 |
| 19 | 6.91 | 0 | 50 | 344.59 | 63.1748 | −50.746 | −36.011 |
| 20 | 6.91 | 0 | 50 | 317.39 | 58.1882 | −50.032 | −35.297 |
| 21 | 6.91 | 0 | 50 | 289.06 | 52.9943 | −49.220 | −34.485 |
| 22 | 6.91 | 30 | 0 | 307.19 | 56.3182 | −49.748 | −35.013 |
| 23 | 6.91 | 30 | 0 | 273.20 | 50.0867 | −48.730 | −33.994 |
| 24 | 6.91 | 30 | 0 | 250.53 | 45.9305 | −47.977 | −33.242 |
| 25 | 6.91 | 60 | 25 | 385.38 | 70.6530 | −51.718 | −36.983 |
| 26 | 6.91 | 60 | 25 | 361.59 | 66.2915 | −51.164 | −36.429 |
| 27 | 6.91 | 60 | 25 | 317.39 | 58.1882 | −50.032 | −35.297 |
| # | Normalized Values of S/N Ratios | Grey Relational Coefficients | Grey Grade | Order | ||
|---|---|---|---|---|---|---|
| 1 | 0.000 | 0.000 | 0.333 | 0.333 | 0.333 | 27 |
| 2 | 0.125 | 0.117 | 0.364 | 0.362 | 0.363 | 26 |
| 3 | 0.319 | 0.299 | 0.423 | 0.416 | 0.420 | 23 |
| 4 | 0.758 | 0.710 | 0.674 | 0.633 | 0.654 | 11 |
| 5 | 0.920 | 0.862 | 0.863 | 0.783 | 0.823 | 3 |
| 6 | 0.877 | 0.821 | 0.803 | 0.737 | 0.770 | 6 |
| 7 | 0.928 | 0.869 | 0.874 | 0.792 | 0.833 | 2 |
| 8 | 0.900 | 0.843 | 0.834 | 0.761 | 0.798 | 5 |
| 9 | 0.922 | 1.000 | 0.865 | 1.000 | 0.933 | 1 |
| 10 | 0.351 | 0.109 | 0.435 | 0.359 | 0.397 | 25 |
| 11 | 0.362 | 0.119 | 0.439 | 0.362 | 0.401 | 24 |
| 12 | 0.498 | 0.246 | 0.499 | 0.399 | 0.449 | 22 |
| 13 | 0.762 | 0.493 | 0.677 | 0.497 | 0.587 | 15 |
| 14 | 0.953 | 0.672 | 0.914 | 0.604 | 0.759 | 7 |
| 15 | 1.000 | 0.716 | 1.000 | 0.638 | 0.819 | 4 |
| 16 | 0.840 | 0.566 | 0.757 | 0.535 | 0.646 | 12 |
| 17 | 0.908 | 0.630 | 0.845 | 0.575 | 0.710 | 10 |
| 18 | 0.928 | 0.649 | 0.875 | 0.588 | 0.731 | 8 |
| 19 | 0.671 | 0.233 | 0.603 | 0.394 | 0.499 | 19 |
| 20 | 0.748 | 0.305 | 0.665 | 0.418 | 0.542 | 17 |
| 21 | 0.836 | 0.387 | 0.753 | 0.449 | 0.601 | 14 |
| 22 | 0.779 | 0.333 | 0.693 | 0.429 | 0.561 | 16 |
| 23 | 0.889 | 0.436 | 0.818 | 0.470 | 0.644 | 13 |
| 24 | 0.970 | 0.512 | 0.943 | 0.506 | 0.725 | 9 |
| 25 | 0.567 | 0.134 | 0.536 | 0.366 | 0.451 | 21 |
| 26 | 0.626 | 0.190 | 0.572 | 0.382 | 0.477 | 20 |
| 27 | 0.748 | 0.305 | 0.665 | 0.418 | 0.542 | 18 |
| Source | Degree of Freedom | Seq SS | Adj SS | Adj MS | F Value | P Value | Contribution (%) |
|---|---|---|---|---|---|---|---|
| V | 2 | 0.01450 | 0.01450 | 0.007251 | 0.46 | 0.683 | 7 |
| α | 2 | 0.12327 | 0.12327 | 0.061635 | 3.94 | 0.203 | 58 |
| β | 2 | 0.04370 | 0.04370 | 0.021850 | 1.40 | 0.417 | 21 |
| Residual Error | 2 | 0.03130 | 0.03130 | 0.015652 | |||
| Total | 8 | 0.21278 |
| Level | V | α | β |
|---|---|---|---|
| 1 | 0.6584 | 0.4449 | 0.5703 |
| 2 | 0.6110 | 0.7045 | 0.5514 |
| 3 | 0.5601 | 0.6801 | 0.7078 |
| Delta | 0.0983 | 0.2596 | 0.1563 |
| Rank | 3 | 1 | 2 |
| Test No. | V (m/s) | α (°) | β (°) | F (N) | P (W) |
|---|---|---|---|---|---|
| 9 | 4.40 | 60 | 50 | 263.60 | 26.3200 |
| 15 | 5.66 | 30 | 50 | 242.60 | 36.3900 |
| Optimum | 4.4 | 30 | 50 | 251.7 | 26.2 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vu, V.-D.; Nguyen, T.-T.; Chu, N.-H.; Ngo, Q.-H.; Ho, K.-T.; Nguyen, V.-D. Multiresponse Optimization of Cutting Force and Cutting Power in Chopping Agricultural Residues Using Grey-Based Taguchi Method. Agriculture 2020, 10, 51. https://doi.org/10.3390/agriculture10030051
Vu V-D, Nguyen T-T, Chu N-H, Ngo Q-H, Ho K-T, Nguyen V-D. Multiresponse Optimization of Cutting Force and Cutting Power in Chopping Agricultural Residues Using Grey-Based Taguchi Method. Agriculture. 2020; 10(3):51. https://doi.org/10.3390/agriculture10030051
Chicago/Turabian StyleVu, Van-Dam, Thanh-Toan Nguyen, Ngoc-Hung Chu, Quoc-Huy Ngo, Ky-Thanh Ho, and Van-Du Nguyen. 2020. "Multiresponse Optimization of Cutting Force and Cutting Power in Chopping Agricultural Residues Using Grey-Based Taguchi Method" Agriculture 10, no. 3: 51. https://doi.org/10.3390/agriculture10030051
APA StyleVu, V.-D., Nguyen, T.-T., Chu, N.-H., Ngo, Q.-H., Ho, K.-T., & Nguyen, V.-D. (2020). Multiresponse Optimization of Cutting Force and Cutting Power in Chopping Agricultural Residues Using Grey-Based Taguchi Method. Agriculture, 10(3), 51. https://doi.org/10.3390/agriculture10030051