
Membrane Technology for the Recovery of Lignin: A Review



Abstract
:1. Introduction
2. Characteristics of Lignin Solutions
2.1. Black Liquor
2.2. Spent Sulfite Liquors
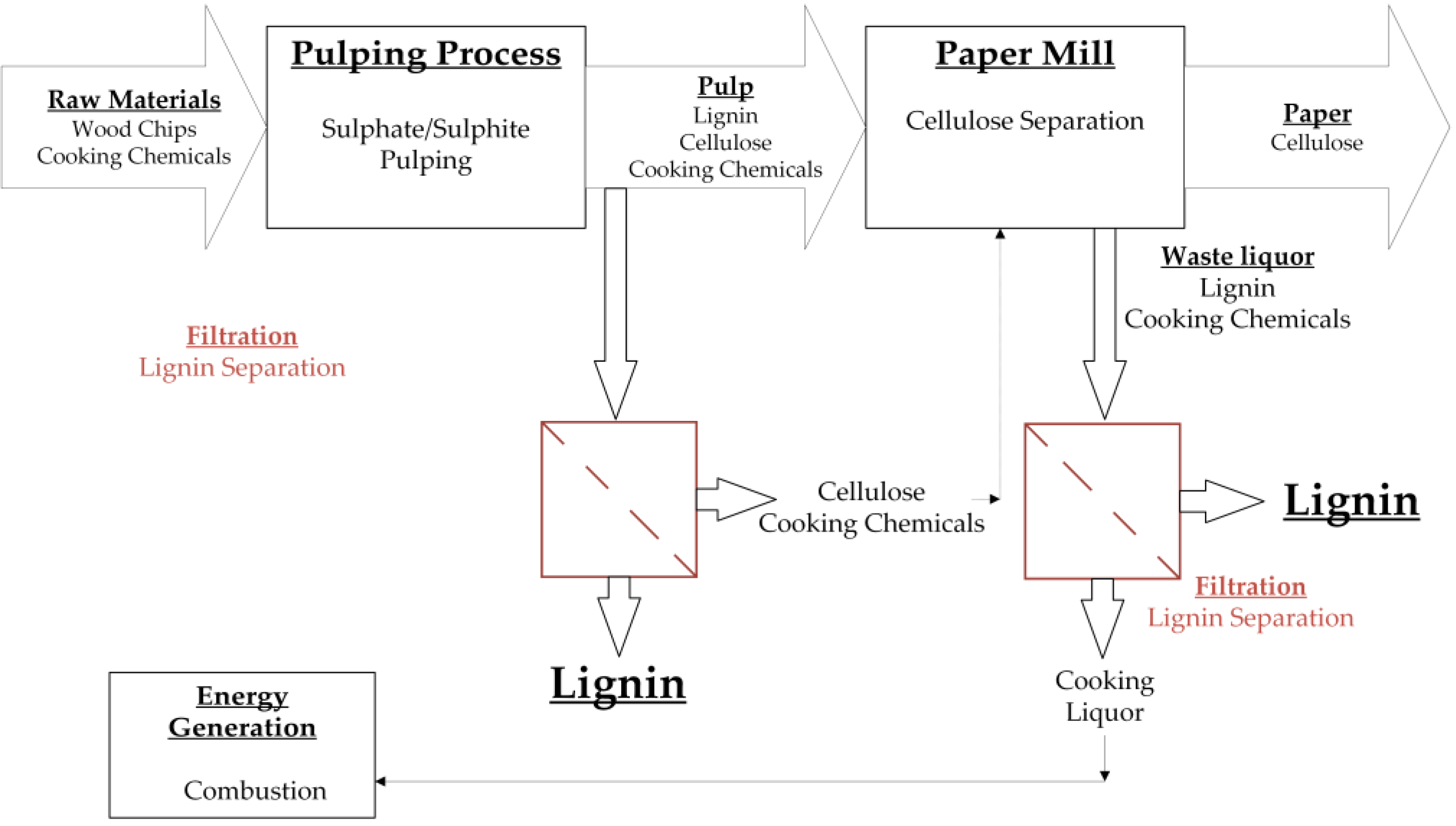
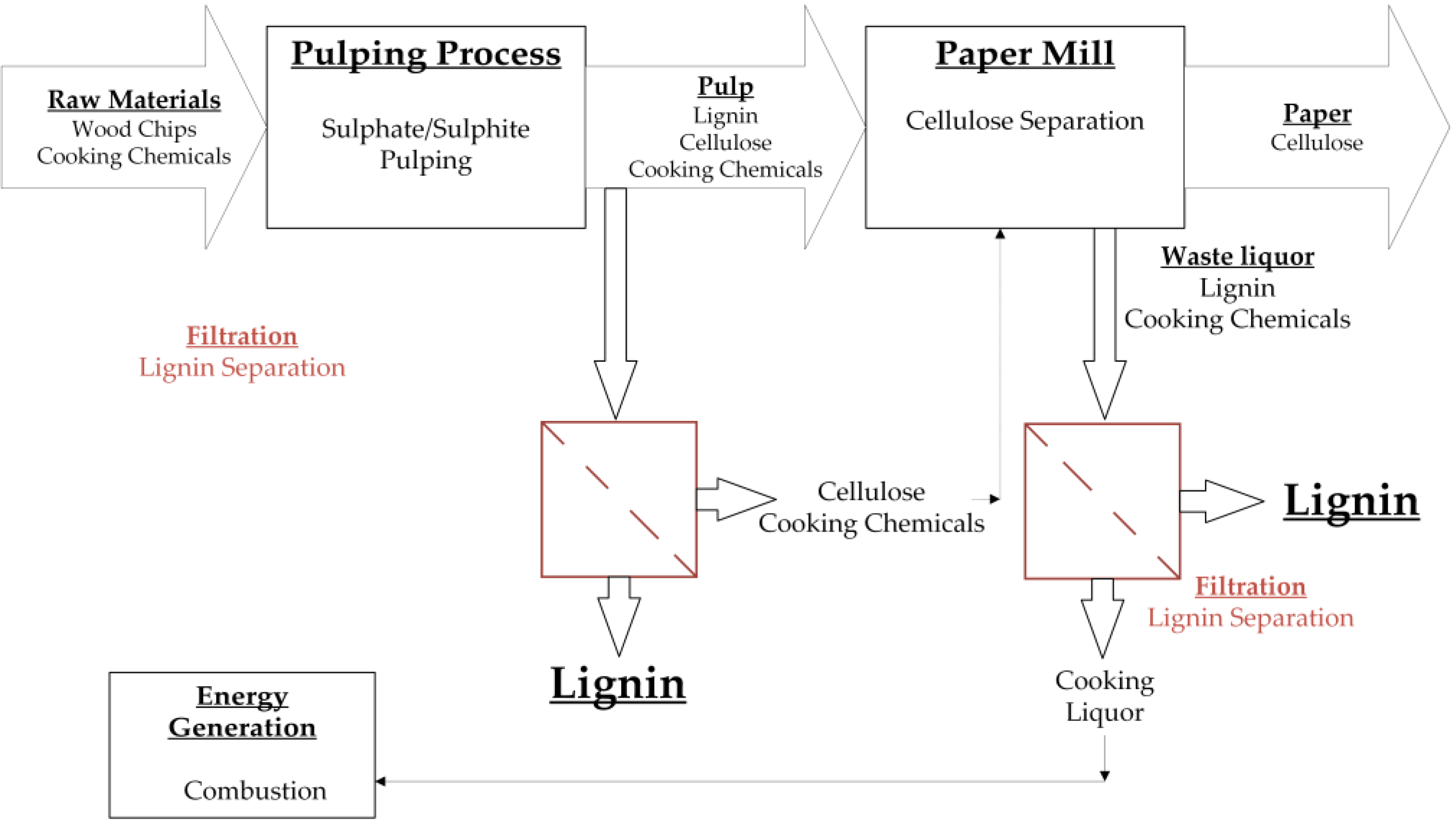
3. Technologies for Lignin Purification
3.1. Membrane Technology for the Treatment of Black Liquor
3.2. Membrane Technology for Treatment of Spent Sulfite Liquors
4. Membrane Fouling and Cleaning Strategies
5. Summary
Author Contributions
Conflicts of Interest
References
- Pabby, A.; Rizvi, S.; Sastre, A.M. Handbook of Membrane Separations; CRC Press Taylor & Francis Group: New York, NY, USA, 2009; Volume 53. [Google Scholar]
- Boerjan, W.; Ralph, J.; Baucher, M. Lignin Biosynthesis. Annu. Rev. Plant Biol. 2003, 54, 519–546. [Google Scholar] [CrossRef] [PubMed]
- Stephen Davidson, R.; Dunn, L.A.; Castellan, A.; Nourmamode, A. A study of the photobleaching and photoyellowing of paper containing lignin using fluorescence spectroscopy. J. Photochem. Photobiol. A Chem. 1991, 58, 349–359. [Google Scholar] [CrossRef]
- Bajpai, P. Biotechnology for Pulp and Paper Processing; Intergovernmental Panel on Climate Change, Ed.; Springer US: Boston, MA, USA, 2012; Volume 1. [Google Scholar]
- Busch, R.; Hirth, T.; Liese, A.; Nordhoff, S.; Puls, J.; Pulz, O.; Sell, D.; Syldatk, C.; Ulber, R. Nutzung nachwachsender Rohstoffe in der industriellen Stoffproduktion. Chemie Ing. Tech. 2006, 78, 219–228. [Google Scholar] [CrossRef]
- Žabková, M.; da Silva, E.A.B.; Rodrigues, A.E. Recovery of vanillin from lignin/vanillin mixture by using tubular ceramic ultrafiltration membranes. J. Memb. Sci. 2007, 301, 221–237. [Google Scholar] [CrossRef]
- Pye, E.K. Industrial Lignin Production and Applications. In Biorefineries-Industrial Processes and Products; Wiley-VCH Verlag GmbH: Weinheim, Germany, 2006; Volume 2, pp. 165–200. [Google Scholar]
- Wallberg, O.; Jönsson, A.-S.; Wimmerstedt, R. Fractionation and concentration of kraft black liquor lignin with ultrafiltration. Desalination 2003, 154, 187–199. [Google Scholar] [CrossRef]
- Biermann, C.J. Handbook of pulping and papermaking; Elsevier Inc.: Amsterdam, The Netherlands, 1996. [Google Scholar]
- Karam, J.; Nicell, J.A. Review Potential Applications of Enzymes in Waste Treatment. J. Chem. Tech. Biotechnol. 1997, 69, 141–153. [Google Scholar] [CrossRef]
- Tian, Z.; Zong, L.; Niu, R.; Wang, X.; Li, Y.; Ai, S. Recovery and characterization of lignin from alkaline straw pulping black liquor: As feedstock for bio-oil research. J. Appl. Polym. Sci. 2015, 132. [Google Scholar] [CrossRef]
- El Mansouri, N.-E.; Salvadó, J. Structural characterization of technical lignins for the production of adhesives: Application to lignosulfonate, kraft, soda-anthraquinone, organosolv and ethanol process lignins. Ind. Crops Prod. 2006, 24, 8–16. [Google Scholar] [CrossRef]
- Argyropoulos, D.S.; Sadeghifar, H.; Cui, C.; Sen, S. Synthesis and Characterization of Poly(arylene ether sulfone) Kraft Lignin Heat Stable Copolymers. ACS Sustain. Chem. Eng. 2014, 2, 264–271. [Google Scholar] [CrossRef]
- Dizhbite, T.; Telysheva, G.; Jurkjane, V.; Viesturs, U. Characterization of the radical scavenging activity of lignins-natural antioxidants. Bioresour. Technol. 2004, 95, 309–317. [Google Scholar] [CrossRef] [PubMed]
- Pakkanen, H.; Alén, R. Molecular Mass Distribution of Lignin from the Alkaline Pulping of Hardwood, Softwood, and Wheat Straw. J. Wood Chem. Technol. 2012, 32, 279–293. [Google Scholar] [CrossRef]
- Asikkala, J.; Tamminen, T.; Argyropoulos, D.S. Accurate and Reproducible Determination of Lignin Molar Mass by Acetobromination. J. Agric. Food Chem. 2012, 60, 8968–8973. [Google Scholar] [CrossRef] [PubMed]
- SUN, R.; TOMKINSON, J.; BOLTON, J. Separation and Characterization of Lignins from the Black Liquor of Oil Palm Trunk Fiber Pulping. Sep. Sci. Technol. 1999, 34, 3045–3058. [Google Scholar] [CrossRef]
- Olivares, M.; Guzmán, J.A.; Natho, A.; Saavedra, A. Kraft lignin utilization in adhesives. Wood Sci. Technol. 1988, 22, 157–165. [Google Scholar] [CrossRef]
- Xavier, A.M.R.B.; Correia, M.F.; Pereira, S.R.; Evtuguin, D.V. Second-generation bioethanol from eucalypt sulphite spent liquor. Bioresour. Technol. 2010, 101, 2755–2761. [Google Scholar] [CrossRef] [PubMed]
- Novy, V.; Krahulec, S.; Longus, K.; Klimacek, M.; Nidetzky, B. Co-fermentation of hexose and pentose sugars in a spent sulfite liquor matrix with genetically modified Saccharomyces cerevisiae. Bioresour. Technol. 2013, 130, 439–448. [Google Scholar] [CrossRef] [PubMed]
- Marques, A.P.; Evtuguin, D.V.; Magina, S.; Amado, F.M.L.; Prates, A. Chemical Composition of Spent Liquors from Acidic Magnesium–Based Sulphite Pulping of Eucalyptus globulus. J. Wood Chem. Technol. 2009, 29, 322–336. [Google Scholar] [CrossRef]
- Weis, A.; Michael, B.; Marianne, N. The chemical cleaning of polymeric UF membranes fouled with spent sulphite liquor over multiple operational cycles. J. Memb. Sci. 2003, 216, 67–79. [Google Scholar] [CrossRef]
- Rueda, C.; Calvo, P.A.; Moncalián, G.; Ruiz, G.; Coz, A. Biorefinery options to valorize the spent liquor from sulfite pulping. J. Chem. Technol. Biotechnol. 2015, 90, 2218–2226. [Google Scholar] [CrossRef]
- Nigam, J.N. Ethanol production from hardwood spent sulfite liquor using an adapted strain of Pichia stipitis. J. Ind. Microbiol. Biotechnol. 2001, 26, 145–150. [Google Scholar] [CrossRef] [PubMed]
- Yu, S.; Wayman, M.; Parekh, S.K. Fermentation to ethanol of pentose-containing spent sulphite liquor. Biotechnol. Bioeng. 1987, 29, 1144–1150. [Google Scholar] [CrossRef] [PubMed]
- Ringena, O.; Lebioda, S.; Lehnen, R.; Saake, B. Size-exclusion chromatography of technical lignins in dimethyl sulfoxide/water and dimethylacetamide. J. Chromatogr. A 2006, 1102, 154–163. [Google Scholar] [CrossRef] [PubMed]
- Area, M.C.; Felissia, F.E.; Venica, A.; Valade, J.L. Upgrading spent liquors from NSSC process. II. Lignosulfonates and hemicelluloses molecular weight distributions. Cellul. Chem. Technol. 2000, 34, 525–535. [Google Scholar]
- Kouisni, L.; Fang, Y.; Paleologou, M.; Ahvazi, B.; Hawari, J.; Zhang, Y.; Wang, X.-M. Kraft lignin recovery and its use in the preparation of lignin-based phenol formaldehyde resins for plywood. Cellul. Chem. Technol. 2011, 45, 515–520. [Google Scholar]
- Zhu, W. Precipitation of Kraft Lignin Yield and Equilibrium; Chalmers University of Technology: Göteborg, Sweden, 2015. [Google Scholar]
- Uloth, V.; Wearing, J.T. Kraft Lignin Recovery: Acid Precipitation Versus Ultrafiltration, Part II: Technology and economics. Pulp Paper Can. 1989, 90, T357–T360. [Google Scholar]
- Uloth, V. Kraft Lignin Recovery: Acid Precipitation Versus Ultrafiltration, Part I: Laboratory Test Results. Pulp Paper Can. 1989, 90, T310–T314. [Google Scholar]
- Satyanarayana, S.V.; Bhattacharya, P.K.; De, S. Flux decline during ultrafiltration of kraft black liquor using different flow modules: A comparative study. Sep. Purif. Technol. 2000, 20, 155–167. [Google Scholar] [CrossRef]
- Wallberg, O.; Jönsson, A.-S.; Wimmerstedt, R. Ultrafiltration of kraft black liquor with a ceramic membrane. Desalination 2003, 156, 145–153. [Google Scholar] [CrossRef]
- Jönsson, A.-S.; Nordin, A.-K.; Wallberg, O. Concentration and purification of lignin in hardwood kraft pulping liquor by ultrafiltration and nanofiltration. Chem. Eng. Res. Des. 2008, 86, 1271–1280. [Google Scholar] [CrossRef]
- Holmqvist, A; Wallberg, O.; Jönsson, A.-S. Ultrafiltration of Kraft Black Liquor from Two Swedish Pulp Mills. Chem. Eng. Res. Des. 2005, 83, 994–999. [Google Scholar] [CrossRef]
- De, S.; Bhattacharya, P.K. Flux prediction of black liquor in cross flow ultrafiltration using low and high rejecting membranes. J. Memb. Sci. 1996, 109, 109–123. [Google Scholar] [CrossRef]
- Wallberg, O.; Jönsson, A.-S. Separation of lignin in kraft cooking liquor from a continuous digester by ultrafiltration at temperatures above 100 °C. Desalination 2006, 195, 187–200. [Google Scholar] [CrossRef]
- Keyoumu, A.; Sjödahl, R.; Henriksson, G.; Ek, M.; Gellerstedt, G.; Lindström, M.E. Continuous nano- and ultra-filtration of kraft pulping black liquor with ceramic filters. Ind. Crops Prod. 2004, 20, 143–150. [Google Scholar] [CrossRef]
- Liu, G.; Liu, Y.; Ni, J.; Shi, H.; Qian, Y. Treatability of kraft spent liquor by microfiltration and ultrafiltration. Desalination 2004, 160, 131–141. [Google Scholar] [CrossRef]
- Dafinov, A.; Font, J.; Garcia-Valls, R. Processing of black liquors by UF/NF ceramic membranes. Desalination 2005, 173, 83–90. [Google Scholar] [CrossRef]
- Bhattacharjee, S.; Datta, S.; Bhattacharjee, C. Performance study during ultrafiltration of Kraft black liquor using rotating disk membrane module. J. Clean. Prod. 2006, 14, 497–504. [Google Scholar] [CrossRef]
- Niemi, H.; Lahti, J.; Hatakka, H.; Kärki, S.; Rovio, S.; Kallioinen, M.; Mänttäri, M.; Louhi-Kultanen, M. Fractionation of Organic and Inorganic Compounds from Black Liquor by Combining Membrane Separation and Crystallization. Chem. Eng. Technol. 2011, 34, 593–598. [Google Scholar] [CrossRef]
- Tomani, P. The lignoboost process. Cellul. Chem. Technol. 2010, 44, 53–58. [Google Scholar]
- Arkell, A.; Olsson, J.; Wallberg, O. Process performance in lignin separation from softwood black liquor by membrane filtration. Chem. Eng. Res. Des. 2014, 92, 1792–1800. [Google Scholar] [CrossRef]
- Giummarella, N.; Lindgren, C.; Lindström, M.; Henriksso, G. Lignin Prepared by Ultrafiltration of Black Liquor: Investigation of Solubility, Viscosity, and Ash Content. BioResources 2016, 11, 3494–3510. [Google Scholar] [CrossRef]
- Toledano, A.; Serrano, L.; Garcia, A.; Mondragon, I.; Labidi, J. Comparative study of lignin fractionation by ultrafiltration and selective precipitation. Chem. Eng. J. 2010, 157, 93–99. [Google Scholar] [CrossRef]
- Padilla, V.; Rangel, M.G.; Bullon, J.; Rodríguez-Malaver, A.; Gonzalez, A.M.; Rojas, O.J. Surface Activity of Lignin Fractions Obtained By Membrane-Separation Technologies of Industrial Black Liquors. Iberoam. Congr. Pulp Pap. Res. 2002, 10, 10–12. [Google Scholar]
- Sevastyanova, O.; Helander, M.; Chowdhury, S.; Lange, H.; Wedin, H.; Zhang, L.; Ek, M.; Kadla, J.F.; Crestini, C.; Lindström, M.E. Tailoring the molecular and thermo-mechanical properties of kraft lignin by ultrafiltration. J. Appl. Polym. Sci. 2014, 131, 40799(1)–40799(11). [Google Scholar] [CrossRef]
- Bhattacharya, P.K.; Todi, R.K.; Tiwari, M.; Bhattacharjee, C.; Bhattacharjee, S.; Datta, S. Studies on ultrafiltration of spent sulfite liquor using various membranes for the recovery of lignosulphonates. Desalination 2005, 174, 287–297. [Google Scholar] [CrossRef]
- Ringena, O.; Saake, B.; Lehnen, R. Isolation and fractionation of lignosulfonates by amine extraction and ultrafiltration: A comparative study. Holzforschung 2005, 59, 405–412. [Google Scholar] [CrossRef]
- Ebrahimi, M.; Busse, N.; Kerker, S.; Schmitz, O.; Hilpert, M.; Czermak, P. Treatment of the Bleaching Effluent from Sulfite Pulp Production by Ceramic Membrane Filtration. Membranes. 2015, 6. [Google Scholar] [CrossRef] [PubMed]
- Area, M.C.; Martos, M.S.; Felissia, F.E.; Venica, A.D.; Valade, J.L. Upgrading Spent Liquors From Nssc Process III. Separation of Spent Liquors Components By Ultrafiltration. Cellul. Chem. Technol. 2000, 34, 173–182. [Google Scholar]
- Pateraki, C.; Ladakis, D.; Stragier, L.; Verstraete, W.; Kookos, I.; Seraphim, P.; Koutinas, A. Pretreatment of spent sulphite liquor via ultrafiltration and nanofiltration for bio-based succinic acid production. J. Biotechnol. 2016, 233, 95–105. [Google Scholar] [CrossRef] [PubMed]
- Peña, N.; Gallego, S.; del Vigo, F.; Chesters, S.P. Evaluating impact of fouling on reverse osmosis membranes performance. Desalin. Water Treat. 2013, 51, 958–968. [Google Scholar] [CrossRef]
- Song, L. Flux decline in crossflow microfiltration and ultrafiltration: Mechanisms and modeling of membrane fouling. J. Memb. Sci. 1998, 139, 183–200. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
| Component | Variation Range |
|---|---|
| dry weight | (12–18) wt % |
| polyaromatic components | (30–45) wt % |
| saccharinic acid | (25–35) wt % |
| formic acid | (0–10) wt % |
| acetic acid | (0–10) wt % |
| extractives | (3–5) wt % |
| methanol | 1 wt % |
| inorganic elements (mainly sodium) | (17–20) wt % |
| lignin | (45–65) g∙L−1 |
| Component | Variation Range |
|---|---|
| dry weight | (128–220) g∙L−1 |
| acetic acid | (4.7–9.3) g∙L−1 |
| extractives | ~1 g∙L−1 |
| lignosulfonate | (59–120) g∙L−1 |
| pH value | (1.7–3.4) g∙L−1 |
| arabinose | (1.0–7.8) g∙L−1 |
| xylose | (0.8–26.7) g∙L−1 |
| mannose | (4.0–16.16) g∙L−1 |
| galactose | (0.2–5.34) g∙L−1 |
| glucose | (1.7–3.28) g∙L−1 |
| fucose | 0.4 g∙L−1 |
| rhamnose | ~1 g∙L−1 |
| furfural | (0.03–2.00) g∙L−1 |
| hydroxymethylfurfural | ~0.34 g∙L−1 |
| ash | (19.8–20.8) g∙L−1 |
| density | (1180–1050) g∙L−1 |
| methanol | <1 g∙L−1 |
| Process | Source | Membrane Type | Membrane Material | Reference |
|---|---|---|---|---|
| UF | black liquor | – | polymer | [18] |
| UF | black liquor | flat membranes | polymer | [30,31] |
| UF | black liquor | tubular membranes | polymer | [8] |
| UF | black liquor | flat membranes | polymer | [32] |
| UF | black liquor | tubular membranes | ceramic | [33,34,35] |
| UF | black liquor | flat membranes | polymer | [36] |
| UF | black liquor | tubular membranes | ceramic | [37] |
| NF/UF | black liquor | tubular membranes | ceramic | [38] |
| MF/UF | black liquor | tubular membranes/flat membranes | polymer/ceramic | [39] |
| UF/NF | black liquor | tubular membranes | ceramic | [40] |
| UF | black liquor | flat membranes | polymer | [41] |
| UF/NF | black liquor | flat membranes | polymer | [42] |
| – | black liquor | flat membranes | – | [43] |
| UF/NF | black liquor | tubular membranes | ceramic | [44] |
| UF | black liquor | tubular membranes | ceramic | [45] |
| UF | black liquor | tubular membranes | ceramic | [46] |
| UF | black liquor | flat membranes | polymer | [47] |
| UF | black liquor | tubular membranes | polymer/ceramic | [48] |
| UF | spent sulfite liquor | flat membranes | polymer | [49] |
| UF | spent sulfite liquor | flat membranes | polymer | [50] |
| MF/UF/NF | spent sulfite liquor | tubular membranes | ceramic | [51] |
| UF | spent sulfite liquor | flat membranes | polymer | [52] |
| UF/NF | spent sulfite liquor | flat membranes | polymer | [53] |
| Molecular Weight in kDa | Percentage Abundance |
|---|---|
| >60 | 61.8 |
| 60–30 | 21.8 |
| 30–10 | 1.2 |
| 10–6 | 1.8 |
| 6–3 | 2.4 |
| <3 | 1.0 |
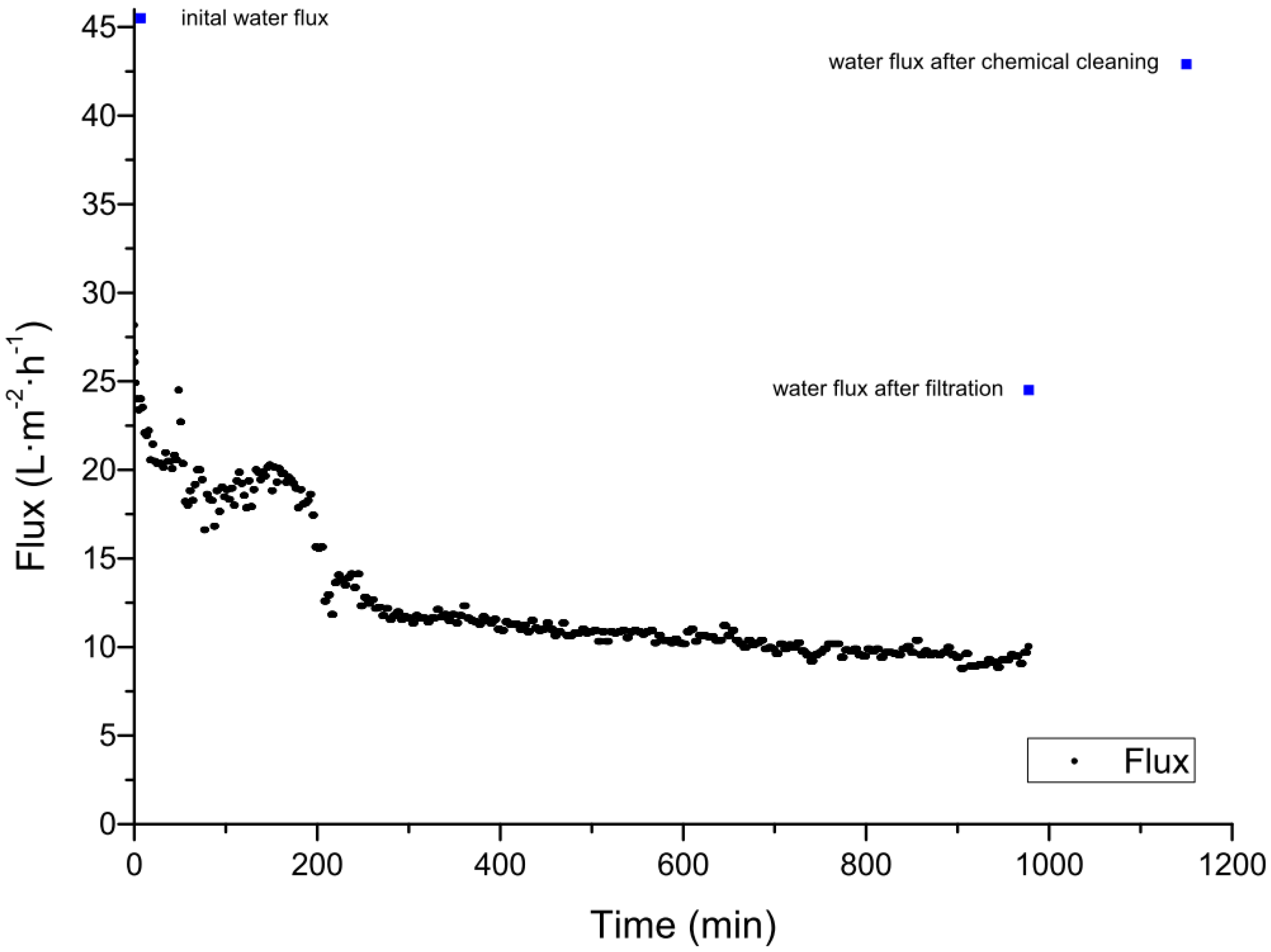
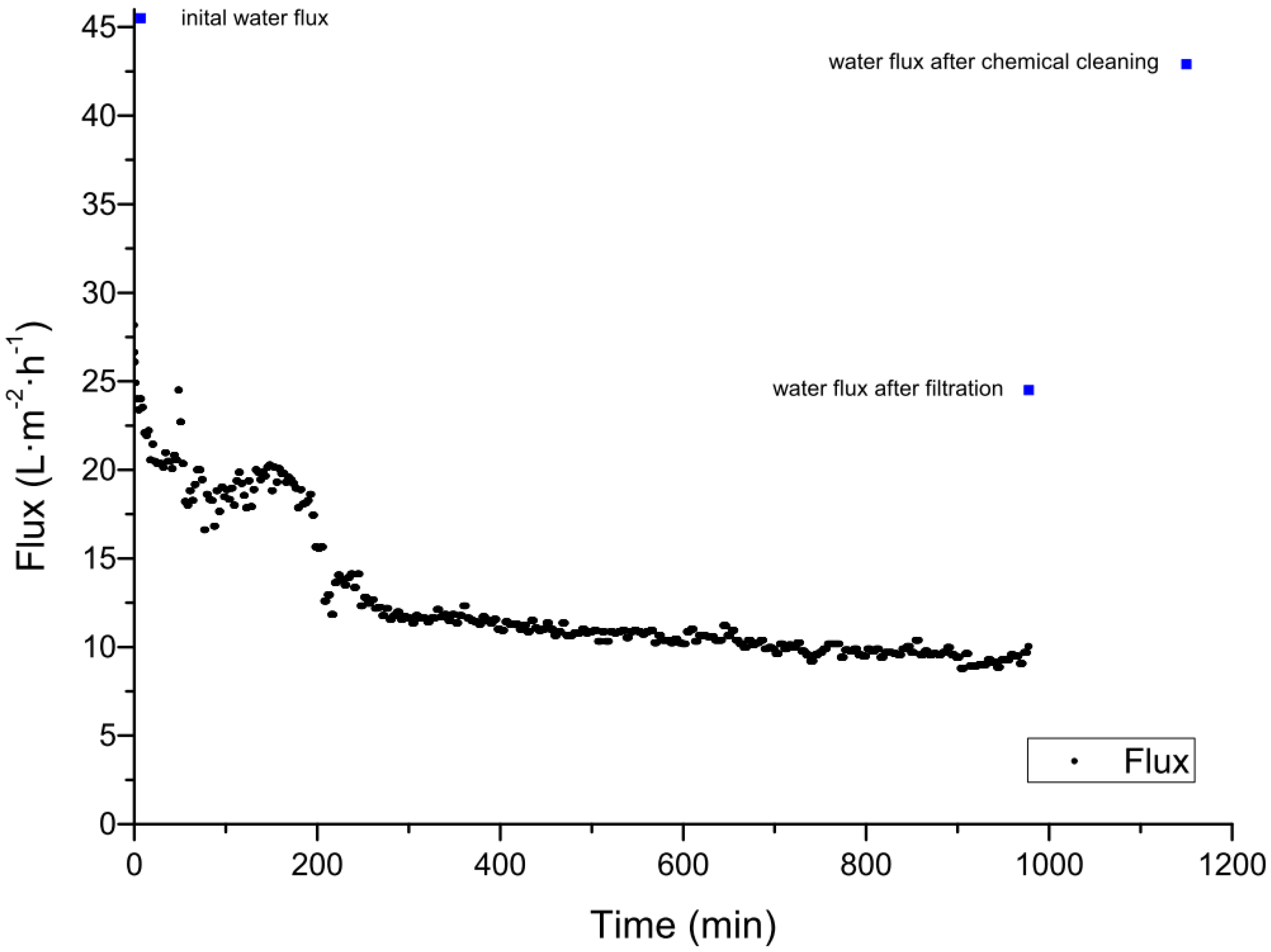
| Pressure (bar) | Water Flux before Filtration (L∙m−2∙h−1) | Water Flux after Filtration before Chemical Cleaning (L∙m−2∙h−1) | Water Flux after Chemical Cleaning (L∙m−2∙h−1) |
|---|---|---|---|
| 0.5 | 45.5 | 24.5 | 42.9 |
| 1.0 | 88.7 | 51.4 | 94.1 |
| 1.5 | 140.7 | 79.0 | 145.3 |
| 2.0 | 197.5 | 110.6 | 193.0 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Humpert, D.; Ebrahimi, M.; Czermak, P. Membrane Technology for the Recovery of Lignin: A Review. Membranes 2016, 6, 42. https://doi.org/10.3390/membranes6030042
Humpert D, Ebrahimi M, Czermak P. Membrane Technology for the Recovery of Lignin: A Review. Membranes. 2016; 6(3):42. https://doi.org/10.3390/membranes6030042
Chicago/Turabian StyleHumpert, Daniel, Mehrdad Ebrahimi, and Peter Czermak. 2016. "Membrane Technology for the Recovery of Lignin: A Review" Membranes 6, no. 3: 42. https://doi.org/10.3390/membranes6030042
APA StyleHumpert, D., Ebrahimi, M., & Czermak, P. (2016). Membrane Technology for the Recovery of Lignin: A Review. Membranes, 6(3), 42. https://doi.org/10.3390/membranes6030042