
Failure Mechanisms of Hollow Fiber Supported Ionic Liquid Membranes

Abstract
:1. Introduction
2. Results and Discussion
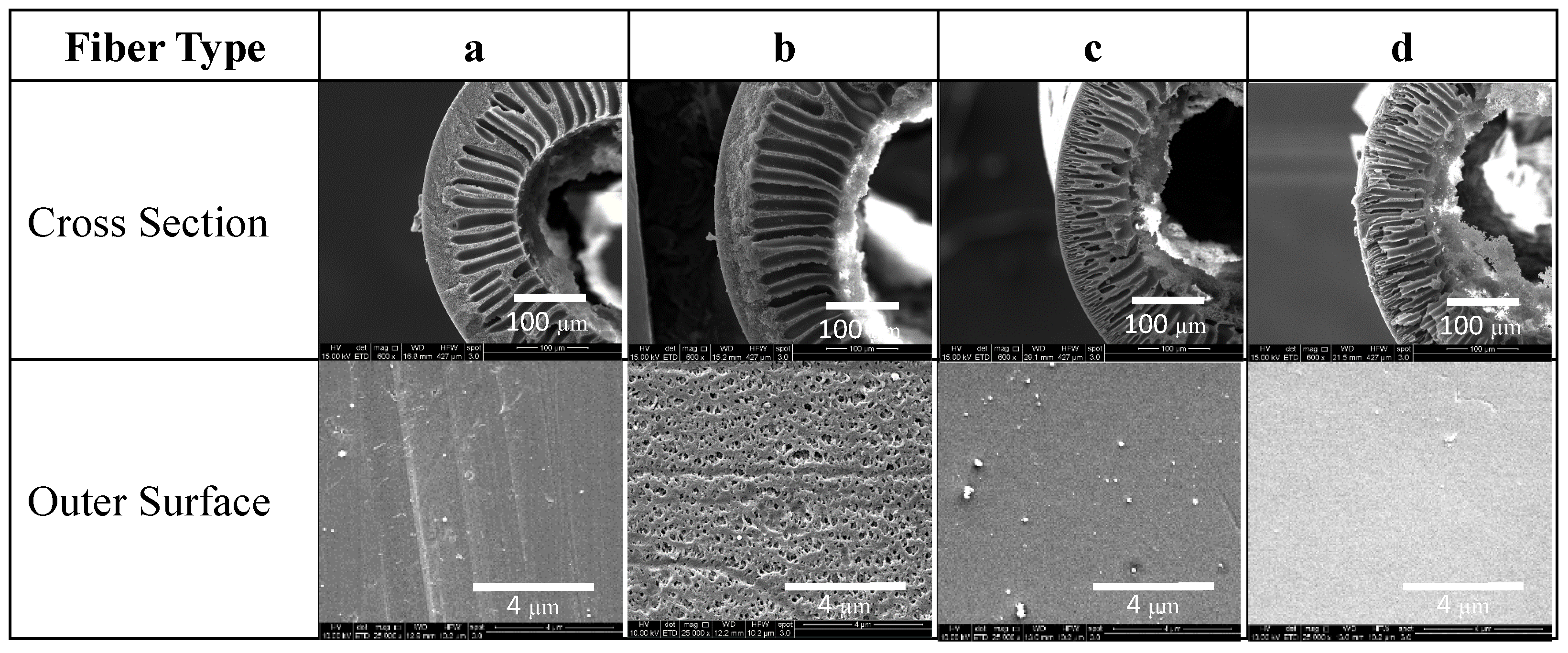
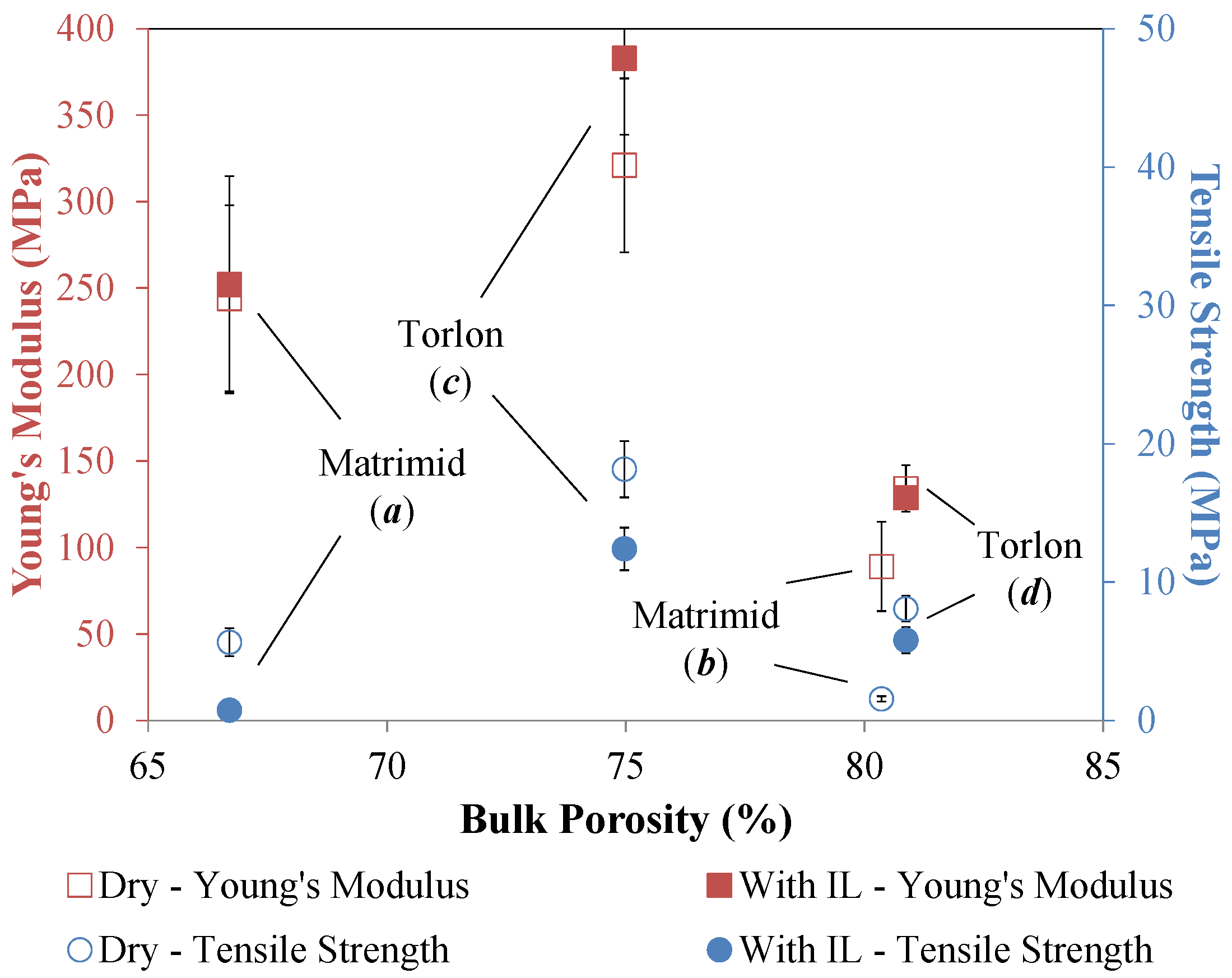
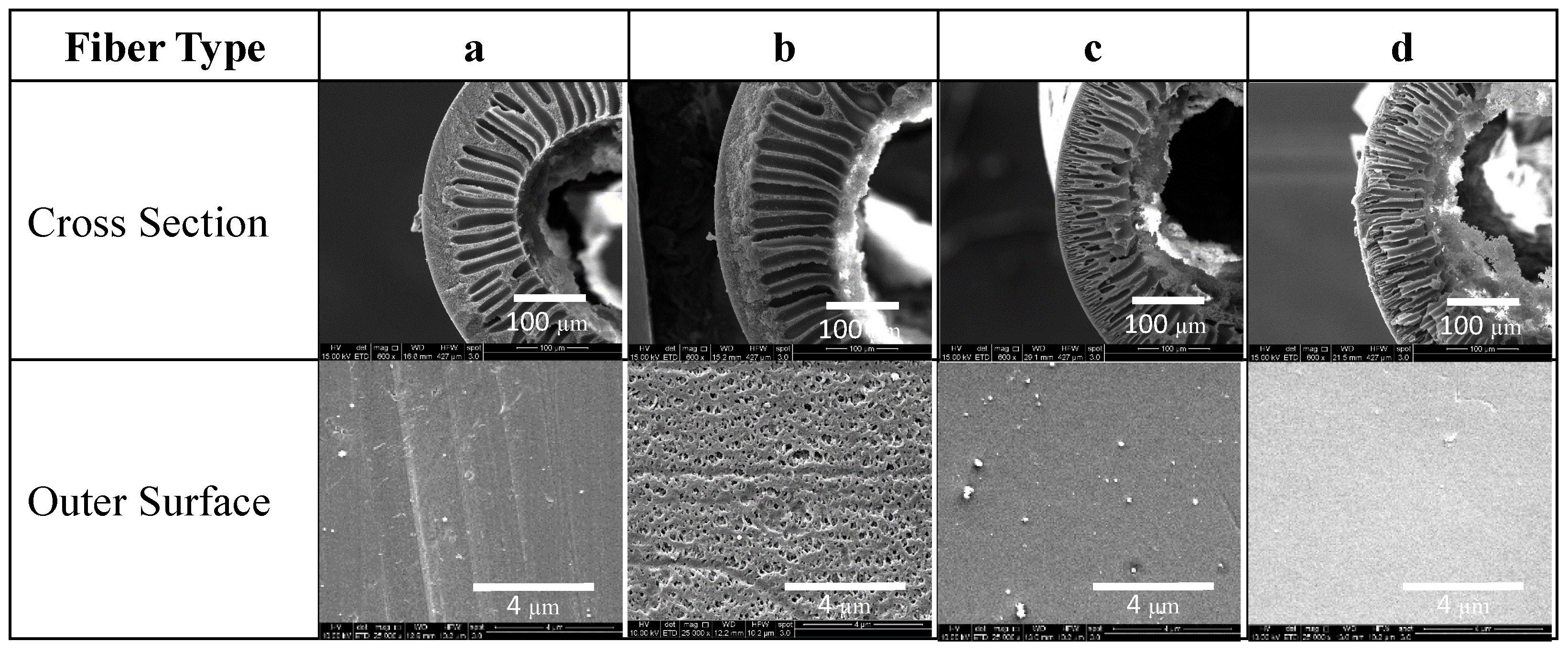
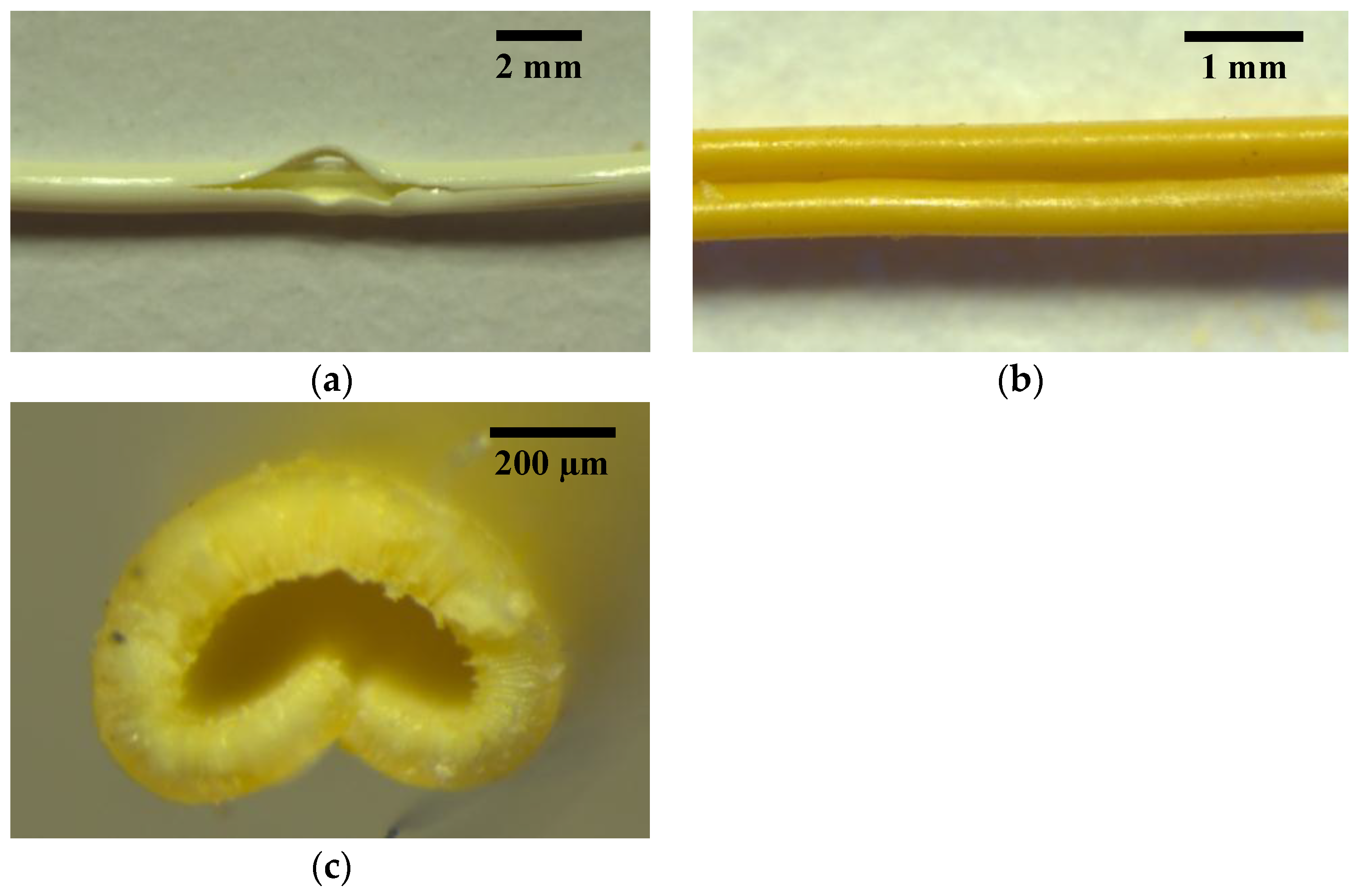
2.1. Hollow Fiber Morphology
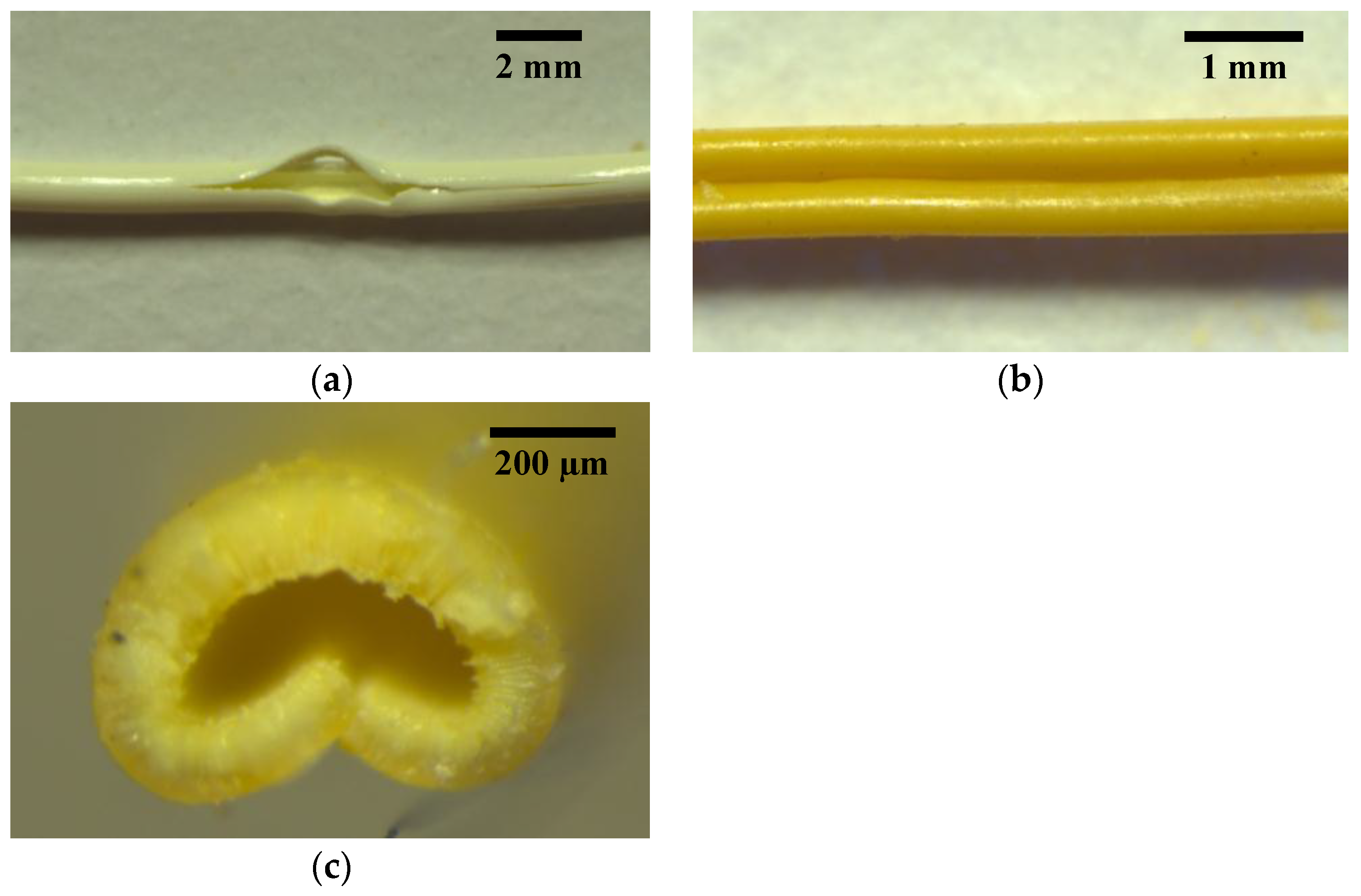
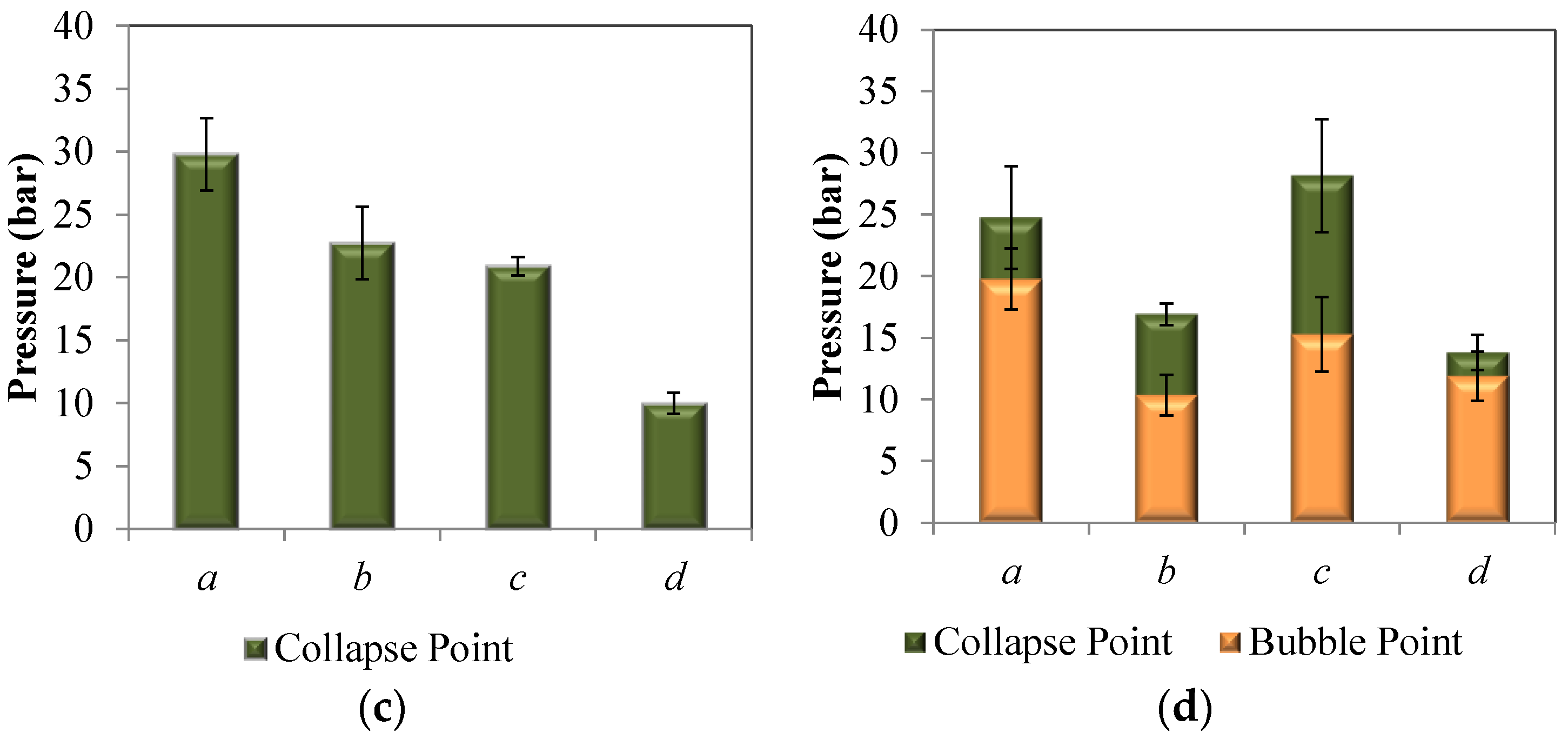
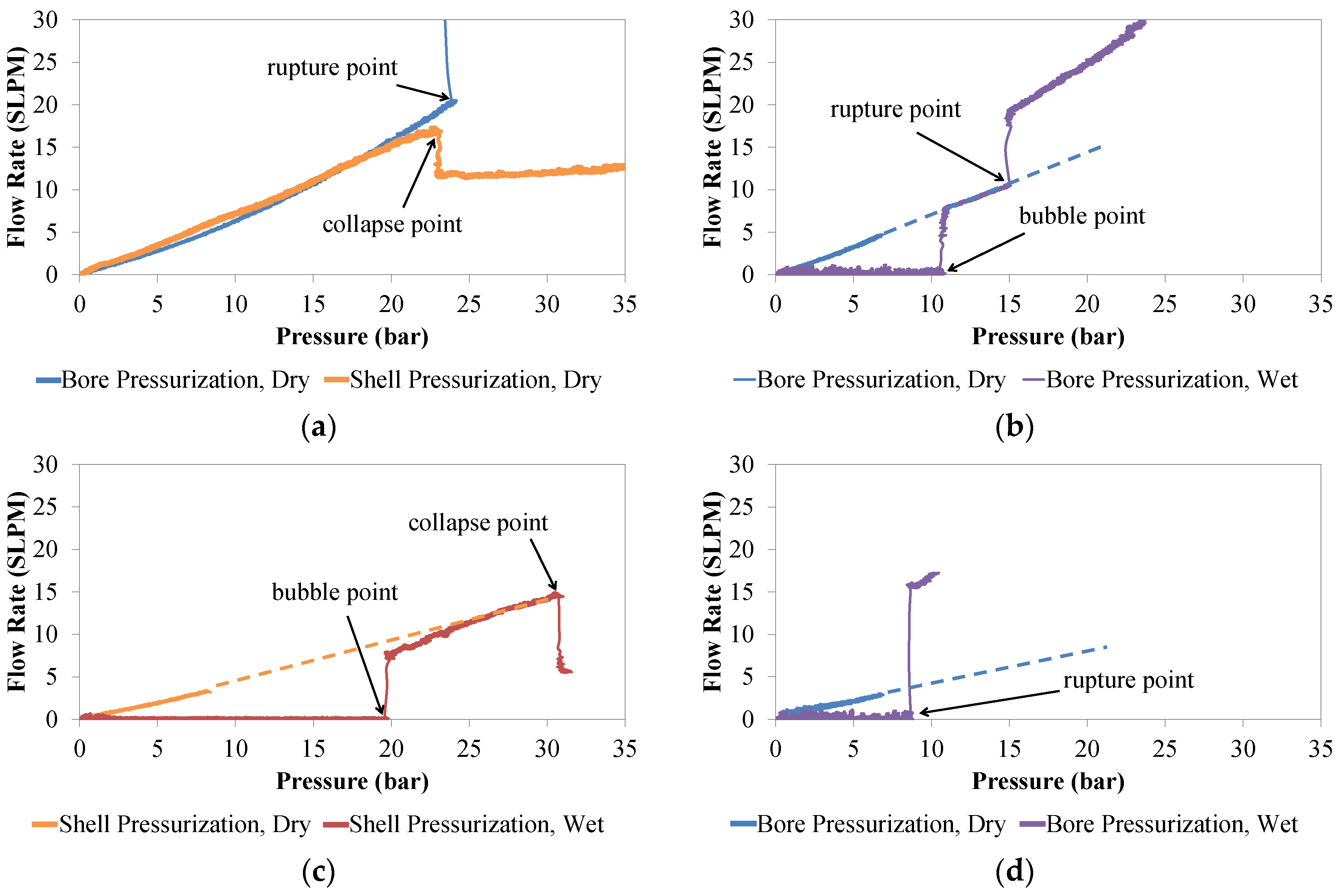
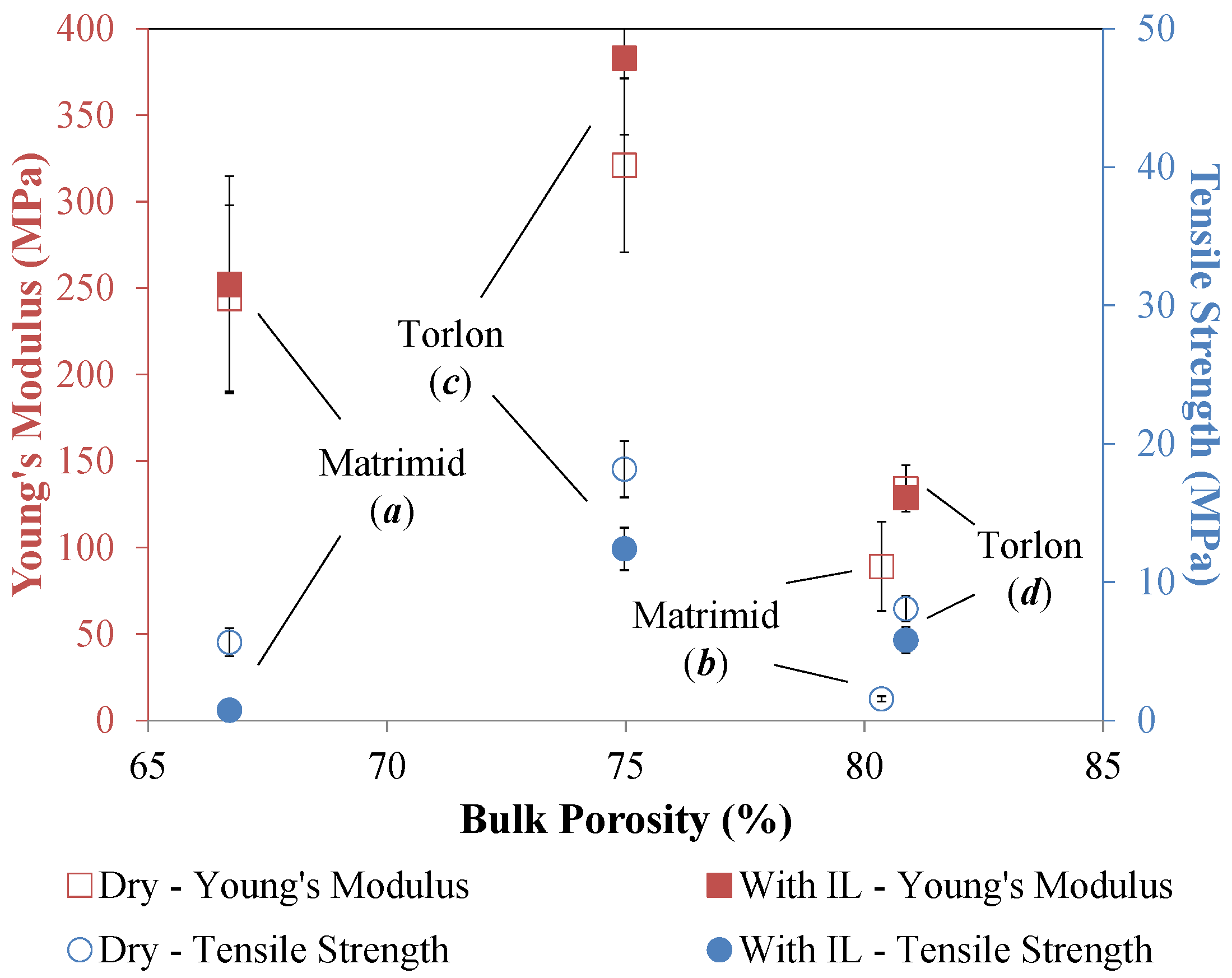
2.2. Modes of Failure
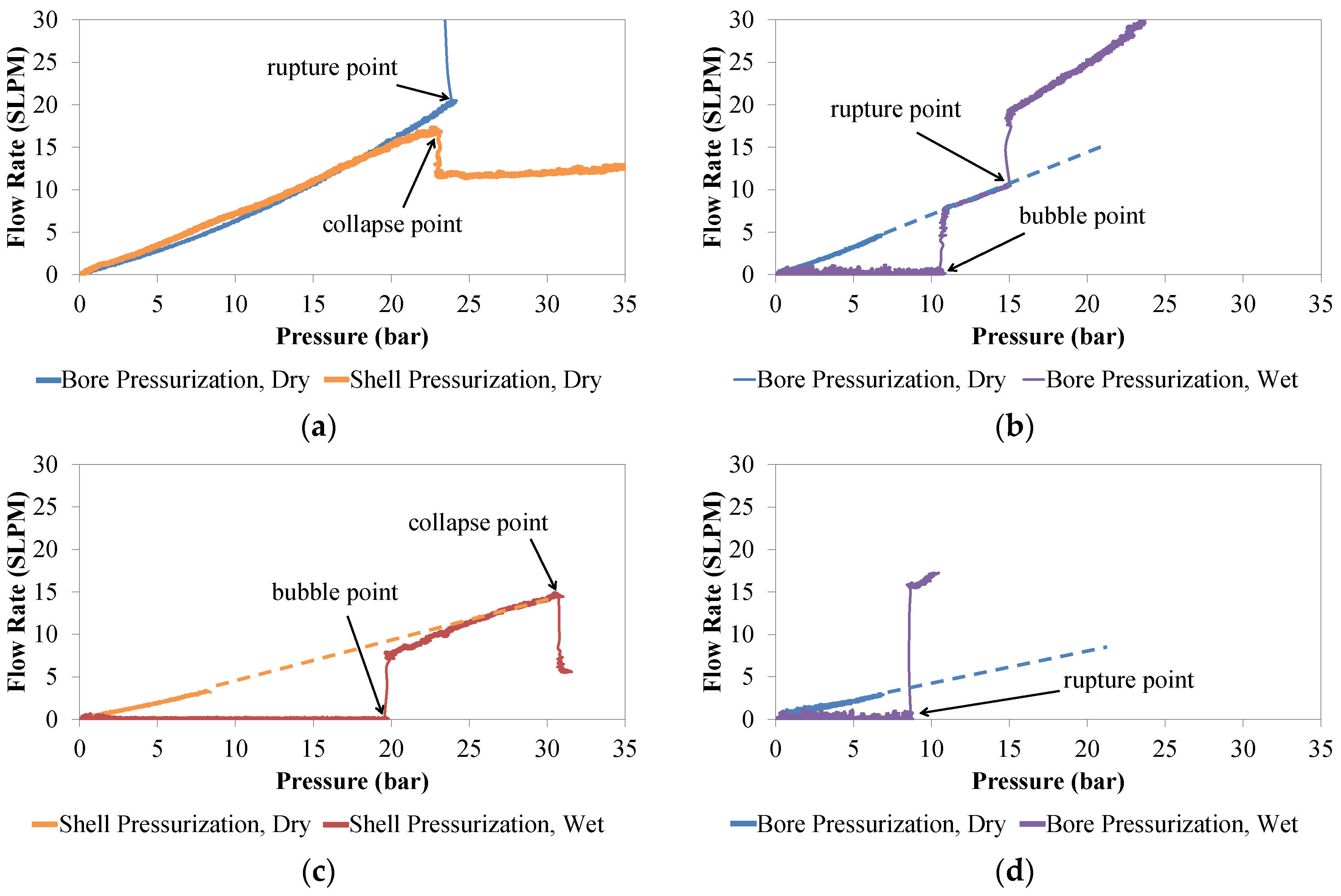
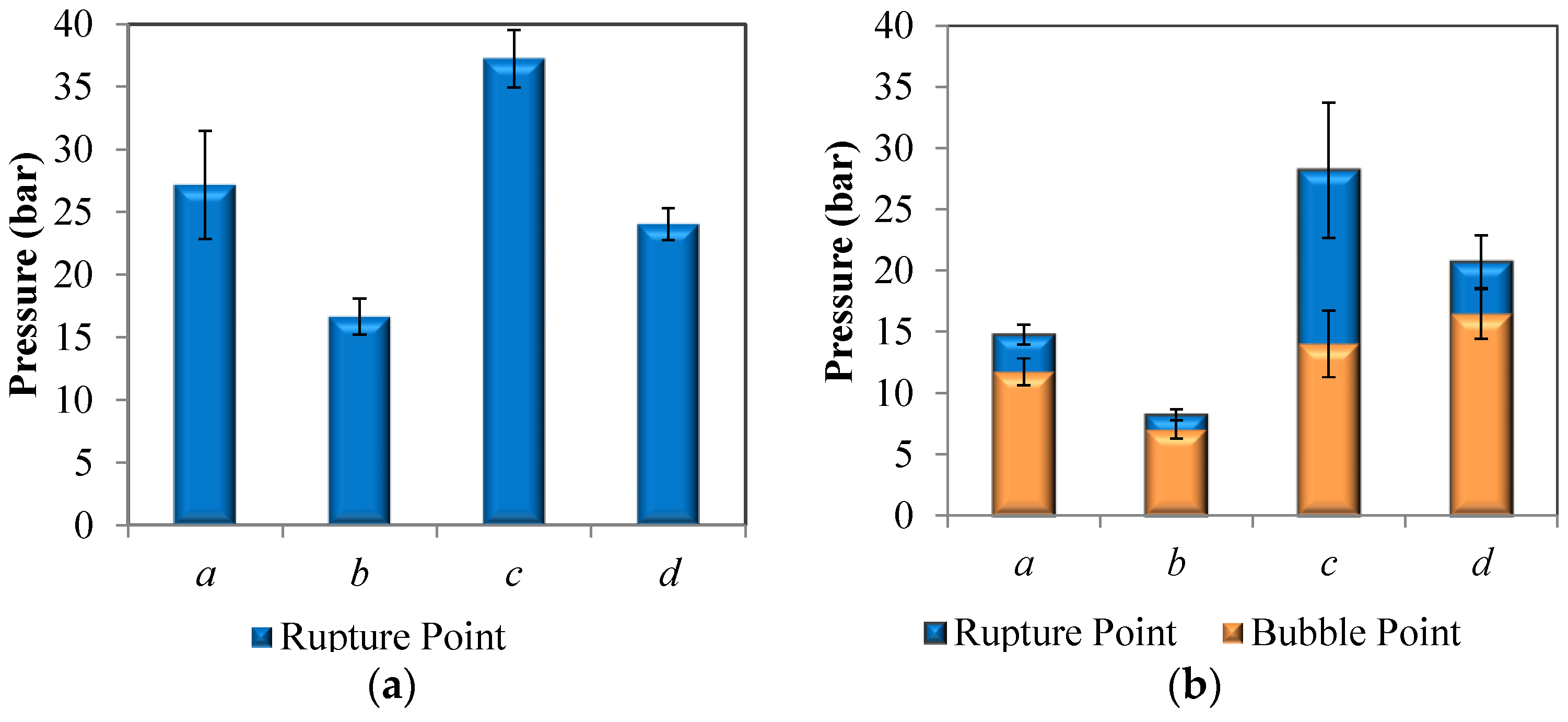
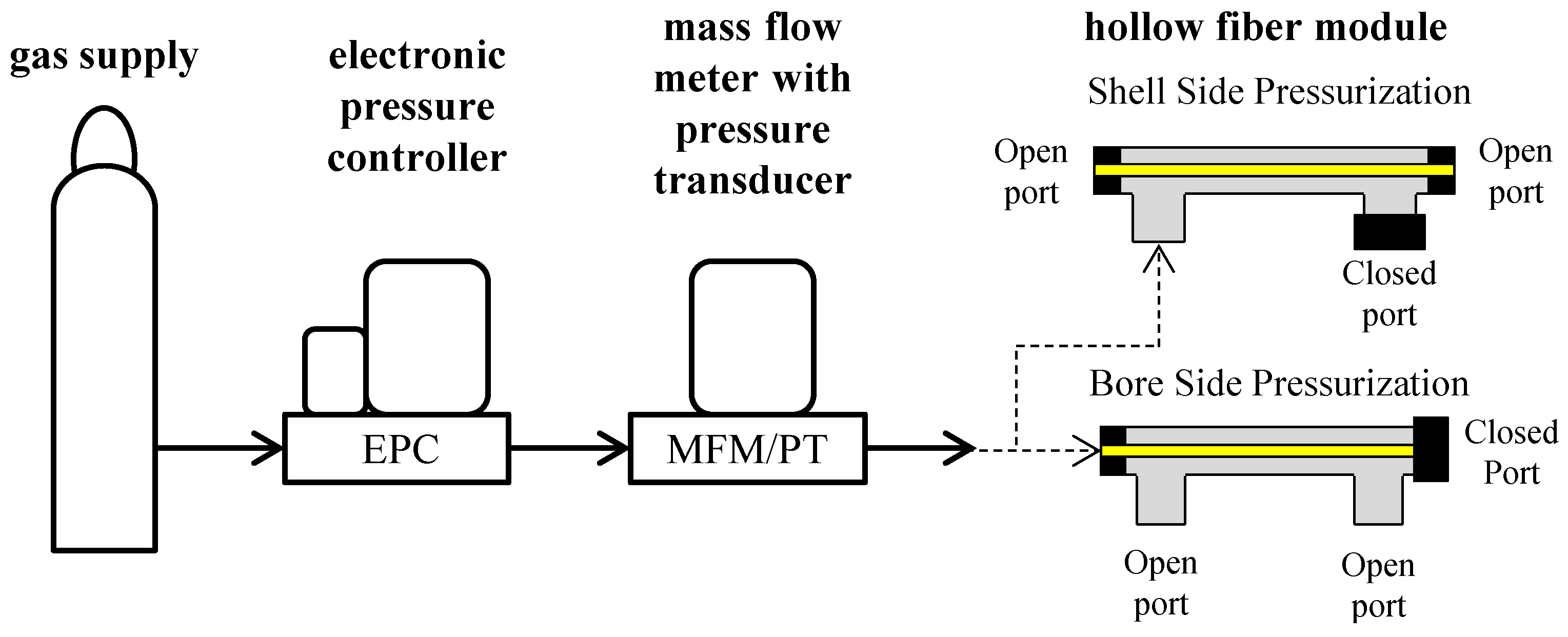
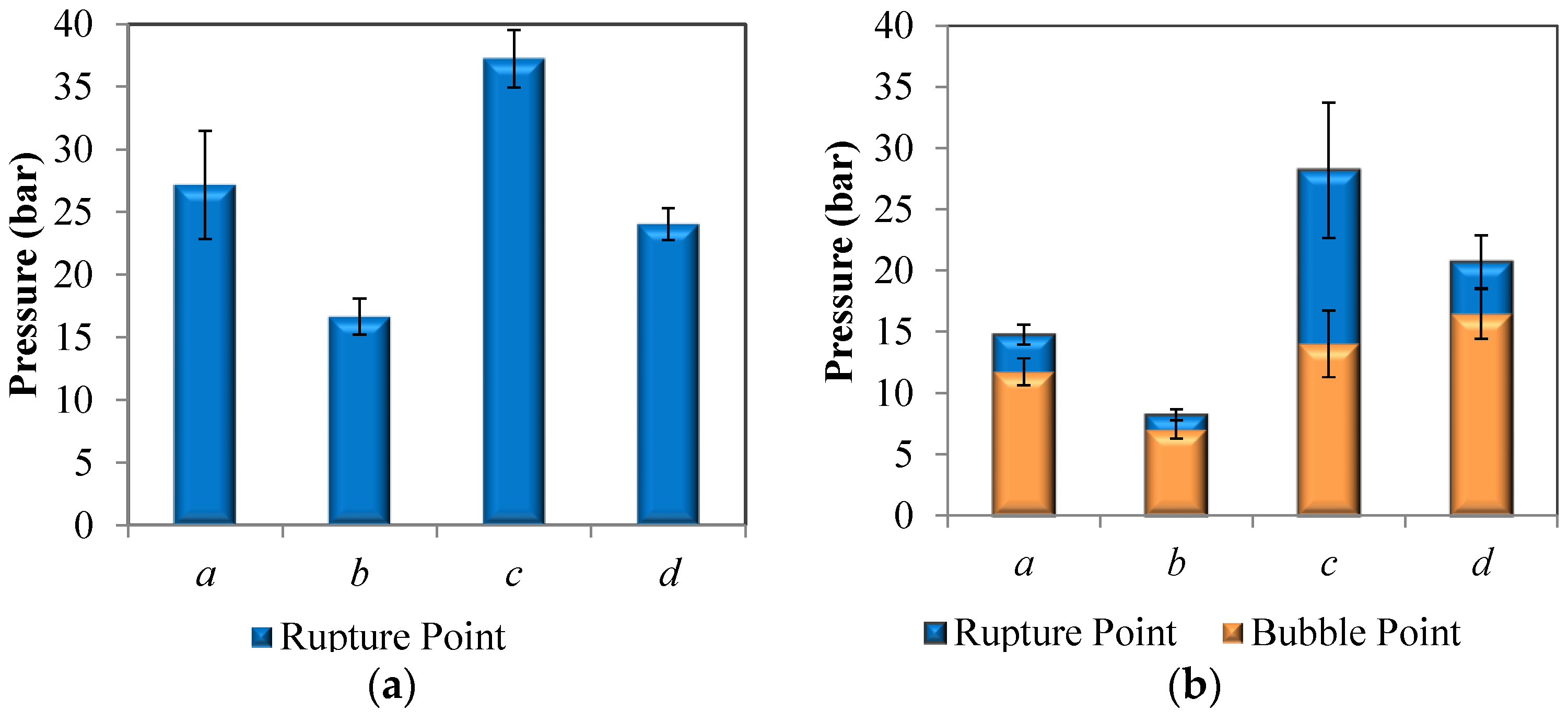
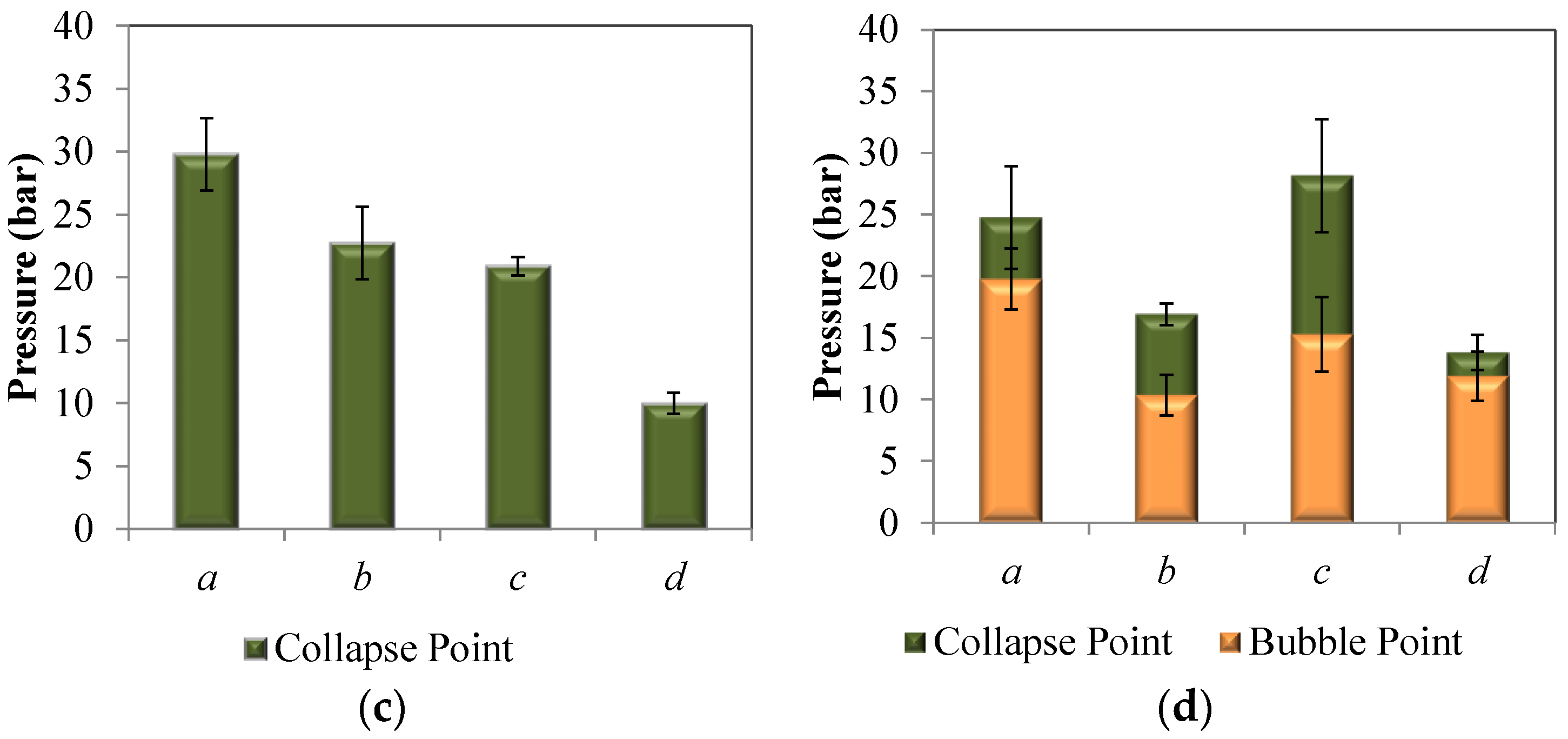
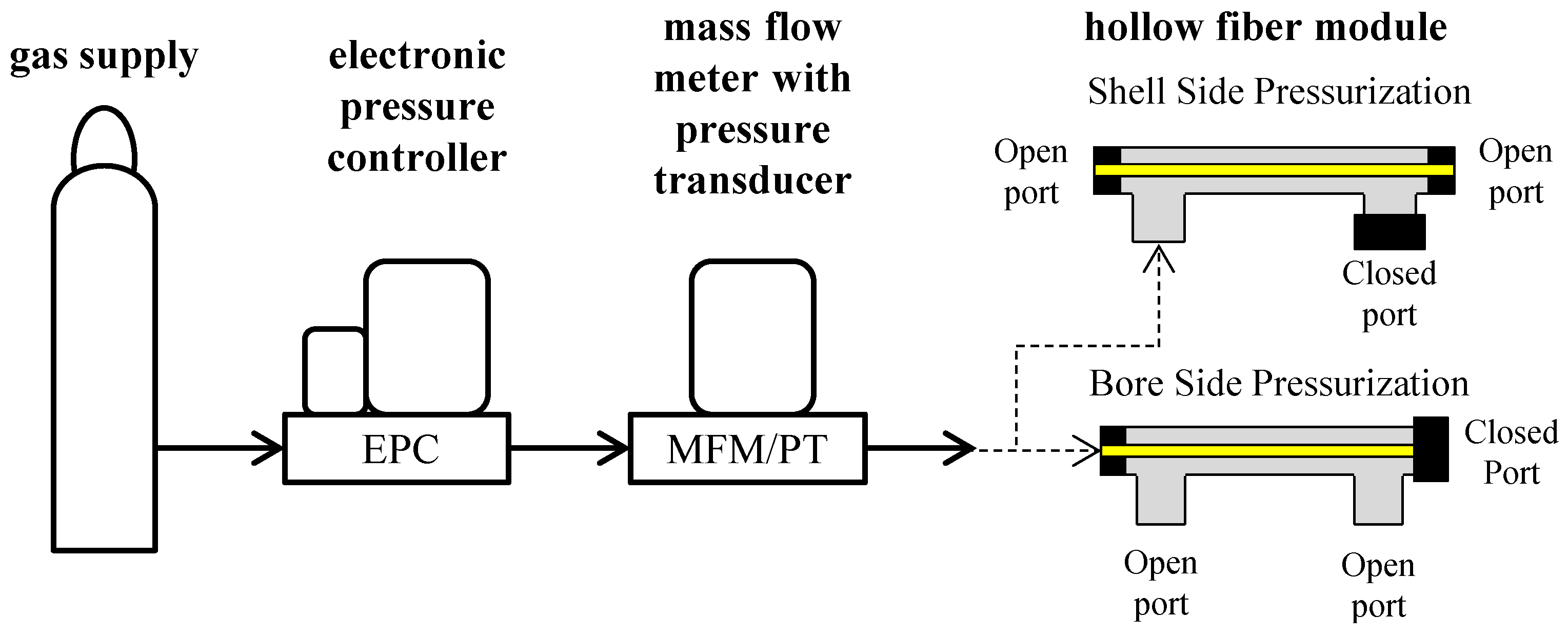
2.3. Hollow Fiber Pressurization Measurements
3. Materials and Methods
3.1. Materials
3.2. Preparation of the Hollow Fibers
3.3. Bubble Point Measurements
3.4. Hollow Fiber Characterization
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
Abbreviations
| MDPI | Multidisciplinary Digital Publishing Institute |
| DOAJ | Directory of open access journals |
| SILM | Supported ionic liquid membrane |
| IL | Ionic liquid |
| [C6mim][Tf2N] | 1-hexyl-3-methylimidalzolium bis(trifluoromethylsulfonyl)imide |
| [C4mim][EtSO4] | 1-ethyl-3-methylimidazolium ethyl sulfate |
| [C3NH2mim][Tf2N] | N-aminopropyl-3-methylimidazolium bis(trifluoromethylsulfonyl)imide |
| NMP | N-methyl-2-pyrrolidone |
References
- Pennline, H.W.; Luebke, D.R.; Jones, K.L.; Myers, C.R.; Morsi, B.I.; Heintz, Y.J.; Ilconich, J.B. Progress in carbon dioxide capture and separation research for gasification-based power generation point sources. Fuel Process. Technol. 2008, 89, 897–907. [Google Scholar] [CrossRef]
- Myers, C.; Pennline, H.; Luebke, D.; Ilconich, J.; Dixon, J.K.; Maginn, E.J.; Brennecke, J.F. High temperature separation of carbon dioxide/hydrogen mixtures using facilitated supported ionic liquid membranes. J. Membr. Sci. 2008, 322, 28–31. [Google Scholar] [CrossRef]
- Ilconich, J.; Myers, C.; Pennline, H.; Luebke, D. Experimental investigation of the permeability and selectivity of supported ionic liquid membranes for CO2/He separation at temperatures up to 125 °C. J. Membr. Sci. 2007, 298, 41–47. [Google Scholar] [CrossRef]
- Kim, D.H.; Baek, L.H.; Hong, S.U.; Lee, H.K. Study on immobilized liquid membrane using ionic liquid and PVDF hollow fiber as a support for CO2/N2 separation. J. Membr. Sci. 2011, 372, 346–354. [Google Scholar] [CrossRef]
- Wickramanayake, S.; Hopkinson, D.; Myers, C.; Hong, L.; Feng, J.; Seol, Y.; Plasynski, D.; Zeh, M.; Luebke, D. Mechanically robust hollow fiber supported ionic liquid membranes for CO2 separation applications. J. Membr. Sci. 2014, 470, 52–59. [Google Scholar] [CrossRef]
- Wickramanayake, S.; Hopkinson, D.; Myers, C.; Sui, L.; Luebke, D. Investigation of transport and mechanical properties of hollow fiber membranes containing ionic liquids for pre-combustion carbon dioxide capture. J. Membr. Sci. 2013, 439, 58–67. [Google Scholar] [CrossRef]
- Lozano, L.J.; Godinez, C.; de los Rios, A.P.; Hernandez-Fernandez, F.J.; Sanchez-Segado, S.; Alguacil, F.J. Recent advances in supported ionic liquid membrane technology. J. Membr. Sci. 2011, 376, 1–14. [Google Scholar] [CrossRef]
- American Society for Testing and Materials (ASTM). ASTM F316-03; Standard Test Methods for Pore Size Characteristics of Membrane Filters by Bubble Point and Mean Flow Pore Test; ASTM: West Conshohocken, PA, USA, 2011. [Google Scholar]
- Hopkinson, D.; Zeh, M.; Luebke, D. The bubble point of supported ionic liquid membranes using flat sheet supports. J. Membr. Sci. 2014, 468, 155–162. [Google Scholar] [CrossRef]
- Good, R.J.; Mikhail, R.S. The contact angle in mercury intrusion porosimetry. Powder Technol. 1981, 29, 53–62. [Google Scholar] [CrossRef]
- Piatkiewicz, W.; Rosinski, S.; Lewinska, D.; Bukowski, J.; Judycki, W. Determination of pore size distribution in hollow fibre membranes. J. Membr. Sci. 1999, 153, 91–102. [Google Scholar] [CrossRef]
- Cserjesi, P.; Nemestothy, N.; Vass, A.; Csanadi, Z.; Belafi-Bako, K. Study on gas separation by supported liquid membranes applying novel ionic liquids. Desalination 2009, 245, 743–747. [Google Scholar] [CrossRef]
- Hanioka, S.; Maruyama, T.; Sotani, T.; Teramoto, M.; Matsuyama, H.; Nakashima, K.; Hanaki, M.; Kubota, F.; Goto, M. CO2 separation facilitated by task-specific ionic liquids using a supported liquid membrane. J. Membr. Sci. 2008, 314, 1–4. [Google Scholar] [CrossRef]
- Scovazzo, P.; Havard, D.; McShea, M.; Mixon, S.; Morgan, D. Long-term, continuous mixed-gas dry fed CO2/CH4 and CO2/N2 separation performance and selectivities for room temperature ionic liquid membranes. J. Membr. Sci. 2009, 327, 41–48. [Google Scholar] [CrossRef]
- Tasselli, F.; Drioli, E. Tuning of hollow fiber membrane properties using different bore fluids. J. Membr. Sci. 2007, 301, 11–18. [Google Scholar] [CrossRef]
- Zhang, Q.; Lu, X.; Zhao, L. Preparation of polyvinylidene fluoride (PVDF) hollow fiber hemiodialysis membranes. Membranes 2014, 4, 81–95. [Google Scholar] [CrossRef] [PubMed]
- Sukitpaneenit, P.; Chung, T. Molecular elucidation of morphology and mechanical properties of PVDF hollow fiber membranes from aspects of phase inversion, crystallization and rheology. J. Membr. Sci. 2009, 340, 192–205. [Google Scholar] [CrossRef]
- Kurdi, J.; Tremblayl, A.Y. The influence of casting solution structure on the microporosity of polyetherimide gas separation membranes prepared by the coagulation post-leaching method. J. Membr. Sci. 2001, 184, 175–186. [Google Scholar] [CrossRef]
- Scholes, C.A.; Tao, W.X.; Stevens, G.W.; Kentish, S.E. Sorption of methane nitrogen carbon dioxide and water in Matrimid 5218. J. Appl. Polym. Sci. 2010, 117, 2284–2289. [Google Scholar] [CrossRef]
- Vu, D.Q.; Koros, W.J.; Miller, S.J. Mixed matrix membranes using carbon molecular sieves I. Preparation and experimental results. J. Membr. Sci. 2003, 211, 311–334. [Google Scholar] [CrossRef]
- Zhang, Y.; Musselman, L.H.; Ferraris, J.P.; Balkus, K.J. Gas permeability properties of Matrimid membranes containing the metal-organic framework Cu–BPY–HFS. J. Membr. Sci. 2008, 313, 170–181. [Google Scholar] [CrossRef]
- Torlon® polymer properties. Available online: http://www.solvayplastics.com (accessed on 1 April 2015).
- Laplace, P.S. Traite de Mechanique Celeste; Duprat: Paris, France, 1805; pp. 1–480. [Google Scholar]
- Dowling, N.E. Mechanical Behavior of Materials, 2nd ed.; Prentice Hall: Upper Saddle River, NJ, USA, 1999. [Google Scholar]
- De Paor, C.; Kelliher, D.; Cronin, K.; Wright, W.M.D.; McSweeney, S.G. Prediction of vacuum-induced buckling pressures of thin-walled cylinders. Thin Walled Struct. 2012, 55, 1–10. [Google Scholar] [CrossRef]
- Koros, W.J.; Pinnau, I. Polymeric Gas Separation Membranes; CRC Press: Boca Raton, FL, USA, 1995. [Google Scholar]
- Pesek, S.C.; Koros, W.J. Aqueous quenched asymmetric polysulfone membranes prepared by dry/wet phase separation. J. Membr. Sci. 1993, 81, 71–88. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Membrane | Matrimid® (wt %) | Torlon® (wt %) | NMP (wt %) | LiNO3 (wt %) |
|---|---|---|---|---|
| a | 21 | 0 | 75 | 4 |
| b | 18 | 0 | 78 | 4 |
| c | 0 | 18 | 78 | 4 |
| d | 0 | 14 | 82 | 4 |
| Property | a | b | c | d |
|---|---|---|---|---|
| OD (μm) | 563 ± 13 | 639 ± 57 | 545 ± 12 | 590 ± 17 |
| ID (μm) | 332 ± 49 | 357 ± 24 | 289 ± 18 | 335 ± 10 |
| vbulk | 0.67 ± 0.04 | 0.79 ± 0.04 | 0.75 ± 0.03 | 0.81 ± 0.04 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons by Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zeh, M.; Wickramanayake, S.; Hopkinson, D. Failure Mechanisms of Hollow Fiber Supported Ionic Liquid Membranes. Membranes 2016, 6, 21. https://doi.org/10.3390/membranes6020021
Zeh M, Wickramanayake S, Hopkinson D. Failure Mechanisms of Hollow Fiber Supported Ionic Liquid Membranes. Membranes. 2016; 6(2):21. https://doi.org/10.3390/membranes6020021
Chicago/Turabian StyleZeh, Matthew, Shan Wickramanayake, and David Hopkinson. 2016. "Failure Mechanisms of Hollow Fiber Supported Ionic Liquid Membranes" Membranes 6, no. 2: 21. https://doi.org/10.3390/membranes6020021
APA StyleZeh, M., Wickramanayake, S., & Hopkinson, D. (2016). Failure Mechanisms of Hollow Fiber Supported Ionic Liquid Membranes. Membranes, 6(2), 21. https://doi.org/10.3390/membranes6020021