
Optimizing Air Scouring Energy for Sustainable Membrane Bioreactor Operation by Characterizing the Combination of Factors Leading to Threshold Limiting Conditions



Abstract
1. Introduction
2. Materials and Methods
2.1. Development of Relationship Characterizing Limiting Condition
2.2. Full-Scale MBR Systems Evaluated
2.3. Data Analysis
2.4. Development of the Algorithm for Cycle Extraction and Detection of Limiting Condition
2.5. Validation of K Value as a Metric to Estimate Limiting Condition
2.6. Estimation of Reducible Air Scouring Energy with KLim
3. Results
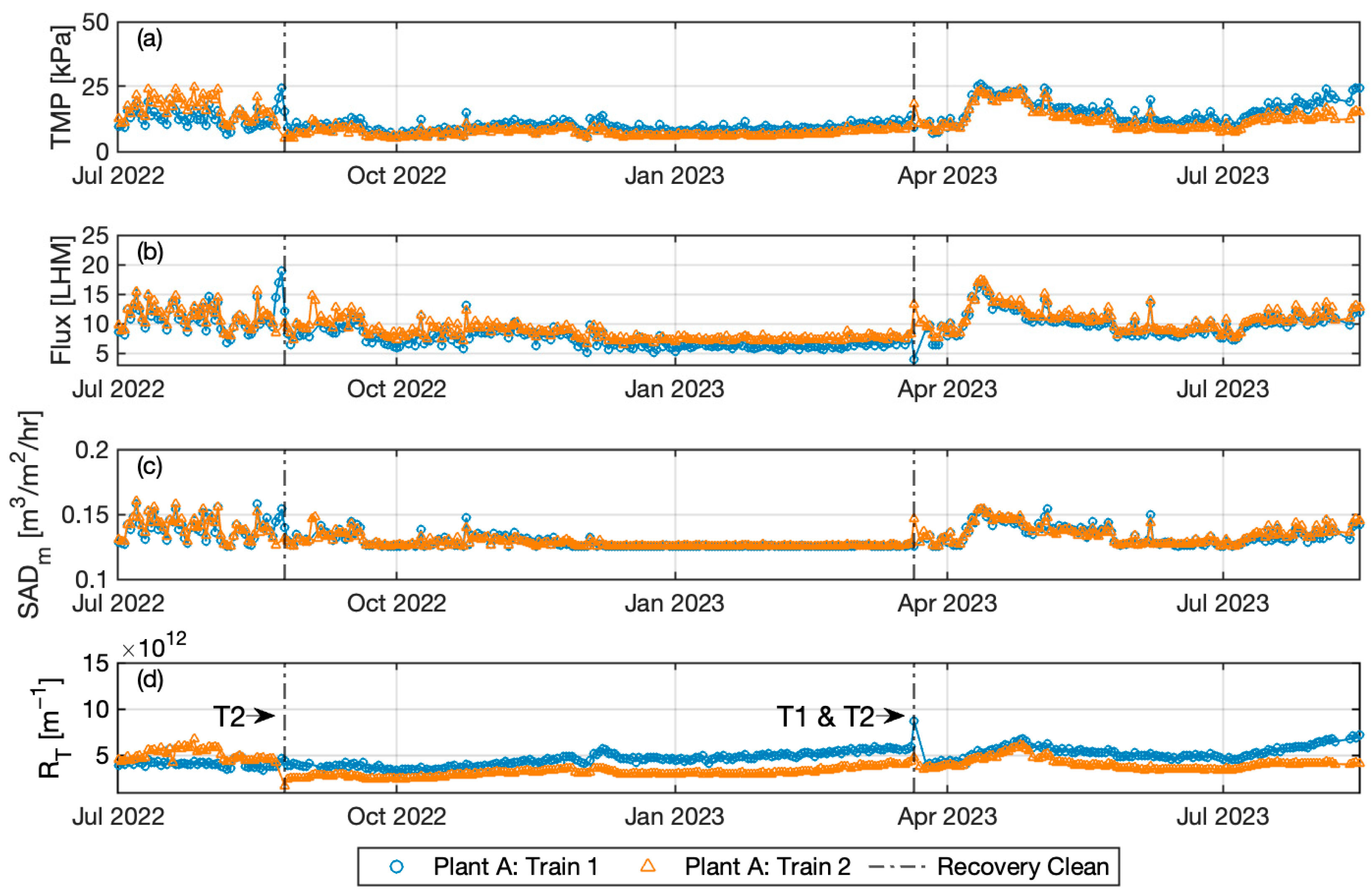
3.1. Summary of Plant Operational Conditions
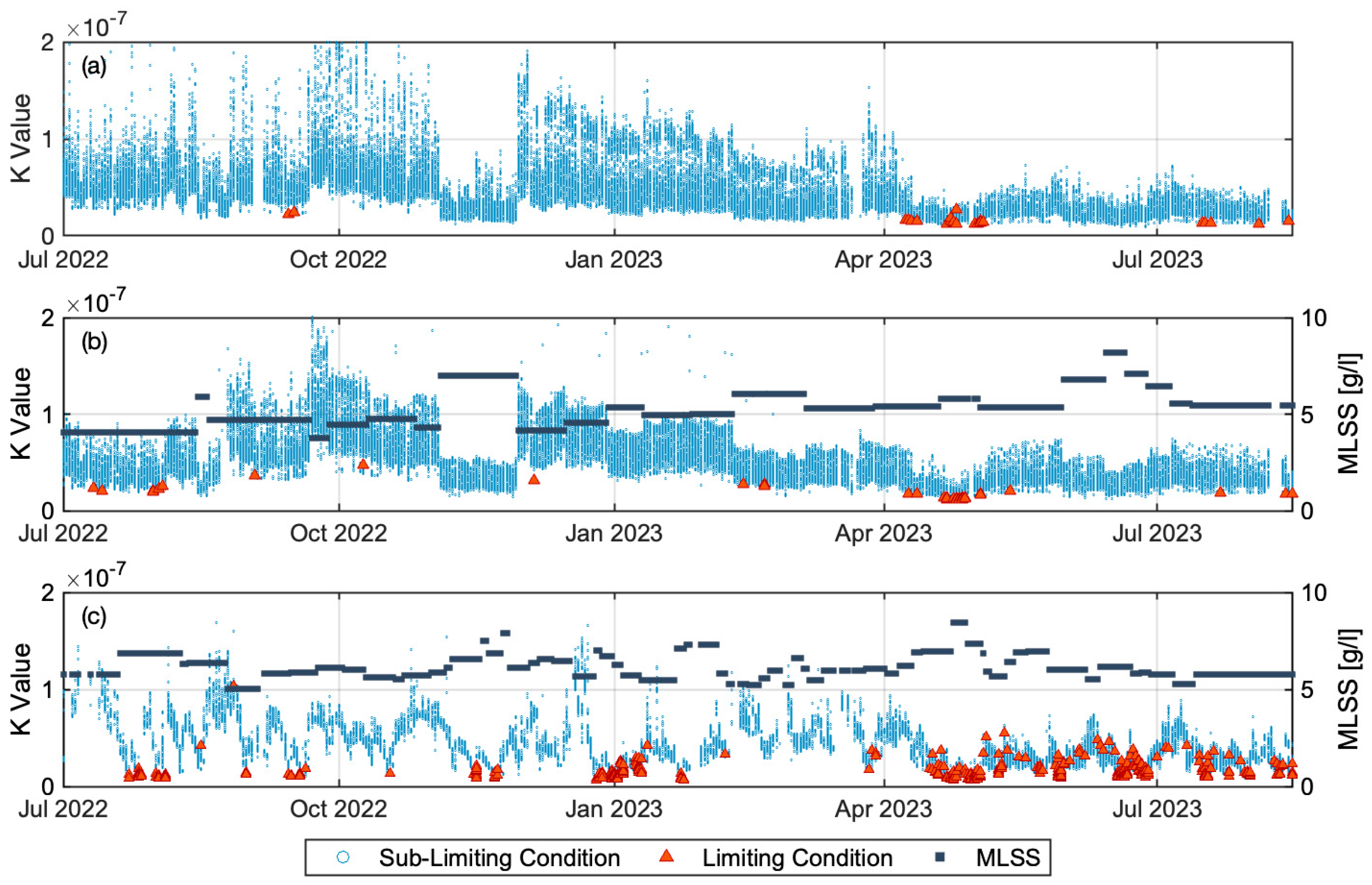
3.2. Time Series Variation of K Value
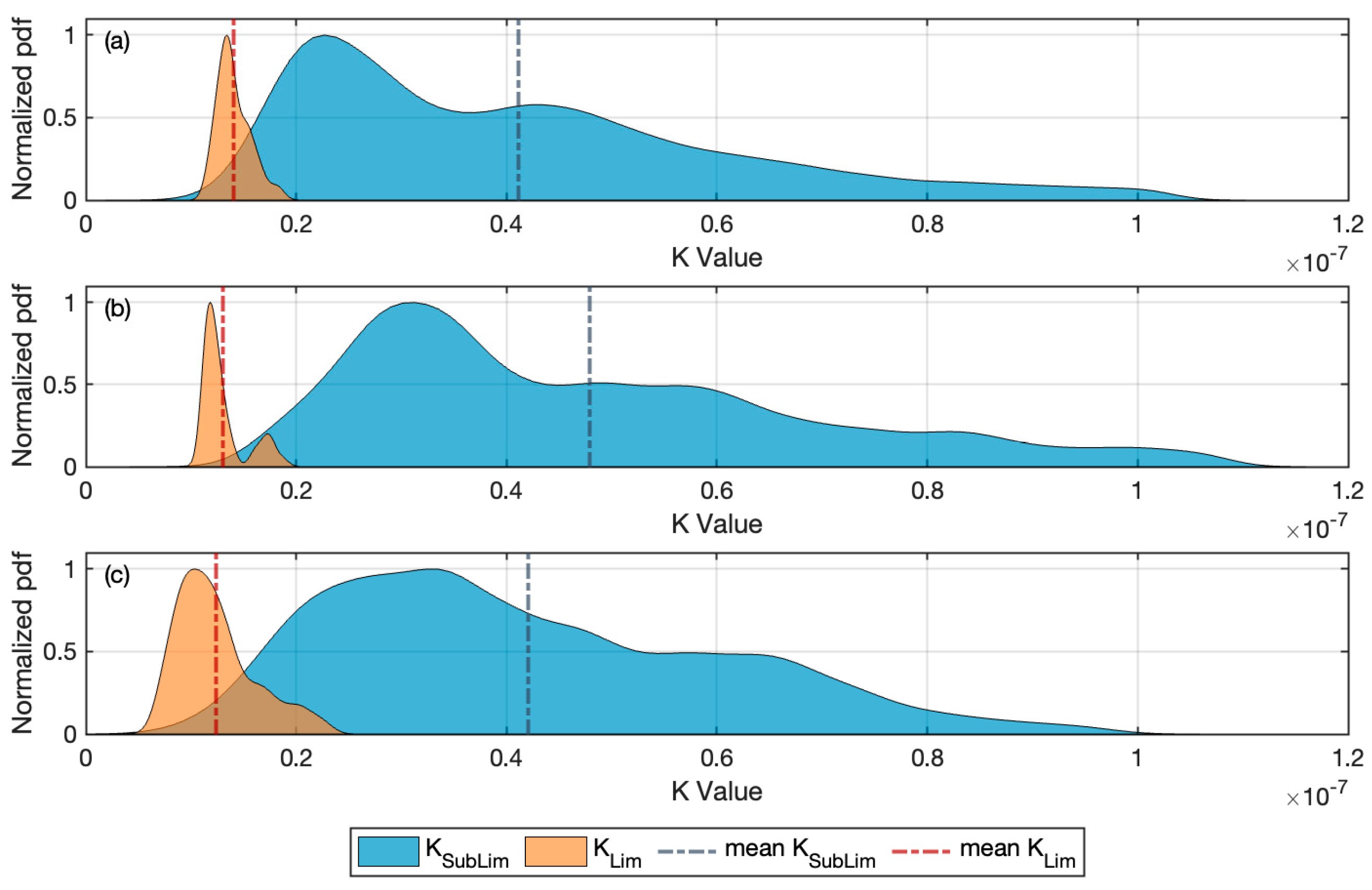
3.3. Distinguishing Limiting versus Sub-Limiting Operating Conditions Using KLim
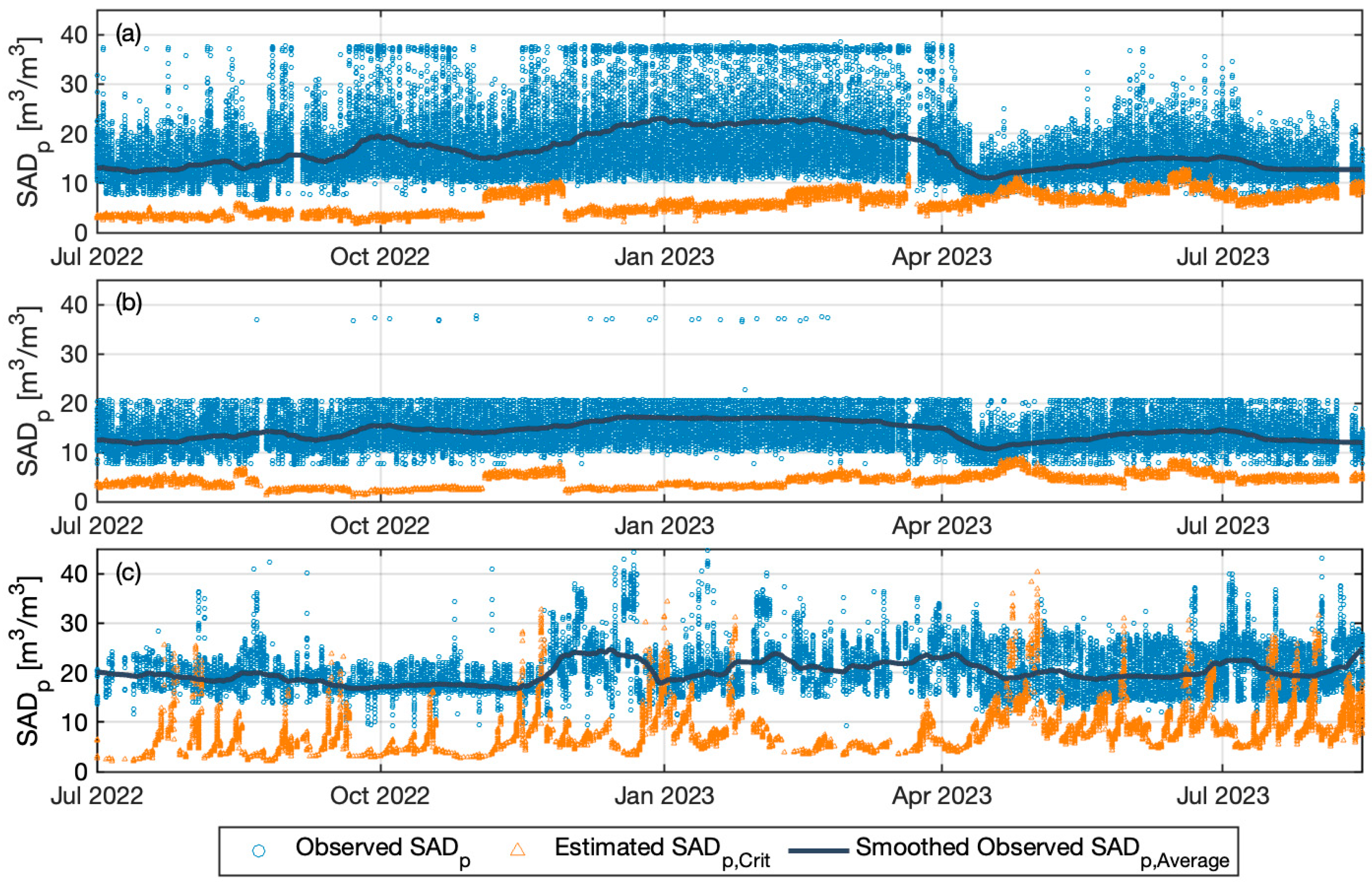
3.4. Estimation of Limiting Scour Air Energy and Its Implications
4. Discussion
5. Conclusions
- A factor, referred to here as KLim, representing the minimum scouring air flow rate to net convective force, defines the important parameters and their inter-relationship leading to the occurrence of threshold limiting flux. In addition to the permeate flow, these factors include MLSS concentration, mixed liquor viscosity, membrane packing density, and current operating resistance (or permeability).
- Calculation of the value of K for a particular set of operating conditions and comparison to the site-specific value of can be used to determine whether threshold limiting flux is likely to occur, leading to rapid TMP increase.
- for a particular application might depend, among other factors, on the characteristics of the ML being processed in the system.
- Operation at scour air flowrates based on the limiting value, potentially incorporating a safety factor, can lead to significant membrane operating energy cost savings.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Daigger, G.T.; Sharvelle, S.; Arabi, M.; Love, N.G. Progress and promise transitioning to the one water/resource recovery integrated urban water management systems. J. Environ. Eng. 2019, 145, 04019061. [Google Scholar] [CrossRef]
- Hamedi, H.; Ehteshami, M.; Mirbagheri, S.A.; Rasouli, S.A.; Zendehboudi, S. Current status and future prospects of membrane bioreactors (MBRs) and fouling phenomena: A systematic review. Can. J. Chem. Eng. 2019, 97, 32–58. [Google Scholar] [CrossRef]
- Sun, J.; Liang, P.; Yan, X.; Zuo, K.; Xiao, K.; Xia, J.; Qiu, Y.; Wu, Q.; Wu, S.; Huang, X.; et al. Reducing aeration energy consumption in a large-scale membrane bioreactor: Process simulation and engineering application. Water Res. 2016, 93, 205–213. [Google Scholar] [CrossRef] [PubMed]
- Judd, S. The status of membrane bioreactor technology. Trends Biotechnol. 2008, 26, 109–116. [Google Scholar] [CrossRef]
- Bae, T.-H.; Tak, T.-M. Interpretation of fouling characteristics of ultrafiltration membranes during the filtration of membrane bioreactor mixed liquor. J. Membr. Sci. 2005, 264, 151–160. [Google Scholar] [CrossRef]
- Wang, Z.; Wu, Z.; Tang, S. Extracellular polymeric substances (EPS) properties and their effects on membrane fouling in a submerged membrane bioreactor. Water Res. 2009, 43, 2504–2512. [Google Scholar] [CrossRef]
- Bagheri, M.; Mirbagheri, S.A. Criticalreview of fouling mitigation strategies in membrane bioreactors treating water and wastewater. Bioresource Technol. 2018, 258, 318–334. [Google Scholar] [CrossRef]
- Ndinisa, N.V.; Fane, A.G.; Wiley, D.E.; Fletcher, D.F. Fouling control in a submerged flat sheet membrane system: Part II—Two-phase flow characterization and CFD simulations. Sep. Sci. Technol. 2006, 41, 1411–1445. [Google Scholar] [CrossRef]
- Xia, L.; Law AW, K.; Fane, A.G. Hydrodynamic effects of air sparging on hollow fiber membranes in a bubble column reactor. Water Res. 2013, 47, 3762–3772. [Google Scholar] [CrossRef]
- Field, R.W.; Wu, D.; Howell, J.A.; Gupta, B.B. Critical flux concept for microfiltration fouling. J. Membr. Sci. 1995, 100, 259–272. [Google Scholar] [CrossRef]
- Le Clech, P.; Jefferson, B.; Chang, I.S.; Judd, S.J. Critical flux determination by the flux-step method in a submerged membrane bioreactor. J. Membr. Sci. 2003, 227, 81–93. [Google Scholar] [CrossRef]
- Monclús, H.; Ferrero, G.; Buttiglieri, G.; Comas, J.; Rodriguez-Roda, I. Online monitoring of membrane fouling in submerged MBRs. Desalination 2011, 277, 414–419. [Google Scholar] [CrossRef]
- Miller, D.J.; Kasemset, S.; Paul, D.R.; Freeman, B.D. Comparison of membrane fouling at constant flux and constant transmembrane pressure conditions. J. Membr. Sci. 2014, 454, 505–515. [Google Scholar] [CrossRef]
- Liu, R.; Huang, X.; Sun, Y.F.; Qian, Y. Hydrodynamic effect on sludge accumulation over membrane surfaces in a submerged membrane bioreactor. Process Biochem. 2003, 39, 157–163. [Google Scholar] [CrossRef]
- Yu, K.; Wen, X.; Bu, Q.; Xia, H. Critical flux enhancements with air sparging in axial hollow fibers cross-flow microfiltration of biologically treated wastewater. J. Membr. Sci. 2003, 224, 69–79. [Google Scholar] [CrossRef]
- Wu, J.; Huang, X. Effect of mixed liquor properties on fouling propensity in membrane bioreactors. J. Membr. Sci. 2009, 342, 88–96. [Google Scholar] [CrossRef]
- Jørgensen, M.K.; Pedersen, M.T.; Christensen, M.L.; Bentzen, T.R. Dependence of shear and concentration on fouling in a membrane bioreactor with rotating membrane discs. AIChE J. 2014, 60, 706–715. [Google Scholar] [CrossRef]
- Monclus, H.; Zacharias, S.; Santos, A.; Pidou, M.; Judd, S. Criticality of flux and aeration for a hollow fiber membrane bioreactor. Sep. Sci. Technol. 2010, 45, 956–961. [Google Scholar] [CrossRef]
- Field, R. Fundamentals of Fouling. Membr. Water Treat. 2010, 4, 1–23. [Google Scholar]
- Wang, Z.; Wu, Z. A review of membrane fouling in MBRs: Characteristics and role of sludge cake formed on membrane surfaces. Sep. Sci. Technol. 2009, 44, 3571–3596. [Google Scholar] [CrossRef]
- Camp, T.R. Velocity gradients and internal work in fluid motion. J. Boston Soc. Civ. Eng. 1943, 30, 219–230. [Google Scholar]
- Delgado, S.; Villarroel, R.; Ganzalez, E. Effect of Shear Intensity on Fouling in Submerged Membrane Bioreactor for Wastewater Treatment. J. Membr. Sci. 2008, 311, 171–181. [Google Scholar] [CrossRef]
- Daigger, G.T.; Jun, C.; Aghasadeghi, K. Dimensional Analysis to Establish Relationships Between Energy Input and Solids Removal for Particle Separation (MBR) Membranes. In Proceedings of the American Water Works Association/American Membrane Technology Association Conference, Nashville, TN, USA, 4–7 March 2023. [Google Scholar]
- Ping Chu, H.; Li, X.Y. Membrane fouling in a membrane bioreactor (MBR): Sludge cake formation and fouling characteristics. Biotechnol. Bioeng. 2005, 90, 323–331. [Google Scholar] [CrossRef] [PubMed]
- Ognier, S.; Wisniewski, C.; Grasmick, A. Membrane bioreactor fouling in sub-critical filtration conditions: A local critical flux concept. J. Membr. Sci. 2004, 229, 171–177. [Google Scholar] [CrossRef]
- Meng, F.; Shi, B.; Yang, F.; Zhang, H. New insights into membrane fouling in submerged membrane bioreactor based on rheology and hydrodynamics concepts. J. Membr. Sci. 2007, 302, 87–94. [Google Scholar] [CrossRef]
- Fibracast Website-Technology Page. Available online: https://www.fibracast.com/technology/ (accessed on 31 January 2024).
- Bacchin, P.; Aimar, P.; Field, R.W. Critical and sustainable fluxes: Theory, experiments and applications. J. Membr. Sci. 2006, 281, 42–69. [Google Scholar] [CrossRef]
- Nagaoka, H.; Ueda, S.; Miya, A. Influence of bacterial extracellular polymers on the membrane separation activated sludge process. Water Sci. Technol. 1996, 34, 165–172. [Google Scholar] [CrossRef]
- Hwang, B.-K.; Lee, W.-N.; Yeon, K.-M.; Park, P.-K.; Lee, C.-H.; Chang, I.-S.; Drews, A.; Kraume, M. Correlating TMP increases with microbial characteristics in the bio-cake on the membrane surface in a membrane bioreactor. Environ. Sci. Technol. 2008, 42, 3963–3968. [Google Scholar] [CrossRef]
- Desmond, P.; Huisman, K.T.; Sanawar, H.; Farhat, N.M.; Traber, J.; Fridjonsson, E.O.; Johns, M.L.; Flemming, H.-C.; Picioreanu, C.; Vrouwenvelder, J.S. Controlling the hydraulic resistance of membrane biofilms by engineering biofilm physical structure. Water Res. 2022, 210, 118031. [Google Scholar] [CrossRef]
- Li, J.; Zhang, X.; Cheng, F.; Liu, Y. New insights into membrane fouling in submerged MBR under sub-critical flux condition. Bioresource Technol. 2013, 137, 404–408. [Google Scholar] [CrossRef]
- Wei, C.H.; Huang, X.; Aim, R.B.; Yamamoto, K.; Amy, G. Criticalflux and chemical cleaning-in-place during the long-term operation of a pilot-scale submerged membrane bioreactor for municipal wastewater treatment. Water Res. 2011, 45, 863–871. [Google Scholar] [CrossRef]
- Cho, B.D.; Fane, A.G. Fouling transients in nominally sub-critical flux operation of a membrane bioreactor. J. Membr. Sci. 2002, 209, 391–403. [Google Scholar] [CrossRef]
- Teng, J.; Zhang, M.; Leung, K.T.; Chen, J.; Hong, H.; Lin, H.; Liao, B.Q. A unified thermodynamic mechanism underlying fouling behaviors of soluble microbial products (SMPs) in a membrane bioreactor. Water Res. 2019, 149, 477–487. [Google Scholar] [CrossRef] [PubMed]
- Monclús, H.; Dalmau, M.; Gabarrón, S.; Ferrero, G.; Rodríguez-Roda, I.; Comas, J. Full-scale validation of an air scour control system for energy savings in membrane bioreactors. Water Res. 2015, 79, 1–9. [Google Scholar] [CrossRef] [PubMed]
- Miyoshi, T.; Yamamura, H.; Morita, T.; Watanabe, Y. Effect of intensive membrane aeration and membrane flux on membrane fouling in submerged membrane bioreactors: Reducing specific air demand per permeate (SADp). Sep. Purif. Technol. 2015, 148, 1–9. [Google Scholar] [CrossRef]
- Wang, X.M.; Li, X.Y. A unified model for quantification of concentration polarization (CP) of particles during cross-flow membrane filtration. Colloids Surf. A Physicochem. Eng. Asp. 2012, 407, 99–107. [Google Scholar] [CrossRef]
- Field, R.W.; Wu, J.J. Permeate Flux in Ultrafiltration Processes—Understandings and Misunderstandings. Membranes 2022, 12, 187. [Google Scholar] [CrossRef]
- Shimizu, Y.; Okuno, Y.-I.; Uryu, K.; Ohtsubo, S.; Watanabe, A. Filtration characteristics of hollow fiber microfiltration membranes used in membrane bioreactor for domestic wastewater treatment. Water Res. 1996, 30, 2385–2392. [Google Scholar] [CrossRef]
- Le-Clech, P.; Jefferson, B.; Judd, S.J. Impact of aeration, solids concentration and membrane characteristics on the hydraulic performance of a membrane bioreactor. J. Membr. Sci. 2003, 218, 117–129. [Google Scholar] [CrossRef]
- Yeo, A.P.; Law, A.W.; Fane, A.T. The relationship between performance of submerged hollow fibers and bubble-induced phenomena examined by particle image velocimetry. J. Membr. Sci. 2007, 304, 125–137. [Google Scholar] [CrossRef]
- Piry, A.; Heino, A.; Kühnl, W.; Grein, T.; Ripperger, S.; Kulozik, U. Effect of membrane length, membrane resistance, and filtration conditions on the fractionation of milk proteins by microfiltration. J. Dairy Sci. 2012, 95, 1590–1602. [Google Scholar] [CrossRef]
- Pritchard, M.; Howell, J.A.; Field, R.W. The ultrafiltration of viscous fluids. J. Membr. Sci. 1995, 102, 223–235. [Google Scholar] [CrossRef]
- Zhang, K.; Cui, Z.; Field, R.W. Effect of bubble size and frequency on mass transfer in flat sheet MBR. J. Membr. Sci. 2009, 332, 30–37. [Google Scholar] [CrossRef]
- Wang, B.; Zhang, K.; Field, R.W. Optimization of aeration variables in a commercial large-scale flat-sheet MBR operated with slug bubbling. J. Membr. Sci. 2018, 567, 181–190. [Google Scholar] [CrossRef]
- Key MBR Operation and Maintenance Parameters—Membrane Side. Available online: https://www.thembrsite.com/membrane-processes-basics/membrane-bioreactor-operation-maintenance-flux-tmp-permeability-shear/#:~:text=The%20ratio%20of%20the%20flux,Imperial%20units%20of%20GFD%2Fpsi (accessed on 31 January 2024).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Plant ID | Number of Trains | Number of Cassettes per Trains | Total Surface Area per Train [m2] |
|---|---|---|---|
| Plant A | 2 | 6 | 11,710 |
| Plant B | 1 | 3 | 8480 |
| Plant ID | Permeation Duration [min] | Relax/ Back-Pulse | Relax/Back-Pulse Duration [s] | Maintenance Clean | Recovery Clean |
|---|---|---|---|---|---|
| Plant A | 5 | Relax/ back pulse after 4 cycles | 45 | One or two per week (citric) One per week (hypochlorite) | August 2022 on Train 2 March 2023 on Train 1 and 2 |
| Plant B | 5 | Relax/ No back pulse | 45 | One per week (hypochlorite) | March 2023 |
| Plant ID | Bioreactor Process | Temperature [°C] | MLSS [g/L] | RAS Q [m3/m3] | TTF [s] | SRT [Day] |
|---|---|---|---|---|---|---|
| Plant A | Anoxic/Aerobic * | 12–18 | 3.8–7.0 | 5 | 22–61 | 15–25 |
| Plant B | Aerobic | 20–28 | 5.0–8.5 | 6 | ND | 15 |
| Plant ID | TMP [kPa] | Flux [LMH] | SADm [m3/m2/h] | SADp [m3/m3] | RT [1012 m−1] |
|---|---|---|---|---|---|
| Plant A T1 | 12.0 (±4.5) | 8.8 (±2.4) | 0.13 (±0.01) | 15.8 (±3.4) | 4.8 (±0.8) |
| Plant A T2 | 10.5 (±4.7) | 9.6 (±2.2) | 0.13 (±0.01) | 14.2 (±2.2) | 3.7 (±0.9) |
| Plant B T1 | 11.6 (±6.3) | 7.4 (±1.2) | 0.15 (±0.01) | 20.6 (±3.6) | 5.5 (±2.7) |
| Category | Plant A T1 | Plant A T2 | Plant B T1 |
|---|---|---|---|
| Sub-Limiting | 56,961 | 63,380 | 32,086 |
| Limiting | 28 | 60 | 742 |
| Q3 2022 | 2 | 10 | 63 |
| Q4 2022 | - | 2 | 100 |
| Q1 2023 | - | 3 | 180 |
| Q2 2023 | 21 | 42 | 317 |
| Q3 2023 | 5 | 3 | 82 |
| Undefined | 1123 | 977 | 5080 |
| Plant ID | 10−8 [m·s/kg] | CVLim [Dimensionless] | KSubLim 10−8 [m·s/kg] |
|---|---|---|---|
| Plant A T1 | 1.41 (±0.15) | 0.11 | 4.11 (±2.03) |
| Plant A T2 | 1.30 (±0.21) | 0.16 | 4.79 (±2.16) |
| Plant B T1 | 1.23 (±0.37) | 0.30 | 4.21 (±1.86) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jun, C.; Aghasadeghi, K.; Daigger, G.T. Optimizing Air Scouring Energy for Sustainable Membrane Bioreactor Operation by Characterizing the Combination of Factors Leading to Threshold Limiting Conditions. Membranes 2024, 14, 58. https://doi.org/10.3390/membranes14030058
Jun C, Aghasadeghi K, Daigger GT. Optimizing Air Scouring Energy for Sustainable Membrane Bioreactor Operation by Characterizing the Combination of Factors Leading to Threshold Limiting Conditions. Membranes. 2024; 14(3):58. https://doi.org/10.3390/membranes14030058
Chicago/Turabian StyleJun, Changyoon, Kimia Aghasadeghi, and Glen T. Daigger. 2024. "Optimizing Air Scouring Energy for Sustainable Membrane Bioreactor Operation by Characterizing the Combination of Factors Leading to Threshold Limiting Conditions" Membranes 14, no. 3: 58. https://doi.org/10.3390/membranes14030058
APA StyleJun, C., Aghasadeghi, K., & Daigger, G. T. (2024). Optimizing Air Scouring Energy for Sustainable Membrane Bioreactor Operation by Characterizing the Combination of Factors Leading to Threshold Limiting Conditions. Membranes, 14(3), 58. https://doi.org/10.3390/membranes14030058