
Preparation, Modification, and Application of Ethylene-Chlorotrifluoroethylene Copolymer Membranes

 , ,
, , 
Abstract
1. Introduction
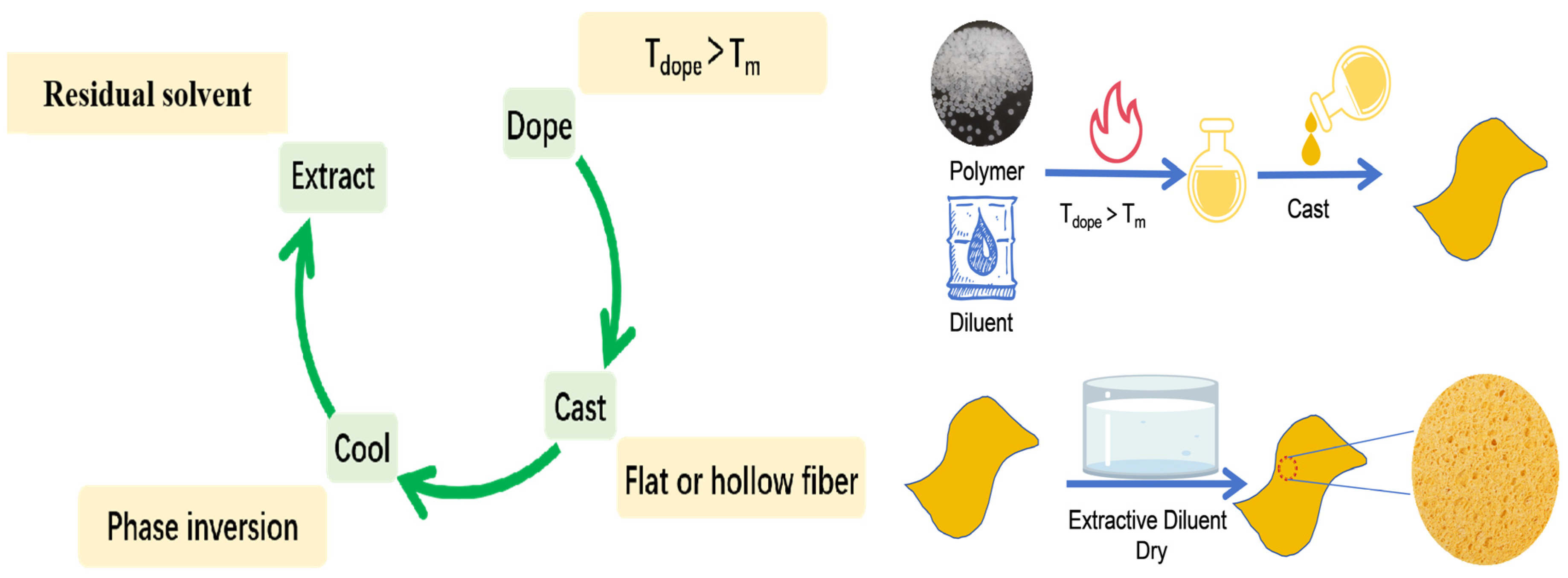
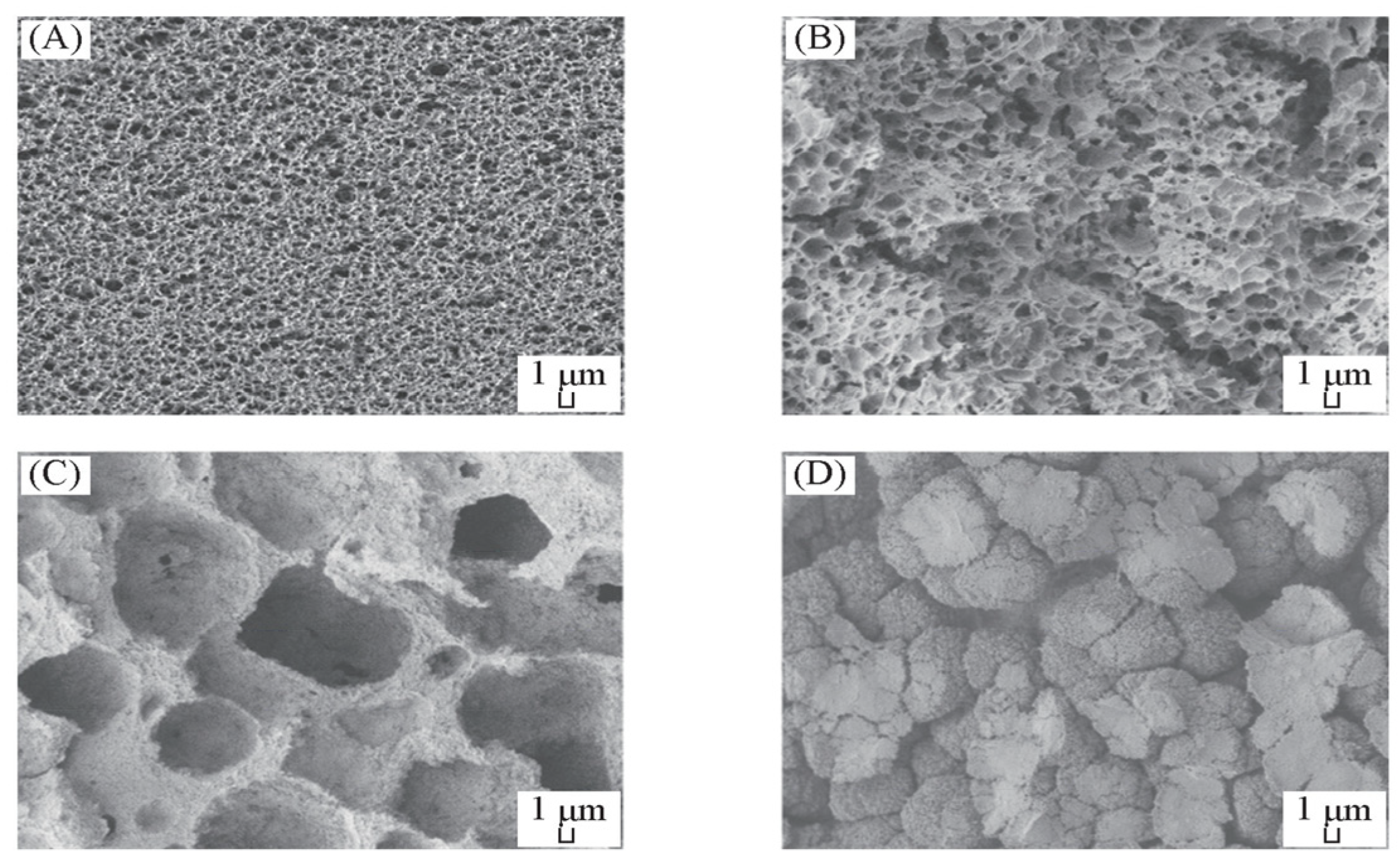
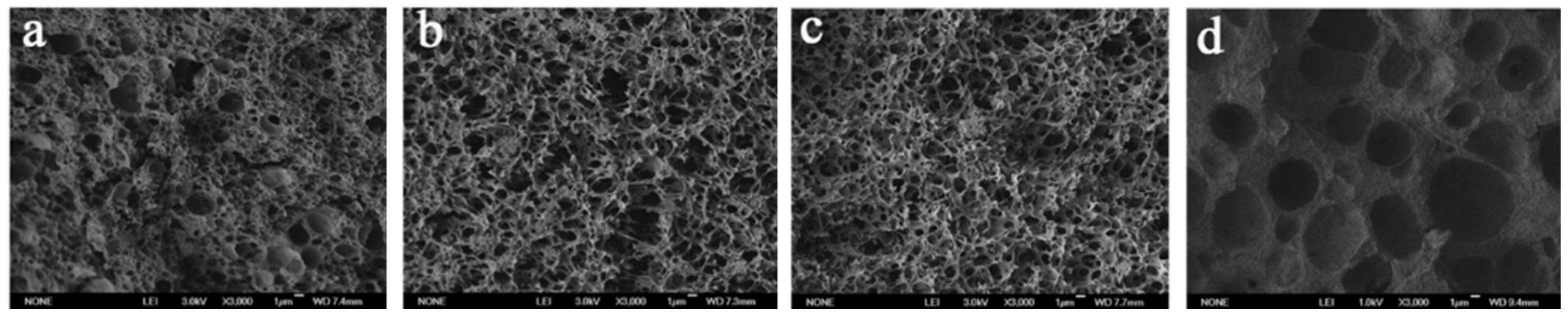
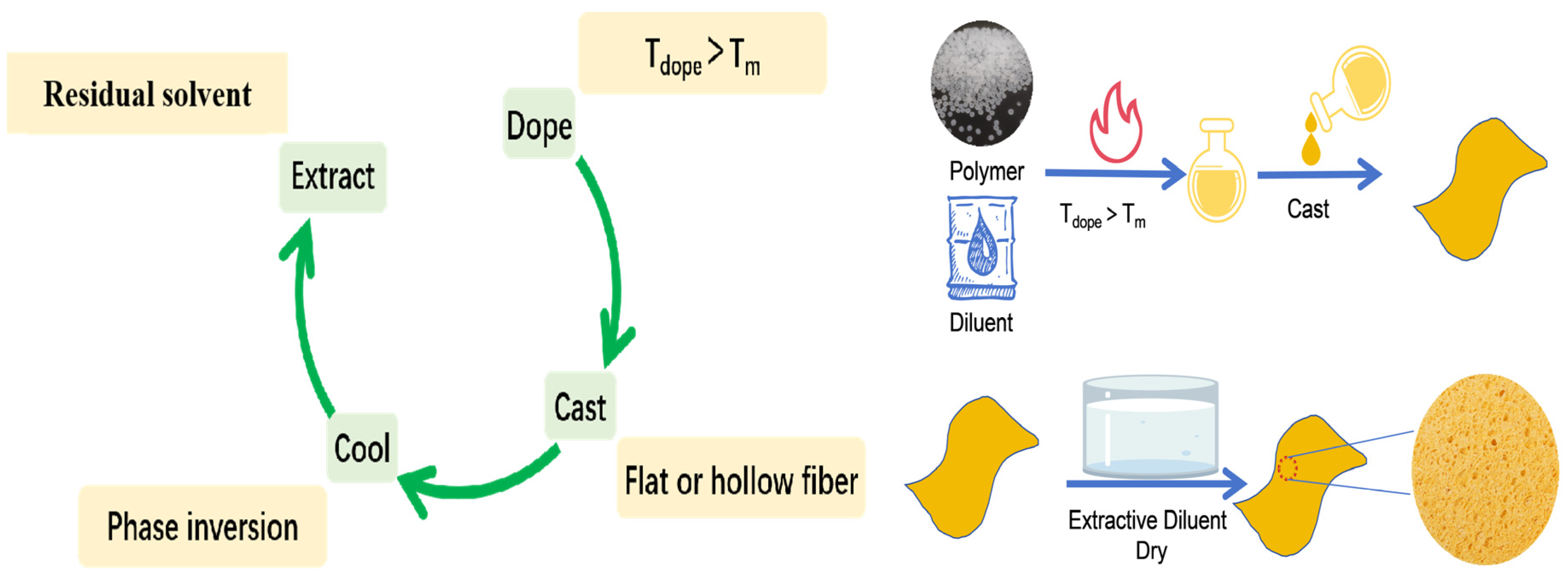
2. Fabrication of ECTFE Membrane
3. Modification of ECTFE Membrane
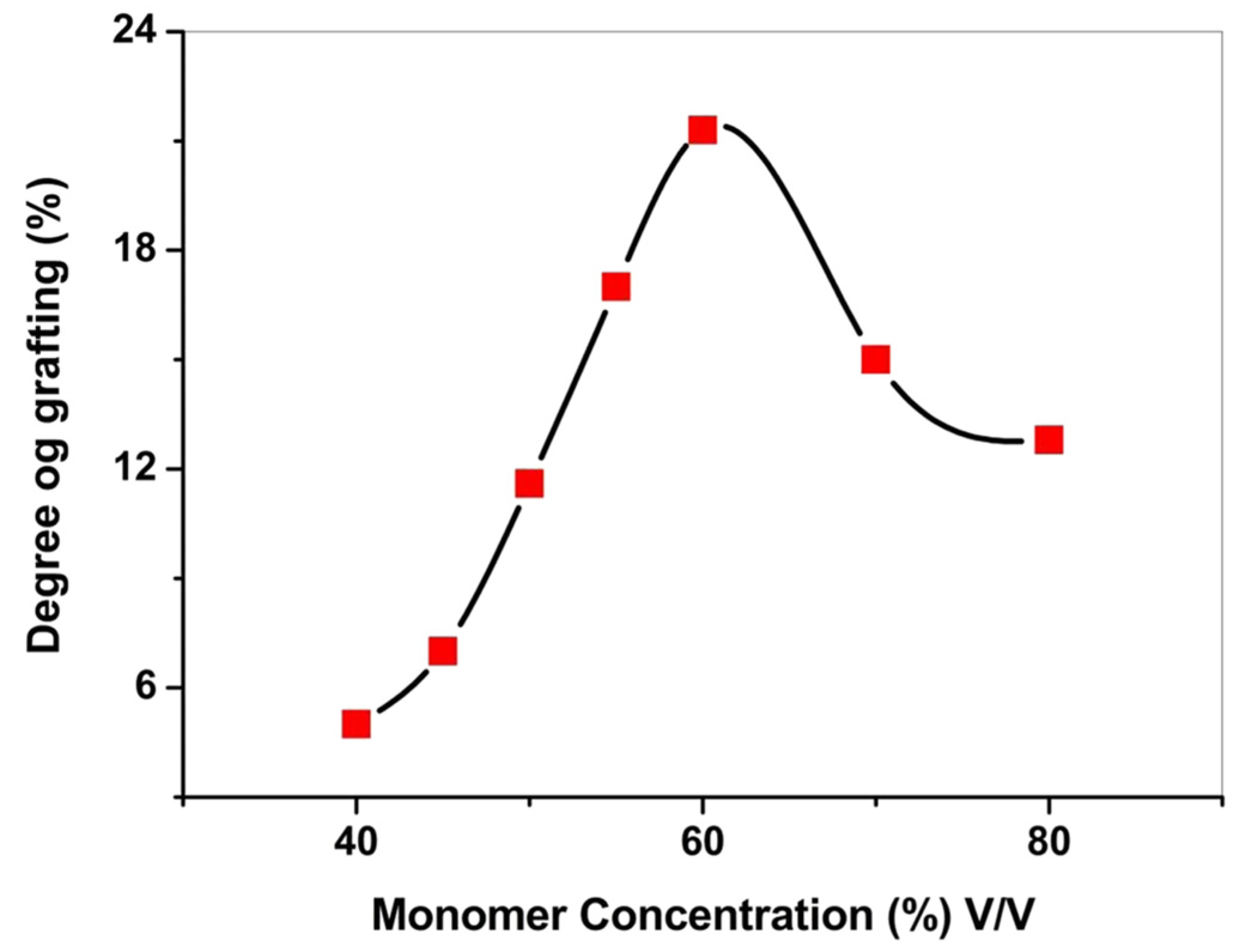
3.1. Graft Modification
3.2. Surface Oxidation
4. Application of ECTFE Membrane
4.1. ECTFE Membrane for Membrane Condensers
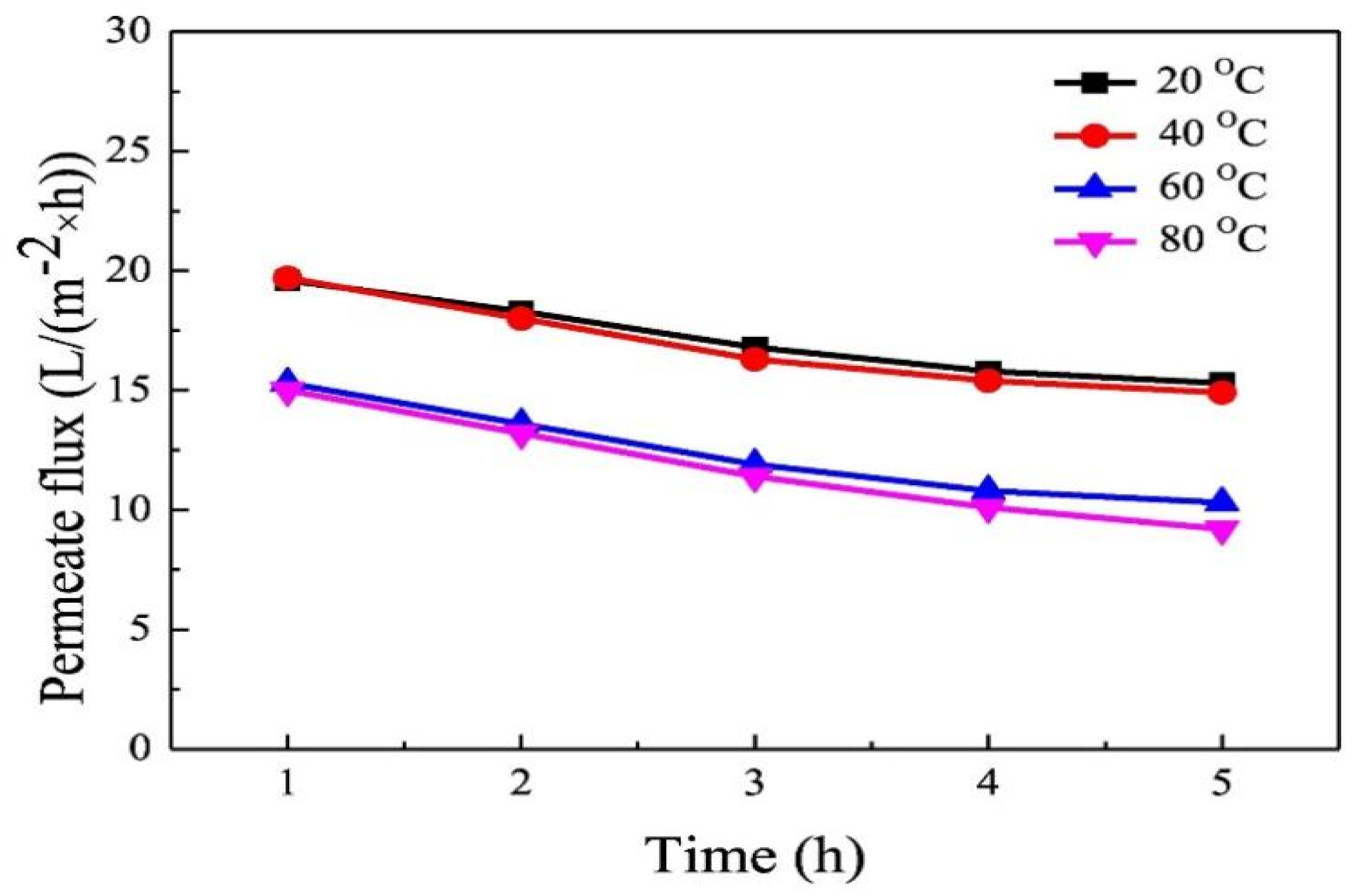
4.2. ECTFE Membrane for Membrane Distillation
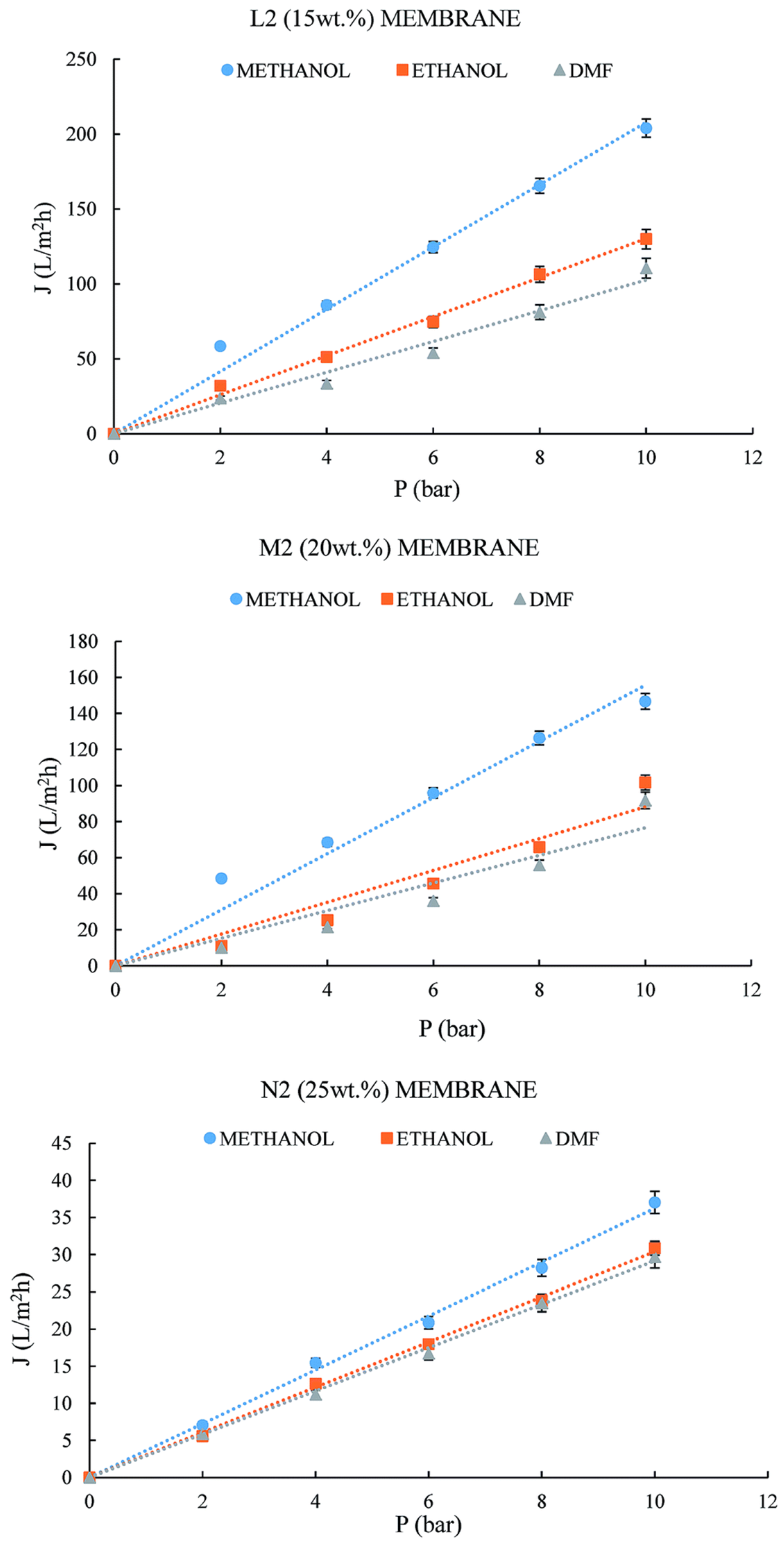
4.3. ECTFE Membrane for Organic-Solvent Filtration
4.4. ECTFE Membrane for Proton Exchange Membrane Fuel Cell (PEMFC)
4.5. ECTFE Membrane for Oil–Water Emulsion Separation
5. Conclusions and Perspectives
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gryta, M. The study of performance of polyethylene chlorinetrifluoroethylene membranes used for brine desalination by membrane distillation. Desalination 2016, 398, 52–63. [Google Scholar] [CrossRef]
- Muller, H. A new solvent resistant membrane based on ECTFE. Desalination 2006, 199, 191–192. [Google Scholar] [CrossRef]
- Khayet, M.; Mengual, J.I.; Matsuura, T. Porous hydrophobic/hydrophilic composite membranes—Application in desalination using direct contact membrane distillation. J. Membr. Sci. 2005, 252, 101–113. [Google Scholar] [CrossRef]
- Cui, Z.L.; Drioli, E.; Lee, Y.M. Recent progress in fluoropolymers for membranes. Prog. Polym. Sci. 2014, 39, 164–198. [Google Scholar] [CrossRef]
- Xu, K.; Cai, Y.C.; Hassankiadeh, N.T.; Cheng, Y.M.; Li, X.; Wang, X.Z.; Wang, Z.H.; Drioli, E.; Cui, Z.L. ECTFE membrane fabrication via TIPS method using ATBC diluent for vacuum membrane distillation. Desalination 2019, 456, 13–22. [Google Scholar] [CrossRef]
- Goessi, M.; Tervoort, T.; Smith, P. Melt-spun poly(tetrafluoroethylene) fibers. J. Mater. Sci. 2007, 42, 7983–7990. [Google Scholar] [CrossRef]
- Hou, D.Y.; Wang, J.; Sun, X.C.; Ji, Z.G.; Luan, Z.K. Preparation and properties of PVDF composite hollow fiber membranes for desalination through direct contact membrane distillation. J. Membr. Sci. 2012, 405, 185–200. [Google Scholar] [CrossRef]
- Ji, G.L.; Zhu, L.P.; Zhu, B.K.; Zhang, C.F.; Xu, Y.Y. Structure formation and characterization of PVDF hollow fiber membrane prepared via TIPS with diluent mixture. J. Membr. Sci. 2008, 319, 264–270. [Google Scholar] [CrossRef]
- Toniolo, P.; Carella, S. Halar (R) High Clarity ECTFE film—An highly transparent film for new buildings structures. Procedia Eng. 2016, 155, 28–37. [Google Scholar] [CrossRef]
- Gardiner, J. Fluoropolymers: Origin, Production, and Industrial and Commercial Applications. Aust. J. Chem. 2015, 68, 13–22. [Google Scholar] [CrossRef]
- Ramaswamy, S.; Greenberg, A.R.; Krantz, W.B. Fabrication of poly (ECTFE) membranes via thermally induced phase separation. J. Membr. Sci. 2002, 210, 175–180. [Google Scholar] [CrossRef]
- Roh, I.J.; Ramaswamy, S.; Krantz, W.B.; Greenberg, A.R. Poly(ethylene chlorotrifluoroethylene) membrane formation via thermally induced phase separation (TIPS). J. Membr. Sci. 2010, 362, 211–220. [Google Scholar] [CrossRef]
- Randova, A.; Bartovska, L.; Pilnacek, K.; Lanc, M.; Vopicka, O.; Matejka, P.; Izak, P.; Karaszova, M.; Macedonio, F.; Figoli, A.; et al. Sorption of organic liquids in poly (ethylene chlorotrifluoroethylene) Halar((R)) 901: Experimental and theoretical analysis. Polym. Test. 2017, 58, 199–207. [Google Scholar] [CrossRef]
- Zhou, B.; Lin, Y.K.; Ma, W.Z.; Tang, Y.H.; Tian, Y.; Wang, X.L. Preparation of Ethylene Chlorotrifluoroethylene Co-polymer Membranes via Thermally Induced Phase Separation. Chem. J. Chin. Univ. 2012, 33, 2585–2590. [Google Scholar]
- Simone, S.; Figoli, A.; Santoro, S.; Galiano, F.; Alfadul, S.M.; Al-Harbi, O.A.; Drioli, E. Preparation and characterization of ECTFE solvent resistant membranes and their application in pervaporation of toluene/water mixtures. Sep. Purif. Technol. 2012, 90, 147–161. [Google Scholar] [CrossRef]
- Pan, J.; Chen, K.; Cui, Z.L.; Bamaga, O.; Albeirutty, M.; Alsaiari, A.O.; Macedonio, F.; Drioli, E. Preparation of ECTFE Porous Membrane for Dehumidification of Gaseous Streams through Membrane Condenser. Membranes 2022, 12, 65–68. [Google Scholar] [CrossRef] [PubMed]
- Yu, H.R.; Shangguan, S.Y.; Yang, H.Y.; Rong, H.W.; Qu, F.S. Chemical cleaning and membrane aging of poly(vinylidene fluoride) (PVDF) membranes fabricated via non-solvent induced phase separation (NIPS) and thermally induced phase separation (TIPS). Sep. Purif. Technol. 2023, 313, 123488–123490. [Google Scholar] [CrossRef]
- Peng, H.; Li, K. Nanostructured membranes with interconnected pores via a combination of phase inversion and solvent crystallisation approach. J. Membr. Sci. 2023, 680, 121738–121741. [Google Scholar] [CrossRef]
- Jiang, S.H.; Qian, H.; Zhang, P.Y.; Xu, C.; Li, K.K. Facile membrane preparation strategy to reinforce permeability of polyethersulfone (PES) micro-ultrafiltration membrane for drinking water treatment. J. Mater. Res. 2023, 38, 2369–2378. [Google Scholar] [CrossRef]
- Liu, T.; Miao, J.P.; Wang, L.L.; Hu, Y.X. Structure Design and Tailoring Strategy of Polymeric Materials for Fabrication of Nanofiltration Membranes via Phase Inversion. Prog. Chem. 2023, 35, 1199–1213. [Google Scholar]
- Kleinberg, M.N.; Thamaraiselvan, C.; Powell, C.D.; Arnusch, C.J. Preserved subsurface morphology in NIPS and VIPS laser-induced graphene membranes affects electrically-dependent microbial decontamination. J. Membr. Sci. 2023, 673, 121481–121484. [Google Scholar] [CrossRef]
- Kong, X.; Shu, G.M.; Lu, X.L.; Wu, C.R.; Gai, Y. Manipulating membrane surface porosity via deep insight into surfactants during nonsolvent induced phase separation. J. Membr. Sci. 2020, 611, 118358–118363. [Google Scholar] [CrossRef]
- Aissou, K.; Mumtaz, M.; Hermida-Merino, D.; Solano, E.; Cot, D.; Tarek Benkhaled, B.; Quémener, D.; Roualdes, S.; Fleury, G.; Hadziioannou, G. Square arrays of vertically aligned nanoporous cylinders from a linear ABC triblock terpolymer. J. Polym. Sci. 2023, 61, 1259–1269. [Google Scholar] [CrossRef]
- Zuo, J.H.; Wei, C.; Cheng, P.; Yan, X.; Chen, Y.; Lang, W.Z. Breakthrough the upperbond of permeability vs. tensile strength of TIPS-prepared PVDF membranes. J. Membr. Sci. 2020, 604, 118089–118095. [Google Scholar] [CrossRef]
- Han, J.C.; Xing, X.Y.; Wang, J.; Wu, Q.Y. Preparation and Properties of Thin-Film Composite Forward Osmosis Membranes Supported by Cellulose Triacetate Porous Substrate via a Nonsolvent-Thermally Induced Phase Separation Process. Membranes 2022, 12, 412–415. [Google Scholar] [CrossRef]
- Takao, S.; Rajabzadeh, S.; Shibata, M.; Otsubo, C.; Hamada, T.; Kato, N.; Nakagawa, K.; Kitagawa, T.; Matsuyama, H.; Yoshioka, T. Preparation of Chemically Resistant Cellulose Benzoate Hollow Fiber Membrane via Thermally Induced Phase Separation Method. Membranes 2022, 12, 1199–1205. [Google Scholar] [CrossRef]
- Basko, A.V.; Pochivalov, K.V.; Yurov, M.Y.; Lebedeva, T.N.; Yushkin, A.A.; Volkov, A.V. Materials. Preparation of thermostable polypropylene membranes with a controlled structure by nonsolvent thermally induced phase separation. Polym. Plast. Technol. Mater. 2023, 62, 247–259. [Google Scholar]
- Zhao, J.; Chong, J.Y.; Shi, L.; Wang, R. Explorations of combined nonsolvent and thermally induced phase separation (N-TIPS) method for fabricating novel PVDF hollow fiber membranes using mixed diluents. J. Membr. Sci. 2019, 572, 210–222. [Google Scholar] [CrossRef]
- Ge, W.Z.; Wu, Y.; Wang, D.K.; Valix, M. Ammonia removal using thermally induced phase separation PVDF hollow fibre membrane contactors. Sep. Purif. Technol. 2023, 307, 122780–122785. [Google Scholar] [CrossRef]
- Umakoshi, K.; Gonzales, R.R.; Kato, N.; Zhang, P.F.; Ono, T.; Matsuyama, H. Effect of polymer-solvent compatibility on polyamide hollow fiber membranes prepared via thermally induced phase separation. Colloids Surf. A 2022, 642, 128704–128707. [Google Scholar] [CrossRef]
- Pan, J.; Ma, W.Y.; Huang, L.L.; Li, R.Z.; Huang, Q.L.; Xiao, C.F.; Jiang, Z.H. Fabrication and characterization of ECTFE hollow fiber membranes via low-temperature thermally induced phase separation (L-TIPS). J. Membr. Sci. 2021, 634, 119429–119433. [Google Scholar] [CrossRef]
- Pan, J.; Xiao, C.F.; Huang, Q.L.; Wang, C.; Liu, H.L. Fabrication and properties of poly(ethylene chlorotrifluoroethylene) membranes via thermally induced phase separation (TIPS). Rsc. Adv. 2015, 5, 45249–45257. [Google Scholar] [CrossRef]
- Drioli, E.; Santoro, S.; Simone, S.; Barbieri, G.; Brunetti, A.; Macedonio, F.; Figoli, A. ECTFE membrane preparation for recovery of humidified gas streams using membrane condenser. React. Funct. Polym. 2014, 79, 1–7. [Google Scholar] [CrossRef]
- Pan, J.; Xiao, C.F.; Huang, Q.L.; Liu, H.L.; Hu, J. ECTFE porous membranes with conveniently controlled microstructures for vacuum membrane distillation. J. Mater. Chem. A 2015, 3, 23549–23559. [Google Scholar] [CrossRef]
- Abdel-Hady, E.E.; El-Toony, M.M. Grafting of Vinyl Pyrrolidone/Styrene onto Ethylene/Chlorotrifluoroethylene Membrane for Proton ExchangeMembrane Fuel Cell. Electrochim. Acta 2015, 176, 472–479. [Google Scholar] [CrossRef]
- Karkhanechi, H.; Rajabzadeh, S.; Di Nicolo, E.; Usuda, H.; Shaikh, A.R.; Matsuyama, H. Preparation and characterization of ECTFE hollow fiber membranes via thermally induced phase separation (TIPS). Polymer 2016, 97, 515–524. [Google Scholar] [CrossRef]
- Ursino, C.; Simone, S.; Donato, L.; Santoro, S.; De Santo, M.P.; Drioli, E.; Di Nicolo, E.; Figoli, A. ECTFE membranes produced by non-toxic diluents for organic solvent filtration separation. RSC Adv. 2016, 6, 81001–81012. [Google Scholar] [CrossRef]
- Pan, J.; Xiao, C.F.; Huang, Q.L.; Liu, H.L.; Zhang, T. ECTFE hybrid porous membrane with hierarchical micro/nano-structural surface for efficient oil/water separation. J. Membr. Sci. 2017, 524, 623–630. [Google Scholar] [CrossRef]
- Abdel-Hamed, M.O. Styrene grafted ethylene chlorotrifluoroethylene (ECTFE-g-PSSA) protonic membranes: Preparation, characterization, and transport mechanism. Polym. Adv. Technol. 2018, 29, 658–667. [Google Scholar] [CrossRef]
- Liu, G.; Pan, J.; Xu, X.L.; Wang, Z.H.; Cui, Z.L. Preparation of ECTFE porous membrane with a green diluent TOTM and performance in VMD process. J. Membr. Sci. 2020, 612, 118735–118739. [Google Scholar] [CrossRef]
- Zhou, B.; Lin, Y.K.; Ma, W.Z.; Tian, Y.; Wang, X.L. ECTFE membranes prepared viathermally induced phase separation-selection of mixed diluent. Membr. Sci. Technol. 2013, 33, 27–32. [Google Scholar]
- Zhou, B.; Li, Q.; Tang, Y.H.; Lin, Y.K.; Wang, X.L. Preparation of ECTFE membranes with bicontinuous structure via TIPS method by a binary diluent. Desalination Water Treat. 2016, 57, 17646–17657. [Google Scholar] [CrossRef]
- Dai, Z.Z.; Liu, H.; Yu, S.Y.; Zhong, G.Y.; Zhang, Y.Z.; Gao, L.N. Investigation on Thermal Stability of ECTFE in Machining Process. Z. Chem. Ind. 2017, 48, 1–3. [Google Scholar]
- Figoli, A.; Marino, T.; Simone, S.; Di Nicolo, E.; Li, X.M.; He, T.; Tornaghi, S.; Drioli, E. Towards non-toxic solvents for membrane preparation: A review. Green Chem. 2014, 16, 4034–4059. [Google Scholar] [CrossRef]
- Li, Q.Q.; He, W.Y.; Li, W.R.; Luo, S.L.; Zhou, M.H.; Wu, D.C.; Li, Y.; Wu, S.Y. Band-Aid-Like Self-Fixed Barrier Membranes Enable Superior Bone Augmentation. Adv. Sci. 2023, 10, 2206981–2206987. [Google Scholar] [CrossRef] [PubMed]
- Qin, J.; Ziemann, E.; Bar-Zeev, E.; Bone, S.E.; Liang, Y.Z.; Mauter, M.S.; Herzberg, M.; Bernstein, R. Microporous Polyethersulfone Membranes Grafted with Zwitterionic Polymer Brushes Showing microfiltration Permeance and Ultrafiltration Bacteriophage Removal. ACS Appl. Mater. Interfaces 2023, 15, 18343–18353. [Google Scholar] [CrossRef]
- Lee, J.Y.; Cho, Y.H.; Nam, S.E.; Kim, I.C.; Park, H.B.; Park, Y.I.; Bae, S.H.B.; Yoo, Y.M. Surface modification of a PVDF membrane by co-grafting hydroxyl and zwitterionic polymers to enhance wettability and antifouling property. J. Appl. Polym. Sci. 2023, 140, 54365–54371. [Google Scholar] [CrossRef]
- Gisbert Roca, F.; Martínez-Ramos, C.; Ivashchenko, S.; García-Bernabé, A.; Compañ, V.; Monleón Pradas, M. Polylactic Acid Nanofiber Membranes Grafted with Carbon Nanotubes with Enhanced Mechanical and Electrical Properties. ACS Appl. Polym. Mater. 2023, 5, 6081–6094. [Google Scholar] [CrossRef]
- Katare, A.; Sharma, S.; Horo, H.; Bhowmick, S.; Kundu, L.M.; Mandal, B. An investigation on the effects of both amine grafting and blending with biodegradable chitosan membrane for CO2 capture from CO2/N2 gas mixtures. Chem. Eng. J. 2023, 466, 143215–143221. [Google Scholar] [CrossRef]
- Roggi, A.; Guazzelli, E.; Resta, C.; Agonigi, G.; Filpi, A.; Martinelli, E. Vinylbenzyl Chloride/Styrene-Grafted SBS Copolymers via TEMPO-Mediated Polymerization for the Fabrication of Anion Exchange Membranes for Water Electrolysis. Polymers 2023, 15, 1822–1826. [Google Scholar] [CrossRef]
- Li, Q.; Liu, Y.H.; Jia, Y.L.; Ji, Y.H.; Yan, F.; Li, J.X.; Mohammad, Y.; He, B.Q. High performance Li+/Mg2+ separation membrane by grafted short chain amino-rich monomers. J. Membr. Sci. 2023, 677, 121634–121640. [Google Scholar] [CrossRef]
- Santoro, S.; Drioli, E.; Figoli, A. Development of Novel ECTFE Coated PP Composite Hollow-Fiber Membranes. Coatings 2016, 6, 40–43. [Google Scholar] [CrossRef]
- Astrene, T.T.; Technology, L. Halar ECTFE coating system from Solvay. Surf. Coat. Int. 2019, 102, 66. [Google Scholar]
- Yang, H.; Li, C.Y.; Li, B.W.; He, X.J.; Zhang, Y.B. (MgCoNiCuZn)O-coated ceramic membrane: Preparation, microstructure, and properties. Mater. Chem. Phys. 2023, 306, 128018–128024. [Google Scholar] [CrossRef]
- Zhou, Q.; Zhao, P.; Xu, R.M.; Wang, Z.W.; Song, W.L.; Wang, X.H. Porous graphene oxide surface-coated thin-film composite membrane for simultaneously increasing permeation performance and organic-fouling migration capacities. J. Membr. Sci. 2022, 661, 120942–120948. [Google Scholar] [CrossRef]
- Liu, Z.; Zhao, L.H.; Ye, H.X.; Wang, Z.Y.; Chen, Y.H.; Li, Y.X.; Liu, L.P.; Guo, Y.L.; Chen, Y.; Niu, Q.J. Highly anions-selective polyamide nanofiltration membrane fabricated by rod-coating assisted interfacial polymerization. J. Membr. Sci. 2023, 668, 121273–121277. [Google Scholar] [CrossRef]
- Li, Y.M.; Sun, S.W. Multilayer-coated hydrogel membranes with comprehensive fouling resistance and stability for wastewater treatment. J. Ind. Eng. Chem. 2022, 114, 134–141. [Google Scholar] [CrossRef]
- Koch, S.; Metzler, L.; Kilian, S.K.; Heizmann, P.A.; Lombeck, F.; Breitwieser, M.; Vierrath, S. Toward Scalable Production: Catalyst-Coated Membranes (CCMs) for Anion-Exchange Membrane Water Electrolysis via Direct Bar Coating. Adv. Sustain. Syst. 2023, 7, 2200332–2200339. [Google Scholar] [CrossRef]
- Li, S.; Meng, H.; Wang, H.H.; Vrouwenvelder, J.S.; Li, Z.Y. A sacrificial protective layer as fouling control strategy for nanofiltration in water treatment. Water Res. 2022, 219, 118554–118557. [Google Scholar] [CrossRef]
- Anari, Z.; Sengupta, A.; Wickramasinghe, S.R. Surface Oxidation of Ethylenechlorotrifluoroethylene (ECTFE) Membrane for the Treatment of Real Produced Water by Membrane Distillation. Int. J. Environ. Res. Public Health 2018, 15, 1561–1563. [Google Scholar] [CrossRef]
- Li, Z.H.; Zhang, H.; Chen, H.P. Application of transport membrane condenser for recovering water in a coal-fired power plant: A pilot study. J. Clean. Prod. 2020, 261, 121229–121236. [Google Scholar] [CrossRef]
- de Vega, M.; Venegas, M.; García-Hernando, N. Performance of an air-cooled membrane based microchannel desorber-condenser working with LiBr-water. Appl. Therm. Eng. 2024, 236, 121442–121447. [Google Scholar] [CrossRef]
- Feng, L.J.; Zhai, R.R.; Zhao, Y.X.; Qian, Z.H.; Wei, Q. Integrated optimization of coal-fired power plant and CO2 capture system coupled with membrane condenser for recovering flue gas hydrothermal energy. Energy Convers. Manag. 2023, 278, 116689–116694. [Google Scholar] [CrossRef]
- Alawad, S.M.; Lawal, D.; Khalifa, A.E. Optimization of the design and operating parameters of a large-scale vacuum membrane distillation system to improve process performance. J. Water Process Eng. 2023, 56, 104369–104373. [Google Scholar] [CrossRef]
- Huang, J.G.; Chen, H.P.; Yang, J.H.; Du, Z.W.; Zhang, H.; Li, Z.H. Enhancing performance of ceramic membranes for recovering water and heat from flue gas. Chem. Eng. Res. Des. 2023, 192, 208–222. [Google Scholar] [CrossRef]
- Rosner, F.; Chan, C.Y.; Paul, B.; Samuelsen, S. Nano-porous transport membrane condenser for flue gas water recovery: Modeling and parametric membrane design analysis. Int. J. Therm. Sci. 2023, 192, 108365–108369. [Google Scholar] [CrossRef]
- Al-rifai, S.; Cao, Y.D. Multiphase modeling of heat and mass transfer inside transport membrane condenser (TMC) tube bundle. Int. J. Heat. Mass Tran. 2023, 214, 124429–124436. [Google Scholar] [CrossRef]
- Kim, J.F.; Park, A.; Kim, S.J.; Lee, P.; Cho, Y.; Park, H.; Nam, S.; Park, Y. Harnessing Clean Water from Power Plant Emissions Using Membrane Condenser Technology. ACS Sustain. Chem. Eng. 2018, 6, 6425–6433. [Google Scholar] [CrossRef]
- Macedonio, F.; Brunetti, A.; Barbieri, G.; Drioli, E. Membrane Condenser as a New Technology for Water Recovery from Humidified “Waste” Gaseous Streams. Ind. Eng. Chem. Res. 2013, 52, 1160–1167. [Google Scholar] [CrossRef]
- Wang, Y.B.; Liu, X.; Ge, J.; Li, J.; Jin, Y. Distillation performance in a novel minichannel membrane distillation device. Chem. Eng. J. 2023, 462, 142335–142343. [Google Scholar] [CrossRef]
- Wu, Z.Q.; Guo, F. Finned Tubular Air Gap Membrane Distillation. Membranes 2023, 13, 498–503. [Google Scholar] [CrossRef]
- Huang, J.; He, Y.R.; Hui, S.Y.; Wang, M.H.; Tang, T.Q. A review of membrane distillation enhancement via thermal management and molecular transport through nanomaterial-based membranes. Sci. China Technol. Sci. 2023, 66, 1662–1682. [Google Scholar] [CrossRef]
- Shah, P.; Hou, Y.M.; Butt, H.J.; Kappl, M. Nanofilament-Coated Superhydrophobic Membranes Show Enhanced Flux and Fouling Resistance in Membrane Distillation. ACS Appl. Mater. Interfaces 2023, 15, 55119–55128. [Google Scholar] [CrossRef]
- Xiang, J.; Wang, S.T.; Chen, N.L.; Wen, X.T.; Tian, G.Y.; Zhang, L.; Cheng, P.G.; Zhang, J.P.; Tang, N. Study on Low Thermal-Conductivity of PVDF@SiAG/PET Membranes for Direct Contact Membrane Distillation Application. Membranes 2023, 13, 773–780. [Google Scholar] [CrossRef] [PubMed]
- Zhang, X.; Koirala, R.; Pramanik, B.; Fan, L.H.; Date, A.; Jegatheesan, V. Challenges and advancements in membrane distillation crystallization for industrial applications. Environ. Res. 2023, 234, 116577–116585. [Google Scholar] [CrossRef] [PubMed]
- Liu, T.; Tang, Q.J.; Lu, T.; Zhu, C.; Li, S.D.; Zhou, C.L.; Yang, H. Metal–Organic Frameworks-Based Membranes with Special Wettability for Oil–Water Separation: A Review. Coatings 2023, 13, 1241–1249. [Google Scholar] [CrossRef]
- Sun, Q.; Du, J.C.; Wang, L.H.; Yao, A.Y.; Song, Z.Y.; Liu, L.H.; Cao, D.; Ma, J.; Lim, W.W.; He, W.; et al. Smart superwetting COF membrane for controllable oil/water separation. Sep. Purif. Technol. 2023, 317, 123825–123831. [Google Scholar] [CrossRef]
- Yin, Z.Z.; Li, M.; Li, Z.H.; Deng, Y.T.; Xue, M.S.; Chen, Y.H.; Ou, J.F.; Lei, S.; Luo, Y.D.; Xie, C. A harsh environment resistant robust Co(OH)2@stearic acid nanocellulose-based membrane for oil-water separation and wastewater purification. J. Environ. Manag. 2023, 342, 118127–118136. [Google Scholar] [CrossRef]
- Chen, N.; Chen, S.A.; Yin, H.; Zhu, B.F.; Liu, M.Y.; Yang, Y.M.; Zhang, Z.; Wei, G.Y. Durable underwater super-oleophobic/super-hydrophilic conductive polymer membrane for oil-water separation. Water Res. 2023, 243, 120333–120339. [Google Scholar] [CrossRef]
- Mo, J.P.; Wang, Y.; Lin, J.H.; Ke, Y.M.; Zhou, C.H.; Wang, J.R.; Wen, J.X.; Gan, F.; Wang, L.H.; Ma, C.P. Polylactic acid/multi-wall carbon nanotubes composite fibrous membrane and their applications in oil-water separation. Surf. Interfaces 2023, 39, 102908–102917. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Author | Polymer Type | Diluent Type | Diluent Boiling Point (°C) | Membrane Type | Membrane Process | Year |
|---|---|---|---|---|---|---|
| Ramaswamy [11] et al. | HALAR®901 | Dibutyl phthalate (DBP) | 337 | Flat | - | 2002 |
| Roh [12] et al. | HALAR®901 | Dibutyl phthalate (DBP) | 337 | Flat | - | 2010 |
| Simone [15] et al. | HALAR®901 | 1-methyl-2-pyrrolidinone (NMP) | 202 | Flat | Pervaporation | 2012 |
| Drioli [33] et al. | HALAR®901 | Glyceryl triacetate (GTA) | 258 | Flat | Membrane condenser | 2014 |
| Pan [34] et al. | HALAR®902 | Diethyl adipate (DEHA)/diethyl phthalate (DEP) | 247/294 | Flat | Membrane distillation | 2015 |
| Abdel-Hady [35] et al. | Commercial ECTFE membrane | Grafting of vinyl pyrrolidone (NVP)/styrene | - | Flat | Fuel cell | 2015 |
| Zhou [14] et al. | HALAR®902 | Dibenzylidene sorbitol (DBS)/triphenyl phosphate (TPP) | 549/412 | Hollow fiber | - | 2012 |
| Matsuyama [36] et al. | HALAR®901 | Diethyl phthalate (DEP) and glyceryl triacetate (GTA) | 294/258 | Hollow fiber | - | 2016 |
| Ursino [37] et al. | LMPECTFE | Diethyl phthalate (DEP) | 294 | Flat | Organic-solvent filtration separation | 2016 |
| Pan [38] et al. | HALAR®902 | Diethyl adipate (DEHA)/diethyl phthalate (DEP) | 247/294 | Flat | Oil/water separation | 2017 |
| Abdel-Hamed [39] et al. | ECTFE-g-PSSA | - | - | Flat | Proton exchange membrane fuel cells (PEMFC) | 2018 |
| Xu [5] et al. | HALAR®902 | Acetyl tributyl citrate (ATBC) | 327 | Flat | Membrane distillation | 2019 |
| Liu [40] et al. | HALAR®902 | Trioctyl trimellitate (TOTM) | 414 | Flat | Membrane distillation | 2020 |
| Substance | Molar Volume (cm3·mol−1) | Solubility Parameter (MPa1/2) | Flory–Huggins Interaction Parameter/χ |
|---|---|---|---|
| Ethylene-chlorotrifluoroethylene (ECTFE) | - | 17 | - |
| Dimethyl phthalate (DMP) | 163.46 | 22 | 1.80 |
| Diethyl phthalate (DEP) | 198.78 | 21 | 1.22 |
| Dibutyl phthalate (DBP) | 267.12 | 20 | 0.85 |
| P-bromobenzenesulfonyl (BS) | 387.03 | 18 | 0.37 |
| Dibenzylidene sorbitol (DBS) | 365.59 | 18 | 0.34 |
| Substance | Molar Volume (cm3·mol−1) | Solubility Parameter (MPa1/2) | Flory–Huggins Interaction Parameter/χ |
|---|---|---|---|
| Dibenzylidene sorbitol (DBS) | 337 | 19 | 0.64 |
| Hexamethylenediaminocarbamat (HDC) | 299 | 18 | 0.37 |
| Amine oxide (OA) | 316 | 19 | 0.84 |
| Triphenyl phosphate (TPP) | 262 | 19 | 0.65 |
| Triethylene glycol (TEG) | 173 | 20 | 0.97 |
| Solvent | DG (%) |
|---|---|
| Chloroform | 8 |
| Tetrahydrofuran | 8 |
| 1,2-dichloroethane | 9 |
| Toluene | 11 |
| Methanol + methylene chloride 1:1 | 21.3 |
| ECTFE Concentrations | Average Pore Size (nm) | Porosity (%) |
|---|---|---|
| 20 | 472 ± 20.3 | 65.2 ± 4.5 |
| 25 | 327 ± 18.2 | 58.5 ± 3.3 |
| 30 | 316 ± 19.3 | 50.1 ± 2.1 |
| 40 | 115 ± 10.9 | 31.9 ± 2.5 |
| Quenching Temperature | Average Pore Size (nm) | Porosity (%) |
|---|---|---|
| 20 | 316 ± 19.3 | 50.1 ± 2.1 |
| 40 | 239 ± 15.6 | 55.6 ± 2.3 |
| 60 | 223 ± 11.5 | 52.8 ± 3.3 |
| 80 | 153 ± 10.8 | 55.2 ± 3.6 |
| Reference | Diluent | Application | Permeation Flux (L/(m2.h)) | Salt Rejection (%) | Feed Solution | Feed Inlet Temperature (°C) |
|---|---|---|---|---|---|---|
| [34] | Diethyl adipate (DEHA)/diethyl phthalate (DEP) | Vacuum membrane distillation (VMD) | 16.7 | 99.9 | 3.5% Wt NaCl solution | 80 |
| [5] | Acetyl tributyl citrate (ATBC) | Vacuum membrane distillation (VMD) | 22.3 | 99.9 | 3.5% Wt NaCl solution | 80 |
| Membrane | Average Pore Size (μm) | Porosity (%) |
|---|---|---|
| L2 | 0.03 | 69.5 |
| M2 | 0.01 | 56 |
| N2 | 0.01 | 42.3 |
| Sample | ECTFE (Wt.%) | DEHA (Wt.%) | DEP (Wt.%) | SiO2 | Average Pore Size (nm) | Porosity (%) |
|---|---|---|---|---|---|---|
| M-S0 | 20 | 18 | 62 | 0 | 543 | 74 |
| M-S2 | 20 | 18 | 62 | 2 | 375 | 72 |
| M-S4 | 20 | 18 | 62 | 4 | 242 | 71 |
| M-S6 | 20 | 18 | 62 | 6 | 191 | 71 |
| M-S8 | 20 | 18 | 62 | 8 | 123 | 67 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liao, Z.; Wang, Q.; Zhou, Q.; Cui, Z.; Wang, Z.; Drioli, E. Preparation, Modification, and Application of Ethylene-Chlorotrifluoroethylene Copolymer Membranes. Membranes 2024, 14, 42. https://doi.org/10.3390/membranes14020042
Liao Z, Wang Q, Zhou Q, Cui Z, Wang Z, Drioli E. Preparation, Modification, and Application of Ethylene-Chlorotrifluoroethylene Copolymer Membranes. Membranes. 2024; 14(2):42. https://doi.org/10.3390/membranes14020042
Chicago/Turabian StyleLiao, Zhangbin, Qian Wang, Qiuyueming Zhou, Zhaoliang Cui, Zhaohui Wang, and Enrico Drioli. 2024. "Preparation, Modification, and Application of Ethylene-Chlorotrifluoroethylene Copolymer Membranes" Membranes 14, no. 2: 42. https://doi.org/10.3390/membranes14020042
APA StyleLiao, Z., Wang, Q., Zhou, Q., Cui, Z., Wang, Z., & Drioli, E. (2024). Preparation, Modification, and Application of Ethylene-Chlorotrifluoroethylene Copolymer Membranes. Membranes, 14(2), 42. https://doi.org/10.3390/membranes14020042