The CFD simulation results of the developed models will be presented and discussed in this section. The membrane permeation performance without reaction will first be tested for validation. The advantages and disadvantages of the isothermal and adiabatic operations will then be compared.
3.4.1. Geometry and Modification
According to Equation (14), the oxygen permeability is determined by temperature , membrane thickness and oxygen pressure on both sides of the membrane and , as well as external factors such as flow rates of air and fuel. In order to separately demonstrate the permeation process, the dependence of the oxygen permeation rate on the above parameters will be assessed without adding chemical reactions in the fuel zone. Afterward, chemical reactions will be enabled at various methane flow rates to clarify the influence of the reaction on the permeation rate of oxygen, which will be compared with the case without a reaction. The results are shown below.
At
and atmospheric pressure, with an airflow rate of
and fuel flow rate of
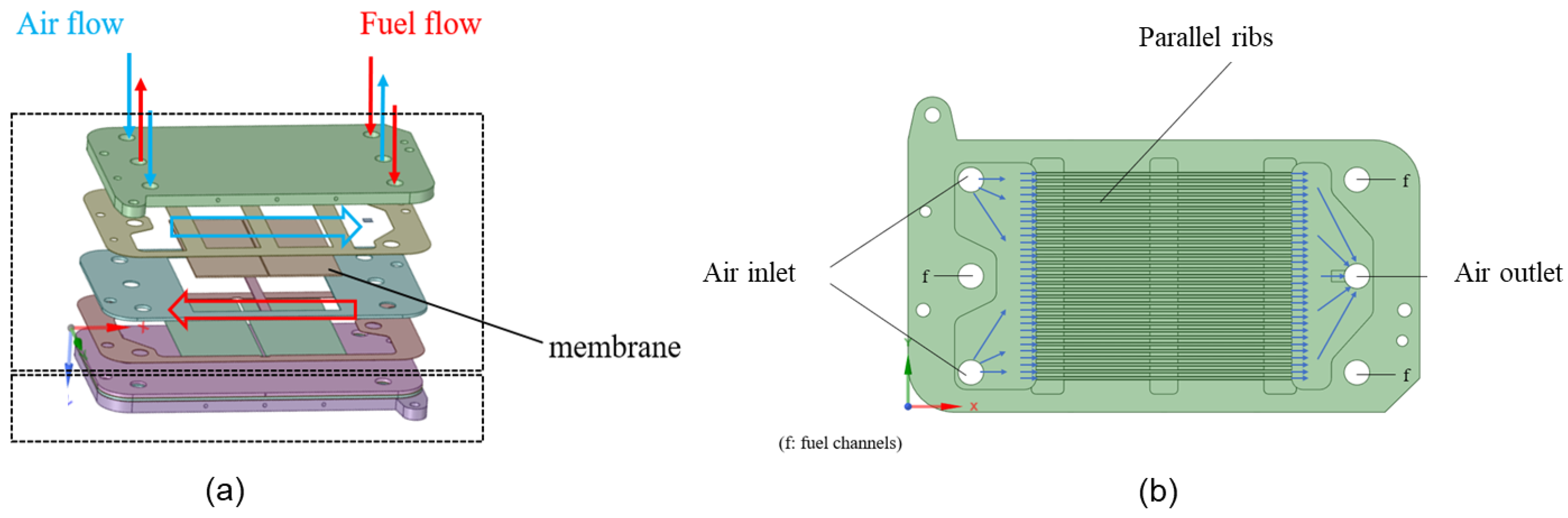
, the distribution of the oxygen mass fraction in the reactor is shown in
Figure 4. The changes in oxygen concentration only take place on each side of the membranes. The oxygen mass fraction in the air zone (
Figure 4a) continuously decreases along the membrane surfaces in the stream’s direction. But in the fuel zone (
Figure 4b), along the membrane surfaces in the stream direction, the oxygen fraction continuously increases.
The dependence of the oxygen permeation rate on the temperature is shown in
Figure 5. It should be noted that the plotted values in the figure are the surface-averaged oxygen permeation rates. The simulations are performed with a sufficiently high airflow rate so that enough oxygen can be supplied over the entire temperature range. The simulation results suggest that the relationship between the permeation flux and temperature follows a power-law form. The flux increases slowly at temperatures below 1100 K, above which the flux increases much faster. This is mainly determined by the surface exchange rates
and
, and the oxygen vacancy diffusion coefficient
in Equation (14), which are strongly related to temperature. The oxygen permeation fluxes obtained at different temperatures are within a reasonable range compared with the reported experimental data on LSCF membranes [
24,
27,
29,
30].
Next, the dependence of the oxygen permeation rate on the airflow is studied and shown in
Figure 6. The simulations were carried out at
with a constant fuel flow rate of
. The permeation flux increases very quickly at low airflow rates and then reaches a maximum value when the airflow rate is higher than
. This characteristic shows good agreement with the experimental results reported by Luo et al. [
31]. This is because, under extremely low airflow rates, the concentration and partial pressure of oxygen in the air zone drop rapidly during permeation, which is the limiting factor to the flux. At this time, increasing the feed airflow rate is effective in boosting the oxygen pressure
in the air zone, thereby rapidly increasing the permeability. At higher airflow rates, however, due to sufficient oxygen content in the air, the limiting factor is transferred to the membrane itself. At this point, further increasing the amount of air has little effect on the permeation flux.
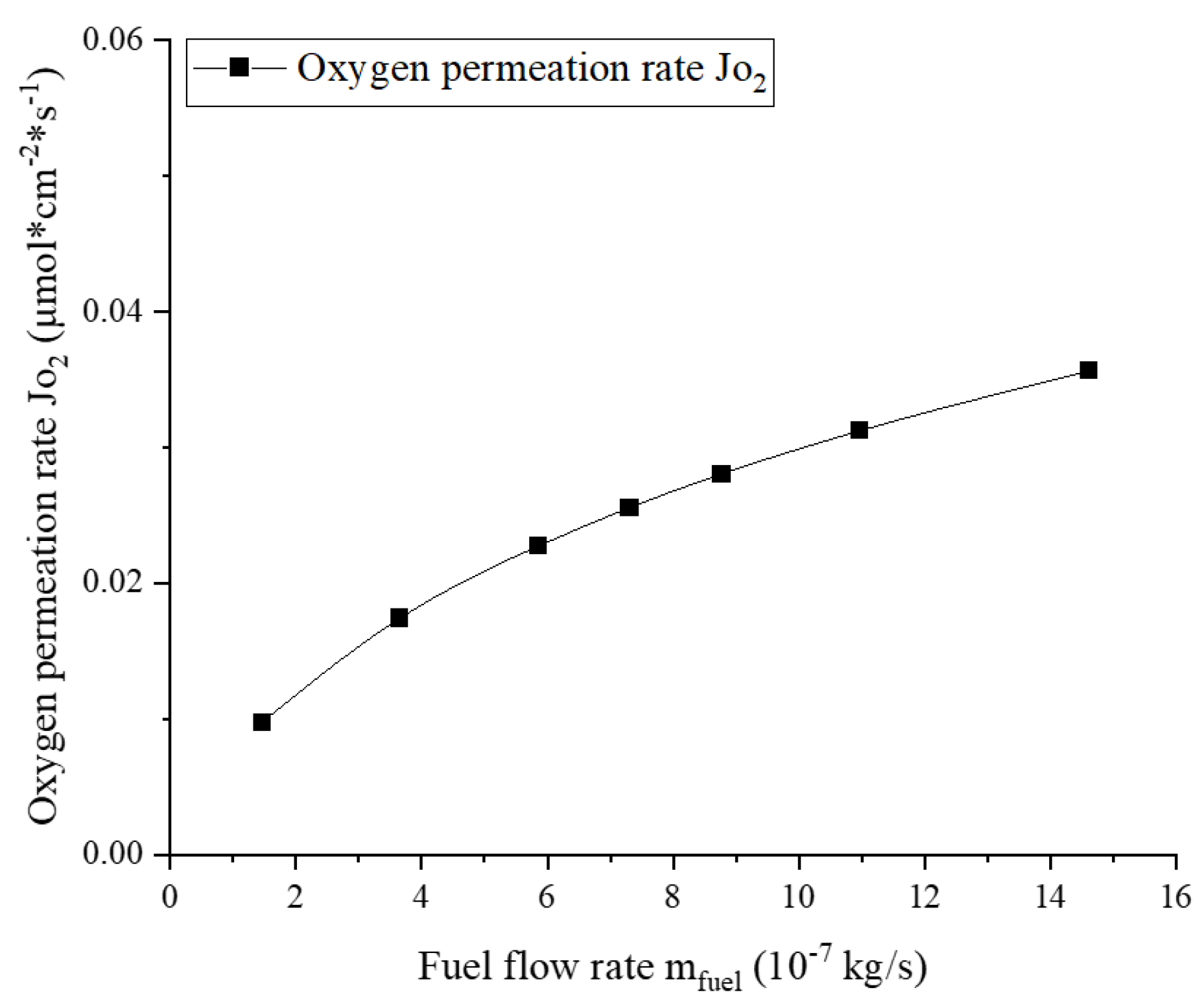
Similarly, the dependence of the oxygen permeation rate on the fuel flow is displayed in
Figure 7. The simulations were carried out at
with a relatively higher airflow rate of
. The simulation results show that the oxygen permeation rate increases with the fuel flow rate. This is because the increased fuel stream will reduce the oxygen concentration on the permeate side and thereby reduce the oxygen pressure
. This characteristic has also been confirmed by Hong et al. [
19] and Habib et al. [
32].
3.4.3. Isothermal Operation
As previously noted, the oxygen permeation rate varies strongly with temperature. A moderate temperature of
was selected as the operating temperature of the reactor, which is also a reasonable value in the literature from
–
[
9,
33,
34]. In the following content, the properties arising from the isothermal operation of the reactor under different methane flow rates will be presented, including the product composition, methane conversion, and CO selectivity, as well as average volumetric reaction rates and species distribution in the reactor.
The stoichiometric ratio of fuel to oxygen has a major impact on the reactions, and this is also true in membrane reactors. However, as previously noted, the oxygen permeation flux also changes with the fuel flow rate, so the stoichiometric ratio of fuel to oxygen is not completely linear with respect to the amount of fuel. Therefore, the relationship between the fed methane to the permeated oxygen molar ratio and methane flow rate must first be analyzed.
Figure 9 shows the fed methane to permeated oxygen molar ratio under different methane flow rates in the reactor. The dependence of the oxygen permeation rate on the methane flow rate is also expressed. The oxygen permeation rate increases with the methane flow rate, which is consistent with the analysis presented in the previous section. But the increased rate of permeated oxygen is very moderate, especially at higher methane flow rates, compared to the increase in the methane stream. Therefore, increasing the methane flow rate will still lead to an almost linear increase in the fed methane to the permeated oxygen molar ratio.
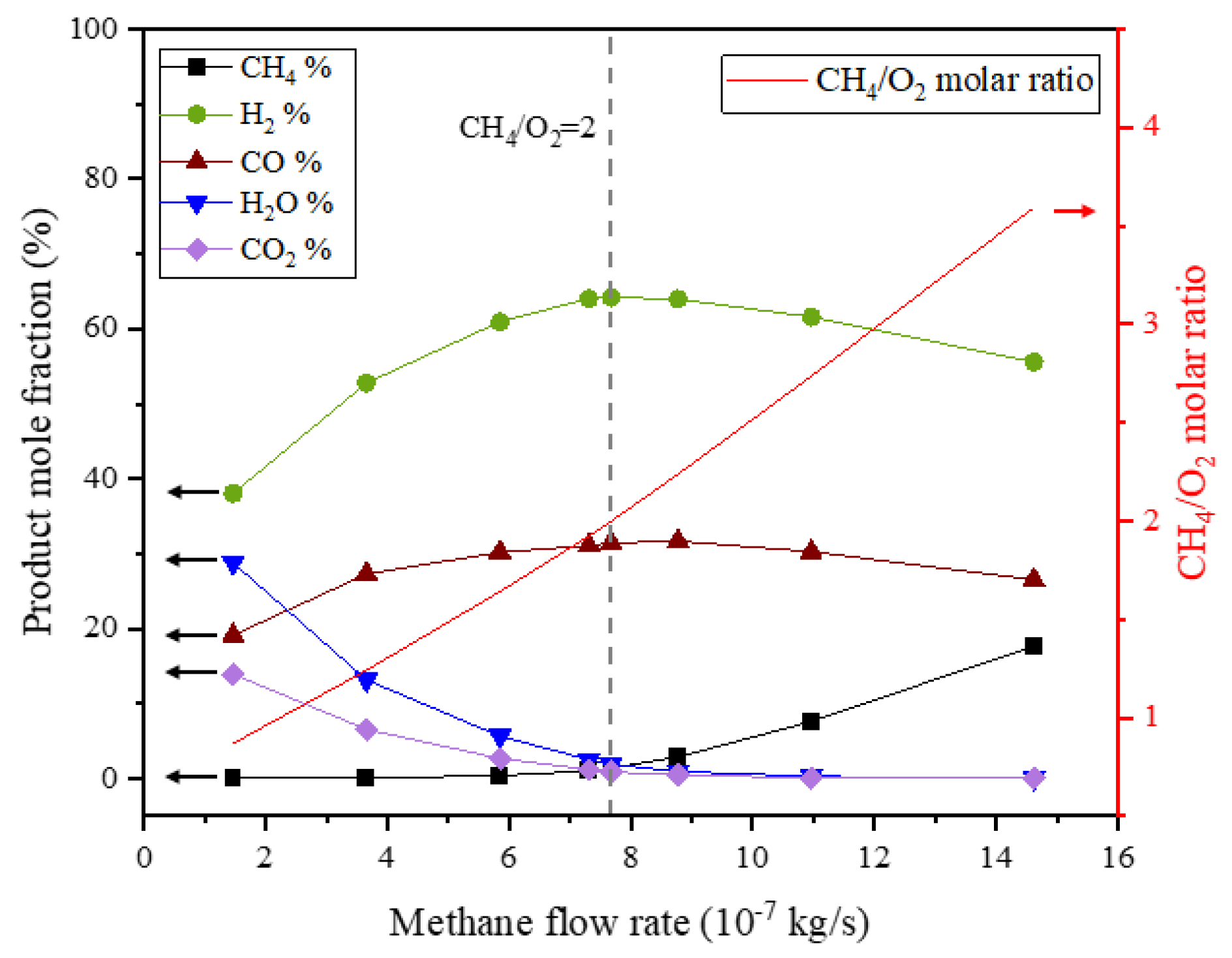
The changes in the methane flow rate lead to different product compositions in the reactor outlet, as shown in
Figure 10. In all simulation cases, the oxygen was almost completely consumed, so it is not present in the product composition. The simulation results show that when the methane flow rate is relatively low, and the molar ratio of fed methane to permeated oxygen is less than 2.0, the increased methane flow rate leads to increases in CO and H
2 in the product composition and consequently to decreases in CO
2 and H
2O, as the increased methane stream promotes reforming reactions. When the methane flow rate is relatively high, and the molar ratio of fed methane to permeated oxygen is greater than 2.0, the concentration of CO
2 and H
2O in the product further decreases with the increased methane stream. The increased methane flow rate simultaneously leads to a decrease in CO and H
2 and an increase in methane in the product composition resulting from the dilution of the excess methane.
Combining the simulation results with the reaction equations, the product composition can be predicted based on the stoichiometric ratio of methane to oxygen. The prediction shows that when methane is excessive, partial oxidation will mainly occur in the reactor in the generation of CO and H2, and excessive methane will also exist in the product. When methane is insufficient, methane combustion will occur. At this time, the main products are CO2, H2O, and excess oxygen. When the methane-to-oxygen ratio is between 0.5 and 2.0, both reactions will dominate, and the product will be mainly composed of CO, H2, CO2, and H2O. Since this reactor is developed for the production of syngas, it is worth discussing when the methane-to-oxygen ratio is 0.5–2.0 or greater than 2.0, which is also the focus of this section.
The species distribution in the fuel zone is more vividly visualized by the contours in
Figure 11, which is obtained at a molar ratio of fed methane to permeated oxygen of 2.0. Because of a relatively sufficient methane feed, its mass fraction is not reduced to a low level until it reaches the middle of the fuel zone, during which the permeated oxygen is immediately consumed. After that, the consumption rate of the permeated oxygen slowed down, but the reverse process of the reforming reactions also generated methane, so the oxygen was also completely consumed. During the whole process, the mass fractions of H
2 and CO both increase almost continuously due to the high methane feed. CO
2 and H
2O show very similar trends, with both being produced in small amounts at the membrane surface close to the outlet, as the complete oxidation of methane is predominant at this location.
Methane conversion and CO selectivity are two important parameters for evaluating the performance of the membrane reactors, which are defined as follows:
where
and
represent the methane molar flow at the reactor inlet and outlet.
is the production rate of carbon monoxide at the reactor outlet.
Figure 12 displays the methane conversion and CO selectivity in the above simulation, of which the molar ratio of fed methane to permeated oxygen is simultaneously expressed as a reference. The simulation results indicate that the increased methane stream continuously leads to a decrease in the methane conversion rate and an increase in CO selectivity, which is due to the increasing dominance of the reforming reactions. In particular, when the molar ratio of fed methane to permeated oxygen corresponded to the reactants’ stoichiometric ratio, namely 2.0, both the methane conversion rate and CO selectivity achieved relatively high levels, of
and
, respectively. According to Jin et al. [
35], who conducted an experiment on the partial oxidation of methane using a membrane reactor with the same LSCF membrane and Ni/Al
2O
3 catalyst, the methane conversion rate and CO selectivity achieved more than
and over
, respectively, at temperatures between
and
and under a methane-to-oxygen ratio of around 2.0, which is highly consistent with the simulation results in this work, and so the results are considered reliable.
3.4.4. Adiabatic Operation
Because of the limitation of membrane materials and the requirements of the reactions, the temperature distribution in the reactor is an important parameter in adiabatic operation. This section will simulate selected cases of adiabatic operation and then propose strategies for controlling the temperature.
The temperature distribution of the reactor with both air and methane inlet temperature of
under adiabatic conditions with an airflow rate of
and a fuel flow rate of
is shown in
Figure 13.
It can be seen that under these operating conditions, the maximum temperature in the reactor reaches
, which exceeds the maximum allowable membrane temperature of
[
19]. During further simulations, it was found that increasing the airflow rate or decreasing the methane stream can lead to a decrease in both reactor’s maximum temperature and the fuel zone outlet temperature. In other words, although the maximum temperature in the reactor can be lowered to a temperature range suitable for the membrane, the reaction temperature will also be lowered at the same time, which will result in relatively low reaction rates. Therefore, the difference between the maximum temperature and outlet temperature in the fuel zone is expected to be reduced. At the same time, it is found that the lower fuel outlet temperature is due to the huge temperature difference between the fuel and air zones on both sides of the membrane, and the air heating takes away a lot of the reaction heat from the fuel zone. Therefore, the air feed temperature must be increased to reduce the temperature difference in the reactor, and the airflow rate must also be increased so that the temperature rise will be reduced, which helps reduce the maximum temperature in the reactor.
Based on the above results, the temperature of the feed air and fuel is adjusted to
, and the airflow rate is increased to control the temperature in the reactor.
Figure 14 shows the maximum and outlet temperature in the fuel zone with both the air and methane feed temperature of
under different airflow rates. It can be seen that when the feed temperature is
, the temperature difference in the fuel zone is significantly smaller compared to that at
. In addition, the maximum and outlet temperature of the fuel zone decreases with the increasing air stream because the increased air quantity has improved the heat capacity of the heat removal and better cooling. However, it must be noted that the maximum allowable membrane temperature (1273 K) is taken as a reference for this analysis. In practice, the original reactor for SOC can withstand a maximum of 1100 K, which allows only isothermal operation according to the results of our simulations. In order to realize the adiabatic operation with the existing reactor geometry, either the reactor materials have to be adapted to higher temperatures for partial oxidation operation, or the feed inlet temperatures have to be reduced at the expense of poorer reactor performance.
When the airflow rate reaches
, the maximum temperature in the fuel zone is within the allowable temperature range of the membrane, and so the operation of the reactor under this condition is feasible. Overall, the temperature of the air zone in
Figure 15a gradually increases along the airflow direction in the reacting area, which is caused by the heating of the fuel zone. In
Figure 15b, it can be seen that the temperature of the fuel zone continues to decrease before it arrives at the membrane location as a result of the reforming reactions. When the fuel stream just contacts the membrane surface, due to the permeated oxygen, the complete oxidation of methane is dominant. A large amount of heat is released, and therefore the maximum temperature of
in the reactor is obtained at that location. Afterward, due to more reforming reactions in the fuel zone and air cooling in the air zone, the temperature decreases continuously. At the outlet of the fuel zone, the product temperature is stable at
. It should be noted that due to the relatively high temperature of the feed air, the oxygen permeation rate is high at all membrane locations, which leads to a high degree of utilization of the membrane.
Yet, compared with the isothermal operation, the share of complete oxidation of methane in the reactor increased due to high local temperature, resulting in decreases of CO and H
2 and increases of the CO
2 and H
2O fraction in the product.
Table 7 presents the product composition, methane conversion rate, and CO selectivity under the above operating conditions. It can be seen that in addition to syngas, there was a large amount of CO
2 and H
2O in the product. Although methane was almost completely converted, the CO selectivity only reached around
. Therefore, the performance of the reactor during adiabatic operation is worse than that during isothermal operation.
However, the adiabatic simulation provided the operational possibility of the reactor without external temperature control. Assuming that an external heat exchanger is applied, it is theoretically feasible to heat the inlet airflow from room temperature to using the heat of the outlet air stream, and the heat of reaction product can also be used for fuel preheating, and therefore the reactor can potentially be operated without external energy input.
Table 8 compares the performance of the reactor in isothermal and adiabatic operations. The methane flow rate during adiabatic operation is significantly lower than during isothermal operation in order to avoid runaway temperatures. A lower methane flow rate and moderate temperature result in a lower oxygen permeation rate during adiabatic operation. Since an increased share of complete oxidation of methane takes place in the fuel zone during adiabatic operation, the CO selectivity is significantly lower than during isothermal operation. Although the performance of the adiabatic operation is poorer, it imposes no requirements on the external temperature control, and the conditions are easier to achieve during actual operation.




 ,
, 













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}