

Tuning the Morphology and Gas Separation Properties of Polysulfone Membranes

Abstract
1. Introduction
2. Experimental
2.1. Materials
2.2. Membrane Preparation
2.3. Scanning Electron Microscopy
2.4. Gas Permeation Measurements
3. Results and Discussion
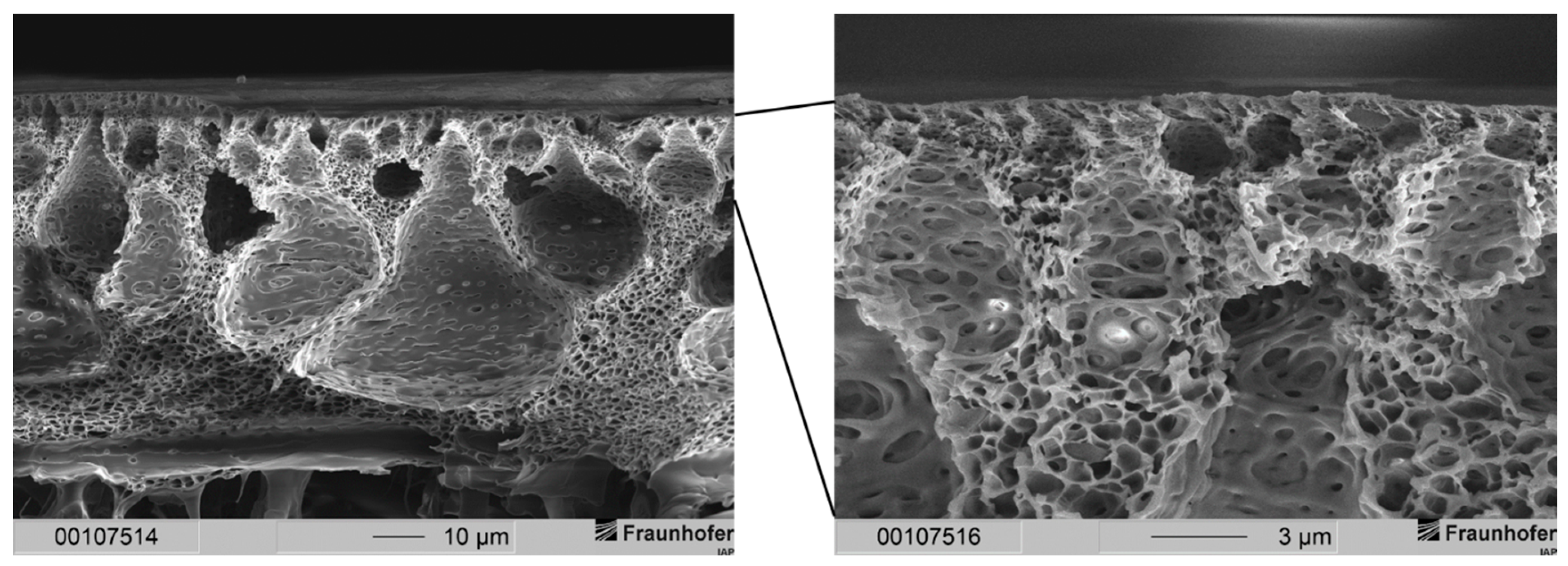
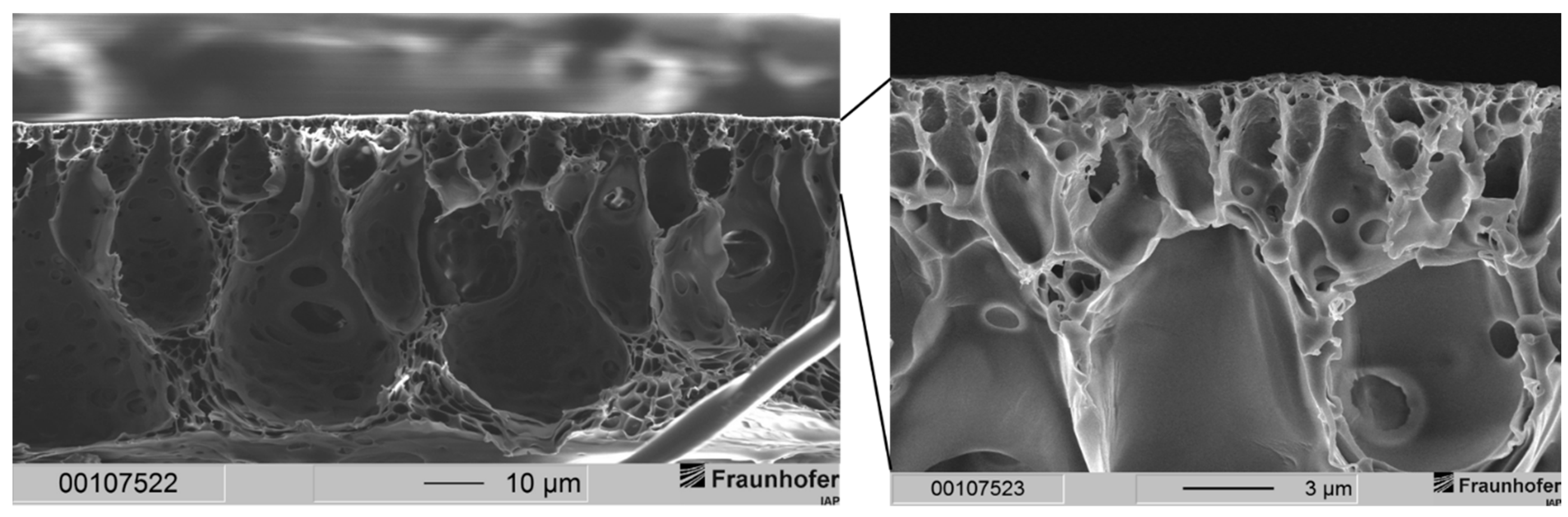
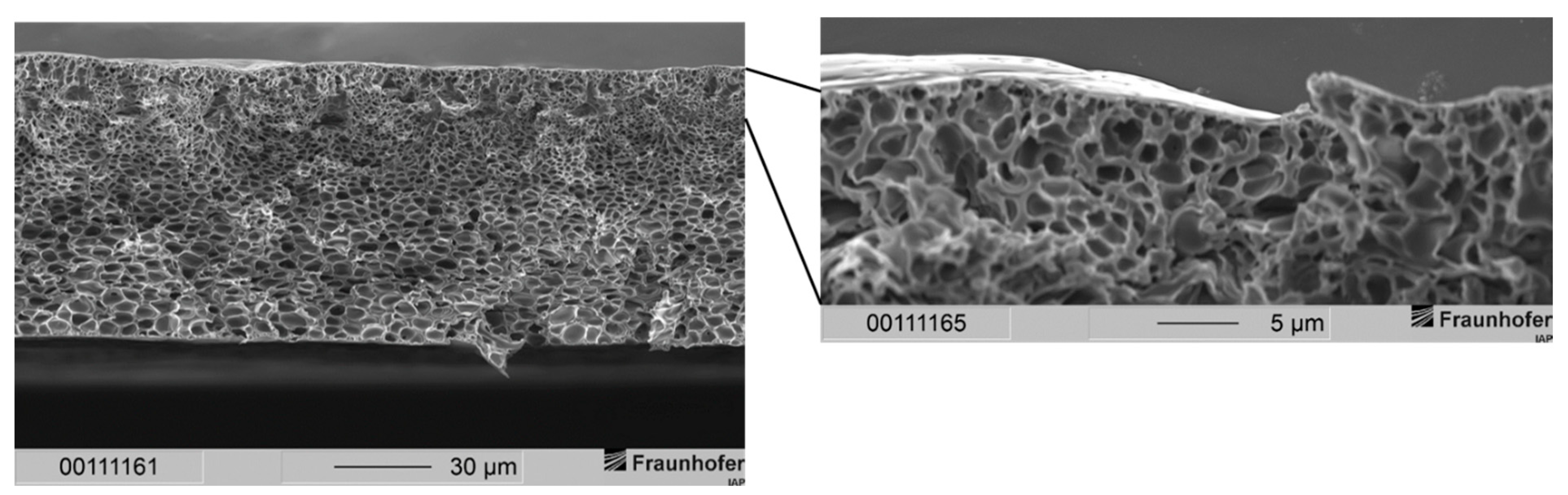
3.1. Scanning Electron Microscopy
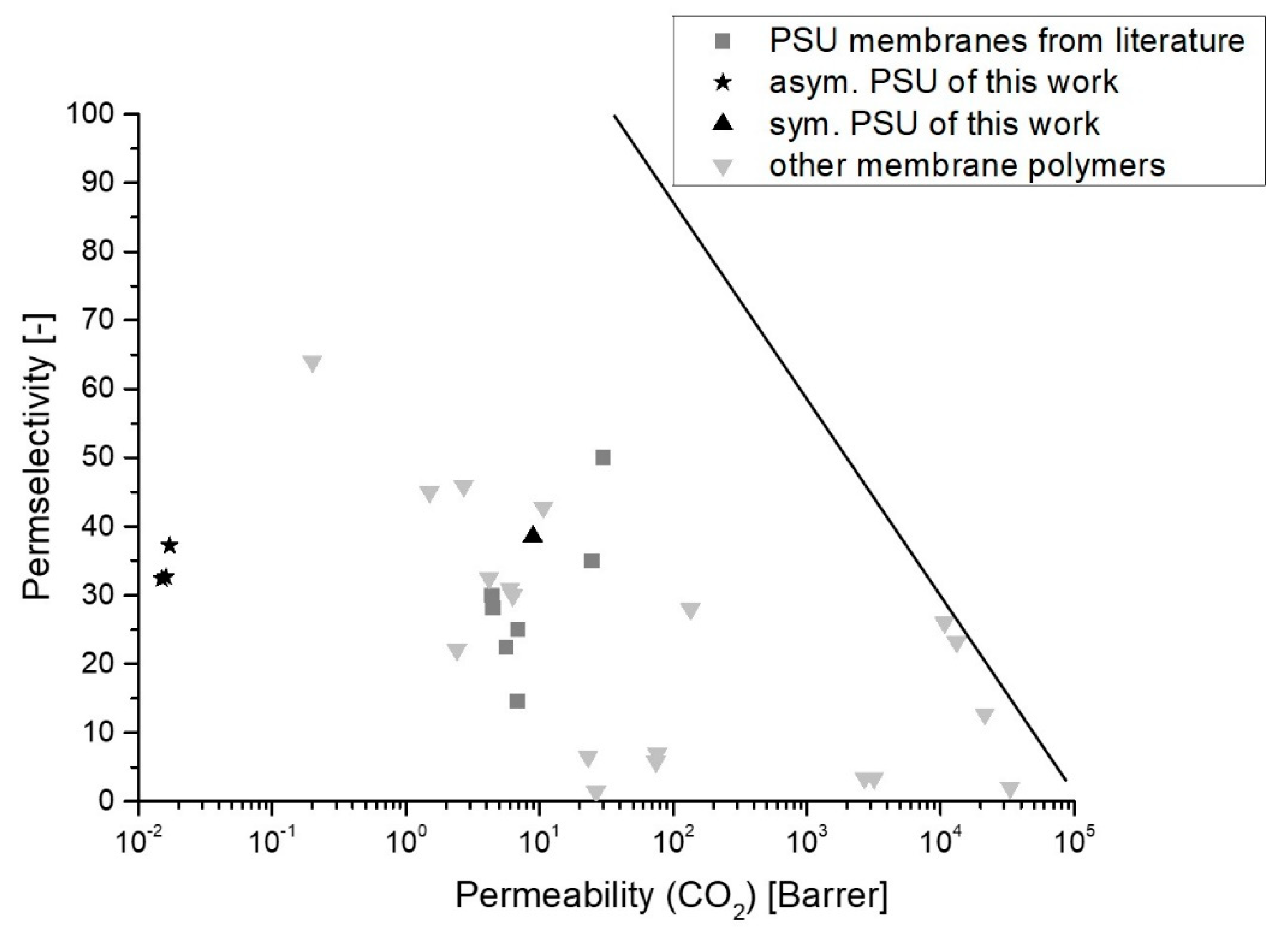
3.2. Gas Permeation Measurements

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Membrane | Permeability (Barrer) | Permselectivity (–) | References | |||||
|---|---|---|---|---|---|---|---|---|
| O2 | N2 | CH4 | CO2 | O2/N2 | CO2/N2 | CO2/CH4 | [29] | |
| PSU20 | 1.05 | 0.20 | 0.21 | 6.18 | 5.4 | 30.9 | 29.3 | [29] |
| PSU15 | 1.06 | 0.18 | 0.20 | 6.01 | 5.8 | 32.7 | 30.4 | this work |
| PSU20_EtOH | 1.99 | 0.33 | 0.38 | 11.01 | 6.3 | 34.7 | 31.4 | this work |
| PSU25_80:20 | 2.28 | 0.37 | 0.40 | 12.98 | 6.1 | 34.8 | 32.4 | this work |
| PSU30_80:20 | 2.18 | 0.35 | 0.36 | 11.71 | 6.3 | 33.9 | 32.6 | this work |
| PSU25_94:6 | 1.98 | 0.29 | 0.29 | 10.84 | 6.9 | 37.5 | 37.2 | this work |
| PSU30_EIPS | 1.73 | 0.25 | 0.23 | 8.95 | 7.1 | 36.5 | 38.5 | this work |
| PSU (EIPS) | --- | --- | 0.65 | 30.0 | --- | --- | 50 | [45] |
| PSU (EIPS) | --- | --- | 0.72 | 24.8 | --- | --- | 35 | [45] |
| PSU | 1.4 | 0.25 | 0.25 | 5.48 | 5.6 | 21.9 | 21.9 | [47] |
| PSU | 8.83 * | 2.26 * | 2.84 * | 27.77 * | 4.1 | 12.3 | 9.9 | [24] |
| PDMS (coating layer) | 570 | 266 | 860 | 2770 | 2.1 | 10.3 | 3.2 | this work |
| PDMS | 500 | 250 | 800 | 2700 | 2.0 | 10.8 | 3.4 | [47] |
- The number of defects in the separation layer of asymmetric membranes is low (<10−6);
- The coating material shows significantly higher gas permeabilities compared to the coated material (see Table 3);
- The thickness of the protective layer is minimized.
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Shalygin, M.G.; Abramov, S.M.; Netrusov, A.I.; Teplyakov, V.V. Membrane recovery of hydrogen from gaseous mixtures of biogenic and technogenic origin. Int. J. Hydrog. Energy 2015, 40, 3438–3451. [Google Scholar] [CrossRef]
- Ryckebosch, E.; Drouillon, M.; Vervaeren, H. Techniques for transformation of biogas to biomethane. Biomass Bioenergy 2011, 35, 1633–1645. [Google Scholar] [CrossRef]
- Fachagentur Nachwachsende Rohstoffe e. V. Broschüre Biogas; Fachagentur Nachwachsende Rohstoffe e. V.: Gülzow-Prüzen, Germany, 2012. [Google Scholar]
- Cerveira, G.S.; Borges, C.P.; Kronemberger, F.D.A. Gas permeation applied to biogas upgrading using cellulose acetate and polydimethylsiloxane membranes. J. Clean. Prod. 2018, 187, 830–838. [Google Scholar] [CrossRef]
- Subramanian, S.; Heydweiller, J.C.; Stern, S.A. Dual-mode sorption kinetics of gases in glassy polymers. J. Polym. Sci. Part B Polym. Phys. 1989, 27, 1209–1220. [Google Scholar] [CrossRef]
- Graham, T. XVIII. On the absorption and dialytic separation of gases by colloid septa. Phil. Trans. R. Soc. Lond. 1866, 156, 399–439. [Google Scholar]
- Pinnau, I.; Hellums, M.W.; Koros, W.J. Gas transport through homogeneous and asymmetric polyestercarbonate membranes. Polymer 1991, 32, 2612–2617. [Google Scholar] [CrossRef]
- Pfromm, P.H.; Pinnau, I.; Koros, W.J. Gas transport through integral-asymmetric membranes: A comparison to isotropic film transport properties. J. Appl. Polym. Sci. 1993, 48, 2161–2171. [Google Scholar] [CrossRef]
- Smit, E.; Mulder, M.H.V.; Smolders, C.A.; Karrenbeld, H.; van Erden, J.; Feil, D. Modelling of the diffusion of carbon dioxide in polyimide matrices by computer simulation. J. Membr. Sci. 1992, 13, 247–257. [Google Scholar] [CrossRef]
- Bos, A.; Pünt, I.G.M.; Wessling, M.; Strathmann, H. CO2-induced plasticization phenomena in glassy polymers. J. Membr. Sci. 1999, 155, 67–78. [Google Scholar] [CrossRef]
- Sada, E.; Kumazawa, H.; Xu, P.; Wang, S.-T. Permeation of pure carbon dioxide and methane and binary mixtures through cellulose acetate membranes. J. Polym. Sci. Part B Polym. Phys. 1990, 28, 113–125. [Google Scholar] [CrossRef]
- Donohue, M.D.; Minhas, B.S.; Lee, S.Y. Permeation behavior of carbon dioxide-methane mixtures in cellulose acetate membranes. J. Membr. Sci. 1989, 42, 197–214. [Google Scholar] [CrossRef]
- Erb, A.J.; Paul, D.R. Gas sorption and transport in polysulfone. J. Membr. Sci. 1981, 8, 11–22. [Google Scholar] [CrossRef]
- Baker, R.W. Membrane Technology and Applications, 2nd ed.; J. Wiley: Chichester, NY, USA, 2004. [Google Scholar]
- Mulder, M.H.V. Basic Principles of Membrane Technology; Kluwer Academic Publishers Group: Dordrecht, The Netherlands, 1998. [Google Scholar]
- Pinnau, I.; Koros, W.J. Influence of quench medium on the structures and gas permeation properties of polysulfone membranes made by wet and dry/wet phase inversion. J. Membr. Sci. 1992, 71, 81–96. [Google Scholar] [CrossRef]
- Pinnau, I.; Koros, W.J. Structures and gas separation properties of asymmetric polysulfone membranes made by dry, wet, and dry/wet phase inversion. J. Appl. Polym. Sci. 1991, 43, 1491–1502. [Google Scholar] [CrossRef]
- Pinnau, I.; Koros, W.J. A qualitative skin layer formation mechanism for membranes made by dry/wet phase inversion. J. Polym. Sci. Part B Polym. Phys. 1993, 31, 419–427. [Google Scholar] [CrossRef]
- Smolders, C.A.; Reuvers, A.J.; Boom, R.M.; Wienk, I.M. Microstructures in phase-inversion membranes. Part 1. Formation of macrovoids. J. Membr. Sci. 1992, 73, 259–275. [Google Scholar] [CrossRef]
- So, M.T.; Eirich, F.R.; Strathman, H.; Baker, R.W. Preparation of asymmetric loeb-sourirajan membranes. Polym. Lett. Ed. 1973, 11, 201–205. [Google Scholar] [CrossRef]
- Wijmans, J.G.; Baaij, J.P.B.; Smolders, C.A. The mechanism of formation of microporous or skinned membranes produced by immersion precipitation. J. Membr. Sci. 1983, 14, 263–274. [Google Scholar] [CrossRef]
- Guillen, G.R.; Ramon, G.Z.; Kavehpour, H.P.; Kaner, R.B.; Hoek, E.M.V. Direct microscopic observation of membrane formation by nonsolvent induced phase separation. J. Membr. Sci. 2013, 431, 212–220. [Google Scholar] [CrossRef]
- Guillen, G.R.; Pan, Y.; Li, M.; Hoek, E.M.V. Preparation and Characterization of Membranes Formed by Nonsolvent Induced Phase Separation: A Review. Ind. Eng. Chem. Res. 2011, 50, 3798–3817. [Google Scholar] [CrossRef]
- Ismail, A.F.; Ng, B.C.; Rahman, W.A.W.A. Effects of shear rate and forced convection residence time on asymmetric polysulfone membranes structure and gas separation performance. Sep. Purif. Technol. 2003, 33, 255–272. [Google Scholar] [CrossRef]
- Ismail, A.F.; Lai, P.Y. Effects of phase inversion and rheological factors on formation of defect-free and ultrathin-skinned asymmetric polysulfone membranes for gas separation. Sep. Purif. Technol. 2003, 33, 127–143. [Google Scholar] [CrossRef]
- Wijmans, J.G.; Kant, J.; Mulder, M.H.V.; Smolders, C.A. Phase separation phenomena in solutions of polysulfone in mixtures of a solvent and a nonsolvent: Relationship with membrane formation. Polymer 1985, 26, 1539–1545. [Google Scholar] [CrossRef]
- Frommer, M.A.; Messalem, R.M. Mechanism of membrane formation. VI. Convective flows and large void formation during membrane precipitation. Ind. Eng. Chem. Prod. Res. Dev. 1973, 12, 328–333. [Google Scholar] [CrossRef]
- Ismail, A.F.; Lai, P.Y. Development of defect-free asymmetric polysulfone membranes for gas separation using response surface methodology. Sep. Purif. Technol. 2004, 40, 191–207. [Google Scholar] [CrossRef]
- Kluge, S.; Weiß, M. Fabrication and Characterization of Polysulfone Membranes for Gas Separation. Chem. Ing. Tech. 2022, 94, 585–593. [Google Scholar] [CrossRef]
- Nunes, S.P.; Peinemann, K.-V. (Eds.) Membrane Technology: In the Chemical Industry; Wiley-VCH: Weinheim, Germany, 2006. [Google Scholar]
- Lau, W.W.Y.; Guiver, M.D.; Matsuura, T. Phase separation in polysulfone/solvent/water and polyethersulfone/solvent/water systems. J. Membr. Sci. 1991, 59, 219–227. [Google Scholar] [CrossRef][Green Version]
- Broens, L.; Altena, F.W.; Smolders, C.A. Asymmetric membrane structures as a result of phase separation phenomena. Desalination 1980, 32, 33–45. [Google Scholar] [CrossRef]
- Müller, M.; Abetz, V. Nonequilibrium processes in polymer membrane formation: Theory and experiment. Chem. Rev. 2021, 121, 14189–14231. [Google Scholar] [CrossRef]
- McKelvey, S.A.; Koros, W.J. Phase separation, vitrification, and the manifestation of macrovoids in polymeric asymmetric membranes. J. Membr. Sci. 1996, 112, 29–39. [Google Scholar] [CrossRef]
- Hołda, A.K.; Vankelecom, I.F.J. Understanding and guiding the phase inversion process for synthesis of solvent resistant nanofiltration membranes. J. Appl. Polym. Sci. 2015, 132, 42130–42147. [Google Scholar] [CrossRef]
- Kruse, J. Freies Volumen in Membranpolymeren—Positronenannihilationslebensdauerspektroskopie an Ausgewählten Systemen. Dissertation, Christian-Albrechts-Universität zu Kiel, Kiel, Germany, 2007. [Google Scholar]
- Matsuoka, S. Handbook of Thermal Analysis and Calorimetry, 8th ed.; Hanser: New York, NY, USA, 1992. [Google Scholar]
- Kesting, R.E. The solvent size effect: Solvents and solvent complexes viewed as transient templates which control free volume in the skins of integrally-skinned phase inversion membranes. J. Polym. Sci. Part C Polym. Lett. 1989, 27, 187–190. [Google Scholar] [CrossRef]
- Al-Qasas, N.; Thibault, J.; Kruczek, B. The effect of the downstream pressure accumulation on the time-lag accuracy for membranes with non-linear isotherms. J. Membr. Sci. 2016, 511, 119–129. [Google Scholar] [CrossRef]
- Minelli, M.; Oradei, S.; Fiorini, M.; Sarti, G.C. CO2 induced plasticization in glassy polymeric membranes for gas separation. In Proceedings of the 9th International Conference on “Times of Polymers and Composites”, Ishia, Italy, 17–21 June 2018. [Google Scholar]
- Kraume, M.; Peters, T. Entwicklungen und Perspektiven druckgetriebener Membranverfahren. Chem. Ing. Tech. 2005, 77, 473–485. [Google Scholar] [CrossRef]
- Kim, S.; Lee, Y.M. High performance polymer membranes for CO2 separation. Curr. Opin. Chem. Eng. 2013, 2, 238–244. [Google Scholar] [CrossRef]
- Alqaheem, Y.; Alomair, A.; Vinoba, M.; Pérez, A. Polymeric Gas-Separation Membranes for Petroleum Refining. Int. J. Polym. Sci. 2017, 2017, 1–19. [Google Scholar] [CrossRef]
- Henis, J.M.S.; Tripodi, M.K. Composite hollow fiber membranes for gas separation: The resistance model approach. J. Membr. Sci. 1981, 8, 233–246. [Google Scholar] [CrossRef]
- Almuhtaseb, R.M.; Awadallah-F, A.; Al-Muhtaseb, S.A.; Khraisheh, M. Influence of casting solvents on co2/ch4 separation using polysulfone membranes. Membranes 2021, 11, 286. [Google Scholar] [CrossRef]
- Ismail, A.F.; Khulbe, K.C.; Matsuura, T. Gas Separation Membranes; Springer International Publishing: Cham, Switzerland, 2015. [Google Scholar]
- Rösler, H.-W. Membrantechnolgie in der Prozessindustrie–polymere Membranwerkstoffe. Chem. Ing. Tech. 2005, 77, 487–503. [Google Scholar] [CrossRef]
- Julian, H.; Wenten, I.G. Polysulfone membranes for CO2/CH4 separation: State of the art. IOSR J. Eng. 2012, 2, 484–495. [Google Scholar] [CrossRef]
- Ahn, J.; Chung, W.-J.; Pinnau, I.; Guiver, M.D. Polysulfone/silica nanoparticle mixed-matrix membranes for gas separation. J. Membr. Sci. 2008, 314, 123–133. [Google Scholar] [CrossRef]
- Kim, S.; Chen, L.; Johnson, J.K.; Marand, E. Polysulfone and functionalized carbon nanotube mixed matrix membranes for gas separation: Theory and experiment. J. Membr. Sci. 2007, 294, 147–158. [Google Scholar] [CrossRef]
- Pinnau, I.; Koros, W.J. Gas-permeation properties of asymmetric polycarbonate, polyestercarbonate, and fluorinated polyimide membranes prepared by the generalized dry–wet phase inversion process. J. Appl. Polym. Sci. 1992, 46, 1195–1204. [Google Scholar] [CrossRef]
- Aitken, C.L.; Koros, W.J.; Paul, D.R. Effect of structural symmetry on gas transport properties of polysulfones. Macromolecules 1992, 25, 3424–3434. [Google Scholar] [CrossRef]
- Shishatskii, A.M.; Yampol’skii, Y.P.; Peinemann, K.-V. Effects of film thickness on density and gas permeation parameters of glassy polymers. J. Membr. Sci. 1996, 112, 275–285. [Google Scholar] [CrossRef]
- Turk, B.S.; Merkel, T.C.; Lopez-Ortiz, A.; Gupta, R.P.; Portzer, J.W.; Krishnan, G.N.; Freeman, B.D.; Fleming, G.K. Novel Technologies for Gaseous Contaminants Control: Final Report for the Base Program; National Energy Technology Laboratory (NETL): Pittsburgh, PA, USA; Morgantown, WV, USA; Albany, OR, USA, 2001. [Google Scholar]
- Merkel, T.C.; Bondar, V.I.; Nagai, K.; Freeman, B.D.; Pinnau, I. Gas sorption, diffusion, and permeation in poly (dimethylsiloxane). J. Polym. Sci. Part B Polym. Phys. 2000, 38, 415–434. [Google Scholar] [CrossRef]
- Mansoori, S.A.A.; Pakizeh, M.; Jomekian, A. CO2 and H2 selectivity properties of PDMS/PSf membrane prepared at different conditions. Front. Chem. Sci. Eng. 2011, 5, 500–513. [Google Scholar] [CrossRef]
- Ismail, A.F.; Lorna, W. Penetrant-induced plasticization phenomenon in glassy polymers for gas separation membrane. Sep. Purif. Technol. 2002, 27, 173–194. [Google Scholar] [CrossRef]
- Adewole, J.K.; Ahmad, A.L.; Ismail, S.; Leo, C.P. Current challenges in membrane separation of CO2 from natural gas: A review. Int. J. Greenh. Gas Control 2013, 17, 46–65. [Google Scholar] [CrossRef]
- Staude, E. Membranen und Membranprozesse: Grundlagen und Anwendungen; VCH Verlagsgesellschaft: Weinheim, Germany, 1992. [Google Scholar]
- Comesaña-Gándara, B.; Chen, J.; Bezzu, C.G.; Carta, M.; Rose, I.; Ferrari, M.-C.; Esposito, E.; Fuoco, A.; Jansen, J.C.; McKeown, N.B. Redefining the Robeson upper bounds for CO2/CH4 and CO2/N2 separations using a series of ultrapermeable benzotriptycene-based polymers of intrinsic microporosity. Energy Environ. Sci. 2019, 12, 2733–2740. [Google Scholar] [CrossRef]
- Robeson, L.M. The upper bound revisited. J. Membr. Sci. 2008, 320, 390–400. [Google Scholar] [CrossRef]








| Condition | Value and Unit |
|---|---|
| composition of casting solution | 20 wt.-% PSU 60 wt.-% THF 15 wt.-% DMAc 5 wt.-% MeOH |
| gap height of casting knife | 250 µm |
| casting speed | 17 mm/s |
| free standing duration | ≈3 s |
| precipitation medium | ethanol for 4 min |
| washing step | 60 s under running water (top and bottom side each) |
| drying step | 16 h in fume hood |
| lab temperature | 22 °C |
| post-treatment | coating with PDMS protective layer after drying step |
| Condition | Value and Unit |
|---|---|
| composition of casting solution | 25 wt.-% PSU 58.28 wt.-% THF 3.72 wt.-% DMAc 13 wt.-% MeOH |
| gap height of casting knife | 250 µm |
| casting speed | 17 mm/s |
| free standing duration | ≈3 s |
| precipitation medium | water for 4 min |
| washing step | 60 s under running water (top and bottom side each) |
| drying step | 16 h in fume hood |
| lab temperature | 23 °C |
| post-treatment | coating with PDMS protective layer after drying step |
| Membrane | Separation Layer Thickness (Å) | CO2 Permeability Based on New Separation Layer Thickness (Barrer) |
|---|---|---|
| PSU25_80:20 | 230 | 0.015 |
| PSU30_80:20 | 384 | 0.016 |
| PSU25_94:6 | 463 | 0.017 |
| Membrane | Diffusion Coefficient | References | |||
|---|---|---|---|---|---|
| O2 | N2 | CH4 | CO2 | ||
| PSU20_EtOH | 1.72 × 10−8 | 3.47 × 10−9 | 2.40 × 10−9 | 1.43 × 10−8 | this work |
| PSU25_80:20 | 2.51 × 10−14 | 5.98 × 10−15 | 3.15 × 10−15 | 1.57 × 10−14 | this work |
| PSU30_80:20 | 3.41 × 10−14 | 9.10 × 10−15 | 5.64 × 10−15 | 2.29 × 10−14 | this work |
| PSU25_94:6 | 3.43 × 10−14 | 7.69 × 10−15 | 4.43 × 10−15 | 2.59 × 10−14 | this work |
| PSU30_EIPS | 4.06 × 10−8 | 1.07 × 10−8 | 6.24 × 10−9 | 2.46 × 10−8 | this work |
| PSU | --- | --- | 4.44 × 10−9 | 4.40 × 10−8 | [13] |
| PSU | 5.0 × 10−8 | 1.0 × 10−8 | 4.0 × 10−9 | 2.0 × 10−8 | [54] |
| PSU | --- | --- | --- | 2.60 × 10−8 | [10] |
| PDMS | 3.40 × 10−5 | 3.40 × 10−5 | 2.20 × 10−5 | 2.20 × 10−5 | [55] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kluge, S.; Kose, T.; Tutuş, M. Tuning the Morphology and Gas Separation Properties of Polysulfone Membranes. Membranes 2022, 12, 654. https://doi.org/10.3390/membranes12070654
Kluge S, Kose T, Tutuş M. Tuning the Morphology and Gas Separation Properties of Polysulfone Membranes. Membranes. 2022; 12(7):654. https://doi.org/10.3390/membranes12070654
Chicago/Turabian StyleKluge, Steven, Tillmann Kose, and Murat Tutuş. 2022. "Tuning the Morphology and Gas Separation Properties of Polysulfone Membranes" Membranes 12, no. 7: 654. https://doi.org/10.3390/membranes12070654
APA StyleKluge, S., Kose, T., & Tutuş, M. (2022). Tuning the Morphology and Gas Separation Properties of Polysulfone Membranes. Membranes, 12(7), 654. https://doi.org/10.3390/membranes12070654