
Biodegradable and Reusable Cellulose-Based Nanofiber Membrane Preparation for Mask Filter by Electrospinning

 ,
,
Abstract
:
1. Introduction
2. Experimental
2.1. Materials
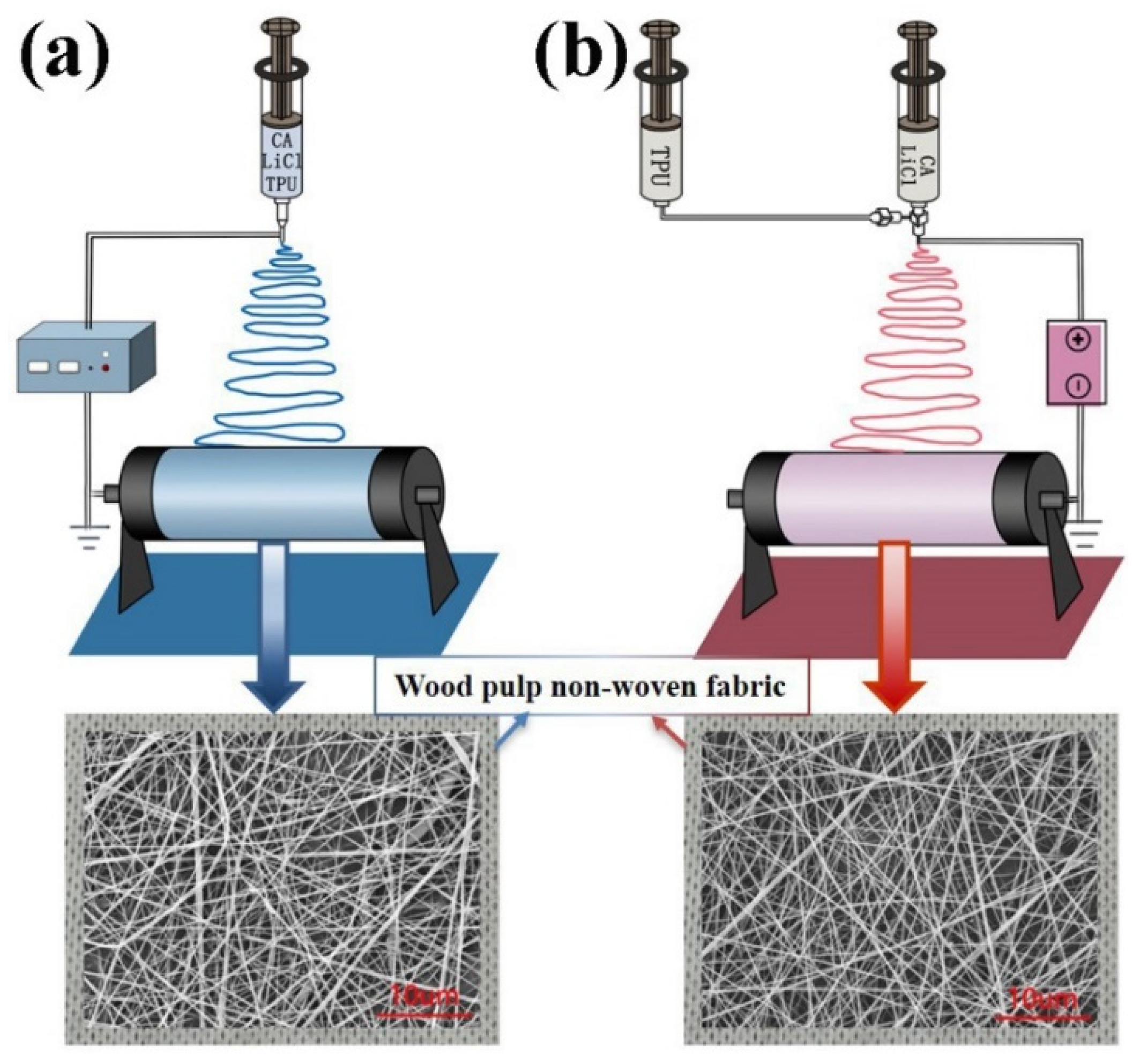
2.2. Fabrication of Electrospun Fibrous Membranes
2.3. Characterization
2.4. Multiple Cycle Test and Disinfection Treatments
3. Results and Discussions
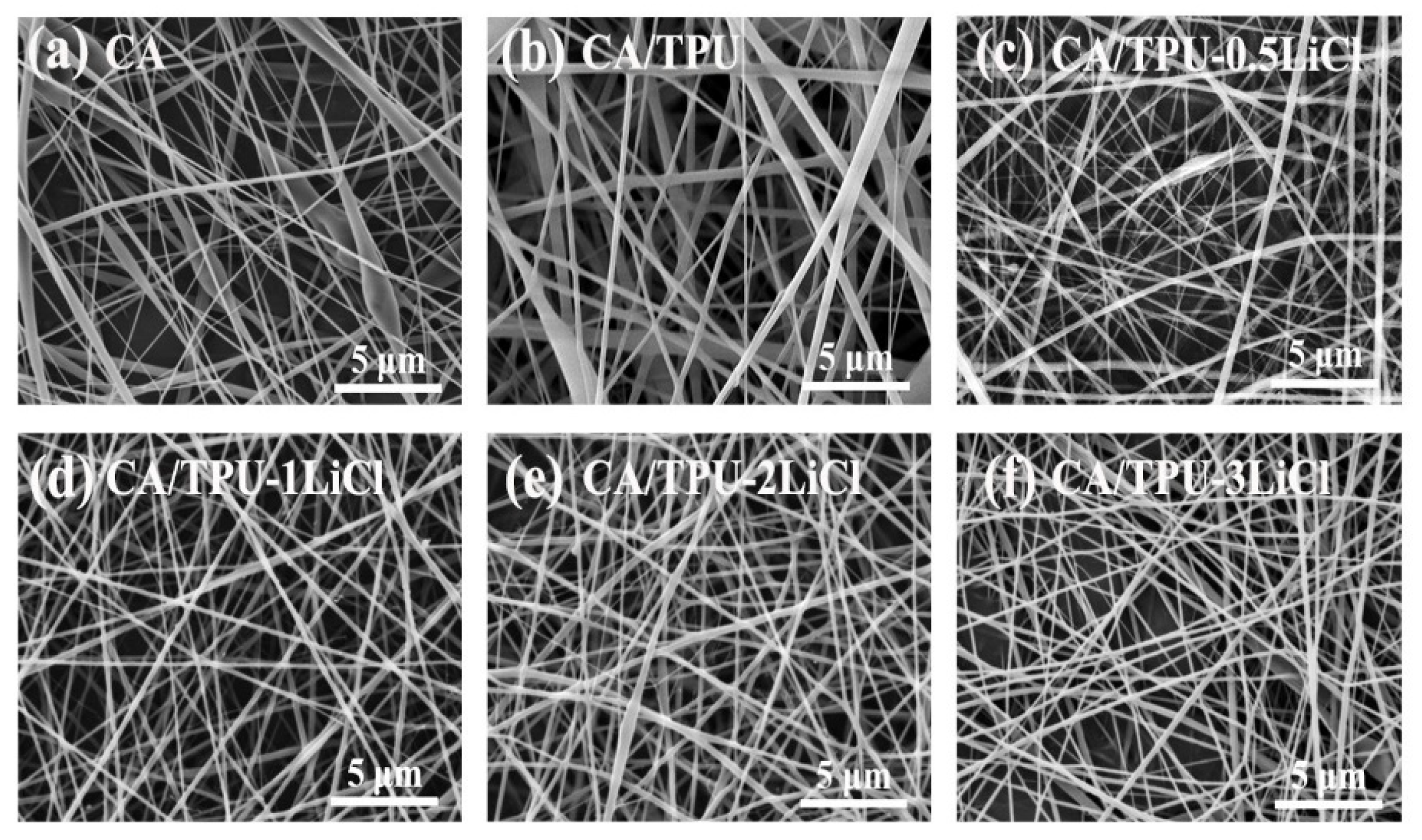
3.1. Morphology of Electrospun Fibers
3.2. Fiber Diameter and Pore Size of Membranes
3.3. Chemical Composition of the Membranes
3.4. Mechanical Properties of the Membranes
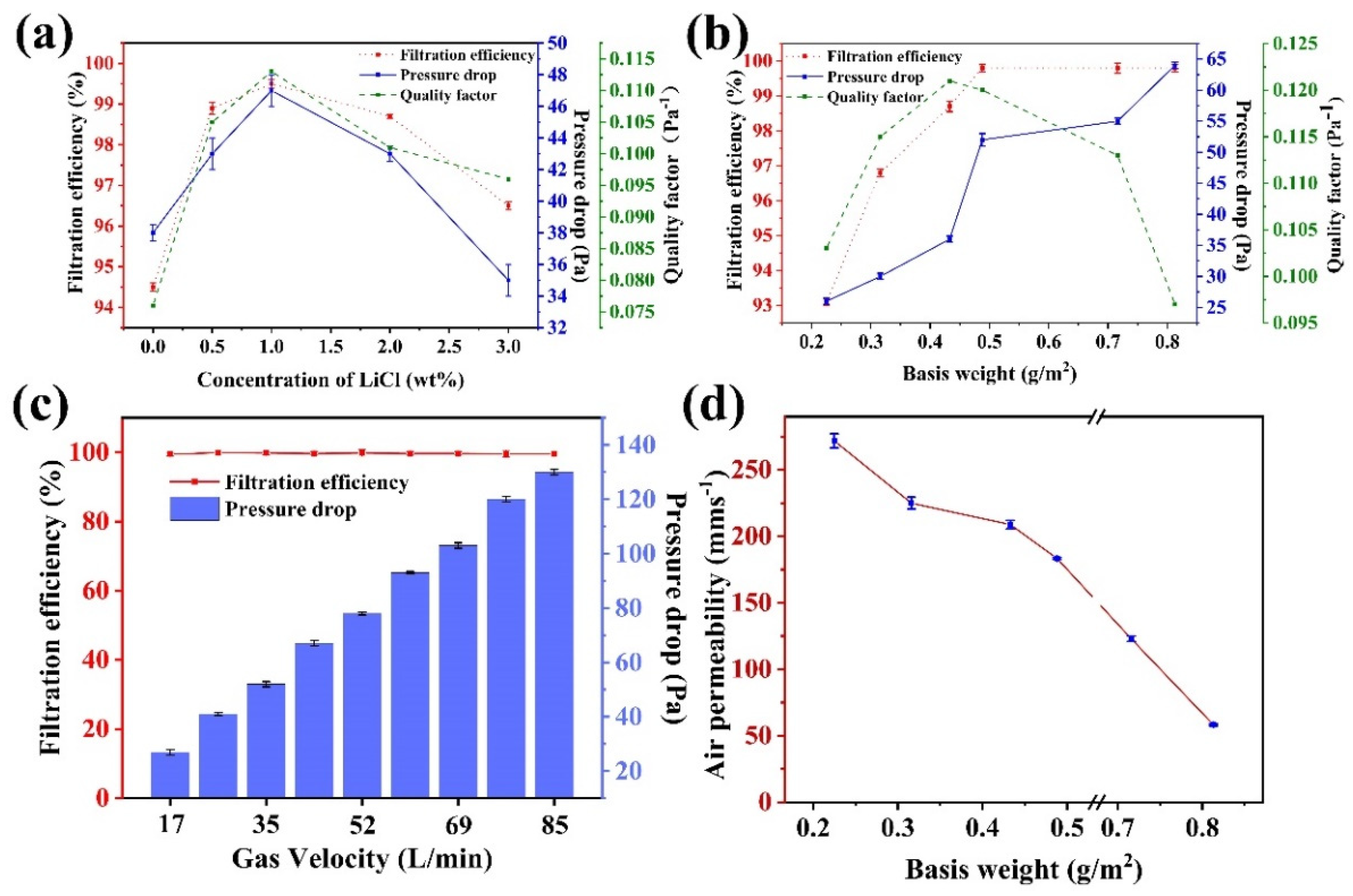
3.5. Evaluation of Filtration Performance of the Membranes
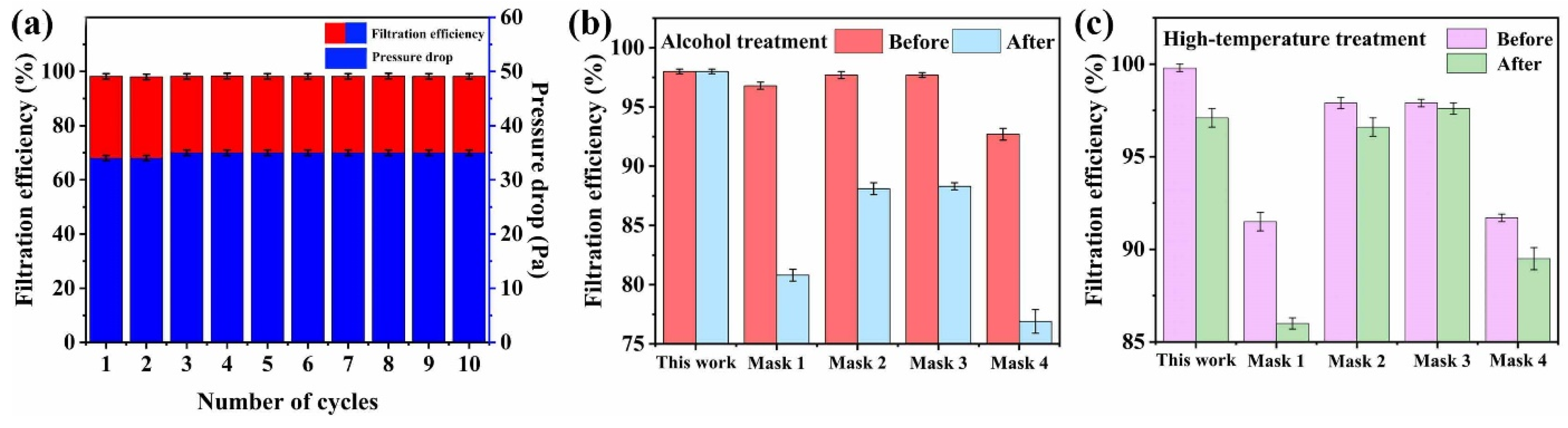
3.6. Reusability
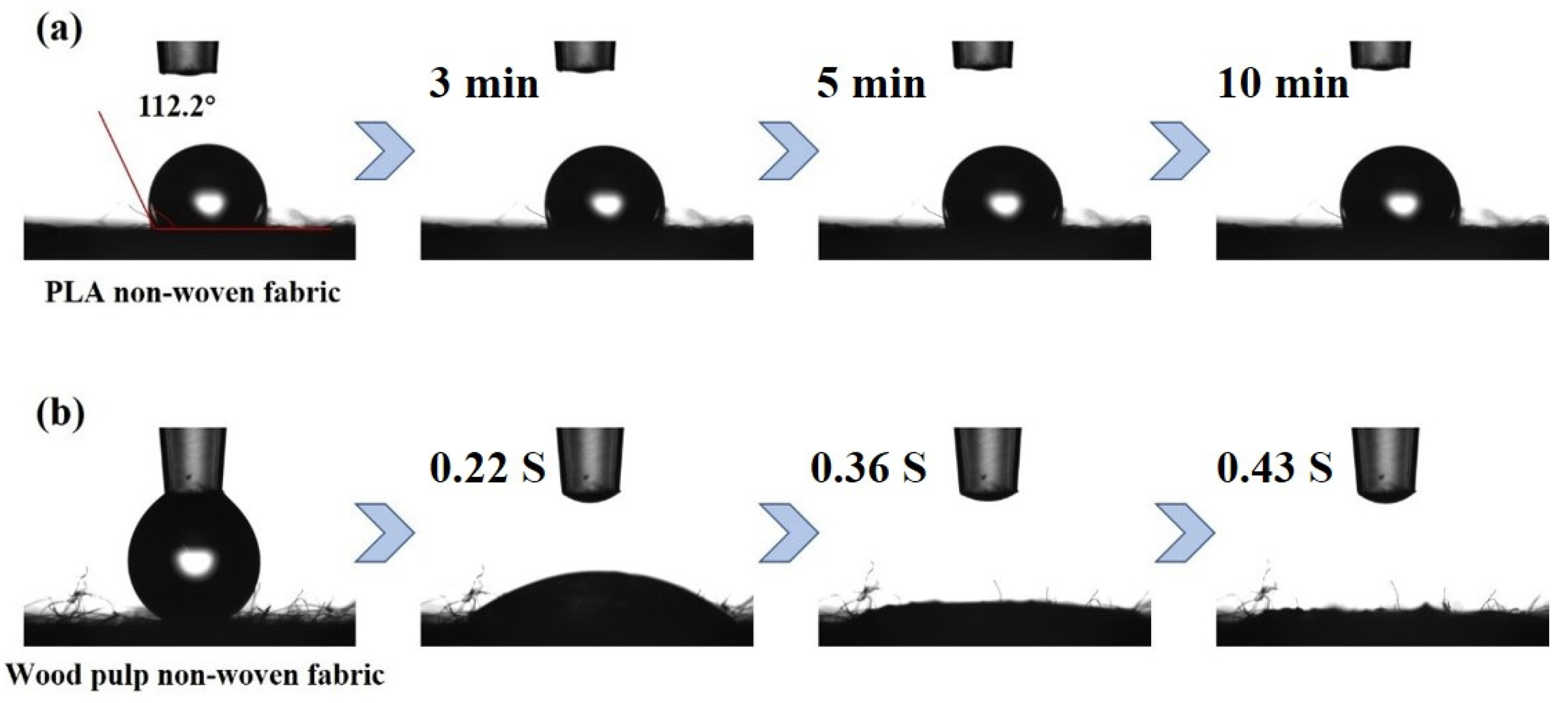
3.7. Selection of Inner and Outer Materials
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Chafe, Z.A.; Brauer, M.; Klimont, Z.; Van Dingenen, R.; Mehta, S.; Rao, S.; Riahi, K.; Dentener, F.; Smith, K.R. Household Cooking with Solid Fuels Contributes to Ambient PM2.5 Air Pollution and the Burden of Disease. Environ. Health Perspect 2014, 122, 1314–1320. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Leung, N.H.L.; Chu, D.K.W.; Shiu, E.Y.C.; Chan, K.H.; McDevitt, J.J.; Hau, B.J.P.; Yen, H.L.; Li, Y.G.; Ip, D.K.M.; Peiris, J.S.M.; et al. Respiratory virus shedding in exhaled breath and efficacy of face masks. Nat. Med. 2020, 26, 676–680. [Google Scholar] [CrossRef] [Green Version]
- Borkow, G.; Zhou, S.S.; Page, T.; Gabbay, J. A Novel Anti-Influenza Copper Oxide Containing Respiratory Face Mask. PLoS ONE 2010, 5, e11295. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Z.; Ji, D.; He, H.; Ramakrishna, S. Electrospun ultrafine fibers for advanced face masks. Mater. Sci. Eng. R Rep. 2021, 143, 100594. [Google Scholar] [CrossRef] [PubMed]
- Yang, W.; Yu, H.; Zhu, M.; Bai, H.; Chen, Y. Poly(m-phenylene isophthalamide) ultrafine fibers from an ionic liquid solution by dry-jet-wet-electrospinning. J. Macromol. Sci. Part B-Phys. 2006, 45, 573–579. [Google Scholar] [CrossRef]
- Zhang, S.C.; Liu, H.; Yin, X.; Yu, J.Y.; Ding, B. Anti-deformed Polyacrylonitrile/Polysulfone Composite Membrane with Binary Structures for Effective Air Filtration. ACS Appl. Mater. Inter. 2016, 8, 8086–8095. [Google Scholar] [CrossRef]
- Liu, B.W.; Zhang, S.C.; Wang, X.L.; Yu, J.Y.; Ding, B. Efficient and reusable polyamide-56 nanofiber/nets membrane with bimodal structures for air filtration. J. Colloid Interface Sci. 2015, 457, 203–211. [Google Scholar] [CrossRef]
- Yang, X.; Pu, Y.; Li, S.X.; Liu, X.F.; Wang, Z.S.; Yuan, D.; Ning, X. Electrospun Polymer Composite Membrane with Superior Thermal Stability and Excellent Chemical Resistance for High-Efficiency PM2.5 Capture. ACS Appl. Mater. Inter. 2019, 11, 43188–43199. [Google Scholar] [CrossRef]
- Shibuya, M.; Park, M.J.; Lim, S.; Phuntsho, S.; Matsuyama, H.; Shon, H.K. Novel CA/PVDF nanofiber supports strategically designed via coaxial electrospinning for high performance thin-film composite forward osmosis membranes for desalination. Desalination 2018, 445, 63–74. [Google Scholar] [CrossRef]
- Zhou, M.J.; Hu, M.; Quan, Z.Z.; Zhang, H.N.; Qin, X.H.; Wang, R.W.; Yu, J.Y. Polyacrylonitrile/polyimide composite sub-micro fibrous membranes for precise filtration of PM0.26 pollutants. J. Colloid Interface Sci. 2020, 578, 195–206. [Google Scholar] [CrossRef] [PubMed]
- Matulevicius, J.; Kliucininkas, L.; Prasauskas, T.; Buivydiene, D.; Martuzevicius, D. The comparative study of aerosol filtration by electrospun polyamide, polyvinyl acetate, polyacrylonitrile and cellulose acetate nanofiber media. J. Aerosol. Sci. 2016, 92, 27–37. [Google Scholar] [CrossRef]
- Saadat, S.; Rawtani, D.; Hussain, C.M. Environmental perspective of COVID-19. Sci. Total Environ. 2020, 728, 138870. [Google Scholar] [CrossRef]
- Fan, X.; Wang, Y.; Zheng, M.; Dunne, F.; Liu, T.; Fu, X.W.; Kong, L.; Pan, S.Y.; Zhong, W.H. Morphology engineering of protein fabrics for advanced and sustainable filtration. J. Mater. Chem. A 2018, 6, 21585–21595. [Google Scholar] [CrossRef]
- Waimin, J.; Jiang, H.J.; Detwiler, D.A.; Jimenez-Castaneda, M.E.; Mutlu, Z.; Cakmak, M.; Filley, T.; Rahimi, R. Noninvasive assessment of microbial activity by realtime monitoring degradation of cellulose acetate via electrochemical impedance measurement. Sens. Actuators A-Phys. 2021, 321, 112543. [Google Scholar] [CrossRef]
- Liu, L.; Gong, D.C.; Bratasz, L.; Zhu, Z.Y.; Wang, C.M. Degradation markers and plasticizer loss of cellulose acetate films during ageing. Polym. Degrad. Stabil. 2019, 168, 108952. [Google Scholar] [CrossRef]
- Fong, H.; Chun, I.; Reneker, D.H. Beaded nanofibers formed during electrospinning. Polymer 1999, 40, 4585–4592. [Google Scholar] [CrossRef]
- Givens, S.R.; Gardner, K.H.; Rabolt, J.F.; Chase, D.B. High-temperature electrospinning of polyethylene microfibers from solution. Macromolecules 2007, 40, 608–610. [Google Scholar] [CrossRef]
- Horzum, N.; Munoz-Espi, R.; Glasser, G.; Demir, M.M.; Landfester, K.; Crespy, D. Hierarchically Structured Metal Oxide/Silica Nanofibers by Colloid Electrospinning. ACS Appl. Mater. Inter. 2012, 4, 6338–6345. [Google Scholar] [CrossRef] [Green Version]
- Sepahvand, S.; Bahmani, M.; Ashori, A.; Pirayesh, H.; Yu, Q.L.; Dafchahi, M.N. Preparation and characterization of air nanofilters based on cellulose nanofibers. Int. J. Biol. Macromol. 2021, 182, 1392–1398. [Google Scholar] [CrossRef]
- Mistry, P.; Chhabra, R.; Muke, S.; Narvekar, A.; Sathaye, S.; Jain, R.; Dandekar, P. Fabrication and characterization of starch-TPU based nanofibers for wound healing applications. Mater. Sci. Eng. C-Mater. 2021, 119, 111316. [Google Scholar] [CrossRef]
- VanSoest, J.J.G.; Tournois, H.; de Wit, D.; Vliegenthart, J.F.G. Short-range structure in (partially) crystalline potato starch determined with attenuated total reflectance Fourier-transform IR spectroscopy. Carbohydr. Res. 1995, 279, 201–214. [Google Scholar] [CrossRef] [Green Version]
- Wu, N.; Cao, Q.; Wang, X.Y.; Chen, Q.Q. Study of a novel porous gel polymer electrolyte based on TPU/PVdF by electrospinning technique. Solid State Ion. 2011, 203, 42–46. [Google Scholar] [CrossRef]
- Wandera, D.; Husson, S.M. Assessment of fouling-resistant membranes for additive-free treatment of high-strength wastewaters. Desalination 2013, 309, 222–230. [Google Scholar] [CrossRef]
- Wang, C.S.; Otani, Y. Removal of Nanoparticles from Gas Streams by Fibrous Filters: A Review. Ind. Eng. Chem. Res. 2013, 52, 5–17. [Google Scholar] [CrossRef]
- Sepahvand, S.; Jonoobi, M.; Ashori, A.; Gauvin, F.; Brouwers, H.J.H.; Oksman, K.; Yu, Q.L. A promising process to modify cellulose nanofibers for carbon dioxide (CO2) adsorption. Carbohyd. Polym. 2020, 230, 115571. [Google Scholar] [CrossRef] [PubMed]
- Singh, V.K.; Ravi, S.K.; Sun, W.X.; Tan, S.C. Transparent Nanofibrous Mesh Self-Assembled from Molecular LEGOs for High Efficiency Air Filtration with New Functionalities. Small 2017, 13, 1601924. [Google Scholar] [CrossRef]
- Wang, N.; Yang, Y.J.; Al-Deyab, S.S.; El-Newehy, M.; Yue, J.Y.; Ding, B. Ultra-light 3D nanofibre-nets binary structured nylon 6-polyacrylonitrile membranes for efficient filtration of fine particulate matter. J. Mater. Chem. A 2015, 3, 23946–23954. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Gas Velocity (L/min) | Filtration Efficiency (%) | Pressure Drop (Pa) | Quality Factor | Reference |
|---|---|---|---|---|
| 35 | 99.8 | 52 | 0.12 | This work |
| 85 | Level 1 ≥ 95 Level 2 ≥ 99 Level 3 ≥ 99.97 | 343.2 | GB 19083-2010 | |
| 30 ± 2 | ≥90 | 49 | T/CNTAC 55-2020 | |
| 35 | 91.5 | 10 | 0.247 | Mask 1 |
| 35 | 97.7 | 22 | 0.17 | Mask 2 |
| 35 | 97.7 | 32 | 0.118 | Mask 3 |
| 35 | 91.70 | 22 | 0.113 | Mask 4 |
| Materials | Filtration Efficiency (%) | Pressure Drop (Pa) | Quality Factor |
|---|---|---|---|
| PP non-woven fabric | 29.3 | 1 | 0.35 |
| Wood pulp non-woven fabric | 33.8 | 4 | 0.1 |
| PLA non-woven fabric | 61.6 | 4 | 0.24 |
| Electrospinning membrane/PP non-woven fabric | 88.4 | 18 | 0.12 |
| Electrospinning membrane/Wood pulp non-woven fabric | 94.2 | 27 | 0.11 |
| Electrospinning membrane/PLA non-woven fabric | 92.1 | 23 | 0.11 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, J.; Liu, S.; Yan, X.; Jiang, Z.; Zhou, Z.; Liu, J.; Han, G.; Ben, H.; Jiang, W. Biodegradable and Reusable Cellulose-Based Nanofiber Membrane Preparation for Mask Filter by Electrospinning. Membranes 2022, 12, 23. https://doi.org/10.3390/membranes12010023
Wang J, Liu S, Yan X, Jiang Z, Zhou Z, Liu J, Han G, Ben H, Jiang W. Biodegradable and Reusable Cellulose-Based Nanofiber Membrane Preparation for Mask Filter by Electrospinning. Membranes. 2022; 12(1):23. https://doi.org/10.3390/membranes12010023
Chicago/Turabian StyleWang, Jizhen, Shaoyang Liu, Xu Yan, Zhan Jiang, Zijing Zhou, Jing Liu, Guangting Han, Haoxi Ben, and Wei Jiang. 2022. "Biodegradable and Reusable Cellulose-Based Nanofiber Membrane Preparation for Mask Filter by Electrospinning" Membranes 12, no. 1: 23. https://doi.org/10.3390/membranes12010023
APA StyleWang, J., Liu, S., Yan, X., Jiang, Z., Zhou, Z., Liu, J., Han, G., Ben, H., & Jiang, W. (2022). Biodegradable and Reusable Cellulose-Based Nanofiber Membrane Preparation for Mask Filter by Electrospinning. Membranes, 12(1), 23. https://doi.org/10.3390/membranes12010023